
Current Status of Liquid Metal Printing


Abstract
:1. Introduction
2. Background
2.1. Brief Review of 3D Metal Printing
2.2. History of Inkjet Printing
2.3. History of Inkjet Type Printing for Metal Additive Manufacturing
3. Continuous Liquid Metal Printing
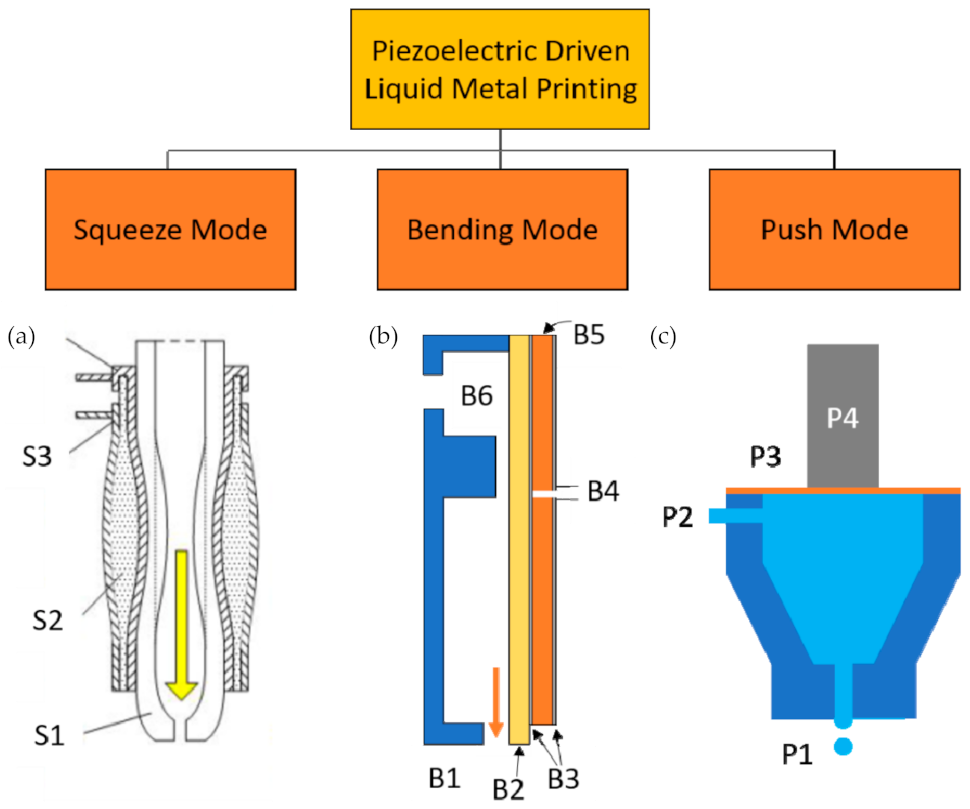
4. Piezoelectric Drop-on-Demand Printing
5. Field Induced Drop-on-Demand Printing
5.1. Electrohydrodynamic Drop-on-Demand Printing
5.2. Magnetohydrodynamic Drop-on-Demand Printing
5.3. Electromagnetic DOD Printing
6. Pneumatic Drop-on-Demand Printing
6.1. Low Temperature Pneumatic Techniques
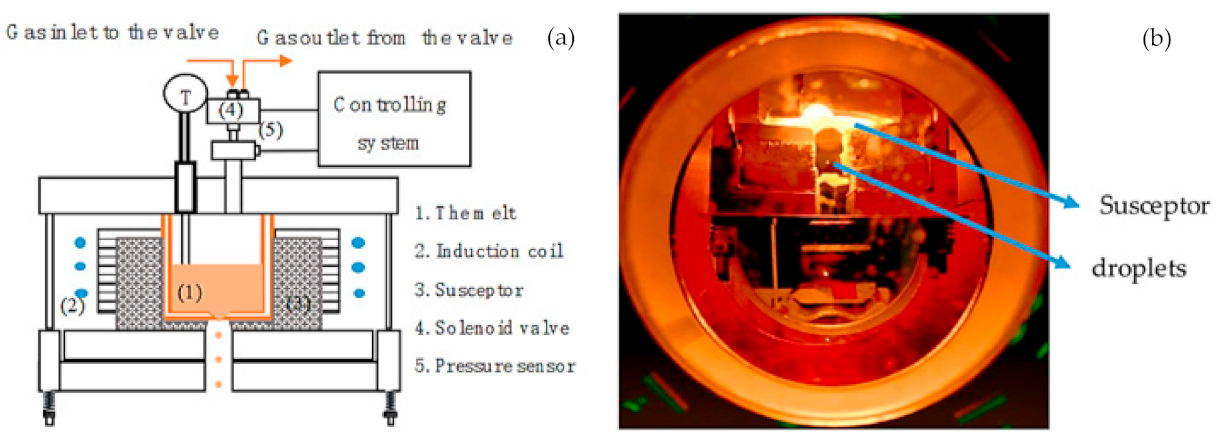
6.2. High Temperature Pneumatic Techniques
7. Impact-Driven Drop-on-Demand Printing
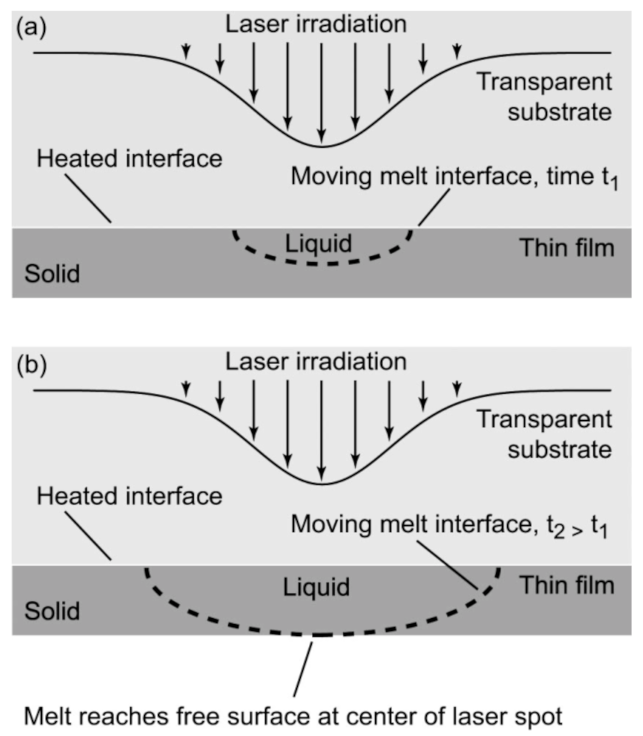
8. Laser-Induced Droplet Generation
9. Discussion
9.1. Summary and Discussion of Liquid Metal Printing
9.2. Future Direction of Liquid Metal Printing
10. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Additive manufacturing | AM |
| Drop-on-demand | DOD |
| Electrohydrodynamic | EHD |
| Magnetohydrodynamic | MHD |
| Computer-aided design | CAD |
| Computer-aided manufacturing | CAM |
| Continuous inkjet printing | CIJ |
| Fused filament fabrication | FFF |
| Selective laser sintering | SLS |
| Selective laser melting | SLM |
| Laser powder bed fusion | LPBF |
| Electron powder bed fusion | EPBF |
| Lead zirconate titanate | PZT |
| Polytetrafluoroethylene | PTFE |
| Laser induced forward transfer | LIFT |
| Thermal induced nozzle | TIN |
References
- Schwab, K. The Fourth Industrial Revolution; World Economic Forum: Cologny, Switzerland, 2016. [Google Scholar]
- Plank, H.; Winkler, R.; Schwalb, C.H.; Hütner, J.; Fowlkes, J.D.; Rack, P.D.; Utke, I.; Huth, M. Focused electron beam-based 3D nanoprinting for scanning probe microscopy: A review. Micromachines 2020, 11, 48. [Google Scholar] [CrossRef] [Green Version]
- Ru, C.; Luo, J.; Xie, S.; Sun, Y. A review of non-contact micro- and nano-printing technologies. J. Micromech. Microeng. 2014, 24, 053001. [Google Scholar] [CrossRef] [Green Version]
- Bruce, P.G.; Scrosati, B.; Tarascon, J.-M. Nanomaterials for rechargeable lithium batteries. Angew. Chem. 2008, 47, 2930–2946. [Google Scholar] [CrossRef] [PubMed]
- Woo, D.J.; Sneed, B.; Peerally, F.; Heer, F.C.; Brewer, L.C.; Hooper, J.P.; Osswald, S. Synthesis of nanodiamond-reinforced aluminum metal composite powders and coatings using high-energy ball milling and cold spray. Carbon 2013, 63, 404–415. [Google Scholar] [CrossRef]
- Klein, L.C. Nanocomposite fabrication for transparent windows. In Sol-Gel Optics: Processing and Applications; Klein, L.C., Ed.; The Springer International Series in Engineering and Computer Science; Springer US: New York City, NY, USA, 1994; pp. 215–232. [Google Scholar]
- Marks, P. 3D printing: The world’s first printed plane. New Scientist, 30 July 2011; pp. 17–18. [Google Scholar]
- Schubert, C.; van Langeveld, M.C.; Donoso, L.A. Innovations in 3D printing: A 3D overview from optics to organs. Br. J. Ophthalmol. 2014, 98, 159–161. [Google Scholar] [CrossRef] [PubMed]
- Vaezi, M.; Drescher, P.; Seitz, H. Beamless metal additive manufacturing. Materials 2020, 13, 922. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Simonelli, M.; Aboulkhair, N.T.; Rasa, M.; East, M.; Tuck, C.; Wildman, R.; Salomons, O.; Hague, R. Towards digital metal additive manufacturing via high-temperature drop-on-demand jetting. Addit. Manuf. 2019, 30, 100930. [Google Scholar] [CrossRef]
- Gorji, N.E.; O’Connor, R.; Brabazon, D. X-ray Tomography, AFM and Nanoindentation Measurements for Recyclability Analysis of 316L Powders in 3D Printing Process. Procedia Manuf. 2020, 47, 1113–1116. [Google Scholar] [CrossRef]
- ISO/ASTM52900-15, Standard Terminology for Additive Manufacturing—General Principles—Terminology; ASTM International: West Conshohocken, PA, USA, 2015.
- Kodama, H. Automatic method for fabricating a three-dimensional plastic model with photo-hardening polymer. Rev. Sci. Instrum. 1981, 52, 1770–1773. [Google Scholar] [CrossRef]
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent US4575330A, 11 March 1986. [Google Scholar]
- André, J.-C.; Mehauté, A.L.; De Witte, O. Dispositif Pour Rèaliser un Modéle de Piéce Industrielle. France Patent FR2567668A1, 16 October 1987. [Google Scholar]
- Halloran, J.W.; Tomeckova, V.; Gentry, S.; Das, S.; Cilino, P.; Yuan, D.; Guo, R.; Rudraraju, A.; Shao, P.; Wu, T.; et al. Photopolymerization of powder suspensions for shaping ceramics. J. Eur. Ceram. Soc. 2011, 31, 2613–2619. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A review of stereolithography: Processes and systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Melchels, F.; Feijen, J.; Grijpma, D. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stereolithography: Materials, Processes, and Applications; Bártolo, P.J. (Ed.) Springer US: New York City, NY, USA, 2011; ISBN 978-0-387-92904-0. [Google Scholar]
- Crump, S.S. Apparatus and Method for Creating Three-Dimensional Objects. U.S. Patent US5121329A, 9 June 1992. [Google Scholar]
- Sachs, E.M.; Cima, M.; Cornie, J. Three-dimensional printing: Rapid tooling and prototypes directly from a CAD model. CIRP Ann. 1990, 39, 201–204. [Google Scholar] [CrossRef]
- Ashley, S. Rapid mold-making for investment casting. Mech. Eng. CIME 1992, 114, 49–51. [Google Scholar]
- Griffith, M.L.; Halloran, J.W. Freeform fabrication of ceramics via stereolithography. J. Am. Ceram. Soc. 1996, 79, 2601–2608. [Google Scholar] [CrossRef] [Green Version]
- Brady, G.A.; Halloran, J.W. Stereolithography of ceramic suspensions. Rapid Prototyp. J. 1997, 3, 61–65. [Google Scholar] [CrossRef]
- Hinczewski, C.; Corbel, S.; Chartier, T. Stereolithography for the fabrication of ceramic three-dimensional parts. Rapid Prototyp. J. 1998, 4, 104–111. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, X.N.; Sun, C. Micro-stereolithography of polymeric and ceramic microstructures. Sens. Actuators 1999, 77, 149–156. [Google Scholar] [CrossRef]
- Ishida, Y.; Miura, D.; Miyasaka, T.; Shinya, A. Dimensional accuracy of dental casting patterns fabricated using consumer 3D printers. Polymers 2020, 12, 2244. [Google Scholar] [CrossRef]
- Komissarenko, D.A.; Sokolov, P.S.; Evstigneeva, A.D.; Shmeleva, I.A.; Dosovitsky, A.E. Rheological and curing behavior of acrylate-based suspensions for the DLP 3D printing of complex zirconia parts. Materials 2018, 11, 2350. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, J.; Colombo, P. Digital light processing of ceramic components from polysiloxanes. J. Eur. Ceram. Soc. 2018, 38, 57–66. [Google Scholar] [CrossRef]
- Bertrand, P.; Bayle, F.; Combe, C.; Goeuriot, P.; Smurov, I. Ceramic components manufacturing by selective laser sintering. Appl. Surf. Sci. 2007, 254, 989–992. [Google Scholar] [CrossRef]
- Tang, Y.; Fuh, J.Y.H.; Loh, H.T.; Wong, Y.S.; Lu, L. Direct laser sintering of a silica sand. Mater. Des. 2003, 24, 623. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Zeng, Y.; Jiang, L.; Sun, Y.; Yang, Y.; Quan, Y.; Wei, S.; Lu, G.; Li, R.; Rong, J.; Chen, Y.; et al. 3D-Printing Piezoelectric Composite with Honeycomb Structure for Ultrasonic Devices. Micromachines 2020, 11, 713. [Google Scholar] [CrossRef]
- Kim, H.; Johnson, J.; Chavez, L.A.; Garcia Rosales, C.A.; Tseng, T.-L.B.; Lin, Y. Enhanced dielectric properties of three phase dielectric MWCNTs/BaTiO3/PVDF nanocomposites for energy storage using fused deposition modeling 3D printing. Ceram. Int. 2018, 44, 9037–9044. [Google Scholar] [CrossRef]
- Tarasova, E.Y.; Kryukova, G.V.; Petrov, A.L.; Shyshkovsky, I.V. Structure and properties of porous PZT ceramics synthesized by selective laser sintering method. In Proceedings of the SPIE; SPIE: San Jose, CA, USA, 2000; Volume 3933. [Google Scholar]
- Hossain, M.; Amin, A.N.; Patwari, A.; Karim, A. Enhancement of machinability by workpiece preheating in end milling of Ti-6Al-4V. J. Achiev. Mater. Manuf. Eng. 2008, 31, 320–326. [Google Scholar]
- Shi, X.; Zeng, W.; Sun, Y.; Han, Y.; Zhao, Y.; Guo, P. Microstructure-tensile properties correlation for the Ti-6Al-4V titanium alloy. J. Mater. Eng. Perform. 2015, 24, 1754–1762. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Janaki Ram, G.D.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Rafi, H.K.; Karthik, N.V.; Gong, H.; Starr, T.L.; Stucker, B.E. Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J. Mater. Eng. Perform. 2013, 22, 3872–3883. [Google Scholar] [CrossRef]
- Ansell, T.Y.; Ricks, J.P.; Park, C.; Tipper, C.S.; Luhrs, C.C. Mechanical properties of 3D-printed maraging steel induced by environmental exposure. Metals 2020, 10, 218. [Google Scholar] [CrossRef] [Green Version]
- Yasa, E.; Kempen, K.; Kruth, J.-P.; Humbeeck, J.V. Microstructure and mechanical properties of maraging steel 300 after selective laser melting. In Proceedings of the 21st Annual Solid Freeform Fabrication Symposium; Solid Freeform Fabrication Symposium: Austin, TX, USA, 2010; pp. 383–396. [Google Scholar]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.-P.; Humbeeck, J.V. Microstructure and mechanical properties of Selective Laser Melted 18Ni-300 steel. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Kempen, K.; Thijs, L.; Humbeeck, J.V.; Kruth, J.-P. Mechanical properties of AlSi10Mg produced by selective laser melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Humbeeck, J.V.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, C.; Zhou, X.; Shen, Z.; Liu, W. Microstructure of selective laser melted AlSi10Mg alloy. Mater. Des. 2019, 168, 107677. [Google Scholar] [CrossRef]
- Terrazas, C.A.; Gaytan, S.M.; Rodriguez, E.; Espalin, D.; Murr, L.E.; Medina, F.; Wicker, R.B. Multi-material metallic structure fabrication using electron beam melting. Int. J. Adv. Manuf. Technol. 2014, 71, 33–45. [Google Scholar] [CrossRef]
- Paul, B.K.; Lee, K.; He, Y.; Ghayoor, M.; Chang, C.; Pasebani, S. Oxide dispersion strengthened 304 L stainless steel produced by ink jetting and laser powder bed fusion. CIRP Ann. 2020, 69, 193–196. [Google Scholar] [CrossRef]
- Kurz, W.; Trivedi, R. Rapid solidification processing and microstructure formation. Mater. Sci. Eng. A 1994, 179, 46–51. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Rombouts, M.; Kruth, J.-P.; Froyen, L.; Mercelis, P. Fundamentals of selective laser melting of alloyed steel powders. CIRP Ann. 2006, 55, 187–192. [Google Scholar] [CrossRef]
- Tolochko, N.K.; Mozzharov, S.E.; Yadroitsev, I.A.; Laoui, T.; Froyen, L.; Titov, V.I.; Ignatiev, M.B. Balling processes during selective laser treatment of powders. Rapid Prototyp. J. 2004. [Google Scholar] [CrossRef]
- Jia, Q.; Gu, D. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J. Alloys Compd. 2014, 585, 713–721. [Google Scholar] [CrossRef]
- Black, J.T.; Kohser, R.A. Chapter 33: Other welding processes, brazing, and soldering. In DeMargo’s Materials and Processes in Manufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2012; pp. 910–937. ISBN 978-0-470-92467-9. [Google Scholar]
- Henderson, M.; Arrell, D.; Larsson, R.; Heobel, M.; Marchant, G. Nickel based superalloy welding practices for industrial gas turbine applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L.N. Additive manufacturing of Ni-based superalloys: The outstanding issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Young, G.; Capobianco, T.; Penik, M.; Morris, B.; McGee, J. The mechanism of ductility dip cracking in nickel-chromium alloys. Weld. J. N. Y. 2008, 87, 31. [Google Scholar]
- Catchpole-Smith, S.; Aboulkhair, N.; Parry, L.; Tuck, C.; Ashcroft, I.; Clare, A. Fractal scan strategies for selective laser melting of ‘unweldable’nickel superalloys. Addit. Manuf. 2017, 15, 113–122. [Google Scholar]
- Wang, F. Mechanical property study on rapid additive layer manufacture Hastelloy® X alloy by selective laser melting technology. Int. J. Adv. Manuf. Technol. 2012, 58, 545–551. [Google Scholar] [CrossRef]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.-F.; Vaillant, S. Controlling the microstructure of Hastelloy-X components manufactured by selective laser melting. Phys. Procedia 2013, 41, 823–827. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the microstructure and cracking mechanisms of hastelloy X produced by laser powder bed fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [Green Version]
- Sanchez-Mata, O.; Wang, X.; Muñiz-Lerma, J.A.; Attarian Shandiz, M.; Gauvin, R.; Brochu, M. Fabrication of crack-free nickel-based superalloy considered non-weldable during laser powder bed fusion. Materials 2018, 11, 1288. [Google Scholar] [CrossRef] [Green Version]
- Han, Q.; Gu, Y.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.L.; Yang, S. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef]
- Stopyra, W.; Gruber, K.; Smolina, I.; Kurzynowski, T.; Kuźnicka, B. Laser powder bed fusion of AA7075 alloy: Influence of process parameters on porosity and hot cracking. Addit. Manuf. 2020, 35, 101270. [Google Scholar] [CrossRef]
- Zhang, M.; Sun, C.-N.; Zhang, X.; Goh, P.C.; Wei, J.; Hardacre, D.; Li, H. Fatigue and fracture behaviour of laser powder bed fusion stainless steel 316L: Influence of processing parameters. Mater. Sci. Eng. A 2017, 703, 251–261. [Google Scholar] [CrossRef]
- Young, T. An essay on the cohesion of fluids. Philos. Trans. R. Soc. Lond. 1805, 95, 65–87. [Google Scholar]
- Cummins, G.; Desmulliez, M.P.Y. Inkjet printing of conductive materials: A review. Circuit World 2012, 38, 193–213. [Google Scholar] [CrossRef]
- Bidone, G. Expériences Sur Divers Cas de la Contraction de la Veine Fluide, et Remarque sur la Manière D’avoir Égard à la Contraction Dans le Calcul de la Dépense des Orifices; Imprimerie Royale: Turin, Italy, 1822. [Google Scholar]
- Bidone, G. Expériences sur la forme et sur la direction des veines et des courants d’eau lancés par diverses ouvertures. In Memorie della Reale Accademia delle Scienze di Torino; Imprimerie Royale: Turin, Italy, 1830; Volume 34, pp. 229–387. [Google Scholar]
- Savart, F. Mèmoire sur la constitution des veines liquides lancees par des orifices circulaires en mince paroi. Ann. Chim. Phys. 1833, 53, 337–386. [Google Scholar]
- Magnus, G. XXVII. Hydraulic researches—Part II. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1859, 18, 161–182. [Google Scholar] [CrossRef]
- Plateau, M.T. XXXVII. On the recent theories of the constitution of jets of liquid issuing from circular orifices. Lond. Edinb. Dublin Philos. Mag. J. Sci. 1856, 12, 286–297. [Google Scholar] [CrossRef]
- Rayleigh, F.R.S. On the instability of jets. Proc. Lond. Math. Soc. 1878, 10, 4–13. [Google Scholar] [CrossRef] [Green Version]
- Elmqvist, R. Measuring Instrument of the Recording Type. U.S. Patent US2566443A, 4 September 1951. [Google Scholar]
- Sweet, R.G. High frequency recording with electrostatically deflected ink jets. Rev. Sci. Instrum. 1965, 36, 131. [Google Scholar] [CrossRef]
- How It All Began. The History of Ink-Jet Printing. Part 2. Available online: http://dimasio.com/how-it-all-began-the-history-of-ink-jet-printing-part-2.html (accessed on 1 April 2021).
- Herron, D.A. Continuous Ink Jet Printer. U.S. Patent US4636808A, 13 January 1987. [Google Scholar]
- Zaba, J.M. Continuous Ink Jet Printer. U.S. Patent US5598197A, 28 January 1997. [Google Scholar]
- Le, H.P. Progress and trends in ink-jet printing technology. In Recent Progress in Ink Jet Technologies II; Hanson, E., Ed.; Society for Imaging Science and Technology: Springfield, VA, USA, 1999; pp. 1–14. ISBN 0-89208-220-8. [Google Scholar]
- Hansell, C.W. Jet Sprayer Actuated by Supersonic Waves. U.S. Patent US2512743A, 27 June 1950. [Google Scholar]
- Wijshoff, H. Structure- and Fluid-Dynamics in Piezo Inkjet Printheads; Universiteit Twente: Enschede, The Netherlands, 2008. [Google Scholar]
- Naiman, M. Sudden steam printer. U.S. Patent US3179042A, 20 April 1965. [Google Scholar]
- Nielsen, N.J. History of thinkjet printhead development. Hewlett-Packard J. 1985, 36, 4–10. [Google Scholar]
- Anonymous. Spitting Image. In The Economist; The Economist Newspaper Limited: London, UK, 21 September 2002. [Google Scholar]
- Zoltan, S.I. Pulsed Droplet Ejecting System. U.S. Patent US3683212A, 8 August 1972. [Google Scholar]
- Stemme, N.G.E. Arrangement of Writing Mechanisms for Writing on Paper with a Colored Liquid. U.S. Patent US3747120A, 17 July 1973. [Google Scholar]
- Kyser, E.L.; Sears, S.B. Method and Apparatus for Recording with Writing fluids and Drop Projection Means Therefore. U.S. Patent US3946398A, 23 March 1976. [Google Scholar]
- Howkins, S.D. Ink Jet Method and Apparatus. U.S. Patent US4459601A, 10 July 1984. [Google Scholar]
- Fischbeck, K.H.; Wright, A.T. Shear Mode Transducer for Drop-on-Demand Liquid Ejector. U.S. Patent US4584590A, 22 April 1986. [Google Scholar]
- Hoath, S.D. Fundamentals of Inkjet Printing: The Science of Inkjet and Droplets; John Wiley & Sons: Hoboken, NJ, USA, 2016; ISBN 3-527-33785-7. [Google Scholar]
- Blazdell, P.F.; Evans, J.R.G.; Edirisinghe, M.J.; Shaw, P.; Binstead, M.J. The computer aided manufacture of ceramics using multilayer jet printing. J. Mater. Sci. Lett. 1995, 14, 1562–1565. [Google Scholar] [CrossRef]
- Xiang, Q.F.; Evans, J.R.G.; Edirisinghe, M.J.; Blazdell, P.F. Solid freeforming of ceramics using a drop-on-demand jet printer. Proc. Inst. Mech. Eng. Part B 1997, 211, 211–214. [Google Scholar] [CrossRef]
- Gottwald, J.F. Liquid Metal Recorder. U.S. Patent US3596285A, 27 July 1971. [Google Scholar]
- Priest, J.W.; Smith, C.; DuBois, P. Liquid metal jetting for printing metal parts. In Proceedings of the 8th Annual Solid Freeform Fabrication Symposium; Solid Freeform Fabrication Symposium: Austin, TX, USA, 1997; pp. 1–10. [Google Scholar]
- Hieber, H. Method of Applying Small Drop Shaped Quantities of Metal Solder from a Nozzle to Surfaces to be Welted and Device for Carrying Out the Method. U.S. Patent US4828886A, 9 May 1989. [Google Scholar]
- Marusak, R.E. Picoliter solder droplet dispensing. In Proceedings of the Solid Freeform Fabrication Symposium; The University of Texas at Austin: Austin, TX, USA, 1993; pp. 81–85. [Google Scholar]
- Yokoyama, Y.; Endo, K.; Iwasaki, T.; Fukumoto, H. Variable-size solder droplets by a molten-solder ejection method. J. Microelectromech. Syst. 2009, 18, 316–321. [Google Scholar] [CrossRef]
- Wehl, W.; Wild, J.; Lemmermeyer, B. A Drop-on-Demand Metal Jet Printer for Wafer Bumping. In Proceedings of the 14th European Microelectronics and Packaging Conference & Exhibition; International Microelectronics Assembly and Packaging Society: Research Triangle Park, NC, USA, 2003; pp. 23–25. [Google Scholar]
- Lee, T.-M.; Kang, T.G.; Yang, J.-S.; Jo, J.; Kim, K.-Y.; Choi, B.-O.; Kim, D.-S. Drop-on-demand solder droplet jetting system for fabricating microstructure. IEEE Trans. Electron. Packag. Manuf. 2008, 31, 202–210. [Google Scholar] [CrossRef]
- Lee, T.-M.; Kang, T.G.; Yang, J.S.; Jo, J.; Kim, K.-Y.; Choi, B.-O.; Kim, D.-S. Gap adjustable molten metal dod inkjet system with cone-shaped piston head. J. Manuf. Sci. Eng. 2008, 130, 031113. [Google Scholar] [CrossRef]
- Rumschoettel, D.; Künzel, F.; Irlinger, F.; Lueth, T.C. A novel piezoelectric printhead for high melting point liquid metals. In 2016 Pan Pacific Microelectronics Symposium (Pan Pacific); IEEE: New York City, NY, USA, 2016; pp. 1–8. [Google Scholar]
- Oeftering, R.C. Directional Electrostatic Accretion Process Employing Acoustic Droplet Formation. U.S. Patent US5520715A, 28 May 1996. [Google Scholar]
- Liu, Q.; Orme, M. High precision solder droplet printing technology and the state-of-the-art. J. Mater. Process. Tehnol. 2001, 115, 271–283. [Google Scholar] [CrossRef]
- Tseng, A.A.; Lee, M.; Zhao, B. Design and operation of a droplet deposition system for freeform fabrication of metal parts. J Eng Mater Technol 2001, 123, 74–84. [Google Scholar] [CrossRef]
- Orme, M.; Smith, R.F. Enhanced aluminum properties by means of precise droplet deposition. J. Manuf. Sci. Eng. 1999, 122, 484–493. [Google Scholar] [CrossRef]
- Orme, M. On the genesis of droplet stream microspeed dispersions. Phys. Fluids Fluid Dyn. 1991, 3, 2936–2947. [Google Scholar] [CrossRef]
- Orme, M.; Muntz, E.P. Method for Droplet Stream Manufacturing. U.S. Patent US5226948A, 13 July 1993. [Google Scholar]
- Orme, M. A novel technique of rapid solidification net- form materials synthesis. J. Mater. Eng. Perform. 1993, 2, 399–405. [Google Scholar] [CrossRef]
- Orme, M.E.; Huang, C. Precision droplet-based manufacturing and material synthesis: Fluid dynamics and thermal control issues. At. Sprays 1996, 6, 305–329. [Google Scholar] [CrossRef]
- Orme, M.; Huang, C. Phase change manipulation for droplet-based solid freeform fabrication. J. Heat Transf. 1997, 119, 818–823. [Google Scholar] [CrossRef]
- Liu, Q.; Orme, M. On precision droplet-based net-form manufacturing technology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2001, 215, 1333–1355. [Google Scholar] [CrossRef]
- Kim, H.-Y.; Cherng, J.-P.; Chun, J.-H. Recent Progress in Droplet-Based Manufacturing Research. In Innovation in Manufacturing Systems and Technology (IMST); Droplet-Based Manufacturing Laboratory, MIT: Cambridge, MA, USA, 2002; Available online: http://hdl.handle.net/1721.1/4039 (accessed on 1 April 2021).
- Jiang, X.-S.; Qi, L.-H.; Luo, J.; Huang, H.; Zhou, J.-M. Research on accurate droplet generation for micro-droplet deposition manufacture. Int. J. Adv. Manuf. Technol. 2010, 49, 535–541. [Google Scholar] [CrossRef]
- Wang, T.; Kwok, T.-H.; Zhou, C. In-situ droplet inspection and control system for liquid metal jet 3D printing process. Procedia Manuf. 2017, 10, 968–981. [Google Scholar] [CrossRef]
- Wang, T.; Kwok, T.-H.; Zhou, C.; Vader, S. In-situ droplet inspection and closed-loop control system using machine learning for liquid metal jet printing. J. Manuf. Syst. 2018, 47, 83–92. [Google Scholar] [CrossRef] [Green Version]
- Kagerer, M.; Rumschoettel, D.; Irlinger, F.; Lueth, T.C. Fabrication and application of a chemical resistant low-cost microdrop generator. In Proceedings of the ASME 2011 International Mechanical Engineering Congress & Exposition (IMECE2011); American Society of Mechanical Engineers: Denver, CO, USA, 2011; Volume 11, pp. 601–610. [Google Scholar]
- Rumschoettel, D.; Kagerer, M.; Irlinger, F.; Lueth, T.C. Compact model for the characterization of a piezoelectric bend-mode droplet generator. In Proceedings of the 2014 IEEE International Conference on Robotics and Biomimetics (ROBIO 2014), Bali, Indonesia, 5–10 December 2014; pp. 2582–2587. [Google Scholar]
- Kagerer, M.; Meeuw, A.; Berger, J.; Rumschoettel, D.; Lueth, T.C.; Irlinger, F. Relevant Influencing Factors on Droplet Characteristics for a Piezoelectrically Driven Drop-on-Demand Printhead. In Proceedings of the ASME 2014 International Mechanical Engineering Congress & Exposition (IMECE2014); American Society of Mechanical Engineers: Montreal, QC, Canada, 14–20 November 2014; Volume 46545, p. V007T09A055.
- Rumschoettel, D.; Kagerer, M.; Irlinger, F.; Lueth, T.C. Compact Model for the Static and Dynamic Behavior of a Piezoelectric Bimorph Actuator for Microfluidic MEMS. In Proceedings of the ASME 2014 International Mechanical Engineering Congress & Exposition (IMECE2014); American Society of Mechanical Engineers: Montreal, QC, Canada, 14–20 November 2014; Volume 46590, p. V010T13A025.
- Chen, F.; Lu, J.; Huang, W. Using ink-jet printing and coffee ring effect to fabricate refractive microlens arrays. IEEE Photonics Technol. Lett. 2009, 21, 648–650. [Google Scholar] [CrossRef]
- Brünahl, J.; Grishin, A.M. Piezoelectric shear mode drop-on-demand inkjet actuator. Sens. Actuators Phys. 2002, 101, 371–382. [Google Scholar] [CrossRef]
- Yamaguchi, K.; Sakai, K.; Yamanaka, T.; Hirayama, T. Generation of three-dimensional micro structure using metal jet. Precis. Eng. 2000, 24, 2–8. [Google Scholar] [CrossRef]
- Taylor, G.I. Disintegration of water drops in an electric field. Proc. R. Soc. Lond. A 1964, 280, 383–397. [Google Scholar]
- Baji, A.; Mai, Y.-W.; Wong, S.-C.; Abtahi, M.; Chen, P. Electrospinning of polymer nanofibers: Effects on oriented morphology, structures and tensile properties. Compos. Sci. Technol. 2010, 70, 703–718. [Google Scholar] [CrossRef]
- Park, J.-U.; Hardy, M.; Kang, S.J.; Barton, K.; Adair, K.; Kishore Mukhopadhyay, D.; Lee, C.Y.; Strano, M.S.; Alleyne, A.G.; Georgiadis, J.G. High-resolution electrohydrodynamic jet printing. Nat. Mater. 2007, 6, 782–789. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Dong, J. High-Resolution Electrohydrodynamic (EHD) direct printing of molten metal. Procedia Manuf. 2017, 10, 845–850. [Google Scholar] [CrossRef]
- Wei, C.; Qin, H.; Ramirez-Iglesias, N.A.; Chiu, C.-P.; Lee, Y.; Dong, J. High-resolution ac-pulse modulated electrohydrodynamic jet printing on highly insulating substrates. J. Micromech. Microeng. 2014, 24, 045010. [Google Scholar] [CrossRef]
- Choi, J.; Kim, Y.-J.; Lee, S.; Son, S.U.; Ko, H.S.; Nguyen, V.D.; Byun, D. Drop-on-demand printing of conductive ink by electrostatic field induced inkjet head. Appl. Phys. Lett. 2008, 93, 193508. [Google Scholar] [CrossRef]
- Chang, Y.; Wang, D.-Y.; Tai, Y.-L.; Yang, Z.-G. Preparation, characterization and reaction mechanism of a novel silver-organic conductive ink. J. Mater. Chem. 2012, 22, 25296–25301. [Google Scholar] [CrossRef]
- Li, D.; Lai, W.-Y.; Zhang, Y.-Z.; Huang, W. Printable transparent conductive films for flexible electronics. Adv. Mater. 2018, 30, 1704738. [Google Scholar] [CrossRef]
- Han, Y.; Dong, J. High-resolution direct printing of molten-metal using electrohydrodynamic jet plotting. Manuf. Lett. 2017, 12, 6–9. [Google Scholar] [CrossRef] [Green Version]
- Heavy metals—Advances in research and application. In Heavy Metals—Advances in Research and Application; Acton, Q.A. (Ed.) ScholarlyEditions: Atlanta, GA, USA, 2013; p. 378. ISBN 978-1-4816-7634-2. [Google Scholar]
- Rasa, M.; Berkhout, R.; Classens, W.P.J.; Van Genuchten, H.C.M.; Kuznetsov, E.V. Device for Ejecting Droplets of a Fluid Having a High Temperature. U.S. Patent US20110233239A1, 21 May 2013. [Google Scholar]
- Vader, S.; Vader, Z.; Karampelas, I.H.; Furlani, E.P. Magnetohydrodynamic liquid metal jet printing. In TechConnect Conference; TechConnect: Washington, DC, USA, June 2015; pp. 2–4. [Google Scholar]
- Vialva, T. Xerox Acquires Vader Systems, Steps into $8 Billion 3D Printing Industry. 3D Printing Industry. 7 February 2019. Available online: https://3dprintingindustry.com/ (accessed on 1 April 2021).
- Vader, S.; Vader, Z.; Karampelas, I.H.; Furlani, E.P. Advances in magnetohydrodynamic liquid metal jet printing. TechConnect Briefs 2016, 4, 41–45. [Google Scholar]
- Karampelas, I.H.; Sukhotskiy, V.; Garg, G.; Verma, A.; Tong, M.; Vader, S.; Vader, Z.; Furlani, E.P. Drop-on-demand 3D metal printing. TechConnect Briefs 2017, 4, 213–215. [Google Scholar]
- Sukhotskiy, V.; Karampelas, I.H.; Garg, G.; Verma, A.; Tong, M.; Vader, S.; Vader, Z.; Furlani, E.P. Magnetohydrodynamic drop-on demand liquid metal 3D printing. In Proceedings of the 28th Solid Freeform Fabrication Symposium; Solid Freeform Fabrication Symposium: Austin, TX, USA, 2017; pp. 1806–1811. [Google Scholar]
- Sukhotskiy, V.; Vishnoi, P.; Karampelas, I.H.; Vader, S.; Vader, Z.; Furlani, E.P. Magnetohydrodynamic drop-on-demand liquid metal additive manufacturing: System overview and modelling. In Proceedings of the 5th International Conference of Fluid Flow, Heat and Mass Transfer, Niagara Falls, ON, Canada, 7–9 June 2018. [Google Scholar]
- Luo, Z.; Wang, X.; Wang, L.; Sun, D.; Li, Z. Drop-on-demand electromagnetic printing of metallic droplets. Mater. Lett. 2017, 188, 184–187. [Google Scholar] [CrossRef]
- Ladd, C.; So, J.-H.; Muth, J.; Dickey, M.D. 3D printing of free standing liquid metal microstructures. Adv. Mater. 2013, 25, 5081–5085. [Google Scholar] [CrossRef]
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.-I.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes. Science 2009, 323, 1590. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, L.; Liu, J. Liquid phase 3D printing for quickly manufacturing conductive metal objects with low melting point alloy ink. Sci. China Technol. Sci. 2014, 57, 1721–1728. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J. Compatible hybrid 3D printing of metal and nonmetal inks for direct manufacture of end functional devices. Sci. China Technol. Sci. 2014, 57, 2089–2095. [Google Scholar] [CrossRef]
- Jaffe, B.; Cook, W.R.; Jaffe, H.L. Piezoelectric Ceramics; Academic Press: New York, NY, USA, 1971. [Google Scholar]
- Metz, T.; Streule, W.; Zengerle, R.; Koltay, P. StarTube: A tube with reduced contact line for minimized gas bubble resistance. Langmuir 2008, 24, 9204–9206. [Google Scholar] [CrossRef] [PubMed]
- Metz, T.; Birkle, G.; Zengerle, R.; Koltay, P. StarJet: Pneumatic dispensing of nano- to picoliter droplets of liquid metal. In Proceedings of the IEEE International Conference on Micro Electro Mechanical Systems (MEMS), Sorrento, Italy, 25–29 January 2009; pp. 43–46. [Google Scholar]
- Lass, N.; Riegger, L.; Zengerle, R.; Koltay, P. Enhanced liquid metal micro droplet generation by pneumatic actuation based on the StarJet method. Micromachines 2013, 4, 49–66. [Google Scholar] [CrossRef]
- Lass, N.; Tropmann, A.; Ernst, A.; Zengerle, R.; Koltay, P. Rapid Prototyping of 3D Microstructures by Direct Printing of Liquid Metal at Temperatures up to 500 °C Using the Starjet Technology. In Proceedings of the 2011 16th International Solid-State Sensors, Actuators and Microsystems Conference, Beijing, China, 5–9 June 2011; pp. 1452–1455. [Google Scholar]
- Zhong, S.Y.; Qi, L.H.; Luo, J.; Xiao, Y. Parameters study on generation of uniform copper droplet by pneumatic drop-on-demand technology. Trans. Tech. Publ. 2012, 430, 781–784. [Google Scholar]
- Zhong, S.; Qi, L.; Luo, J.; Zuo, H.; Hou, X.; Li, H. Effect of process parameters on copper droplet ejecting by pneumatic drop-on-demand technology. J. Mater. Process. Technol. 2014, 214, 3089–3097. [Google Scholar] [CrossRef]
- Chandra, S.; Jivraj, R. Apparatus and Method for Generating Droplets. U.S. Patent US6446878B1, 10 September 2002. [Google Scholar]
- Moqadam, S.I.; Mädler, L.; Ellendt, N. A high temperature drop-on-demand droplet generator for metallic melts. Micromachines 2019, 10, 477. [Google Scholar] [CrossRef] [Green Version]
- Luo, J.; Qi, L.; Tao, Y.; Ma, Q.; Visser, C.W. Impact-driven ejection of micro metal droplets on-demand. Int. J. Mach. Tools Manuf. 2016, 106, 67–74. [Google Scholar] [CrossRef]
- Bohandy, J.; Kim, B.; Adrian, F. Metal deposition from a supported metal film using an excimer laser. J. Appl. Phys. 1986, 60, 1538–1539. [Google Scholar] [CrossRef]
- Bohandy, J.; Kim, B.F.; Adrian, F.J.; Jette, A.N. Metal deposition at 532 nm using a laser transfer technique. J. Appl. Phys. 1988, 63, 1158–1162. [Google Scholar] [CrossRef]
- Zergioti, I.; Mailis, S.; Vainos, N.; Fotakis, C.; Chen, S.; Grigoropoulos, C. Microdeposition of metals by femtosecond excimer laser. Appl. Surf. Sci. 1998, 127, 601–605. [Google Scholar] [CrossRef]
- Zergioti, I.; Mailis, S.; Vainos, N.; Papakonstantinou, P.; Kalpouzos, C.; Grigoropoulos, C.; Fotakis, C. Microdeposition of metal and oxide structures using ultrashort laser pulses. Appl. Phys. Mater. Sci. Process. 1998, 66, 579–582. [Google Scholar] [CrossRef]
- Zergioti, I.; Mailis, S.; Vainos, N.; Ikiades, A.; Grigoropoulos, C.; Fotakis, C. Microprinting and microetching of diffractive structures using ultrashort laser pulses. Appl. Surf. Sci. 1999, 138, 82–86. [Google Scholar] [CrossRef]
- Papakonstantinou, P.; Vainos, N.; Fotakis, C. Microfabrication by UV femtosecond laser ablation of Pt, Cr and indium oxide thin films. Appl. Surf. Sci. 1999, 151, 159–170. [Google Scholar] [CrossRef]
- Piqué, A.; Chrisey, D.B.; Auyeung, R.C.Y.; Fitz-Gerald, J.; Wu, H.D.; McGill, R.A.; Lakeou, S.; Wu, P.K.; Nguyen, V.; Duignan, M. A novel laser transfer process for direct writing of electronic and sensor materials. Appl. Phys. A 1999, 69, S279–S284. [Google Scholar] [CrossRef]
- Sano, T.; Yamada, H.; Nakayama, T.; Miyamoto, I. Experimental investigation of laser induced forward transfer process of metal thin films. Appl. Surf. Sci. 2002, 186, 221–226. [Google Scholar] [CrossRef]
- Yang, L.; Wang, C.; Ni, X.; Wang, Z.; Jia, W.; Chai, L. Microdroplet deposition of copper film by femtosecond laser-induced forward transfer. Appl. Phys. Lett. 2006, 89, 161110. [Google Scholar] [CrossRef]
- Mogyorósi, P.; Szörényi, T.; Bali, K.; Tóth, Z.; Hevesi, I. Pulsed laser ablative deposition of thin metal films. Appl. Surf. Sci. 1989, 36, 157–163. [Google Scholar] [CrossRef]
- Tóth, Z.; Szörényi, T. Pulsed laser processing of Ge/Se thin film structures. Appl. Phys. A 1991, 52, 273–279. [Google Scholar] [CrossRef]
- Esrom, H.; Zhang, J.-Y.; Kogelschatz, U.; Pedraza, A.J. New approach of a laser-induced forward transfer for deposition of patterned thin metal films. Appl. Surf. Sci. 1995, 86, 202–207. [Google Scholar] [CrossRef]
- Kántor, Z.; Tóth, Z.; Szörényi, T. Laser induced forward transfer: The effect of support-film interface and film-to-substrate distance on transfer. Appl. Phys. A 1992, 54, 170–175. [Google Scholar] [CrossRef]
- Tóth, Z.; Szörényi, T.; Tóth, A.L. Ar+ laser-induced forward transfer (LIFT): A novel method for micrometer-size surface patterning. Appl. Surf. Sci. 1993, 69, 317–320. [Google Scholar] [CrossRef]
- Willis, D.A.; Grosu, V. Evaporation and phase explosion during laser-induced forward transfer of aluminum. In Photon Processing in Microelectronics and Photonics III; International Society for Optics and Photonics: Bellingham, DC, USA, 2004; Volume 5339, pp. 304–312. [Google Scholar]
- Willis, D.A.; Grosu, V. Microdroplet deposition by laser-induced forward transfer. Appl. Phys. Lett. 2005, 86, 244103. [Google Scholar] [CrossRef]
- Banks, D.P.; Grivas, C.; Mills, J.D.; Eason, R.W.; Zergioti, I. Nanodroplets deposited in microarrays by femtosecond Ti:sapphire laser-induced forward transfer. Appl. Phys. Lett. 2006, 89, 193107. [Google Scholar] [CrossRef] [Green Version]
- Kuznetsov, A.; Koch, J.; Chichkov, B. Laser-induced backward transfer of gold nanodroplets. Opt. Express 2009, 17, 18820–18825. [Google Scholar] [CrossRef] [PubMed]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Digital laser printing of aluminum micro-structure on thermally sensitive substrates. J. Phys. Appl. Phys. 2015, 48, 205303. [Google Scholar] [CrossRef]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Supersonic laser-induced jetting of aluminum micro-droplets. Appl. Phys. Lett. 2015, 106, 181905. [Google Scholar] [CrossRef]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Laser transfer of metals and metal alloys for digital microfabrication of 3D objects. Small 2015, 11, 4082–4089. [Google Scholar] [CrossRef]
- Zenou, M.; Sa’ar, A.; Kotler, Z. Laser jetting of femto-liter metal droplets for high resolution 3D printed structures. Sci. Rep. 2015, 5, 1–10. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zenou, M.; Kotler, Z. Printing of metallic 3D micro-objects by laser induced forward transfer. Opt. Express 2016, 24, 1431–1446. [Google Scholar] [CrossRef] [PubMed]
- Visser, C.W.; Pohl, R.; Sun, C.; Römer, G.; Huis in ‘t Veld, B.; Lohse, D. Toward 3D printing of pure metals by laser-induced forward transfer. Adv. Mater. 2015, 27, 4087–4092. [Google Scholar] [CrossRef] [Green Version]
- Luo, J.; Pohl, R.; Qi, L.; Römer, G.; Sun, C.; Lohse, D.; Visser, C.W. Printing functional 3D microdevices by laser-induced forward transfer. Small 2017, 13, 1602553. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Grojo, D.; Alloncle, A.-P.; Chichkov, B.; Delaporte, P. Digital laser micro-and nanoprinting. Nanophotonics 2018, 8, 27–44. [Google Scholar] [CrossRef]
- Feinaeugle, M.; Pohl, R.; Bor, T.; Vaneker, T.; Römer, G. Printing of complex free-standing microstructures via laser-induced forward transfer (LIFT) of pure metal thin films. Addit. Manuf. 2018, 24, 391–399. [Google Scholar] [CrossRef]
- Rumschoettel, D.; Griebel, B.; Irlinger, F.; Lueth, T.C. A fast pneumatic droplet generator for the ejection of molten aluminum. In Proceedings of the 2017 Pan Pacific Microelectronics Symposium (Pan Pacific), Kauai, HI, USA, 6–9 February 2017; pp. 1–8. [Google Scholar]
- Gerdes, B.; Zengerle, R.; Koltay, P.; Riegger, L. Direct printing of miniscule aluminum alloy droplets and 3D structures by StarJet technology. J. Micromech. Microeng. 2018, 28, 074003. [Google Scholar] [CrossRef]
- Suter, M.; Weingärtner, E.; Wegener, K. MHD printhead for additive manufacturing of metals. Procedia Cirp 2012, 2, 102–106. [Google Scholar] [CrossRef]
- Chao, Y.; Qi, L.; Zuo, H.; Luo, J.; Hou, X.; Li, H. Remelting and bonding of deposited aluminum alloy droplets under different droplet and substrate temperatures in metal droplet deposition manufacture. Int. J. Mach.Tools Manuf. 2013, 69, 38–47. [Google Scholar] [CrossRef]
- Qi, L.; Chao, Y.; Luo, J.; Zhou, J.; Hou, X.; Li, H. A novel selection method of scanning step for fabricating metal components based on micro-droplet deposition manufacturing. Int. J. Mach. Tools Manuf. 2012, 56, 50–58. [Google Scholar] [CrossRef]
- Qi, L.; Zhou, S.; Luo, J.; Zhang, D.; Zuo, H. Quantitative characterization and influence of parameters on surface topography in metal micro-droplet deposition manufacture. Int. J. Mach. Tools Manuf. 2015, 88, 206–213. [Google Scholar] [CrossRef]
- Zuo, H.; Li, H.; Qi, L.; Zhong, S. Influence of interfacial bonding between metal droplets on tensile properties of 7075 aluminum billets by additive manufacturing technique. J. Mater. Sci. Technol. 2016, 32, 485–488. [Google Scholar] [CrossRef]
- Luo, J.; Wang, W.; Xiong, W.; Shen, H.; Qi, L. Formation of uniform metal traces using alternate droplet printing. Int. J. Mach. Tools Manuf. 2017, 122, 47–54. [Google Scholar] [CrossRef]
- Yi, H.; Qi, L.; Luo, J.; Zhang, D.; Li, N. Direct fabrication of metal tubes with high-quality inner surfaces via droplet deposition over soluble cores. J. Mater. Process. Technol. 2019, 264, 145–154. [Google Scholar] [CrossRef]
- Yi, H.; Qi, L.; Luo, J.; Li, N. Hole-defects in soluble core assisted aluminum droplet printing: Metallurgical mechanisms and elimination methods. Appl. Therm. Eng. 2019, 148, 1183–1193. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Composition | Tm (°C) | Droplet Separation | Tmax (°C) | Ref. |
|---|---|---|---|---|---|
| Solder | Sn63Pb37 | 183 | Ultrasonic vibration | 1100 | [114] |
| Sn | Sn | 232 | Electrostatic | 400 | [113] |
| Zn-Sn | Zn80Sn20 | 376 | Electrostatic | 400 | [113] |
| Al | 2024 Al | 500 | Ultrasonic vibration | 1000 | [106] |
| Al | 1100 Al | 660 | Ultrasonic vibration | 1000 | [106] |
| Metal | Composition | Tm (°C) | Printing Technique | Tmax (°C) | Ref. |
|---|---|---|---|---|---|
| EGaIn | Ga75In25 | 15.7 | Pneumatic 1 | — | [142] |
| Hg | Hg | 23 | Electromagnetic | — | [141] |
| Bi, In | Bi35In48.6Sn15.9Zn0.4 | 58 | Liquid phase pneumatic | 300 | [144,145] |
| Pb-free solder | Bi32.5In51Sn16.5 | 62 | EHD | 390 | [127] |
| Indalloy-158 | Bi50Pb26.7Sn13.3Cd10 | 70 | Piezoelectric squeeze mode | 150 | [97] |
| Pb-free solder | Bi58Sn42 | 138 | Piezoelectric push mode | 400 | [100,101] |
| Solder | Sn63Pb37 | 183 | Piezoelectric push mode | 300 | [98] |
| Solder | Sn63Pb37 | 183 | Piezoelectric squeeze mode | 600 | [102] |
| Solder | Sn60Pb40 | 190 | Impact-driven | 1230 | [155] |
| Solder | Sn60Pb40 | 190 | Starjet—Pneumatic | 280 | [148] |
| Pb-free solder | Sn95Ag4.0Cu1.0 | 213 | Starjet—Pneumatic | 320 | [149] |
| Pb-free solder | Cu50Ag30Sn20 | 220 | Piezoelectric push mode | 300 | [98] |
| Pb-free solder | Sn99.25Cu0.0075 | 230 | Piezoelectric push mode | 300 | [98] |
| Sn | Sn | 232 | MHD—Metaljet | 1000 | [10] |
| Solder | Unidentified | 290 | Electromagnetic | — | [141] |
| ZAMAK | Zn96Al4.0 | 420 | Starjet—Pneumatic | 500 | [149] |
| Al | 7075 Al | 480 | MHD—Magnetojet | 950 | [139] |
| Al | AlSi12 | 577 | Pneumatic | 750 | [183] |
| Al | AlSi12 | 577 | Starjet—Pneumatic | 950 | [184] |
| Al | 6061 Al | 585 | MHD—Magnetojet | 950 | [135,139] |
| Al | 4043 Al | 620 | MHD—Magnetojet | 950 | [139] |
| Ag | Ag | 962 | MHD—Metaljet | 1000 | [10] |
| Cu | Cu | 1080 | Pneumatic | 1100 | [151,152] |
| 52,100 Steel | FeCr1.5C0.1 | 1560 | Pneumatic | 1600 | [153,154] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ansell, T.Y. Current Status of Liquid Metal Printing. J. Manuf. Mater. Process. 2021, 5, 31. https://doi.org/10.3390/jmmp5020031
Ansell TY. Current Status of Liquid Metal Printing. Journal of Manufacturing and Materials Processing. 2021; 5(2):31. https://doi.org/10.3390/jmmp5020031
Chicago/Turabian StyleAnsell, Troy Y. 2021. "Current Status of Liquid Metal Printing" Journal of Manufacturing and Materials Processing 5, no. 2: 31. https://doi.org/10.3390/jmmp5020031
APA StyleAnsell, T. Y. (2021). Current Status of Liquid Metal Printing. Journal of Manufacturing and Materials Processing, 5(2), 31. https://doi.org/10.3390/jmmp5020031