
Electrohydraulic Forming of Low Volume and Prototype Parts: Process Design and Practical Examples

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Proposed Method of Developing EHF Processes
- (a)
- whether the part can be formed using the EHF process from the sheet material proposed by the product designer;
- (b)
- if the sheet material candidate does not provide sufficient formability even with extra formability offered by EHF, decide whether the preforming process lowering the maximum strains can help to fill the shape without fracture;
- (c)
- whether the available pulsed equipment and the EHF chamber provide a sufficient amount of pulsed pressure to fill all the details of the formed shape;
- (d)
- if a new EHF chamber is being developed, decide where the electrodes should be positioned to achieve required pressures in the most difficult to form areas of the part, which are typically in the areas of sharper corners at the bottom of the formed cavity.
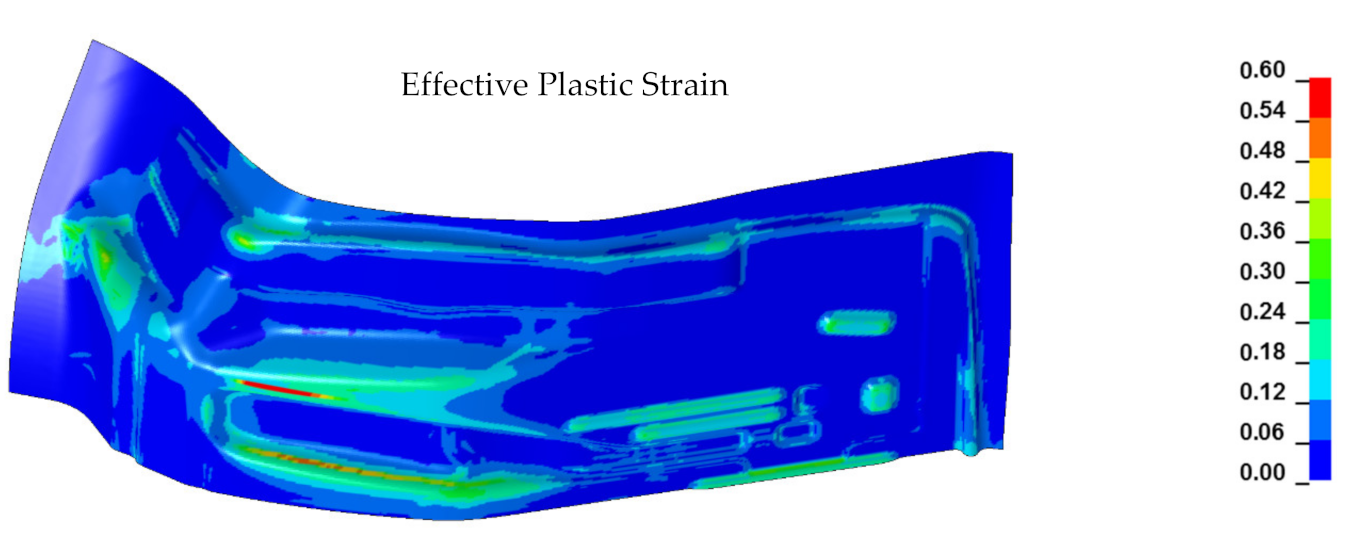
- Identify the areas of the part that are the most difficult to fill and require the largest pressure. A simplified numerical approach assuming a uniform pressure forming load in quasi static formulation is capable to achieve this goal. The areas of the cavity which are filled last require the largest pressure. Usually it occurs at the sharp corners located at the bottom of the die cavity. The deformation of the blank in these areas is usually the largest, since the rest of the cavity is already filled, and filling of the corners is achieved by local stretching of the material. The locations of these difficult to fill cavities will indicate where to place the electrodes and, potentially, how many electrodes are needed. This step can use various commercial software suitable for media forming processes. Based on these simulation results and available data on sheet metal formability in EHF processes reviewed in the Introduction, it is possible to define whether the part can be formed using the EHF process without any preforming.
- Develop the preforming process to enable the redistribution of the peak strains in a formed part. This step is optional and is needed only in case when direct application of EHF will not be enough to manufacture the part without fracture. It can be also applied for further weight reduction of the component and using higher strength and less formable material. The concept of this step will be explained later in this chapter.
- Analyzing the pressure distribution in the chamber and configuring the chamber design and the electrode system to provide sufficient pressure to fill the most difficult areas. This step is optional and can be very useful if it is anticipated to build a new chamber, or if the available energy is not sufficient for the initial tryout. This step would be beneficial to further improve the process, lower the discharge energy and extend the life of the electrodes. However, for the initial tryout or low volume production, using an existing chamber might be more economical. This analysis can be done based on the Lagrangian model described by Mamutov et al. [36] where only a hydrodynamic model is used without accounting for blank deformation. However, if this technology is not available, it is possible to use simplified methods for relative comparison estimating pressure based upon the distance from the discharge channel. This approach was employed in early publications analyzing pressure distribution during an explosion in water or early EHF analysis reviewed by Mamutov et al. [36].
- Validate the developed process and chamber design using the full methodology for EHF analysis, accounting for pressure pulse propagation through the water filled chamber. This step is certainly optional but can be very helpful if this technology is readily available to the user. LS-DYNA software has all the necessary capabilities to perform this step. The details of such a detailed simulation are described in Mamutov et al. [36]. However, it is very computationally intensive and requires lengthy simulation on a supercomputer.
- 2.1.
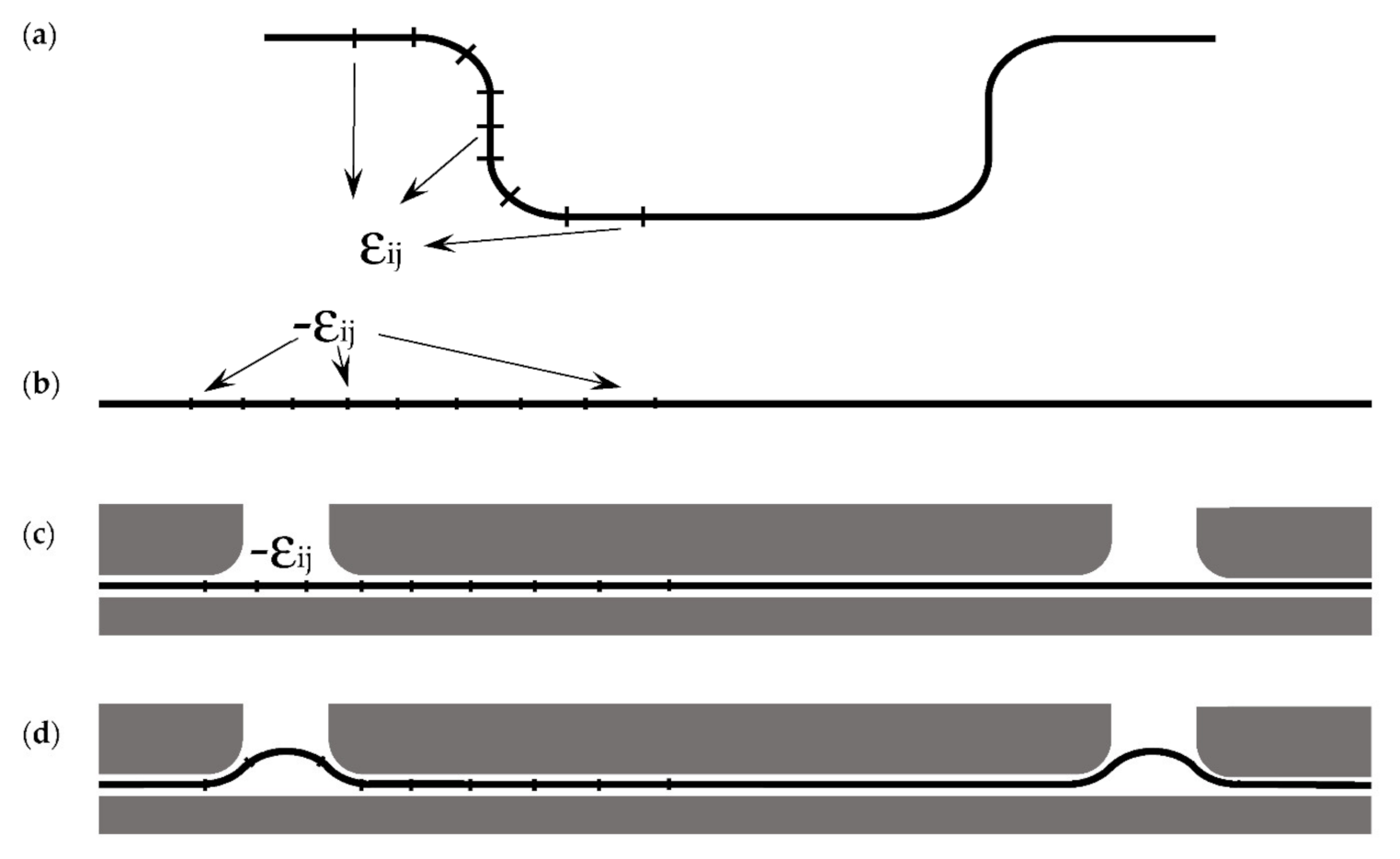
- The forming process was simulated based upon uniformly distributed pressure, as described in step 1 of the overall methodology. From this model, the principal strain tensor components from the mid-surface of the sheet were extracted from each element and assigned to the corresponding elements of the initial sheet metal blank with an opposite sign meaning that stretching is replaced by compression as shown in Figure 1a,b.
- 2.2.
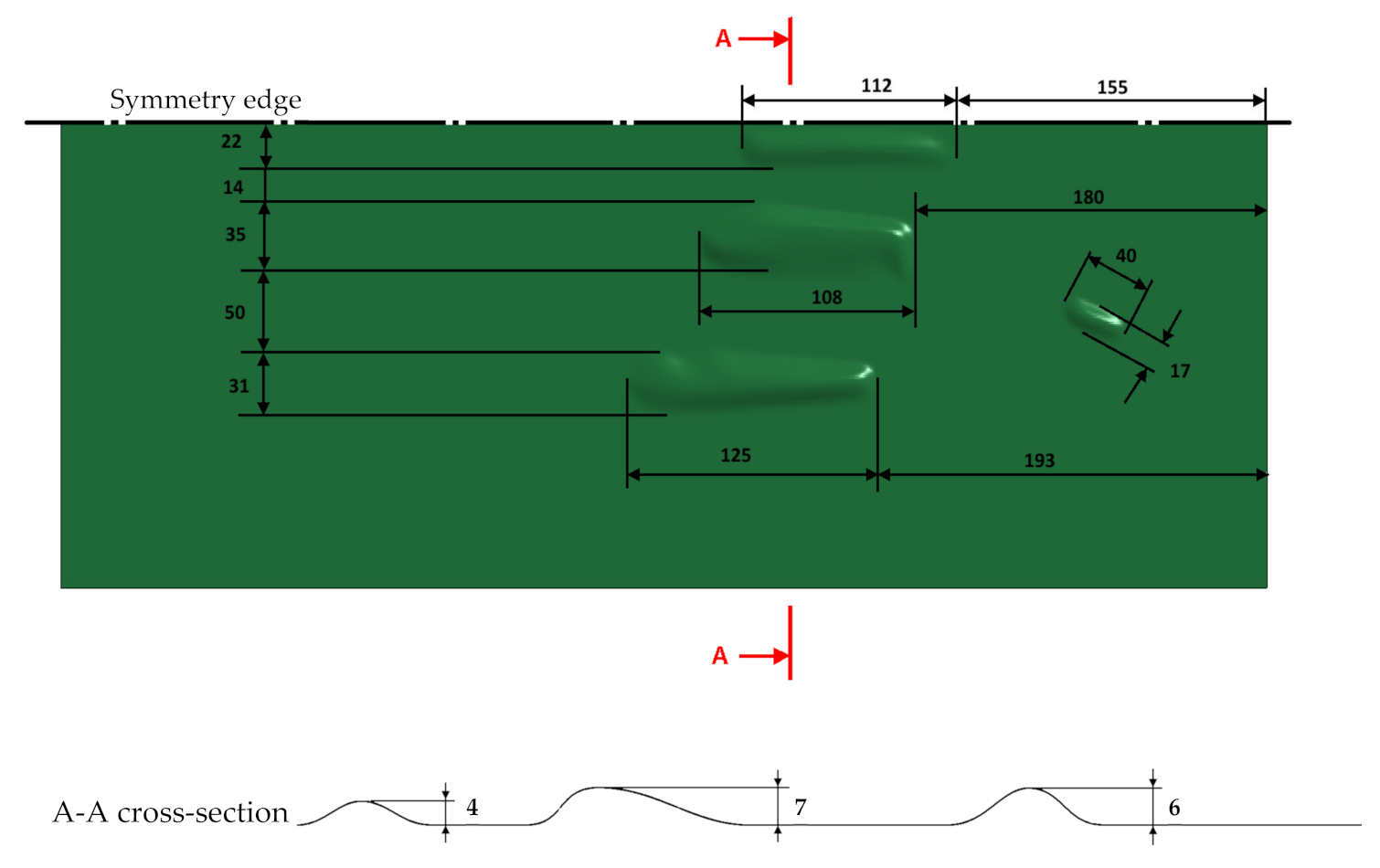
- The initial sheet metal blank with the same Lagrangian mesh as at the beginning of the forming process in step 2.1 was positioned between two flat rigid plates as shown in Figure 1c. One of the plates had windows in which the strained sheet could bulge out. These windows were positioned above the elements which were insufficiently stretched in the initial forming process and could tolerate more deformation safely. Selection of the size and position of the windows was defined by the iterations, but the model was providing the depth of bulging in each selected window opening.
- 2.3.
- The deformation process of sheet metal bulging into specified windows (as shown in Figure 1d) was simulated in an elastic membrane formulation previously described by Golovashchenko et al. [26]. This process was simulated in explicit formulation with linear viscosity, so the bulging stopped after few cycles of vibration. The shape of the bulged blank was then considered to be the die surface for the preforming operation. The elastic formulation of this model allowed to have a proper amount of material bulged into the windows. The yield stress was considered nonexistent for this step of the analysis.
- 2.4.
- The preforming process of the defined pockets was simulated in elastoplastic formulation applying uniform pressure to bulge the flat sheet into the shape defined in step 2.3. The blank was then moved to the die, identical to step 2.1, and the forming process continued. As a result, the maximum strains are expected to be lowered approximately by half.
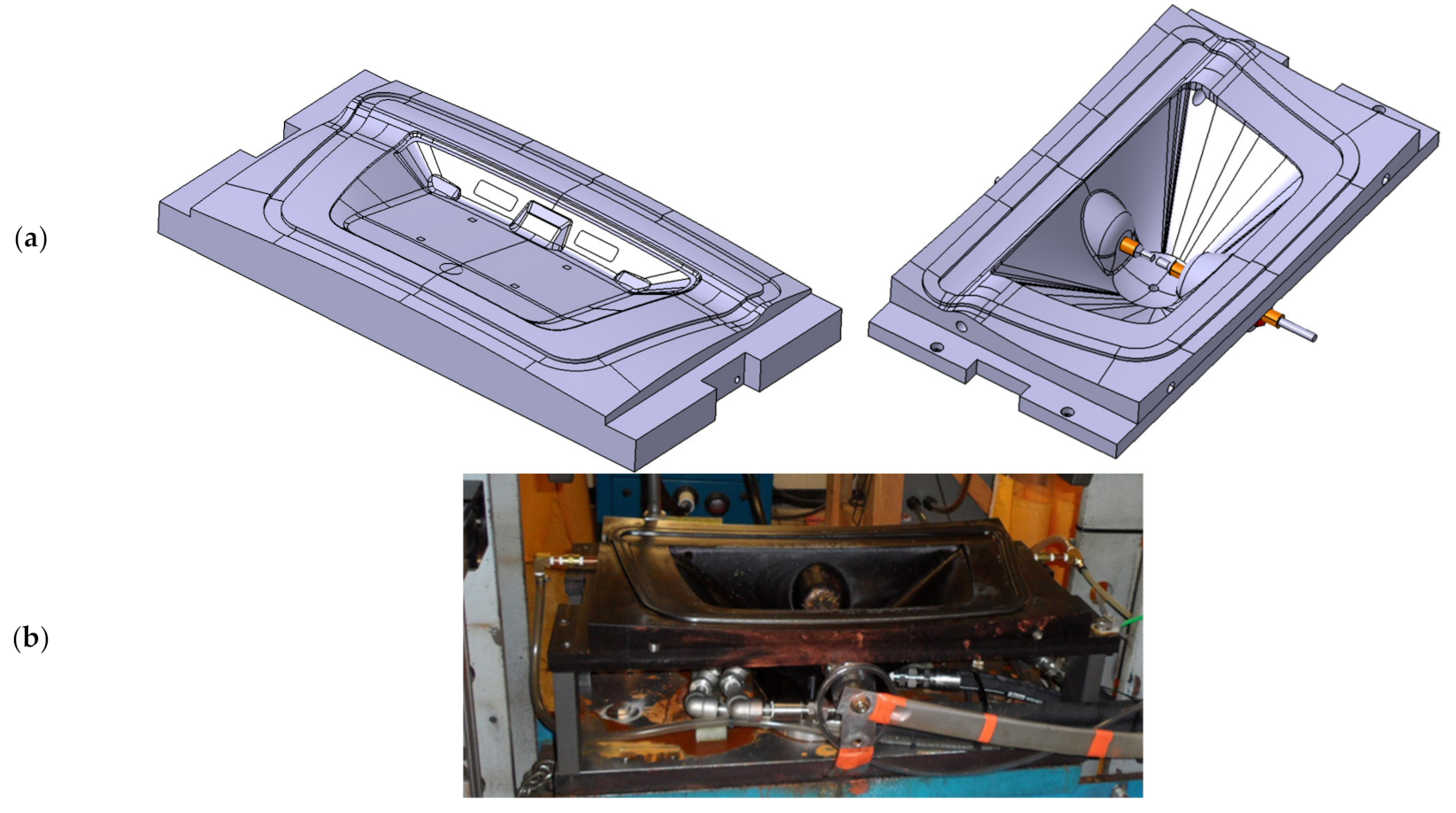
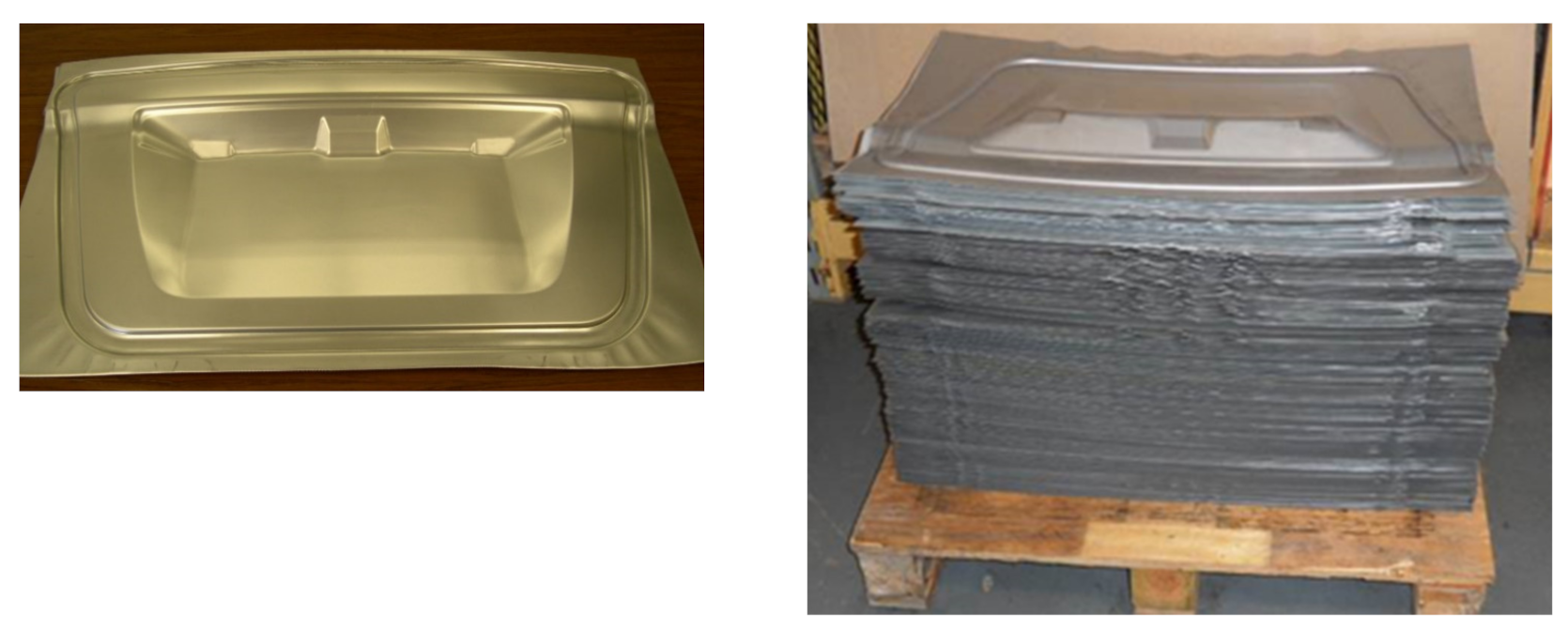
3. Case 1: Decklid Panel
3.1. Materials and Methods
- Identify the areas of the part that are most difficult to fill and require the largest pressure. Since the goal of the study is to develop a simplified, less computationally intensive approach, the simulation is performed assuming uniform pressure distribution. This approach allows to eliminate plasma and water from the model, which, combined, account for over 90% of the computational time. The resulting simplified model does not account for effects related to water–blank interaction, but the required result mostly depends on the blank–die interaction, so the simplification is justifiable and can be further refined during the final simulation step, where a more accurate model [36] can be employed.
- 2.
- Analyzing the pressure distribution in the chamber and configuring the chamber design and the electrode system to provide sufficient pressure to fill the most difficult areas. This analysis can be done based on the Lagrangian model described by Mamutov et al. [36] where only a hydrodynamic model is used without accounting for blank deformation. It should be admitted that the duration of the process at the final discharge where almost all the cavity is filled is much shorter compared to the initial forming step where large deflections of the blank take place. It also allows the usage of Lagrangian approach vs the more computationally expensive Arbitrary Lagrangian–Eulerian (ALE) approach.
- 3.
- Conduct a formability study based on numerical or experimental verification of the decisions made in the previous two steps. During this step, the available data on pulse forming formability should be reviewed as well as expected loads on the die and on the electrode system.
- 4.
- Perform the analysis to clarify whether a preforming step enabling the redistribution of the peak strains in a formed part is needed.
3.2. Results and Discussion
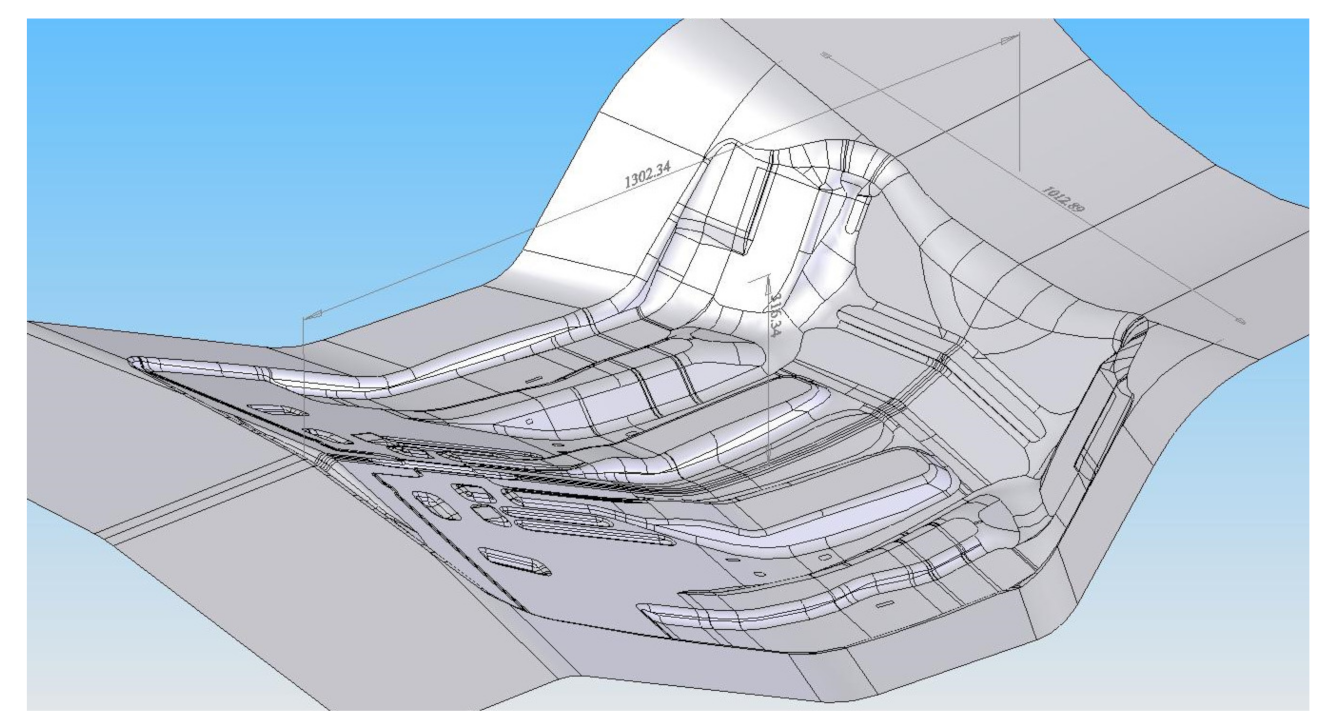
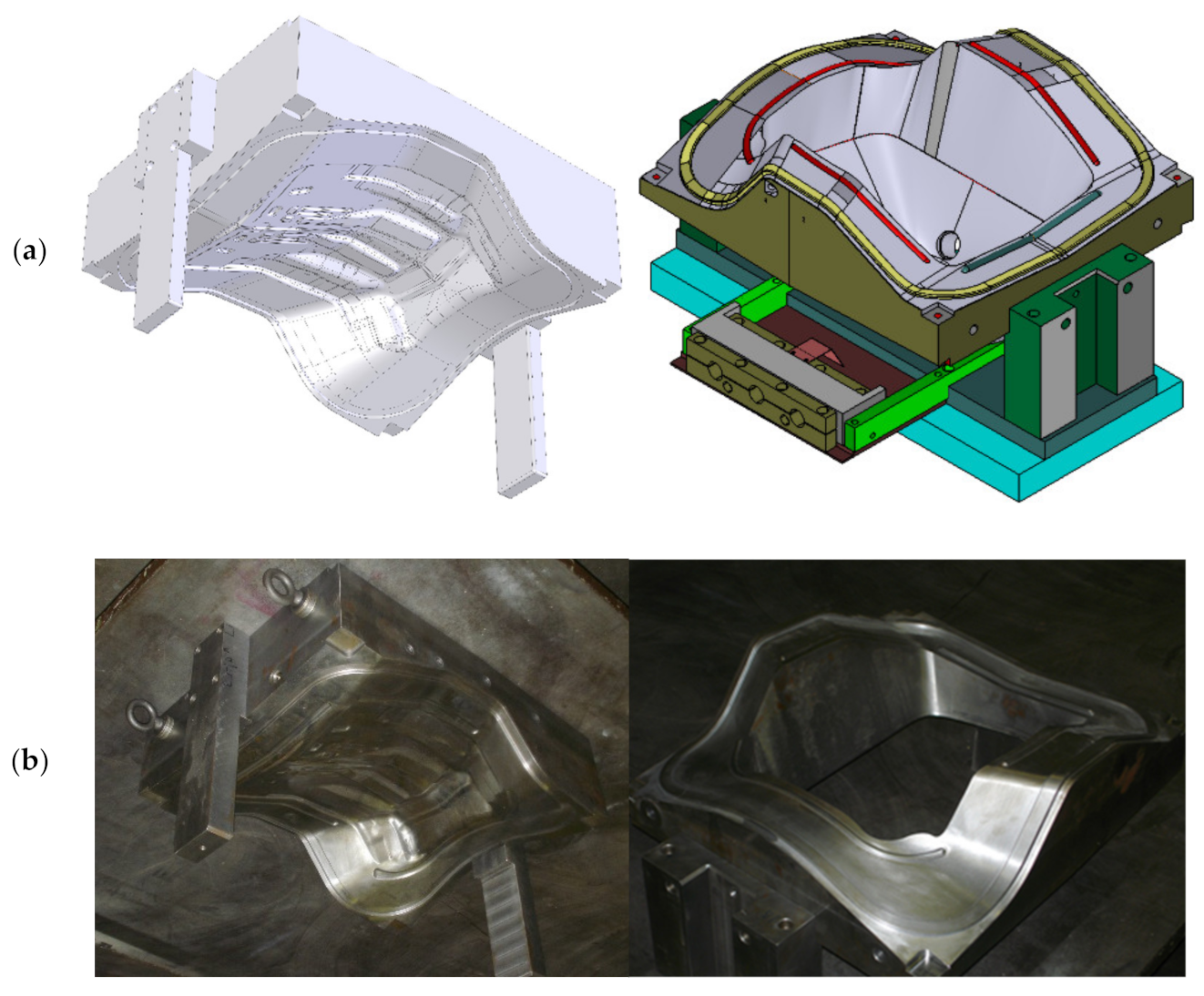
4. Case 2: Complex Automotive Panel
4.1. Materials and Methods
4.2. Results and Discussion
5. Conclusions
- Based upon performed demonstrations, the electrohydraulic forming process is a viable technology for prototype and low volume production of sheet metal components formed from flat sheets.
- A simplified simulation based on quasistatic forming of the blank under uniformly distributed pressure helps to identify critical areas of the part. Such a simulation is significantly less computationally-demanding than a full-scale model, yet is able to provide information about potential splits and difficult to form areas. This simplified approach helps to understand which areas of the die are filled last and require the highest pressure, which enables designing the EHF chamber in a way that sufficient pressure would be provided, to make decisions on electrodes configuration, and also makes preforming analysis possible.
- A simplified simulation based on a purely hydrodynamic model, which does not include the blank, helps to analyze pressure distribution at the last discharge and enables optimization of the chamber’s shape and volume.
- Preforming sheet metal blanks in order to redistribute the strains involving areas of low strain is a low cost additional process, which can help if insufficient formability occurs in local areas of the formed blank.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferreira, C.d.S.; Kaminski, P.C. Global Vehicle Architectures Development in the Automotive Industry. SAE Tech. Pap. Ser. 2007, 1, 2575. [Google Scholar] [CrossRef]
- Lange, K. Handbook of Metal Forming; McGraw-Hill Book company: New York, NY, USA, 1985; pp. 27.1–30.11. [Google Scholar]
- Wilson, F.W. High-Velocity Forming of Metals; Prentice-Hall Inc.: Englewood Cliffs, NJ, USA, 1964. [Google Scholar]
- Altan, T.; Tekkaya, A.E. Sheet Metal Forming: Processes and Applications; ASM International: Materials Park, OH, USA, 2012; pp. 160–167. [Google Scholar]
- Bruno, E.J. High-Velocity Forming of Metals. American Society of Tool and Manufacturing Engineers; Prentice Hall, Inc.: Dearborn, MI, USA, 1964. [Google Scholar]
- Davies, R.; Austin, E.R. Development in High Speed Metal Forming; Industrial Press Inc.: New York, NY, USA, 1970. [Google Scholar]
- Callender, E.M. Electric Hydroforming by Wire Vaporization. In Proceedings of “Advanced High Energy Rate Forming”, Creative Manufacturing Seminars; ASME: Detroit, MI, USA, 1961–1962; paper SP62–81; pp. 1–21. [Google Scholar]
- Felts, R. Application of Electrohydraulic Effect to Metal Forming. In Proceedings of “Advanced High Energy Rate Forming”, Creative Manufacturing Seminars; ASME: Detroit, MI, USA, 1961–1962; paper SP62–08; pp. 1–10. [Google Scholar]
- Hanley, F. High Energy Rate Forming at General Dynamics/Fort Worth. In Proceedings of “Advanced High Energy Rate Forming”, Creative Manufacturing Seminars; ASME: Detroit, MI, USA, 1961–1962; paper SP62–15; pp. 1–22. [Google Scholar]
- Feddersen, E.W. Electrohydraulic Process of High Energy Rate Forming. In Proceedings of “Advanced High Energy Rate Forming”, Creative Manufacturing Seminars; ASME: Detroit, MI, USA, 1961–1962; paper SP60–164; pp. 1–9. [Google Scholar]
- Schrom, E.C. Metal Forming with Capacitor Discharge Electro-Spark. In Proceedings of “Advanced High Energy Rate Forming”, Creative Manufacturing Seminars; ASME: Detroit, MI, USA, 1961–1962; paper SP62–80; pp. 1–9. [Google Scholar]
- Duncan, J.L.; Johnson, W. Electrohydraulic Forming. In Proceedings of the NATO Seminar “High Rate Working of Metals”, Sandefjord, Norway, 24–25 September 1964; pp. 107–118. [Google Scholar]
- Keeler, S.P. Determination of Forming Limits in Automotive Stampings. SAE Tech. Pap. Ser. 1965, 1–9. [Google Scholar] [CrossRef]
- Goodwin, G.M. Application of Strain Analysis to Sheet Metal Forming Problems in the Press Shop. SAE Tech. Pap. Ser. 1968, 1968, 1–8. [Google Scholar] [CrossRef]
- Balanethiram, V.; Daehn, G.S. Hyperplasticity: Increased forming limits at high workpiece velocity. Scr. Met. Mater. 1994, 30, 515–520. [Google Scholar] [CrossRef]
- Imbert, J.M.; Winkler, S.L.; Worswick, M.J.; Oliveira, D.A.; Golovashchenko, S.F. The effect of tool-sheet interac-tion on damage evolution in electromagnetic forming of aluminum alloy sheet. J. Eng. Mater. Technol. 2005, 127, 145–153. [Google Scholar] [CrossRef]
- Rohatgi, A.; Soulami, A.; Stephens, E.V.; Davies, R.W.; Smith, M.T. An investigation of enhanced formability in AA5182-O Al during high-rate free-forming at room-temperature: Quantification of deformation history. J. Mater. Process. Technol. 2014, 214, 722–732. [Google Scholar] [CrossRef]
- Dariani, B.M.; Liaghat, G.H.; Gerdooei, M. Experimental investigation of sheet metal formability under various strain rates. Proceedings of the Institution of Mechanical Engineers. J. Eng. Manuf. 2009, 223, 703–712. [Google Scholar] [CrossRef]
- Golovashchenko, S.F.; Gillard, A.J.; Mamutov, A.V. Formability of dual phase steels in electrohydraulic forming. J. Mater. Process. Technol. 2013, 213, 1191–1212. [Google Scholar] [CrossRef]
- Samei, J.; Green, D.E.; Golovashchenko, S.; Hassannejadasl, A. Quantitative Analysis of Microstructure Defor-mation Improvement in Dual Phase Steels Subject to Electrohydraulic Forming. J. Mater. Eng. Perform. 2012, 22, 2080–2088. [Google Scholar] [CrossRef]
- Jenab, A.; Green, D.; Alpas, A. Microscopic investigation of failure mechanisms in AA5182-O sheets subjected to elec-tro-hydraulic forming. Mater. Sci. Eng. A 2017, 691, 31–41. [Google Scholar] [CrossRef]
- Mynors, D.; Zhang, B. Applications and capabilities of explosive forming. J. Mater. Process. Technol. 2002, 125–126, 1–25. [Google Scholar] [CrossRef]
- Psyk, V.; Risch, D.; Kinsey, B.L.; Tekkaya, A.E.; Kleiner, M. Electromagnetic forming–A review. J. Mater. Process. Technol. 2011, 211, 787–829. [Google Scholar] [CrossRef]
- Maris, C.; Hassannejadasl, A.; Green, D.E.; Cheng, J.; Golovashchenko, S.F.; Gillard, A.J.; Liang, Y. Comparison of quasi-static and electrohydraulic free forming limits for DP600 and AA5182 sheets. J. Mater. Process. Technol. 2016, 235, 206–219. [Google Scholar] [CrossRef]
- Cheng, J.; Green, D.E.; Golovashchenko, S.F. Formability enhancement of DP600 steel sheets in electro-hydraulic die forming. J. Mater. Process. Technol. 2017, 244, 178–189. [Google Scholar] [CrossRef]
- Golovashchenko, S.F.; Bessonov, N.M.; Ilinich, A.M. Two-step method of forming complex shapes from sheet metal. J. Mater. Process. Technol. 2011, 211, 875–885. [Google Scholar] [CrossRef]
- Homberg, W.; Beerwald, C.; Probsting, A. Investigation of the Electrohydraulic Forming Process with Respect to the Design of Sharp Edged Contours. In Proceedings of the 4th International Conference on High Speed Forming, Columbus, OH, USA, 9–10 March 2010; pp. 58–64. [Google Scholar]
- Singh, H. Fundamentals of Hydroforming; Society of Manufacturing Engineers: Dearborn, MI, USA, 2003; pp. 29–35. [Google Scholar]
- Golovashchenko, S.F. Electrohydraulic Forming Process with Electrodes that Advance within a Fluid Chamber towards a Workpiece. U.S. Patent 8,844,331B2, 30 September 2014. [Google Scholar]
- Vagin, V.A.; Zdor, G.N.; Mamutov, V.S. Methods of Research of High-Speed Deformation of Metals; Nauka I Technika: Minsk, Belarus, 1990. (In Russian) [Google Scholar]
- Cole, R.H.; Weller, R. Underwater Explosions. Phys. Today 1948, 1, 35. [Google Scholar] [CrossRef]
- Knyazev, M.K.; Zhovnovatuk, Y.S. Measurements of Pressure Fields with Multi-Point Membrane Gauges at Elec-Trohydraulic Forming. In Proceedings of the 4th International Conference on High Speed Forming, Columbus, OH, USA, 9–10 March 2010; pp. 75–82. [Google Scholar]
- Melander, A.; Delic, A.; Bjorkblad, A.; Juntunen, P.; Samek, L.; Vadillo, L. Modelling of electrohydraulic free and die forming of sheet steels. Int. J. Mater. Form. 2013, 6, 223–231. [Google Scholar] [CrossRef]
- Hassannejadasl, A.; Green, D.E.; Golovashchenko, S.F.; Samei, J.; Maris, C. Numerical Modeling of Electrohydrau-lic Free-Forming and Die-Forming of DP590 steel. J. Manuf. Process. 2014, 16, 391–404. [Google Scholar] [CrossRef]
- Vohnout, V.J.; Fenton, G.; Daehn, G.S. Pressure heterogeneity in small displacement electrohydraulic forming process. In Proceedings of the 4th International Conference on High Speed Forming, Columbus, OH, USA, 9–10 March 2010; pp. 65–74. [Google Scholar]
- Mamutov, A.V.; Golovashchenko, S.F.; Mamutov, V.S.; Bonnen, J.J. Modeling of electrohydraulic forming of sheet metal parts. J. Mater. Process. Technol. 2015, 219, 84–100. [Google Scholar] [CrossRef] [Green Version]
- Woo, M.; Lee, K.; Song, W.; Kang, B.; Kim, J. Numerical Estimation of Material Properties in the Electrohydraulic Forming Process Based on a Kriging Surrogate Model. Math. Probl. Eng. 2020, 2020, 1–12. [Google Scholar] [CrossRef]
- Jenab, A.; Green, D.E.; Alpas, A.T.; Golovashchenko, S.F. Experimental and numerical analyses of formability im-provement of AA5182-O sheet during electro-hydraulic forming. J. Mater. Process. Technol. 2018, 255, 914–926. [Google Scholar] [CrossRef]
- Woo, M.; Song, W.-J.; Kang, B.-S.; Kim, J. Evaluation of formability enhancement of aluminum alloy sheet in elec-trohydraulic forming process with free-bulge die. Int. J. Adv. Manuf. Technol. 2019, 101, 1085–1093. [Google Scholar] [CrossRef]
- Zhang, F.; Zhang, J.; He, K.; Hang, Z. Application of Electro-hydraulic Forming (EHF) Process with Simple Dies in Sheet Metal Forming. In Proceeding of the International Conference on Information and Automation, Wuyi Mountain, China, 11–13 August 2018; pp. 401–405. [Google Scholar]
- Xiong, L.; Liu, Y.; Yuan, W.; Huang, S.; Li, H.; Lin, F.; Pan, Y.; Ren, Y. Cyclic shock damage characteristics of electrohydraulic discharge shockwaves. J. Phys. D Appl. Phys. 2020, 53, 185502. [Google Scholar] [CrossRef]
- Daehn, G.S.; Vohnout, V.J.; Dubois, L. Improved Formability with Electro-Magnetic Forming: Fundamentals and Practical Example. In Proceedings of the TMS Symposium “Sheet Metal Forming Technology”, San-Diego, CA, USA, 28 February–4 March 1999; Demeri, M.Y., Ed.; pp. 105–115. [Google Scholar]
- Golovashchenko, S.F. Method and Apparatus for Making a Part by First Forming an Intermediate Part that Has Donor Pockets in Predicted Low Strain Areas Adjacent to Predicted High Strain Areas. U.S. Patent 9,522,419B2, 20 December 2016. [Google Scholar]
- Chen, X.; Hsiung, C.-K.; Schmid, K.; Du, C.; Zhou, D.; Roman, C. Evaluation of Metal Gainers for Advanced High Strength Steel Flanging. SAE Tech. Pap. Ser. 2014. [Google Scholar] [CrossRef]
- Graf, A.; Hosford, W. The influence of strain-path changes on forming limit diagrams of AL 6111 T4. Int. J. Mech. Sci. 1994, 36, 897–910. [Google Scholar] [CrossRef] [Green Version]
- Chow, C.; Yu, L.; Tai, W.; Demeri, M. Prediction of forming limit diagrams for AL6111-T4 under non-proportional loading. Int. J. Mech. Sci. 2001, 43, 471–486. [Google Scholar] [CrossRef]
- Golovashchenko, S.F.; Mamutov, V.S.; Dmitriev, V.V.; Sherman, A.M. Formability of Sheet Metal with Pulsed Electromagnetic and Electrohydraulic Technologies. In Proceedings of the TMS symposium “Aluminum-2003”, San-Diego, CA, USA, 2–6 March 2003; pp. 99–110. [Google Scholar]
- Bäumer, A.; Jiménez, J.A.; Cugy, P. Investigation of the Strain-Hardening Behavior of Modern Lightweight Steels Considering the Forming Temperature and Forming Rate; Directorate-General for Research and Innovation, European Commission: Brussel, Belgium, 2004; pp. 78, 90. [Google Scholar]













Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mamutov, A.V.; Golovashchenko, S.F.; Bessonov, N.M.; Mamutov, V.S. Electrohydraulic Forming of Low Volume and Prototype Parts: Process Design and Practical Examples. J. Manuf. Mater. Process. 2021, 5, 47. https://doi.org/10.3390/jmmp5020047
Mamutov AV, Golovashchenko SF, Bessonov NM, Mamutov VS. Electrohydraulic Forming of Low Volume and Prototype Parts: Process Design and Practical Examples. Journal of Manufacturing and Materials Processing. 2021; 5(2):47. https://doi.org/10.3390/jmmp5020047
Chicago/Turabian StyleMamutov, Alexander V., Sergey F. Golovashchenko, Nicolas M. Bessonov, and Viacheslav S. Mamutov. 2021. "Electrohydraulic Forming of Low Volume and Prototype Parts: Process Design and Practical Examples" Journal of Manufacturing and Materials Processing 5, no. 2: 47. https://doi.org/10.3390/jmmp5020047
APA StyleMamutov, A. V., Golovashchenko, S. F., Bessonov, N. M., & Mamutov, V. S. (2021). Electrohydraulic Forming of Low Volume and Prototype Parts: Process Design and Practical Examples. Journal of Manufacturing and Materials Processing, 5(2), 47. https://doi.org/10.3390/jmmp5020047