1. Introduction
Drawing is part of the group of processing by plastic deformation applied to workpieces in strips or sheets. In principle, by drawing, parts with cavities are obtained starting from a flat workpiece or a hollow workpiece. In the last case, a part with a larger cavity is obtained.
In machine building, there are many situations when it is necessary to use hollow workpieces with different shapes of cavities, different materials, and workpieces with different thicknesses. In some cases, attempts have been made to obtain small parts by drawing.
The application of drawing involves the use of a mold in which, usually by moving a punch, the material of the workpiece is forced to deform plastically inside the cavity of the mold plate. In such a process, the final shape of the part is determined mainly by the shape of the active area of the punch and sometimes by the shape of the mold plate. Drawing by the classical method involves a plastic deformation developed simultaneously in relatively large volumes of the workpiece material, by the working movement of the punch and sometimes of the mold plate. Several successive drawings may be necessary to obtain deep cavities. Between these successive drawings, it is required to apply heat treatments to improve the workpiece material plasticity. This avoids the appearance of defects in the part made by drawing, especially in materials characterized by the generation of intense hardening effects.
Recent decades have revealed extensive use of single-point incremental forming. In this case, the stamped surface is obtained gradually by a continuous movement of a tool that has an active rotating surface and which, moved along one or more distinct paths and pressed on the surface of the workpiece, causes the gradual generation of the desired cavity surface.
Single-point incremental forming does not ensure high productivity, being usable, especially in manufacturing in unit type or small series production. The main advantage of incremental forming derives from the high versatility of the process, not requiring the design, materialization, and use of complex and usually expensive molds. Single-point incremental forming can be relatively easily applied on some classic milling machines tools or machining centers, ensuring adequate movement and pressure between the rotary tool and the workpiece. A device for locating and clamping the workpiece in the form of a strip or sheet is also required. It is also necessary to use certain forming parameters to ensure the gradual obtaining of a good quality part and in the shortest possible time.
The needs of single-point incremental forming of surfaces characterized by high quality or lower costs were objectives of the research activities developed by those interested in this process. As materials for workpieces, priority was given to metallic materials, but the large share of plastic parts led to the focus of research on the behavior of such materials in the case of single-point incremental forming. There are many differences between the behavior and properties of metallic materials and those of plastics, respectively. The attempts to take into account, in particular, those properties of plastics capable of exerting an influence on the behavior of such materials during incremental stamping were, therefore, natural consequences.
Thus, Bagudanch et al. experimentally established an empirical mathematical model of power function type for maximum axial force
Fz [
1]. They appreciated that an increase in spindle speed results in a decrease in
Fz force due to the change in bending conditions by increasing the temperature in the area affected by the incremental forming process due to high values of friction forces between tool and workpiece. Together with other researchers, Bagudanch proposed some constitutive material models to characterize the influence of temperature and testing speeds on viscoelastic and softening permanent set effects and to characterize the behavior of parts formed by incremental sheet forming and using polycaprolactone and polyvinylchloride as workpiece materials [
2].
Ambrogio et al. designed and carried out experimental research which, among other aspects, aimed at the influence of the heating of some sheets of thermoplastic resins on the accuracy of the surfaces obtained by incremental forming [
3]. As expected, it was found that increasing the temperature from 80 to 100 °C leads to a pronounced decrease in flexural modulus. An index was determined to evaluate the accuracy of the part as a ratio between the difference between the final depth
Hf reached by the punch at the end of the forming phase and the depth after unclamping and the final depth
Hf, respectively. In principle, the increase in temperature led to an increase in the value of this accuracy index.
Barimani-Varandi et al. investigated the possibilities of manufacturing by single incremental forming a canopy for the protective cockpit of an aircraft starting from workpieces made of transparent polycarbonate [
4]. They studied the effect exerted by the toolpath strategy on the geometric accuracy of the parts made. They found that such a manufacturing process allows the accuracy requirements of the specific shape of an aircraft canopy to be met.
The problem of formability of polycarbonate sheets when applying single-point incremental forming was analyzed by Durante et al. [
5]. They aimed to reveal the influence of input factors on the occurrence of defects such as thinning, twisting, and wrinkling.
Considering the possible influence of residual stresses on the geometric accuracy of parts achieved using single-point incremental forming, Maqbool and Bambach undertook experimental research and modeling of the influence of input factors on residual stresses in the case of sheets made of aluminum alloy [
6]. One of their conclusions was that the influence of input factors on residual stress state and geometric accuracy is more intense along the traverse tool motion direction.
Two procedures to evaluate the axial force during the single point incremental forming were proposed by Medina-Sanchez et al. [
7] when using this process for workpieces made of polycarbonate and polyvinyl chloride. One of the models thus established is based on the use of the finite element method, and the other is a semi-analytical model. Experimental research has confirmed the possibilities of using the two models.
Another research on the influence of incremental forming process parameters on the forces generated by the process was developed by Baharudin et al. [
8]. Wang et al. [
9] addressed the influence exerted by the formation parameters on the fatigue life of some truncated pyramids obtained by incremental sheet forming.
The problem of applying single-point incremental forming for the manufacture of molds usable in the food industry from aluminum sheets pre-coated with non-stick resins was addressed by Rodriguez-Alabanda et al. [
10]. The authors studied the influence of feed rate and pitch on the overall error of the part profile. They highlighted the need to use high feed rate values and pitch to obtain fine details through single-point incremental forming.
Morales-Palma et al. [
11] investigated the possibilities of optimizing hole-flanging when using single point incremental forming. The optimization aimed to balance the manufacturing time and thickness distribution along the flange part. Analytical and numerical modeling were used, respectively, and completed with experimental research.
The method of the analytical hierarchization process was used by Racz et al. to identify the most suitable method for the manufacture of medical devices from a titanium alloy [
12]. It was concluded that single-point incremental forming at room temperature best meets the initial requirements.
Some aspects regarding the influence of some geometric parameters of the processed surface and of the working conditions on the maximum values of the tool and semi-finished product temperatures were presented by Beșliu et al. [
13,
14].
Nasulea and Oancea researched to improve the accuracy of an incremental single-point forming process used to obtain frustum-of-cone shapes of workpieces made of DC05 deep drawing steel with a thickness of 1 mm [
15]. Empirical models obtained by mathematical processing of experimental results were used to estimate the dimensional accuracy of the parts made.
It can be seen that the research of different aspects related to the use of single-point incremental forming in the case of plastic parts has been a topic addressed by different researchers [
2,
3,
4,
5,
7,
16,
17,
18]. Some of the researches focused on the behavior of polycarbonate used to generate parts or surfaces by single-point incremental forming [
19,
20,
21,
22].
The main aim of the research presented in this article was to highlight how some processes of lubrication and temperature drop in areas affected by the single-point incremental forming process can influence some of the results of interest of the manufacturing process used.
2. Materials and Methods
In the case of single-point incremental sheet forming, the gradual generation of the profiled surface materializes a drawing process. Reaching a plastic state, the workpiece material is pressed and forced to take a certain shape to the movements between the forming tool and the workpiece. Initially, the rotating forming tool with an
nt rotation speed is pressed and penetrates to a small depth in the sheet-type workpiece (
Figure 1). Subsequently, a relative movement is made between the forming tool and the workpiece, following a predetermined trajectory [
5,
23,
24]. For example, to obtain conical surfaces, the forming tool axis moves along an arc of a circle. A new penetration of the forming tool then takes place along its axis at a predetermined depth. The process continues until the desired shape of the processed surface is obtained. A thinning of the workpiece wall occurs during single-point incremental forming, the wall thickness decreasing from an initial value
t to a final value
tfin. Obtaining a conical surface is also possible by moving the forming tool along a spiral located on a conical surface. Specific single-point incremental forming movements can be easily materialized on numerically controlled machines. Research has initially shown that the single-point incremental forming process is effective in metal materials capable of withstanding plastic deformation. Still, in recent years it has been found that it can also be used in the case of plastic workpieces.
The heat development facilitates the plastic deformation process in the processing area due to the friction between the rotating forming tool and the workpiece and the plastic deformation process. In the metal workpiece, faster heat dissipation is expected due to the higher thermal conductivity of such materials.
Since a slower heat transfer characterizes plastics, it can be assumed that the increase in temperature in the processing area due to friction can contribute to an additional plasticization of the workpiece material, thus facilitating the single-point incremental forming process.
For the reasons mentioned above, assumptions can be made regarding the behavior of the plastic material when using processes that can change the temperature developed in the contact area between the rotating forming tool and the workpiece. Thus, a lubricant will reduce the friction between the forming tool and the workpiece and, therefore, lower the workpiece material’s heating to the incremental dry forming. A finding of the influence of temperature in the processing area on the use of single-point incremental forming could be made by further cooling the blank using appropriate cooling means.
The change in the working conditions in the processing area will primarily influence the plasticity of the workpiece material. Still, it could also affect the shrinkage of the workpiece on cooling or the maintenance of the initial chemical composition of the workpiece material. In the case of transparent plastic, such a change in the chemical composition of the workpiece material could also affect the degree of transparency of the material in the area obtained by single-point incremental forming.
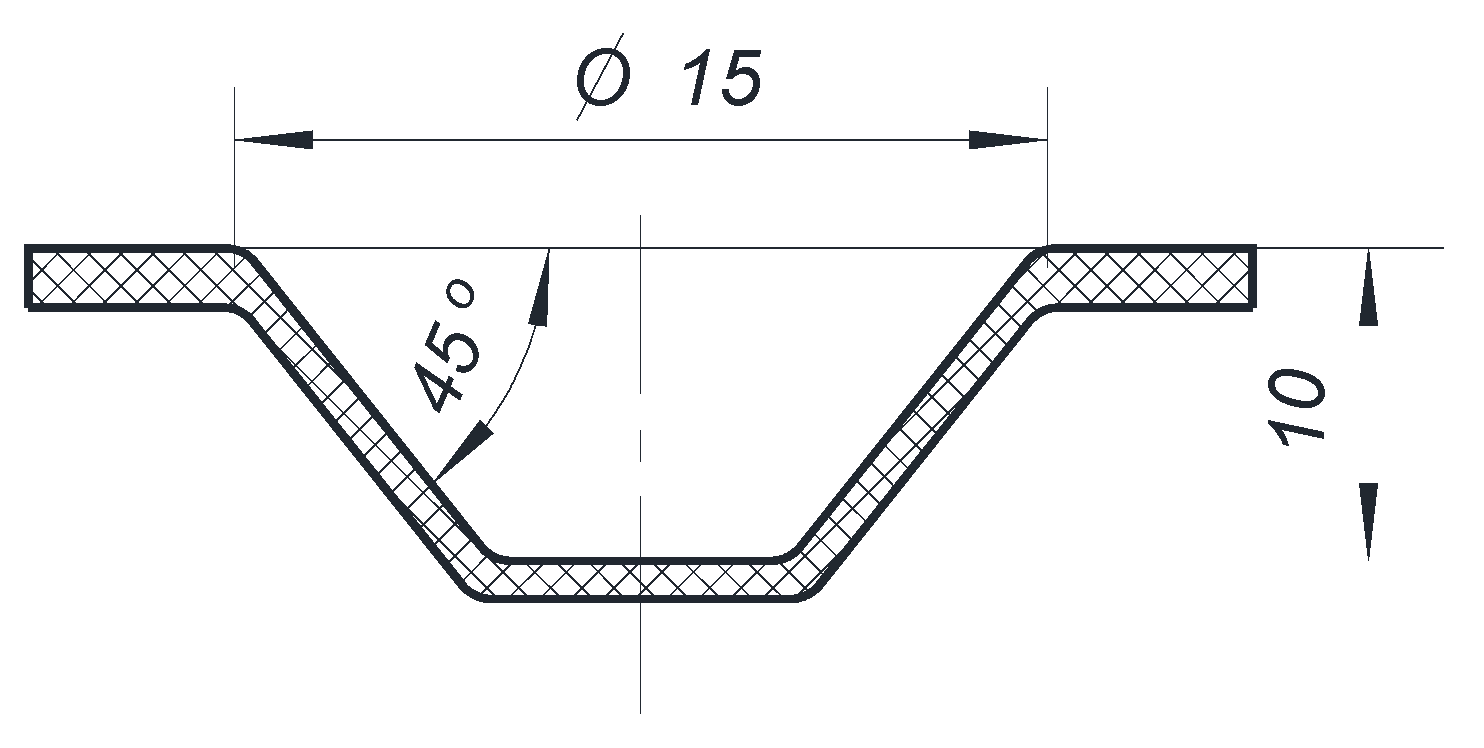
Experimental research conditions. Concerning the aspects mentioned above and considering some previous results [
13,
14], experimental research was designed to modify the heating determined by the rotational movement of the forming tool in contact with the workpiece material. The task was to single-point incremental forming a truncated cone with a 10 mm deep, 15 mm diameter, and of 45 degrees wall angles (
Figure 2). Polycarbonate sheets were used as workpieces. The technical specifications of the polycarbonate sheets used in the experimental tests are presented in
Table 1.
The objective was to highlight the influence exerted by some input factors in the process of single-point incremental forming on the values of some output parameters.
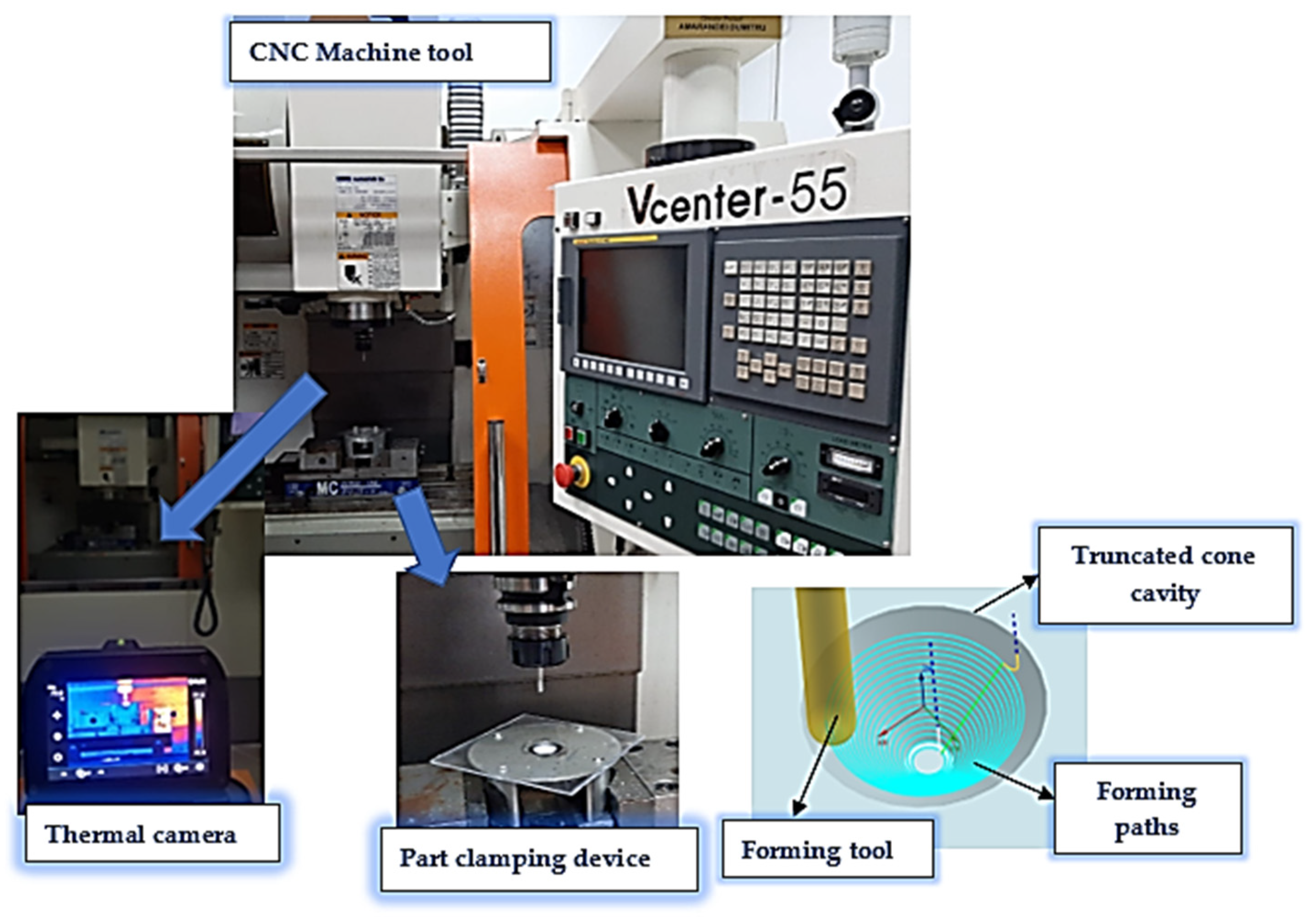
The 3D CAD (three-dimensional computer-aided design) model was designed in Siemens UGS NX software. The forming paths and CNC (Computer Numerical Control) programs were generated using the manufacturing module of the same software. Concentric forming paths with constant z level step downs were used in all the experiments. The equipment on which the experimental tests were performed was a Victor 55 3 axis CNC machining center, produced by Taichung, Taiwan with a Fanuc controller and a spindle power of 7.5 kW at 8000 rev/min. The spindle speed was set at 1000 rev/min for all the tests that were carried out.
In
Figure 3, an image of Victor 55 3 axis CNC machining center, of the thermal chamber ×6540sc and a schematic representation of the way of making the displacements between the forming tool and the sample material can be observed. The paths used to form the truncated conical cavities were concentric circles distanced at 0.5 mm or 0.9 mm, which were the values for the step-downs chosen in this investigation.
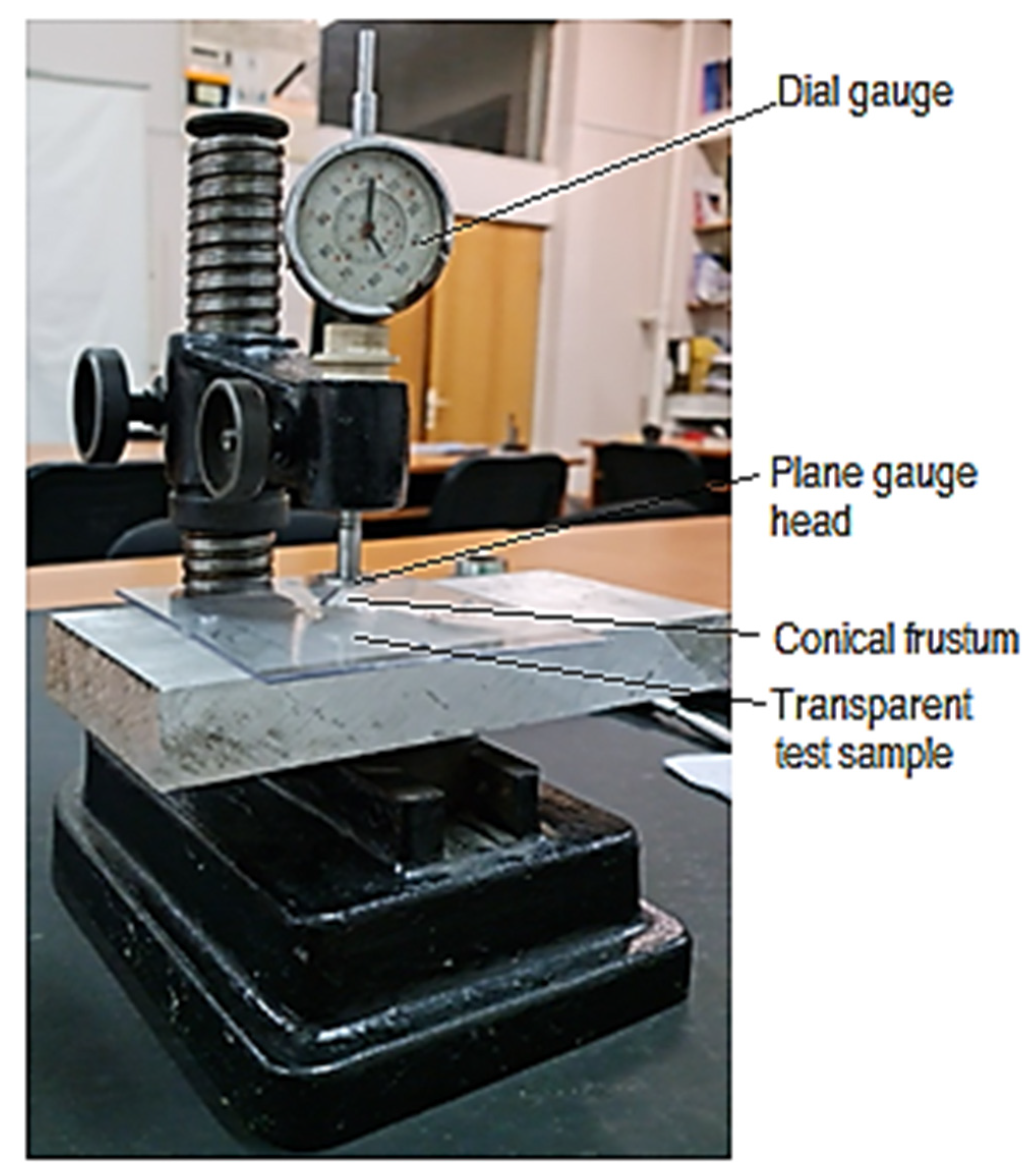
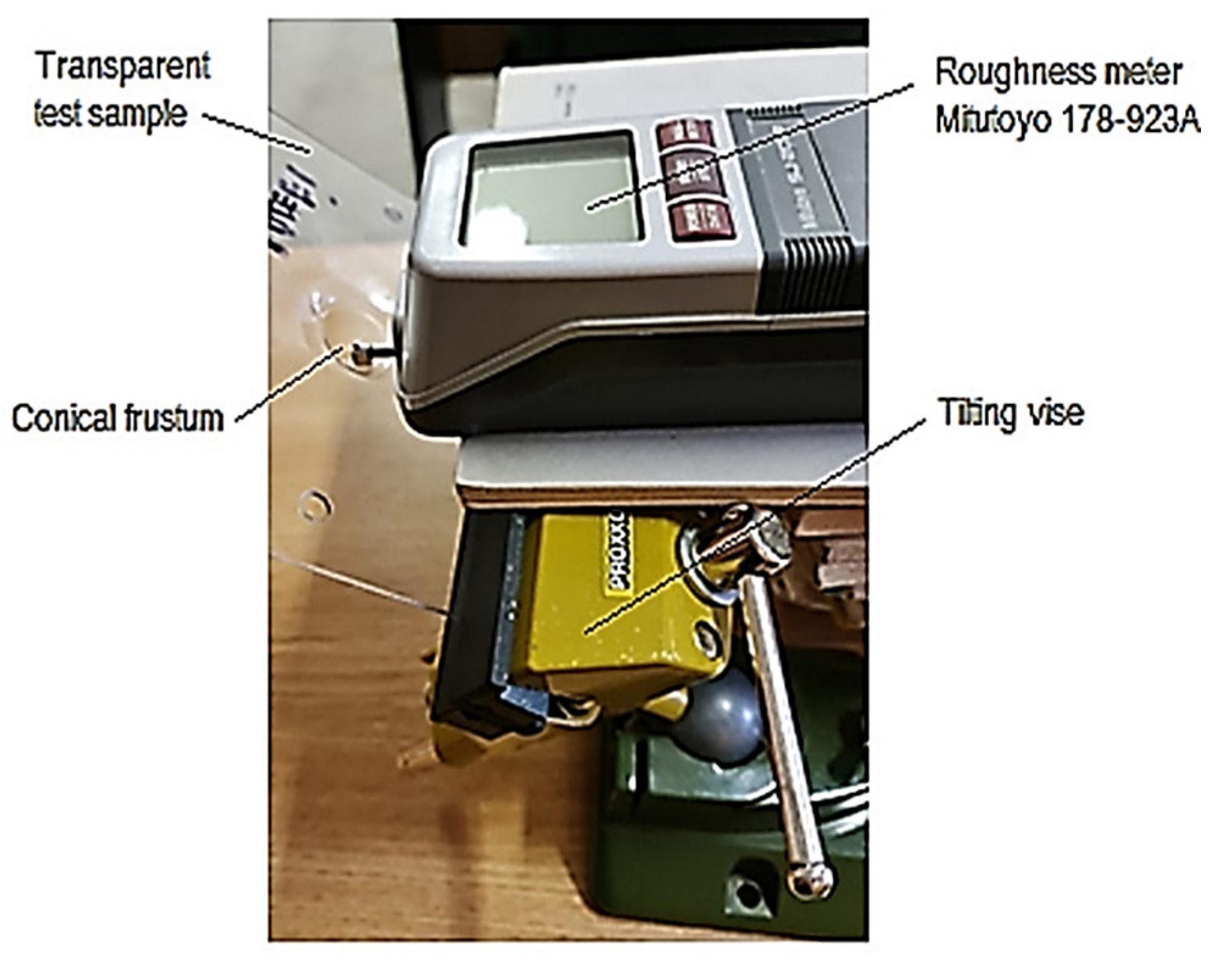
A device with a dial comparator (Fine Mechanics Enterprise Bucharest, Romania) was used to determine the heights of the cone trunks achieved by single-point incremental forming (
Figure 4). The evaluation of the size of the surface roughness parameter
Ra was performed using a Mitutoyo SJ 201 surface roughness meter and a tilting vise (
Figure 5).
Three different working environments were considered: cryogenic, open-air, and lubricant. The cryogenic condition was achieved by using an instant cooling spray that provides quick cooling down to −55 °C, produced by Termopasty. As a lubricant, mineral oil with excellent antiwear and extreme pressure performances, type VALONA MS 7023 HC, was used. The forming tool was made in the form of a cylindrical rod made of high-speed steel with a diameter of 5 mm and an active hemispherical end.
A full factorial planned experiment with three independent variables at two levels (2
3 = 8 experiments) was considered to highlight the influence of the thickness of the polycarbonate sheet, the passing step from a larger diameter to a smaller diameter, and the speed of movement along the circular path. Thus, the thickness of polycarbonate sheets was 1 and 2 mm, respectively. The two speeds along the circular trajectory were 1500 mm/min and 2000 mm/min. The lowering step of the rotating forming tool after traversing each circular trajectory was 0.5 and 0.9 mm, respectively. The values of the processing parameters were established by considering the value used by other researchers [
15], the results of previous research [
13,
14], and those of preliminary experimental tests.
The temperature was monitored by an infrared high-speed thermal camera type ×6540sc, produced by Flir (produced by Teledyne Flir LLC, United States of America).
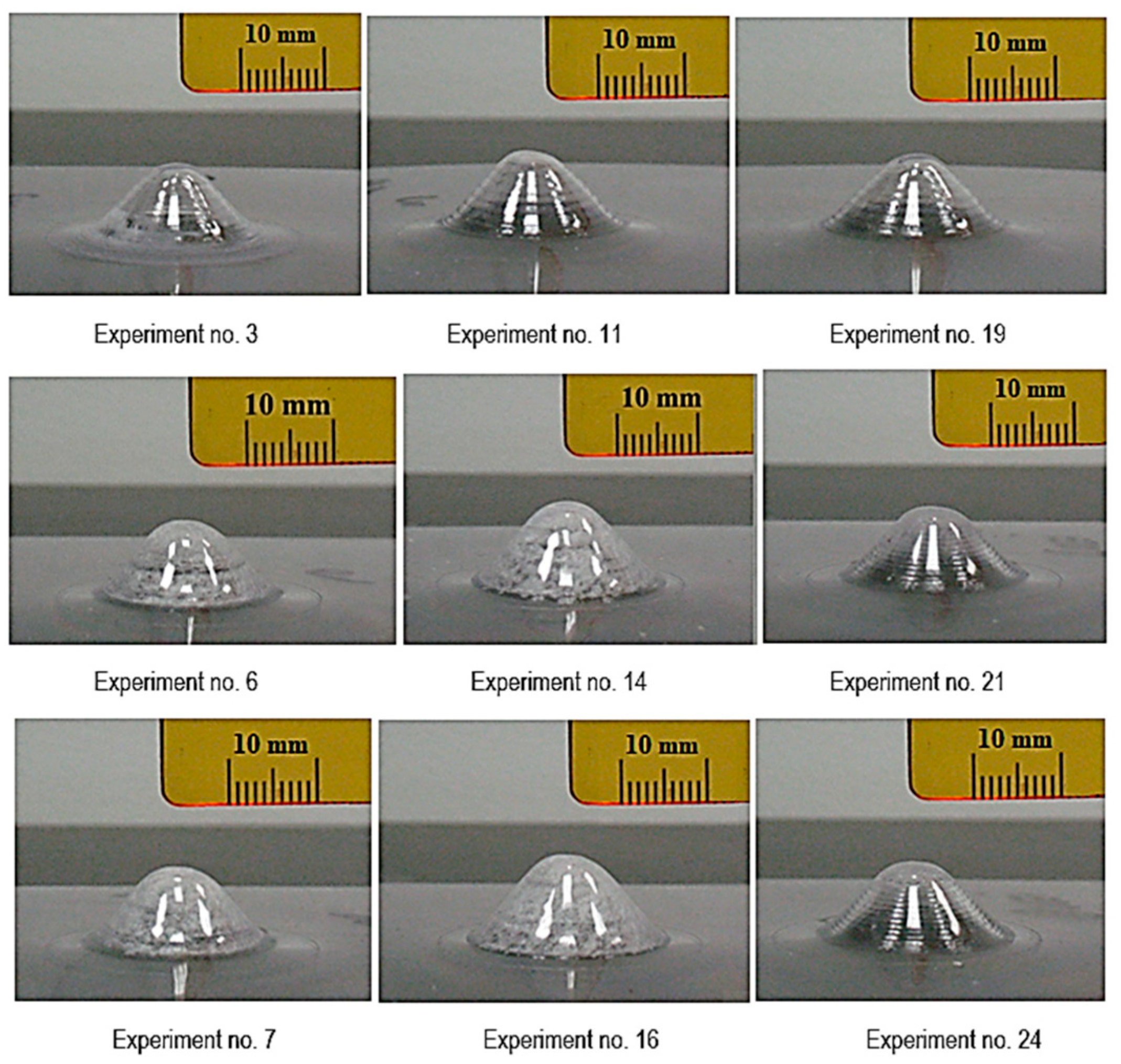
The values of the input factors in the single-point incremental forming process and those of the process output parameters were included in
Table 2. Some images of the parts made can be incremental single-point formation observed in
Figure 6.
3. Results and Discussions
The results of the measurements regarding the sample temperatures and the rotating forming tool, the deviations of the sample heights, and the values of the roughness parameter of the inner surfaces of the conical samples were also entered in
Table 2.
The experimental results obtained for the maximum temperature of the rotating forming tool and the sample were processed using a specialized software trial version DOE DataFit developed by Oakdale Engineering, and the regression equations were estimated considering the power-type functions in the 99% confidence limit (α = 0.99%). The standard errors S of the estimations, which represents the differences in the standard deviations of the observed values from the predicted values for the regression equations obtained, were between 0.753 and 7.06.
By mathematically processing the experimental results, the empirical mathematical models presented below were determined.
Thus, in the case of the temperatures corresponding to the samples for the three procedures of single-point incremental forming, the empirical mathematical models were the following:
When processing under normal conditions (air):
Regarding the temperatures determined in the active area of the rotating forming tool, the established empirical mathematical models were:
When processing under normal conditions (air):
When using the lubricant:
The analysis of the information included in
Table 2 of the empirical mathematical models, constituted by Equations (1)–(6), allowed the formulation of some observations regarding the way the working environment used exerts influence on the heating of the rotating forming tool and of the sample material.
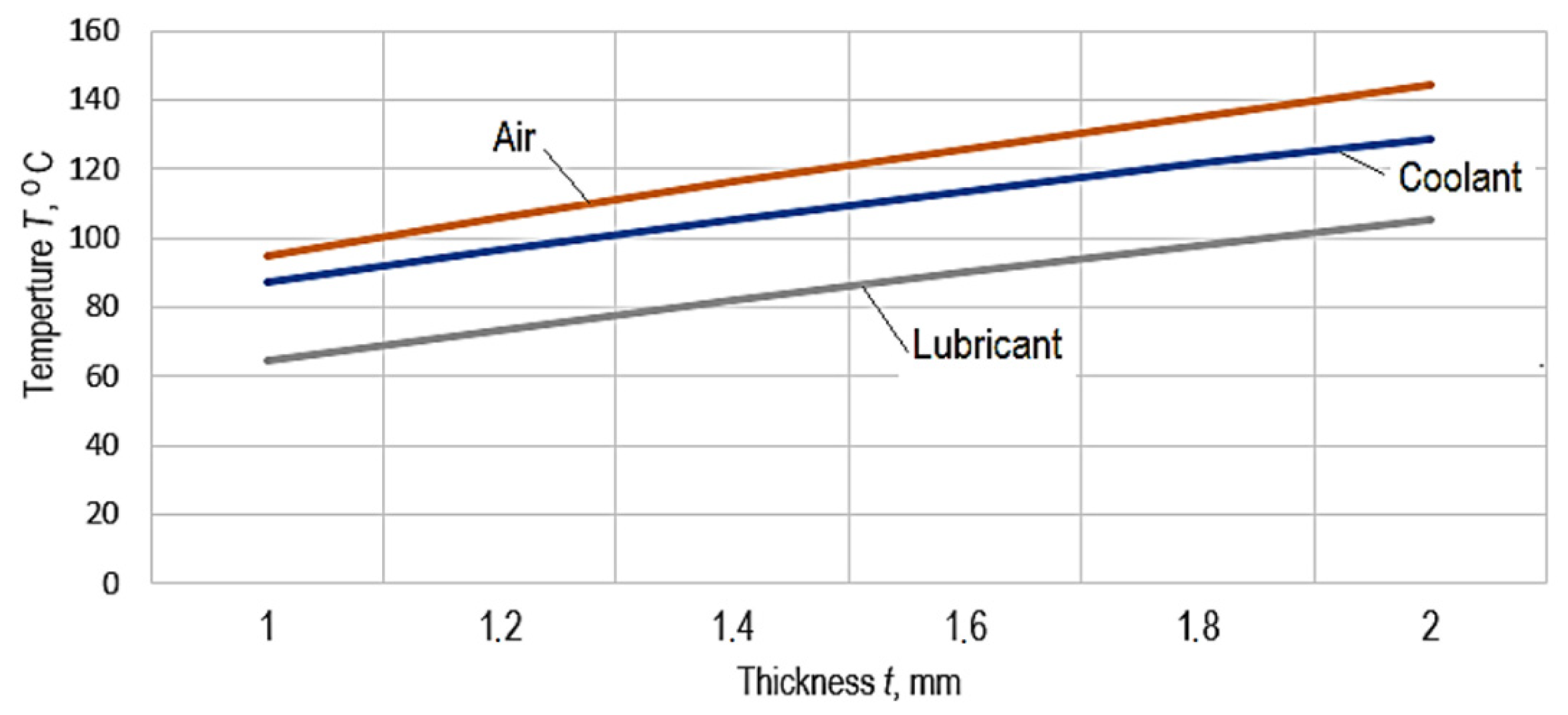
As expected, the temperature developed during the formation of the thicker samples of the sheet is higher (the measured values of the temperature being in the range 94.8–130.2 °C) than those obtained for the sheets of samples with a thickness of 1 mm (in the latter case, the temperature having values in the range of 51.6–87.4 °C). The forming media considered exert a different influence on the tool temperature measured for the two different types of sheet (considered to be 1 mm and 2 mm thick). For the thicker sheets, the experiments performed with mineral oil as lubricant showed a significantly lower tool temperature than the temperature measured when using the other processing media considered.
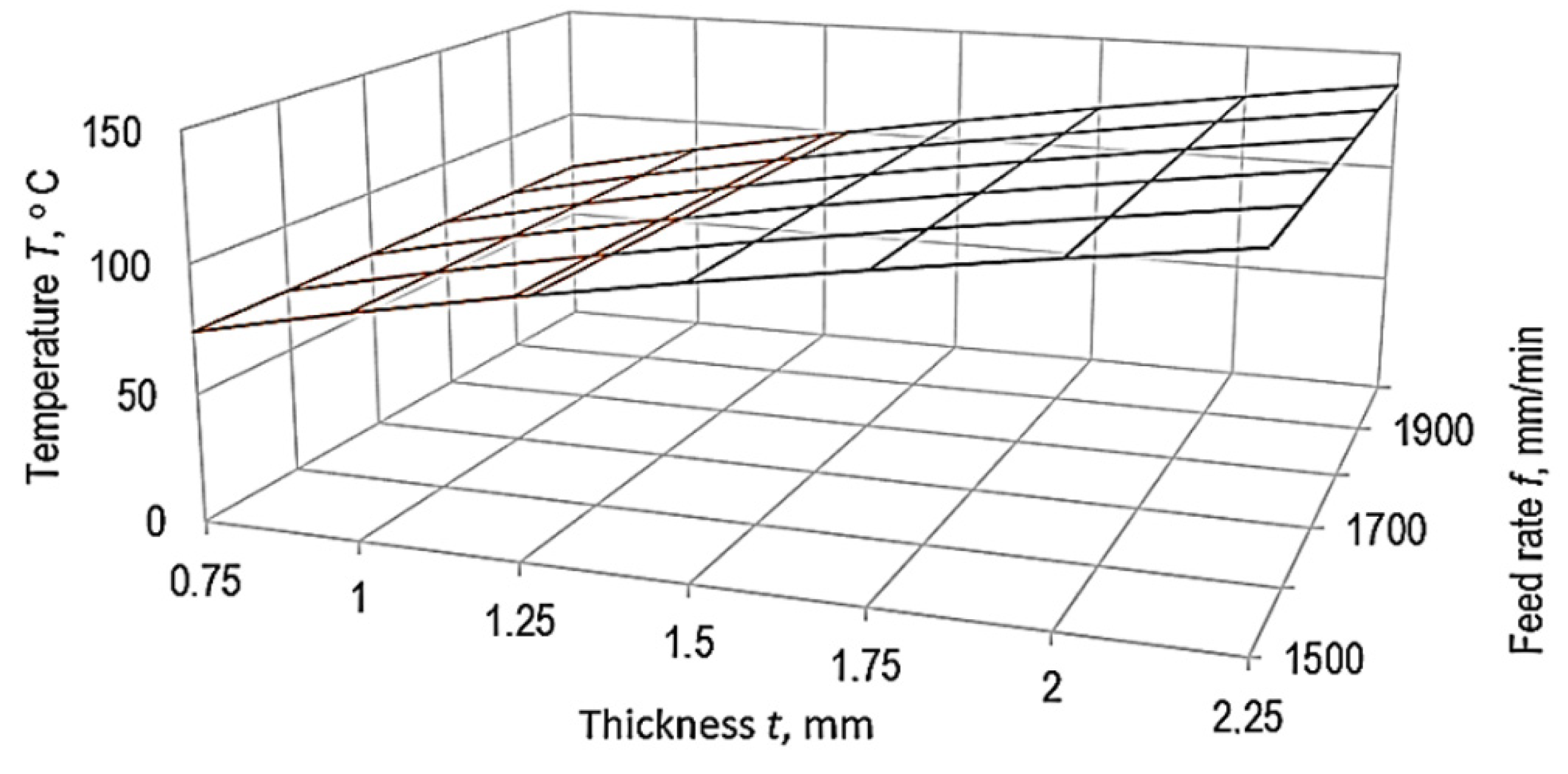
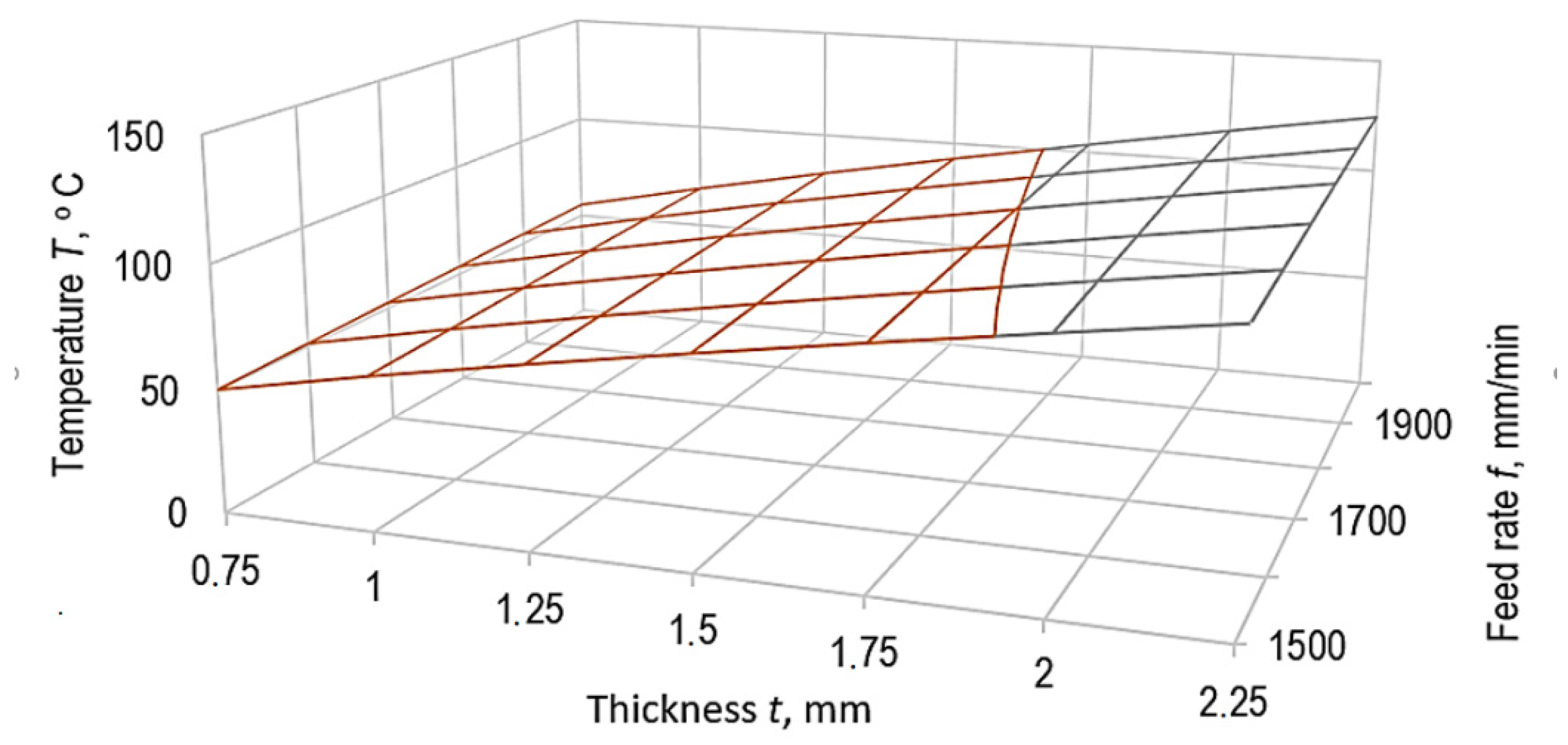
The direction and intensity of the influence exerted by the input factors taken into account on the increase of the temperature of the sample and rotating forming tool material can be correlated with the values of the exponents attached to each of the independent variables in Equations (1)–(6). Examining the values of these exponents, it is found, for example, that the strongest influence on the heating of the sample materials and the rotating forming tool is exerted by the thickness t of the samples, which correspond to the highest absolute values of the exponents. An increase in the thickness t of the sample leads to a greater increase in temperature T, due to a slower evacuation of heat in the case of a larger mass of plastic.
The increase of the feed rate f determines a decrease of the sample temperature Ts, due to the shorter duration of the contact between the sample material and the rotating forming tool, and the fact is highlighted by the negative values of the exponent attached to the feed rate f in Equations (1)–(3). Positive values of the exponents attached to the feed rate f appear in the equations corresponding to the temperature of the rotating forming tool in case of using the cryogenic agent and, respectively, the processing in air, which means that an increase of the feed f will increase temperature T. A negative value of the exponent attached to the fee rate f occurs upon using the lubricant when the amount of heat released is smaller and can be easily evacuated through the metallic material of the tool.
As can be seen directly from
Figure 9, the use of a lubricant as a processing medium results in lower heating of the sample due to the significant reduction in the contribution of friction processes to heat generation. Even the use of the cryogenic agent fails to cause lower heating of the sample material, decreasing the amount of heat caused by the reduction of the weight of the friction phenomena in the processing area.
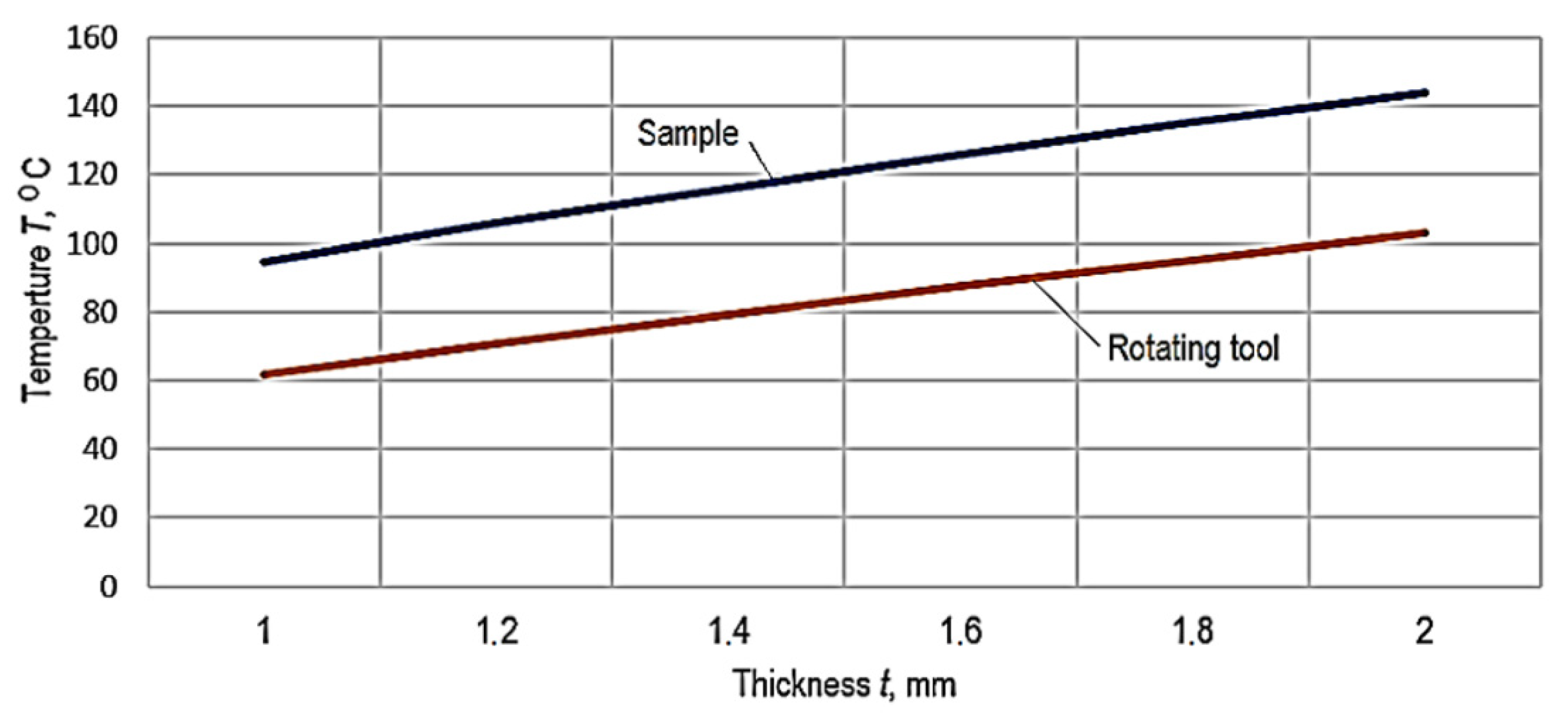
The experimental results included in
Table 2 highlight the higher values of the temperature in the sample material to the temperature in the rotating forming material tool. As mentioned, the metal material of the rotating forming tool has a higher heat dissipation capacity compared to the same property of the plastic sample material. The graphic representation in
Figure 10 was intended to highlight the temperature differences between the materials of the rotating forming tool and the sample when using air as a working medium.
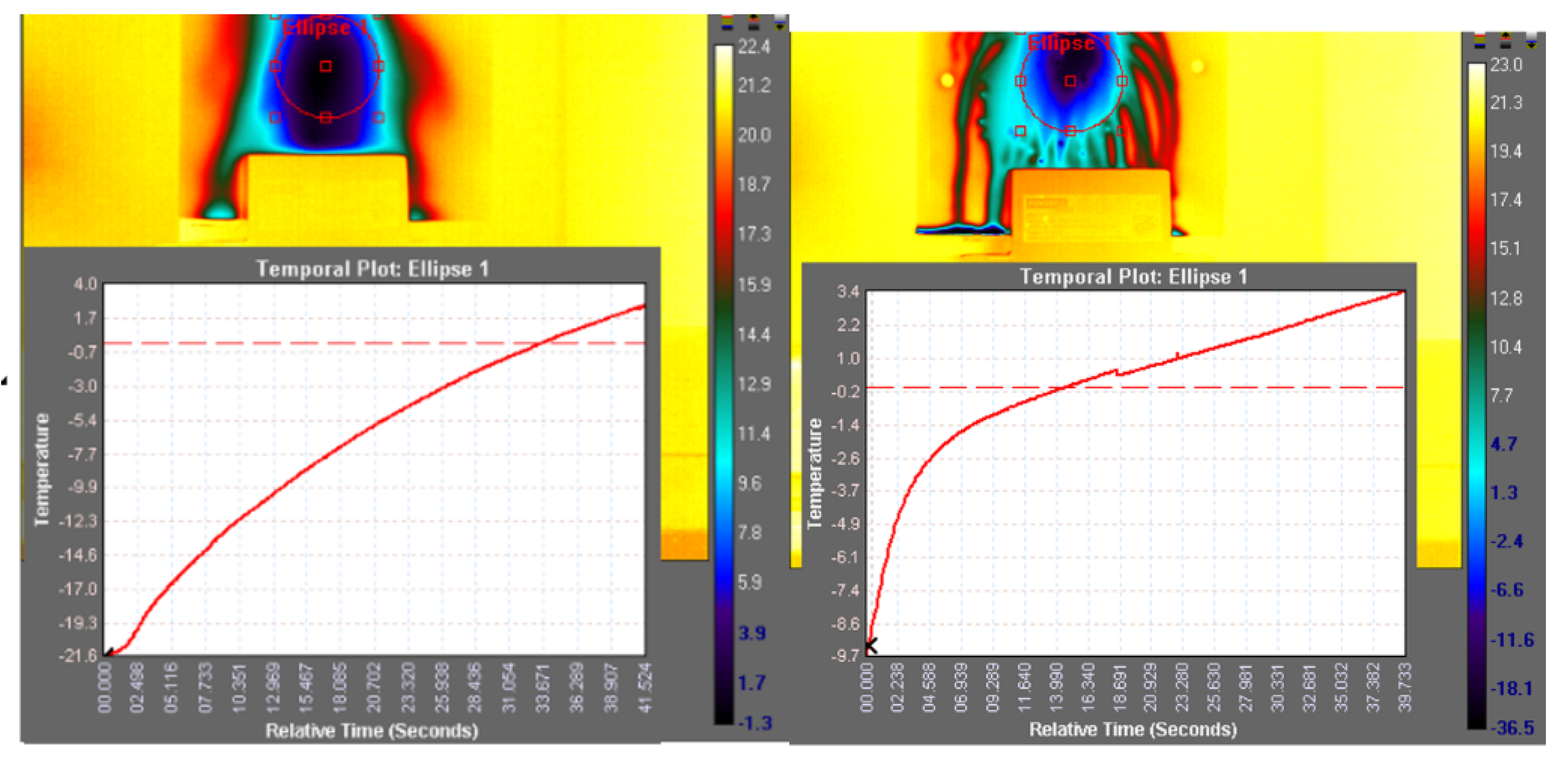
A test was performed using the thermal camera and positioning the samples horizontally to analyze the evolution of the sample temperature after applying the cryogenic spray. A sample temperature variation was determined for 40 s after the application of the cryogenic agent, as this is the average duration of a conical cavity processing test. The graphical representations from
Figure 11 were obtained in this way. As expected, the heating of the smaller thickness sample was performed in a shorter time and with an approximately logarithmic variation of the temperature. In the case of the 2 mm thick sample, faster heating can be observed in the first period (about 10 s), followed by an approximately linear decrease in temperature.
In the last column of
Table 2 are inscribed the values of the roughness parameter
Ra measured along a generator line of the inner conical surface corresponding to the cavity obtained by single-point incremental forming. These experimental results show a wide dispersion, which was an obstacle in determining empirical mathematical models capable of highlighting the influence of the considered input factors on the value of the roughness parameter
Ra. In the case of using air and cryogenic agent as working environments, the values of the roughness parameter
Ra are significantly higher for a sample thickness of 2 mm. In the case of the cryogenic agent, there is also a strong impairment of material transparency. An interesting aspect that could be explained by the good plasticity properties of the sample material is the relatively low influence of the outer conical surface of the samples obtained. Suppose on the inner surface of the cavity the effects of the plastic deformation of the material as a result of the passage of the rotating forming tool are obvious. In that case, the experimental surface of the sample is quite smooth.
Analyzing the equations obtained for the rotating forming tool and sample temperature, it can be concluded that among the input factors investigated, the sheet thickness exerts the main influence on the temperature reached by the rotating forming tool for the working environments considered in this study.
Another aspect followed in the experimental tests was evaluating the deviations from the intended height of the conical samples. The height deviation of the sample was determined as the mathematical difference between the intended height and the actual heights of the conical samples. The values of the deviations from the intended height were listed in
Table 2. Using a general assessment of the information included in
Table 2, it can be seen that among the working environments considered in this study, the cryogenic environment returned the lowest values of deviations. Even if the maximum temperature reached by the samples made when using the cryogenic agent was not the lowest compared to the temperatures specific to the other two working environments, it could be appreciated that the heat generated increased the local plastic deformation capacity of the sample material.
By the mathematical processing of the experimental results regarding the deviation Δh from the intentional height h of the conical samples, the following mathematical, empirical models of power type function type were obtained:
When using the cryogenic agent:
When using air as a working environment:
From the examination of these empirical mathematical models, as well as of the experimental results in
Table 2, it can be seen that the large dispersion of the experimental results led to pronounced differences in the values of the exponents attached to the input factors in the empirical mathematical models.
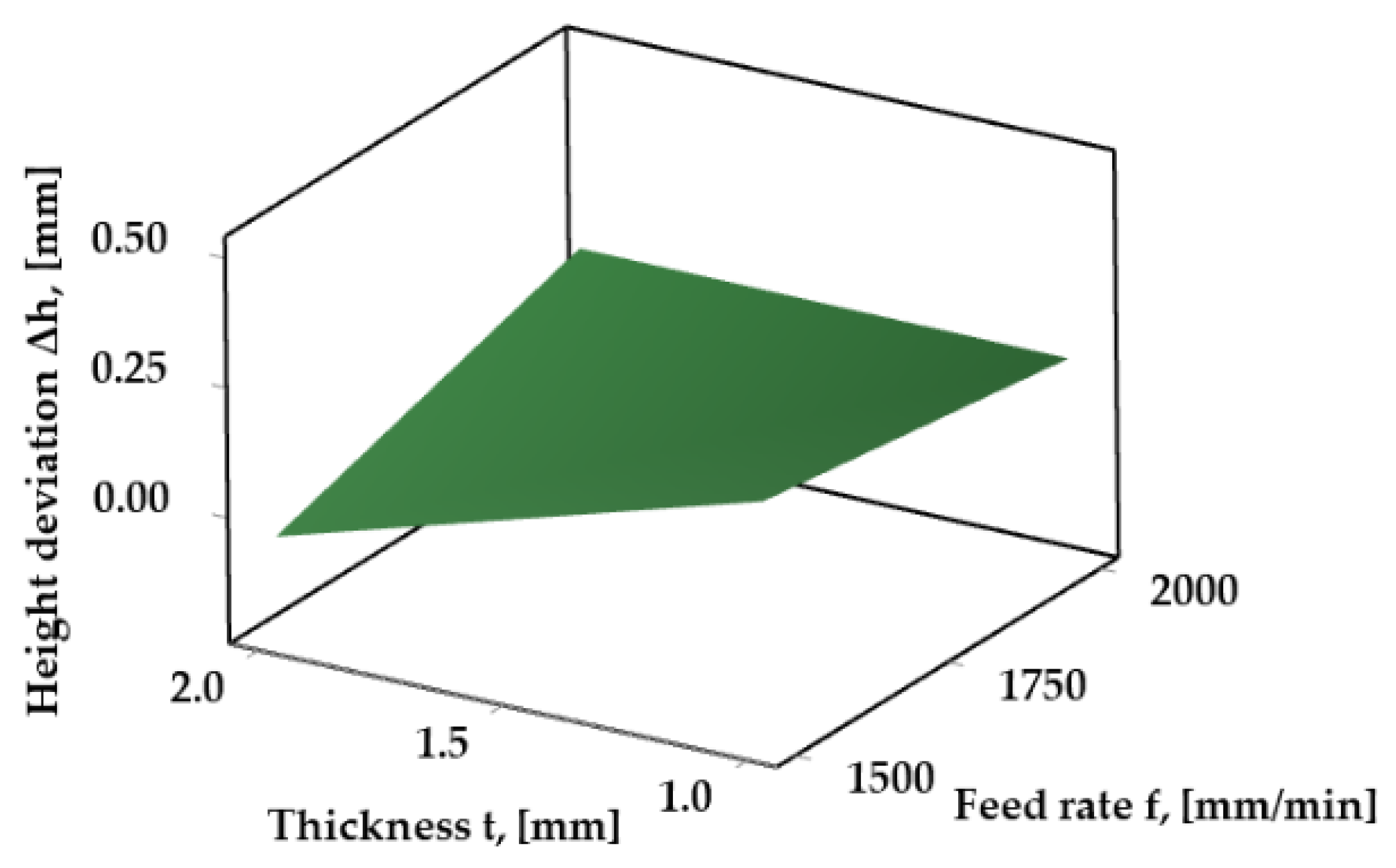
A graphical representation elaborated by taking into account the empirical mathematical model corresponding to the use of the cryogenic agent can be observed in
Figure 12. There is a pronounced decrease in the deviation from the height of the conical sample to the increase of the sheet feed rate increases. It was considered that an increase in the cooling effect exerted by the use of the cryogenic agent resulted in lower heating of the sample material as its thickness increased.
Three additional experimental tests were performed to validate the proposed empirical mathematical models, with values of the input parameters different from those used to identify the respective models. Thus, in the case of a processing using cryogenic processing environment (t = 1.5 mm, f = 1700 mm/min, sd = 0.7 mm), Δh = 0.08 mm and Ts = 90.8 °C and Ttool = 114.60 °C were obtained. The difference between the experimentally determined values and those obtained by using empirical mathematical models is 9.64% of the real value of Δh, 3.79% of the real value of Ts, and 0.9% of the real value of Ttool, respectively.
Using air as a processing environment and the values mentioned above for process input factors, Δh = 0.395 mm and Ts = 92.5 °C and Ttool = 127.9 °C were obtained. The difference between experimentally determined values and those obtained using the empirical mathematical models is 7.92% of the real value of Δh, of 7.09% of the real value of Ts, respectively 0.58% of the real value of Ttool.
In the case of using the lubricating environment, the following values were obtained: Δh = 0.29 mm, Ts = 81.6 °C and Ttool = 80.9 °C. The difference between the experimentally determined values and those obtained by using empirical mathematical models is 17.72% of the real value of Δh, of 2.79% of the real value of Ts and 2.97% of the real value of Ttool, respectively.
It was found that the difference between the values determined by the experimental validation tests and those predicted by the empirical mathematical model was generally (with one exception) less than 10% in the case of Δh and less than 5% of the actual values of the measured temperatures.
4. Conclusions
In recent decades, there has been an expansion in the application of and research on single-point incremental forming procedures. Such research has followed not only the behavior during the processing of metallic materials but also of plastics. In the present paper, attention was paid to identifying some correlations between the heat generation in the processing area and some of the parameters of technological interest specific to plastics’ single-point incremental forming processes. For this purpose, the generation of small conical surfaces in polycarbonate workpieces was reported, using processing under normal conditions, without taking additional measures to reduce the temperature and, respectively, in conditions of using a coolant and a mineral oil-type lubricant. To reduce the number of experimental tests, planning them followed the requirements of a full factorial experiment with three independent variables at two levels of variation. The thickness of the sheet-type workpiece, the feed rate, and the lowering distance of the rotating forming tool after each traverse of a circular trajectory were considered as input factors. As an output parameter of the process, attention was paid primarily to the increase in temperature due to the heating generated by friction and plastic deformation phenomena.
The deviation Δh of the height of the conical surface to the height h established at the design and the values of the surface roughness parameter Ra were also considered. By mathematical processing the experimental results, empirical mathematical models of power function type were established. The empirical models allowed the establishment of an image regarding the direction of action and the intensity of the influence exerted by the input factors on the values of some output parameters. Thus, the strongest influence on the heating of the sample and tool materials was exerted by the thickness t of the sheet-type workpiece, followed by the influence of the feed rate.
Research on the deviation of the height of the conical samples to the intended height also highlighted the significant influence of the workpiece thickness on this deviation.
It was also observed that, under the available experimental conditions, the roughness parameter Ra has high values when the thickness of the workpiece was higher, but the large dispersion of the experimental results did not make it possible to determine empirical mathematical models.
In the future, it is intended to expand theoretical and experimental research to consider the influence of other input factors in the single-point incremental forming process on the extent to which thermal processes can affect the values of investigated process parameters from the point of view of scientific or technological interest.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}