
Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design


 , , , and
, , , and 
Abstract
:1. Introduction
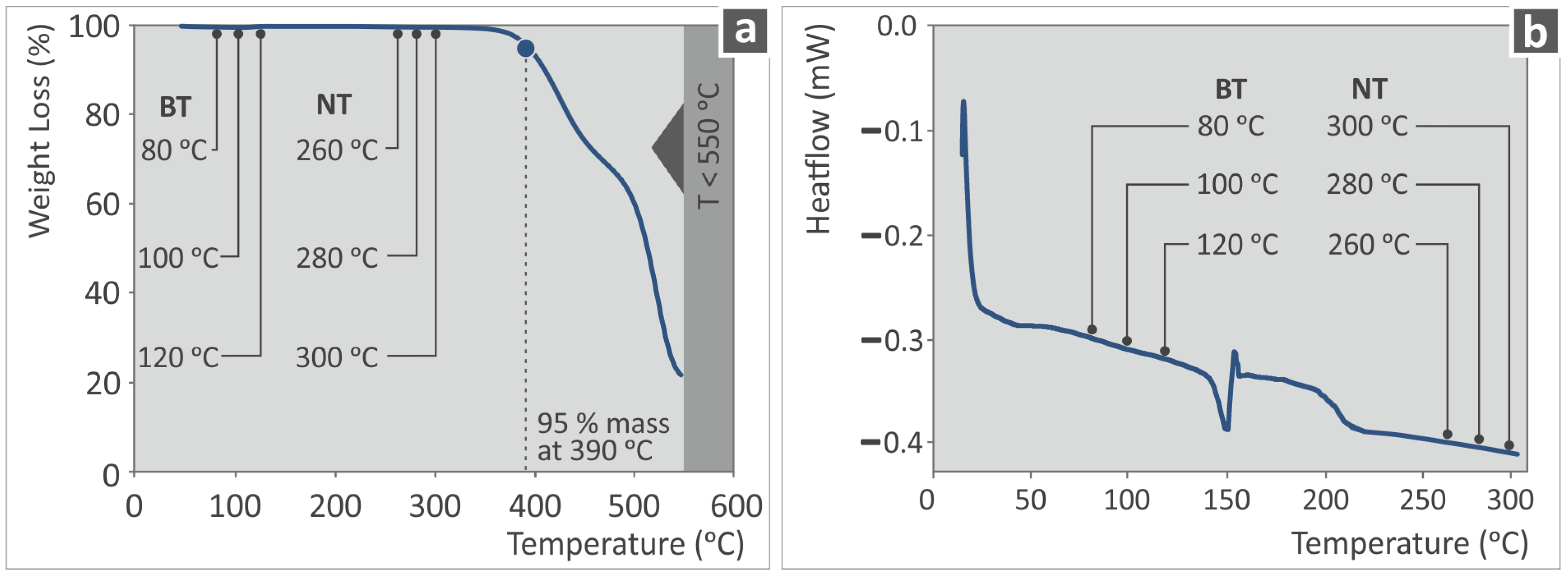
2. Materials and Methods
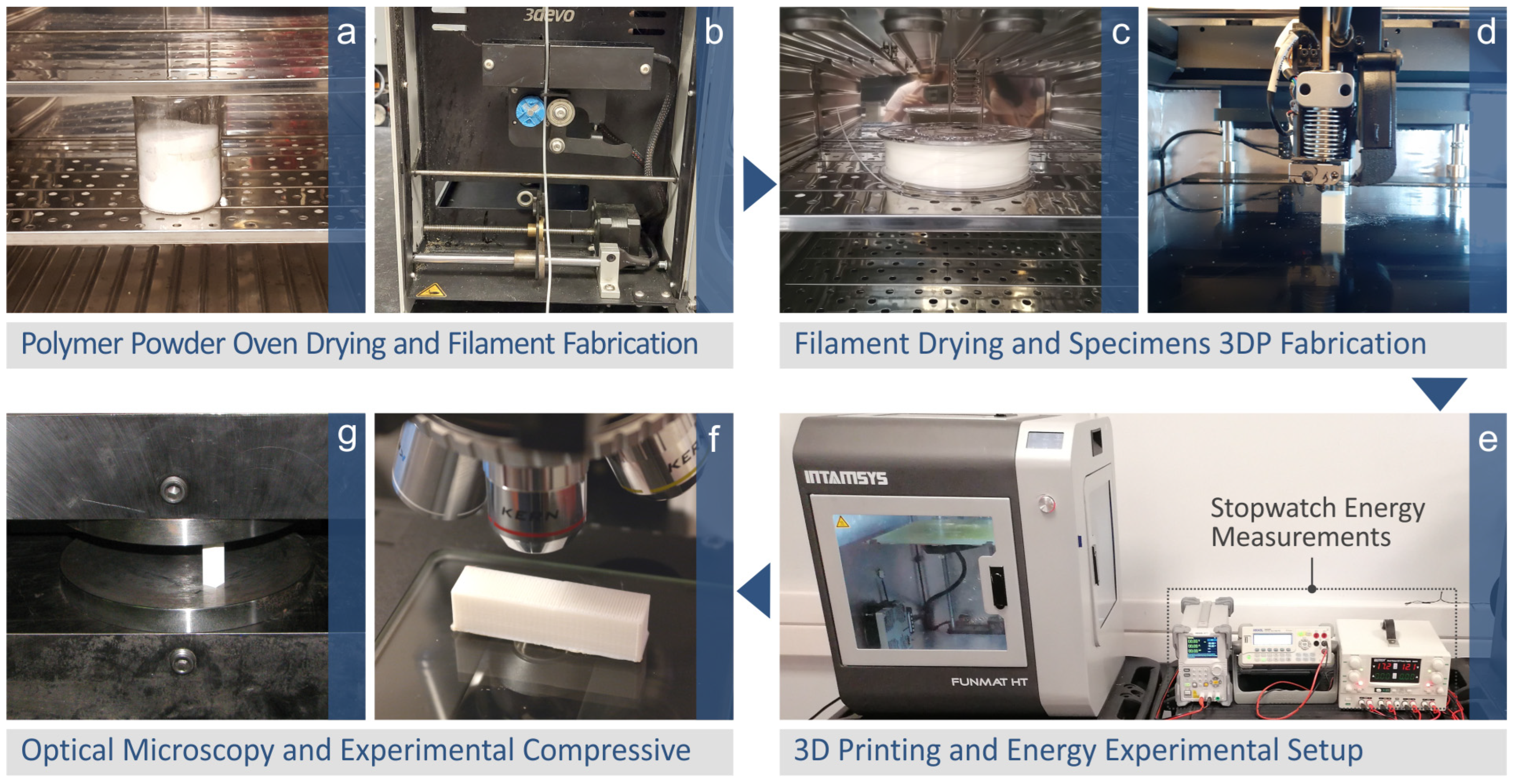
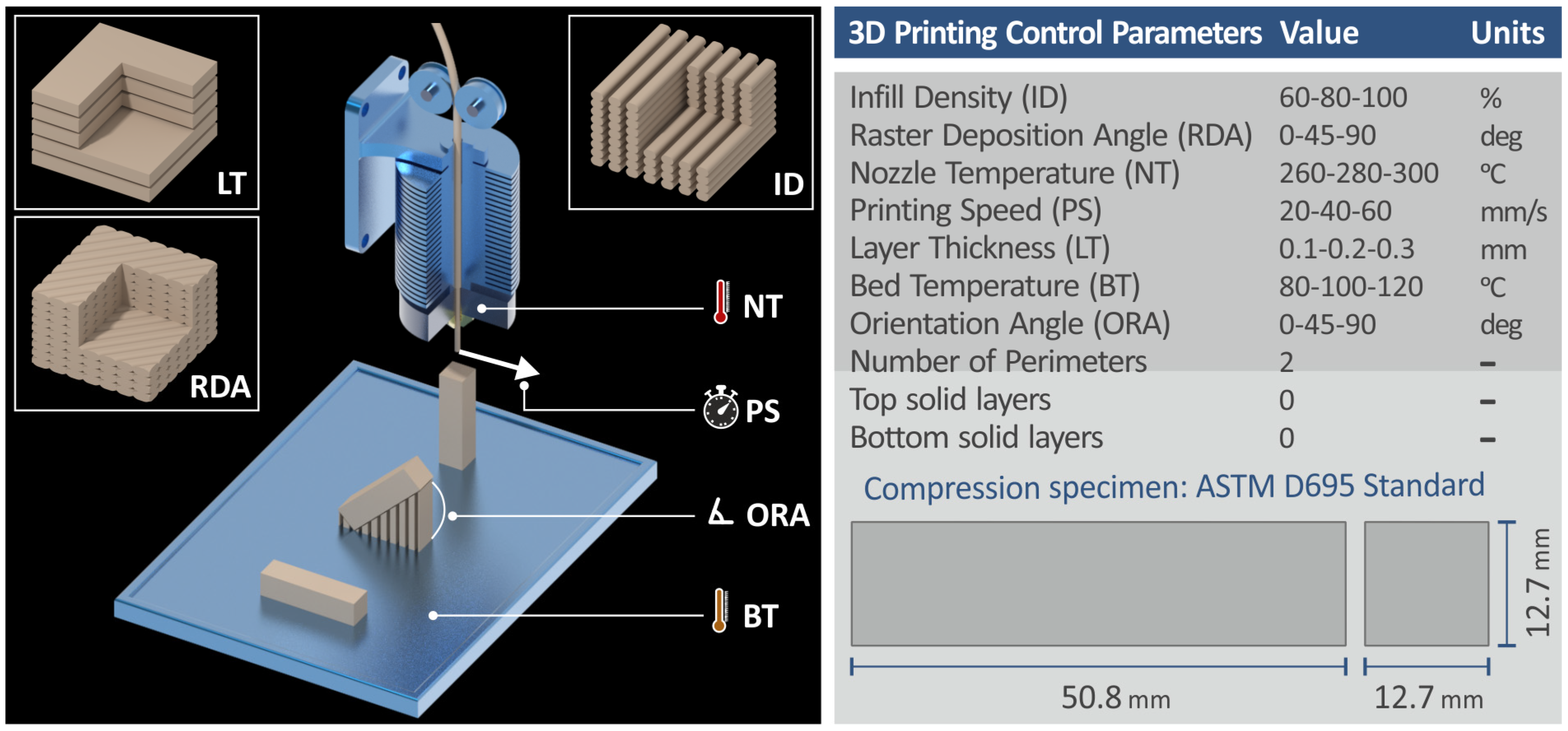
2.1. Methodology for Sample Preparation and Testing
2.2. Energy Indicators
2.3. Design of Experiment (DOE), Regression Analysis (ANOVA)
3. Results and Discussion
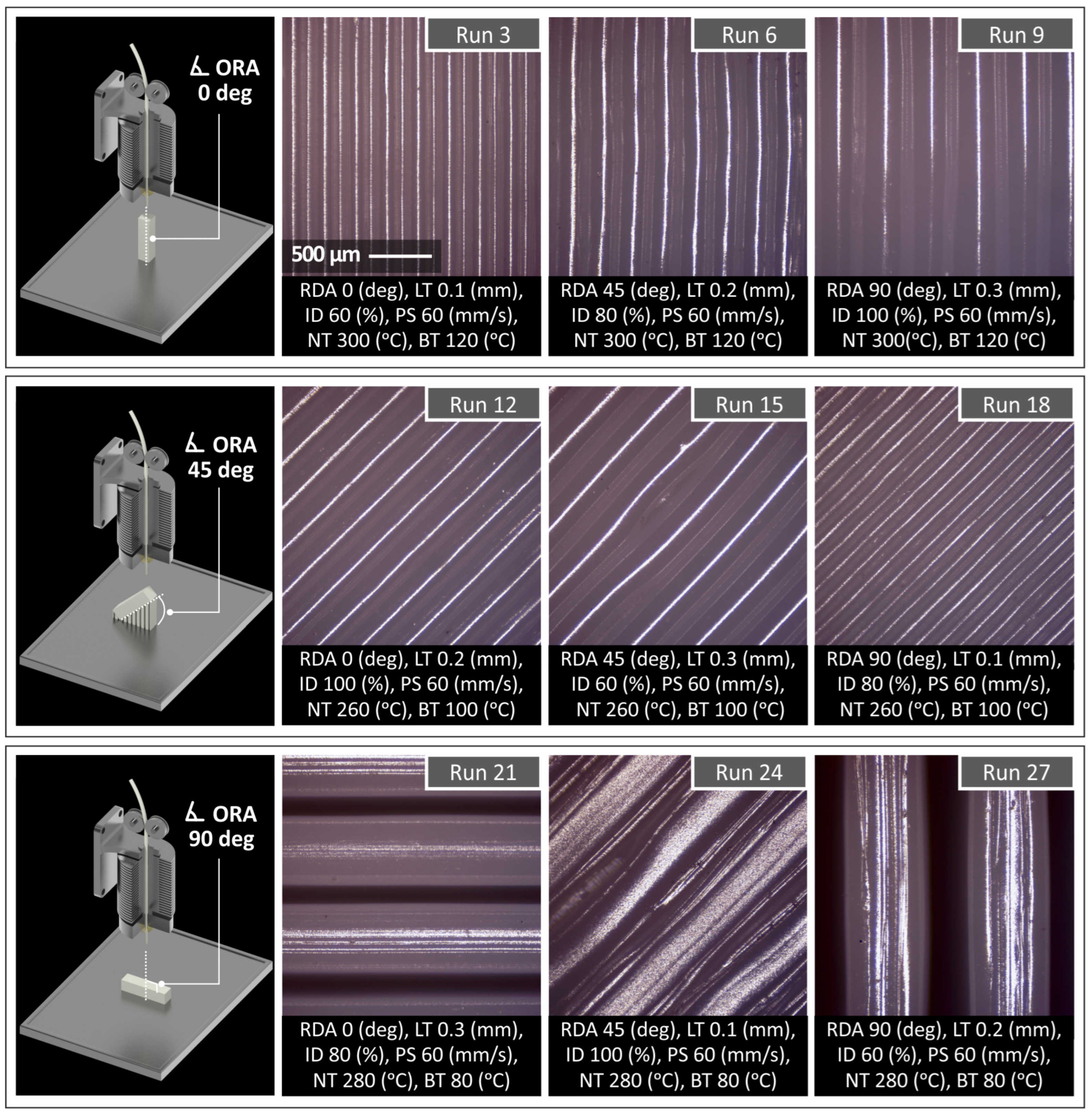
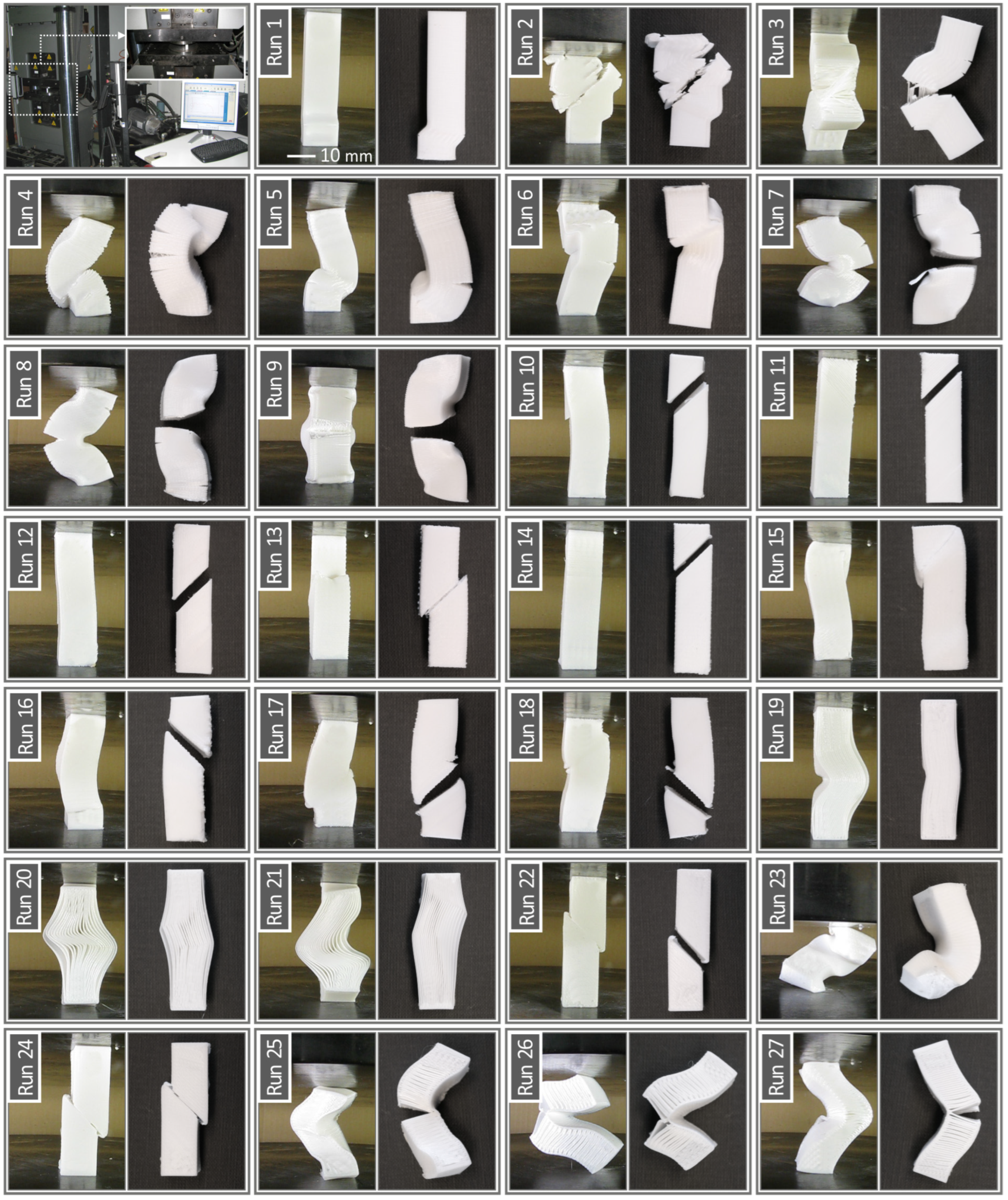
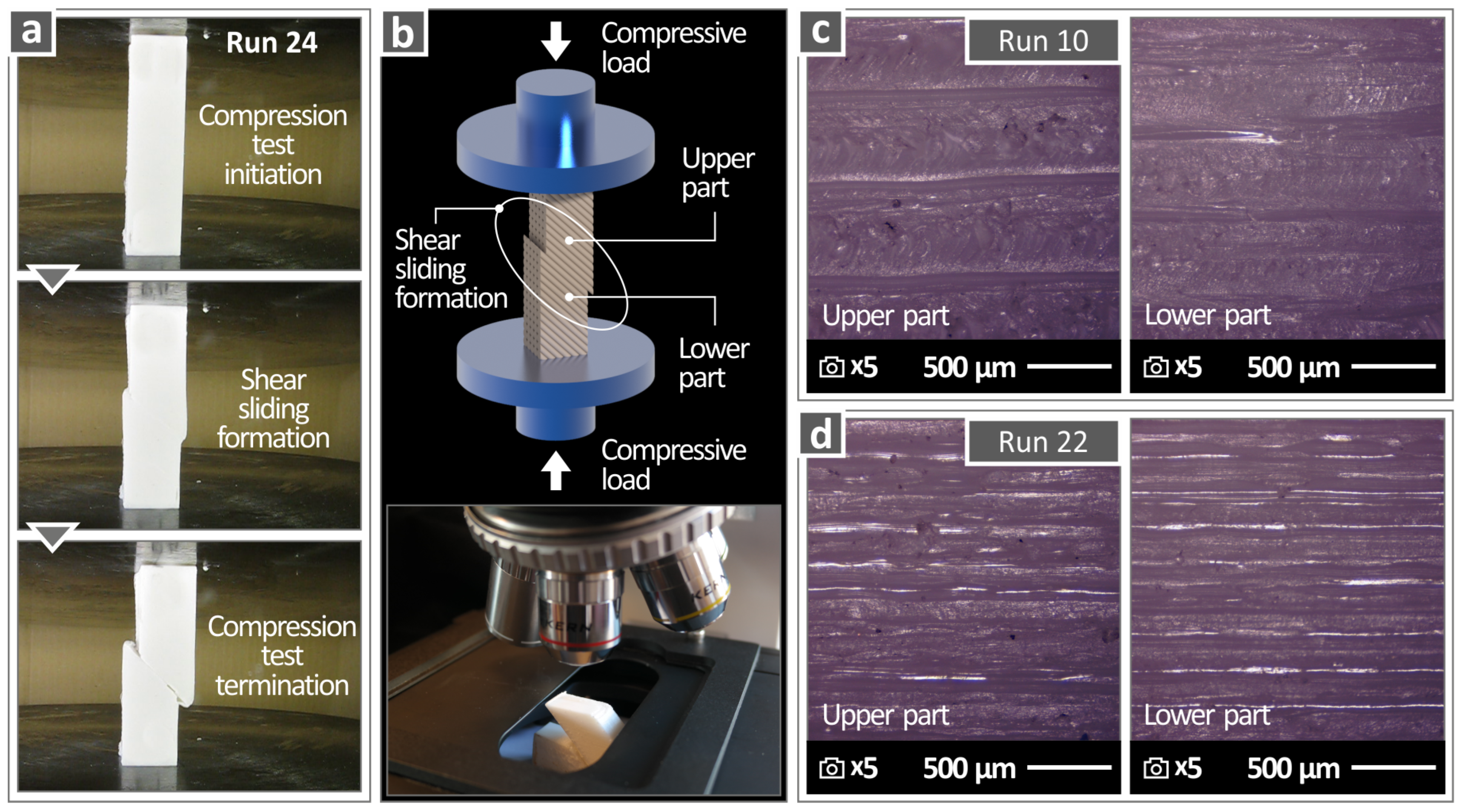
3.1. Examination of the Morphological Characteristics of the Samples and Their Behavior during the Compression Test
3.2. Design of Experiment, Experimental Results, and Statistical Analysis
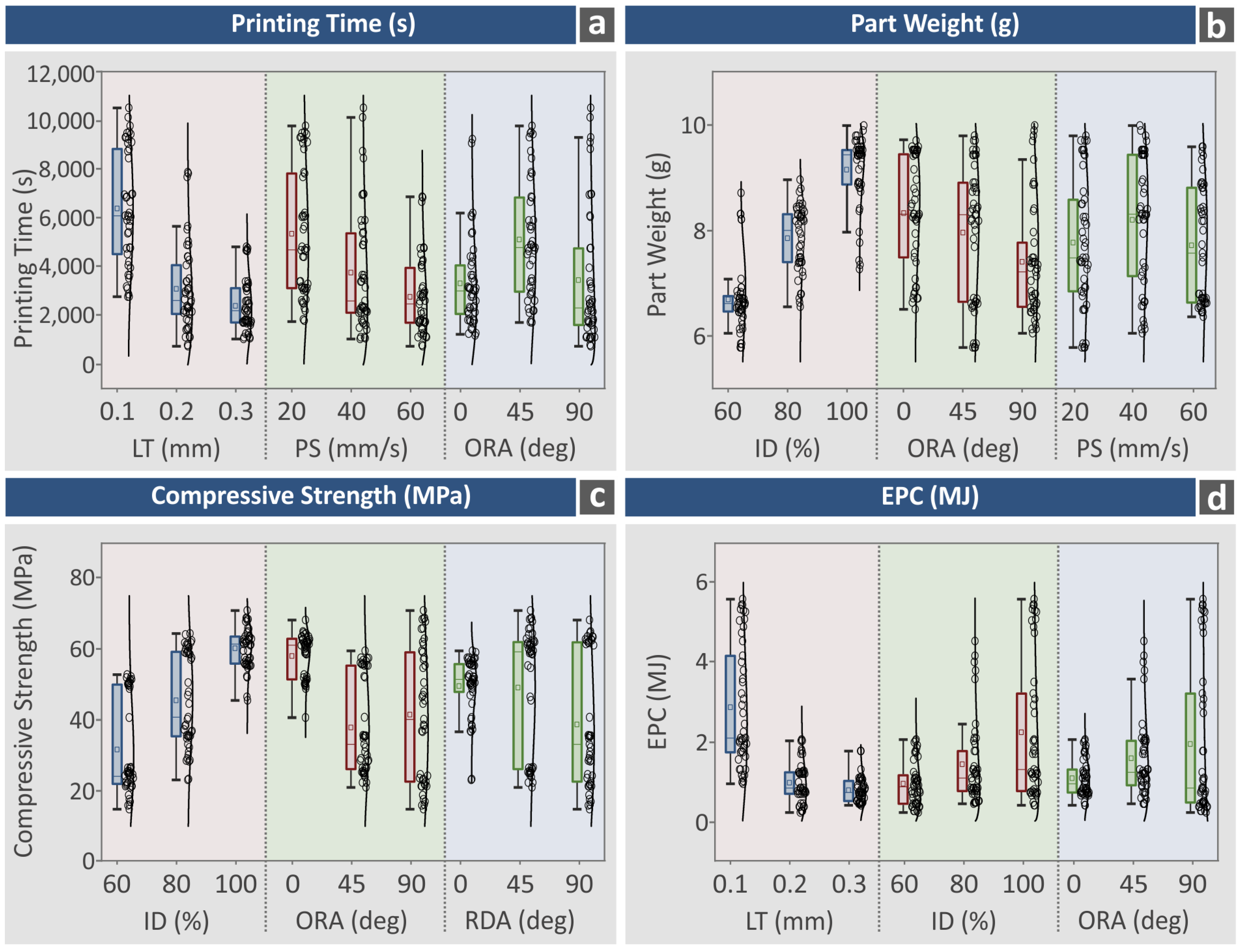
- For the printing time (s), only an LT of 0.3 mm shows a compact response. All the other parameters and levels show a scatter response, indicating a strong influence on the printing time (s) response parameter.
- For the part weight (g), an ID of 60% shows a compact response. All the other parameters and levels show a scatter response, indicating a strong influence on the part weight (g) response parameter.
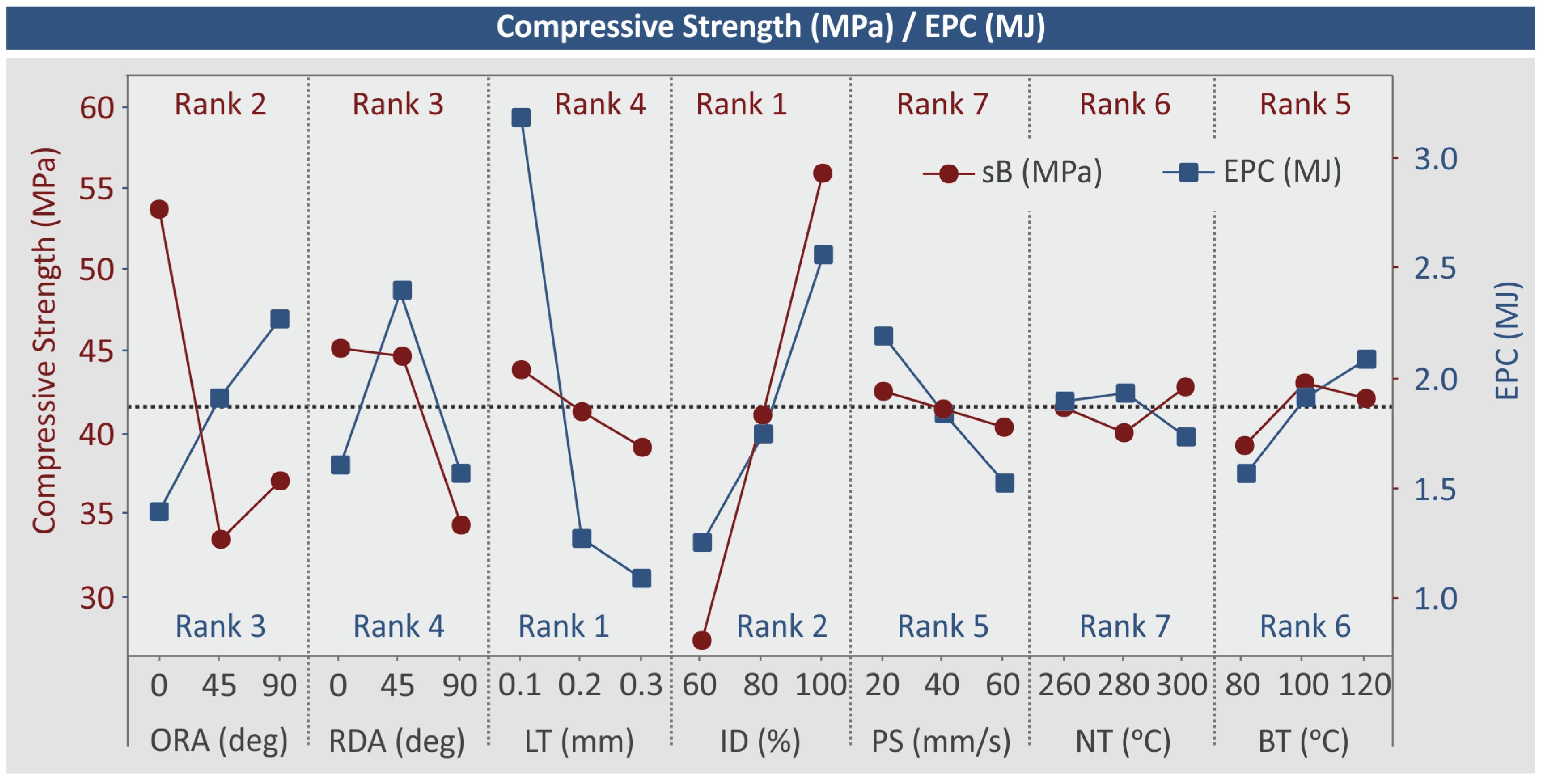
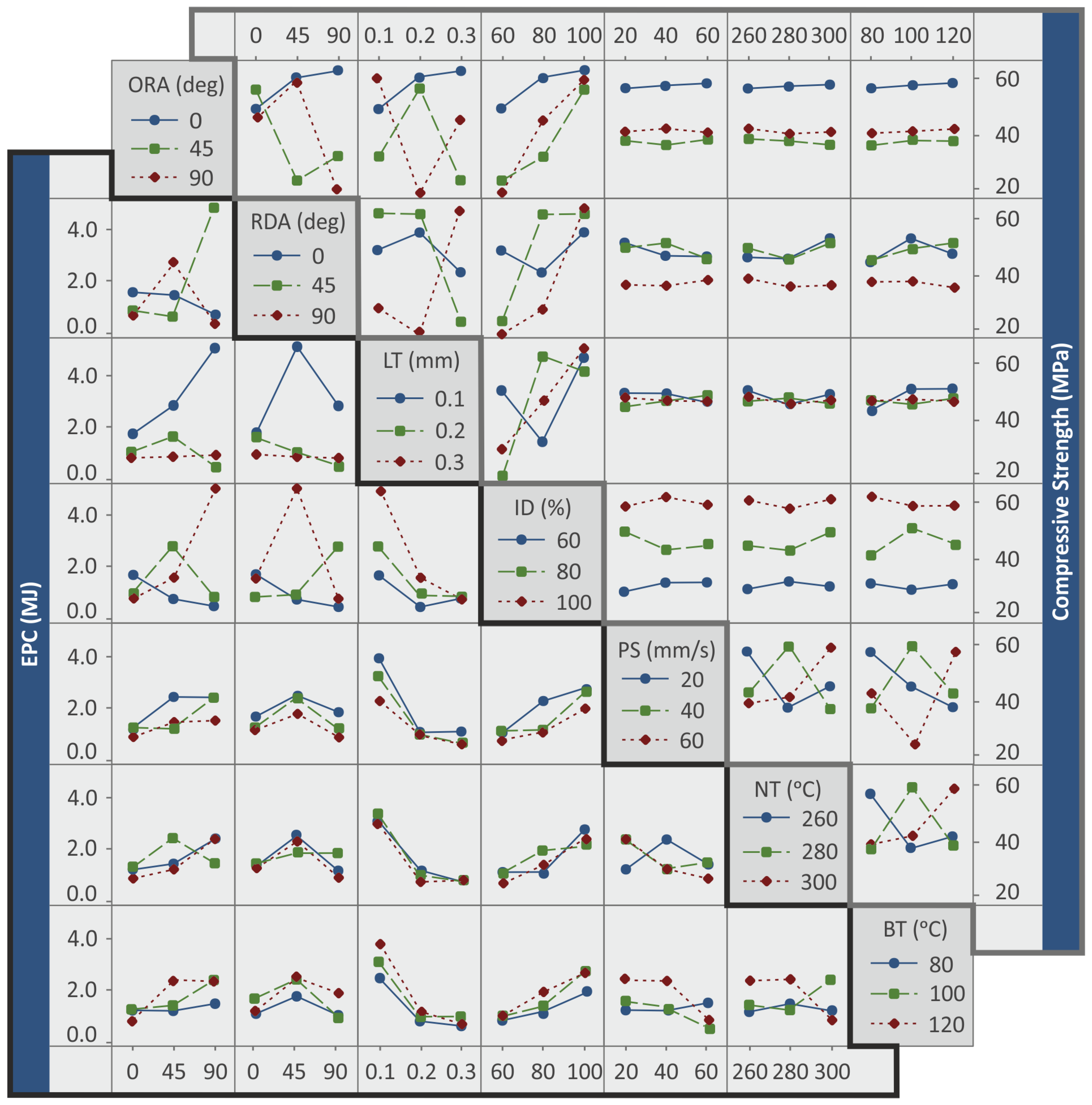
- For the compressive strength (MPa), an ID of 60% and 100%, ORA 0 deg, and RDA 0 deg show a compact response. All the other parameters and levels show a scatter response, indicating a strong influence on the compressive strength (MPa) response parameter.
- For the EPC (MJ), LT of 0.2 mm and 0.3 mm, ID of 60%, and ORA 0 deg show a compact response. All the other parameters and levels show a scatter response, indicating a strong influence on the EPC (MJ) response parameter.
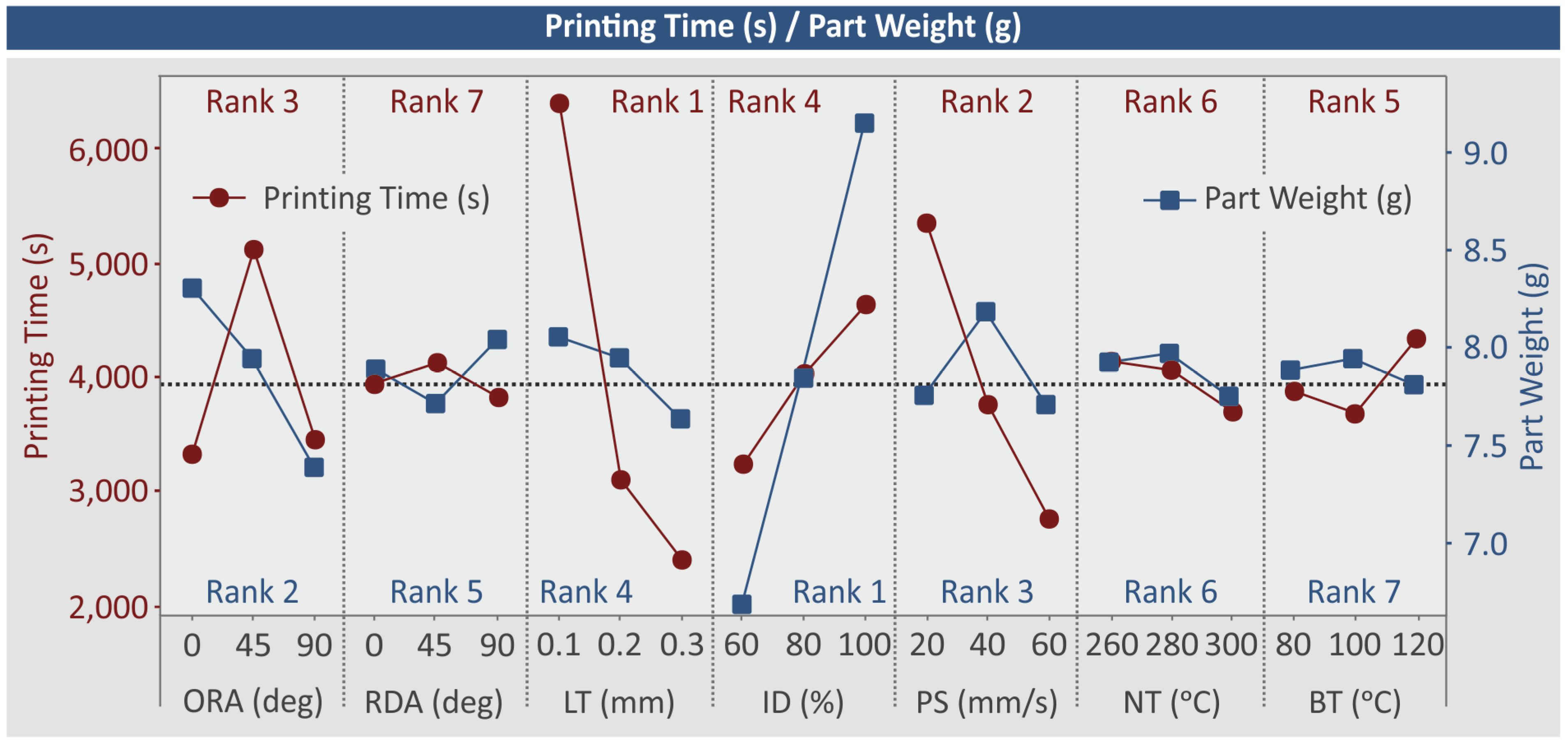
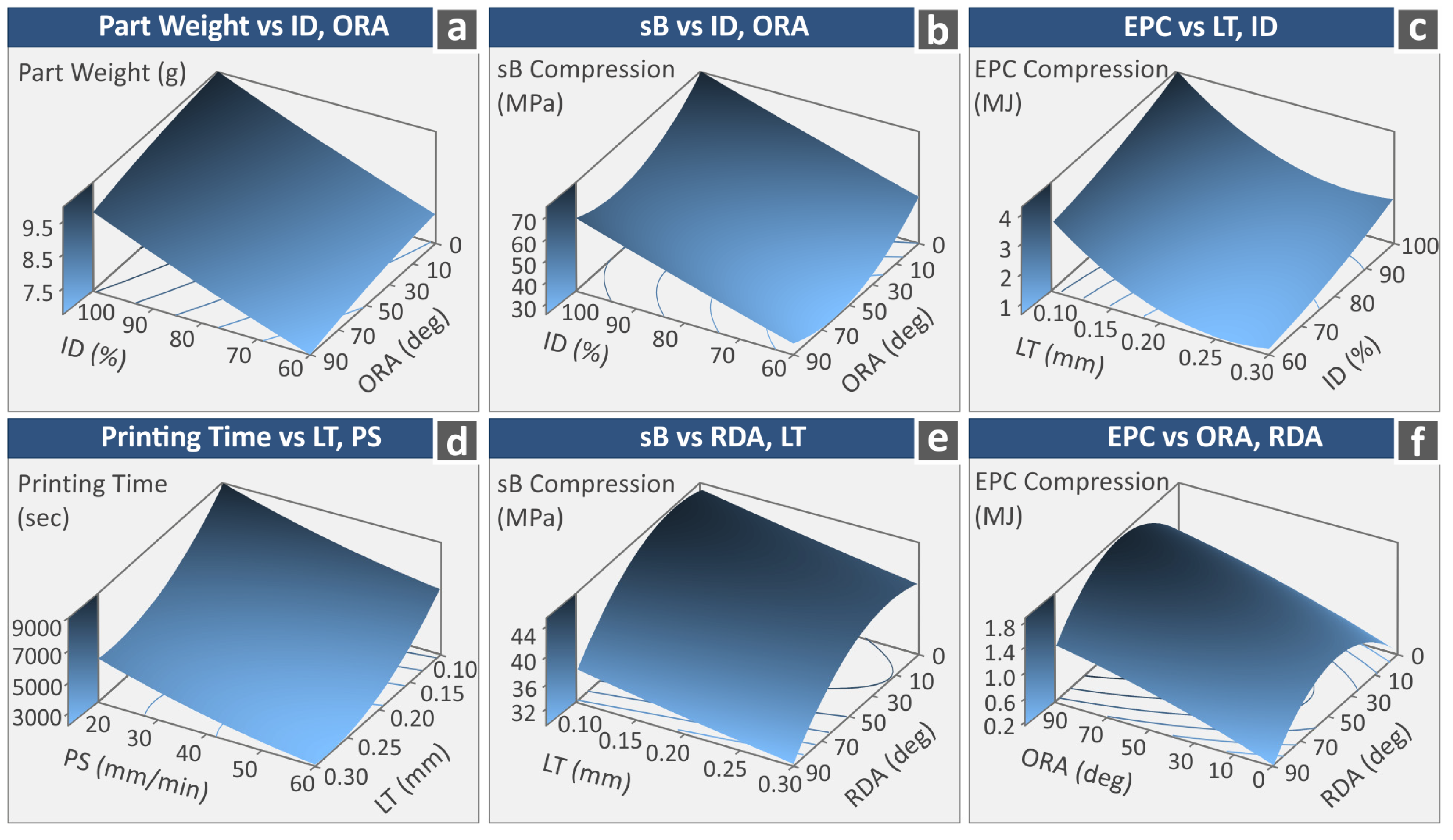
- For the printing time (s), LT (mm) is the most critical parameter (rank No. 1), and then PS (mm/s). The increase in both leads to a decrease in the printing time (s). The increase in ID increases the printing time (s). The median value of 45 deg for the ORA increases the printing time (s), while low and high values lead to reduced printing time (s) values. The remaining control parameters (BT, NT, and RDA) do not significantly affect the printing time (s) response parameter, with RDA being the least important control parameter.
- For the part weight (g), ID is the most important control parameter (rank No. 1). The increase in ID increases the part weight (g). The rank No. 2 control parameter is ORA, with the increase in the control parameter decreasing the part weight (g). The remaining control parameters (PS, LT, RDA, NT, and BT) do not significantly affect the part weight (g) response parameter, with BT being the least important control parameter.
- For the compressive strength (MPa), ID (%) is the most critical parameter (rank No. 1), and then ORA (deg). The increase in ID leads to an increase in compressive strength (MPa). Higher compressive strength (MPa) strength values are achieved with low ORA and RDA values. The increase in LT (mm) decreases compressive strength (MPa). The remaining control parameters (PS, NT, and BT) do not significantly affect the compressive strength (MPa) response parameter, with PS being the least important control parameter.
- For the EPC (MJ), LT (mm) is the most critical parameter (rank No. 1), and then ID (%). Higher LT (mm) values decrease the EPC (MJ) values, while low ID (%) values achieve the same effect. The increase in ORA (deg) increases the EPC (MJ). For the RDA (deg) control parameter, the median values resulted in higher EPC (MJ) values. Higher PS (mm/s) values decrease the EPC (MJ). Lower BT (°C) values also decrease the EPC (MJ). Only the NT (°C) control parameter had no significant effect on this metric, and it was at the same time the least important control parameter for the EPC (MJ) response parameter.
3.3. Regression Analysis
- Weight (g): the F-value is 60.09 (>4), and the P-value is almost zero. The regression values are higher than 84.20%, indicating that model (8) is sufficient for the prediction of this specific metric.
- Printing time (s): the F-value is 47.63 (>4), and the P-value is almost zero. The regression values are higher than 80.70%, indicating that the model (9) is sufficient for the prediction of this specific metric.
- Compression strength (MPa): the F-value is 110.32 (>4), and the P-value is almost zero. The regression values are higher than 90.88%, indicating that the model (10) is sufficient for the prediction of this specific metric.
- Compression modulus of elasticity (MPa): the F-value is 111.95 (>4), and the P-value is almost zero. The regression values are higher than 91.00%, indicating that the model (11) is sufficient for the prediction of this specific metric.
- Compression toughness (MJ/m3): the F-value is 103.93 (>4), and the P-value is almost zero. The regression values are higher than 90.36%, indicating that the model (12) is sufficient for the prediction of this specific metric.
- EPC (MJ): the F-value is 61.28 (>4), and the P-value is almost zero. The regression values are higher than 84.47%, indicating that the model (13) is sufficient for the prediction of this specific metric.
- SPE (MJ/g): the F-value is 48.28 (>4), and the P-value is almost zero. The regression values are higher than 80.92%, indicating that the model (14) is sufficient for the prediction of this specific metric.
- SPP (kW/g): the F-value is 5.03 (>4), and the P-value is almost zero. The regression values are higher than 24.56% (15). These results are marginal, and the prediction model accuracy is expected to be low for this specific metric.
- Area2Nom (%): the F-value is 20.67 (>4), and the P-value is almost zero. The regression values are higher than 69.76% (16). These results are lower compared to the other metrics (except SPP). Although they are highly acceptable, these results indicate lower reliability in the prediction of the specific metric.
- Vol2Nom (%): the F-value is 18.00 (>4), and the P-value is almost zero. The regression values are higher than 66.52% (17). These results are lower compared to the other metrics (except SPP). Although they are highly acceptable, these results indicate lower reliability in the prediction of the specific metric.
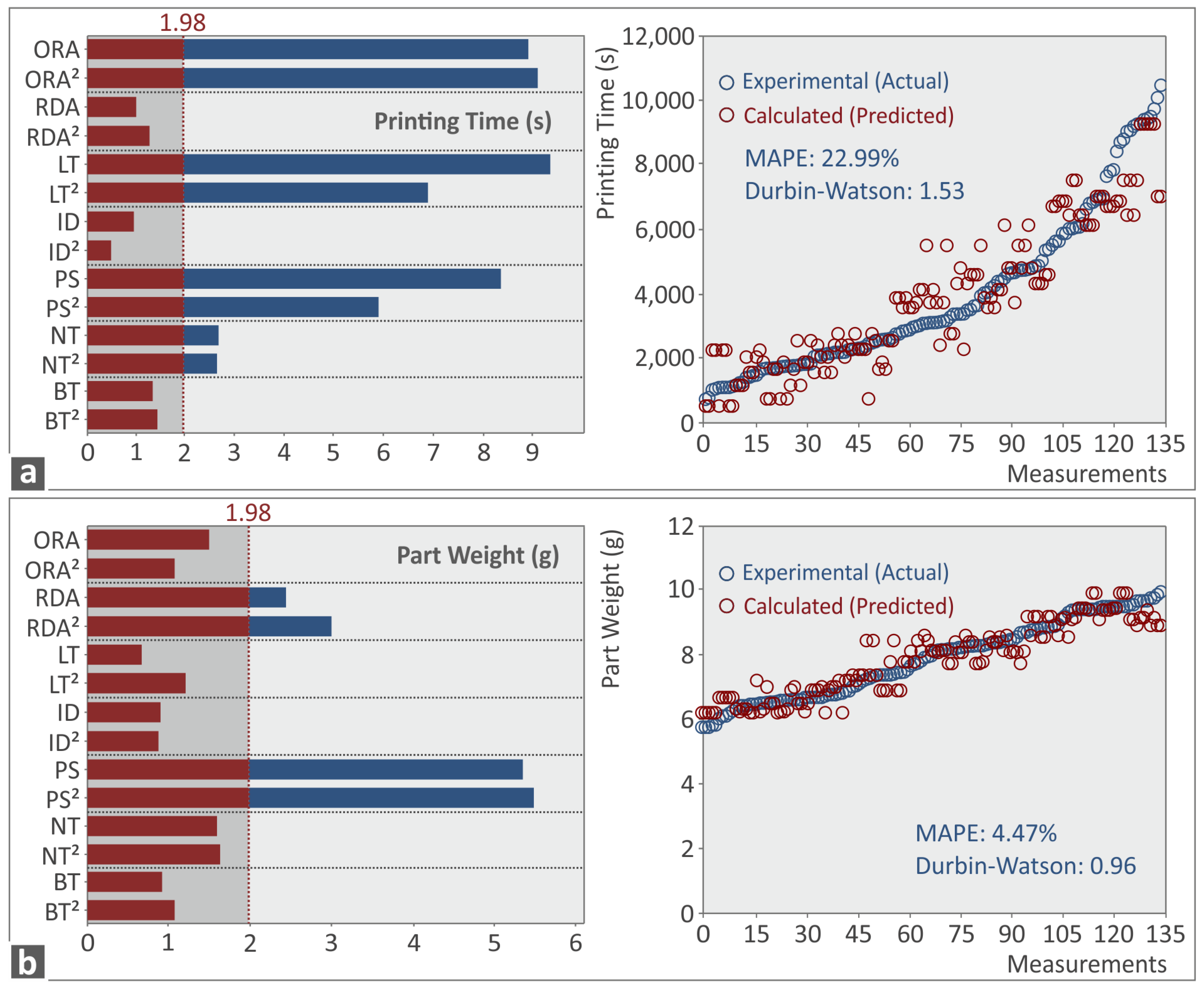
- Figure 11a (printing time—s): the statistically important parameters are ORA, ORA2, LT, LT2, PS, PS2, NT, and NT2. The MAPE is 22.99%, which is an acceptable result. The Durbin–Watson factor is 1.53, showing a positive autocorrelation of the prediction residuals.
- Figure 11b (part weight—g): the statistically important parameters are RDA, RDA2, PS, and PS2. The MAPE is 4.47%, which is a very acceptable result, verifying the reliability of the model. The Durbin–Watson factor is 0.96, showing a positive autocorrelation of the prediction residuals.
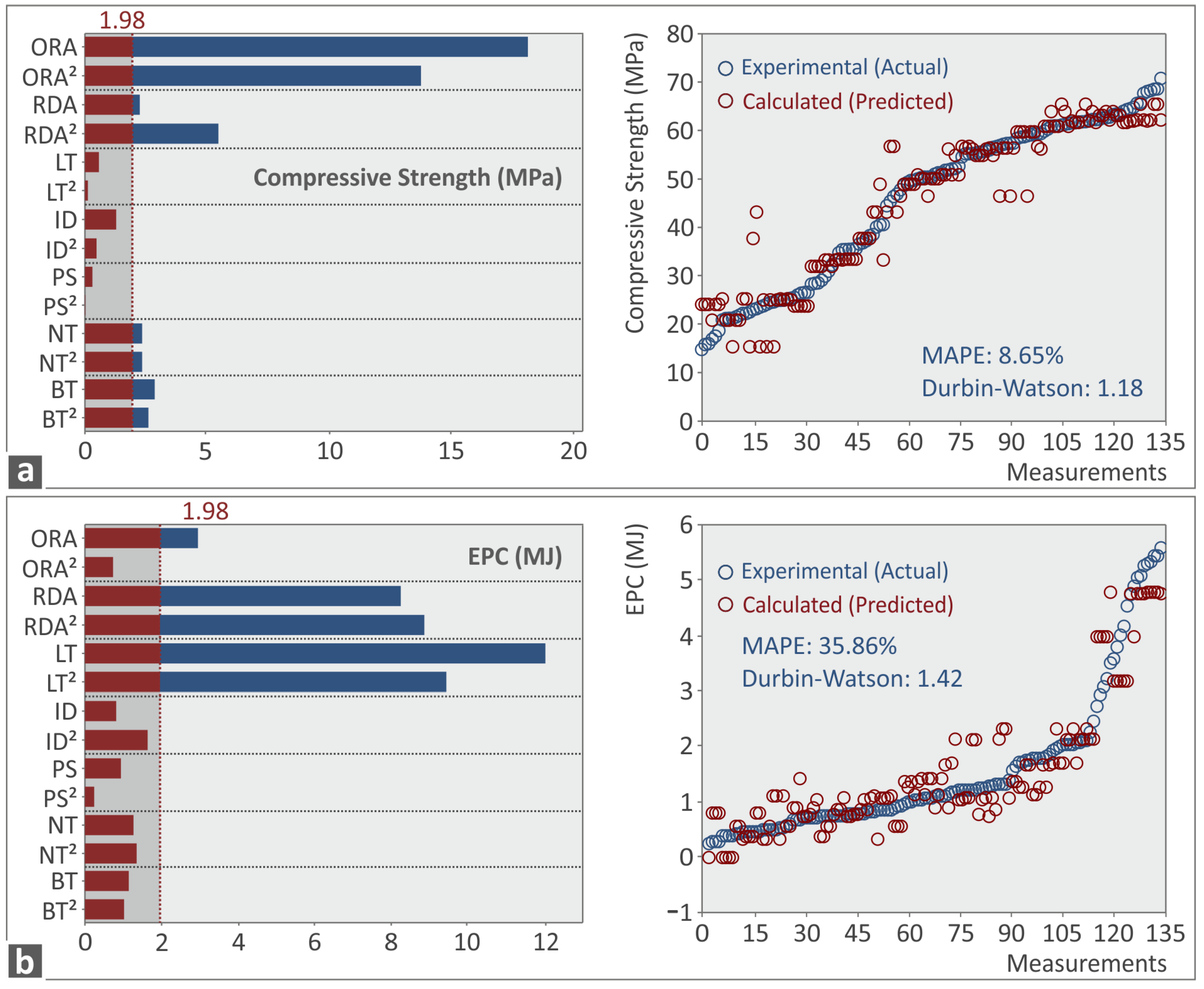
- Figure 12a (compressive strength—MPa): the statistically important parameters are ORA, ORA2, RDA2, NT, NT2, BT, and BT2. The MAPE is 8.65%, which is a very acceptable result, verifying the reliability of the model. The Durbin–Watson factor is 1.18, showing a positive autocorrelation of the prediction residuals.
- Figure 12b (EPC-MJ): statistically important parameters are ORA, RDA, RDA2, LT, and LT2. The MAPE is 35.86%, which is an acceptable result. The Durbin–Watson factor is 1.42, showing a positive autocorrelation of the prediction residuals.
3.4. Confirmation Experiments
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| 3DP | 3D Printing |
| ABS | Acrylonitrile Butadiene Styrene |
| AM | Additive Manufacturing |
| ANOVA | Analysis of Variances |
| BT | Bed Temperature |
| DF | Degrees of Freedom |
| DOE | Design of Experiment |
| DSC | Differential Scanning Calorimetry |
| E | Tensile Modulus of Elasticity |
| EPC | Energy Printing Consumption |
| FFF | Fused Filament Fabrication |
| ID | Infill Density |
| LT | Layer Thickness |
| MEP | Main Effect Plot |
| MEX | Material Extrusion |
| NT | Nozzle Temperature |
| ORA | Orientation Angle |
| PA | Polyamide |
| PC | Polycarbonate |
| PEEK | Polyether-ether-ketone |
| PLA | Polylactic Acid |
| PT | Printing Time |
| PS | Printing Speed |
| RDA | Raster Deposition Angle |
| QRM | Quadratic Regression Model |
| RQRM | Reduced Quadratic Regression Model |
| sB | Compression strength |
| SEM | Scanning Electron Microscopy |
| SPE | Specific Printing Energy |
| SPP | Specific Printing Power |
| Tg | Glass Transition Temperature |
| TGA | Thermogravimetric Analysis |
References
- Freitas, D.; Almeida, H.A.; Bártolo, H.; Bártolo, P.J. Sustainability in extrusion-based additive manufacturing technologies. Prog. Addit. Manuf. 2016, 1, 65–78. [Google Scholar] [CrossRef]
- Liu, Z.; Jiang, Q.; Zhang, Y.; Li, T.; Zhang, H.C. Sustainability of 3D printing: A critical review and recommendations. In Proceedings of the ASME 2016 11th International Manufacturing Science and Engineering Conference, Blacksburg, VI, USA, 27 June–1 July 2016; Volume 2, pp. 1–8. [Google Scholar] [CrossRef]
- Malik, A.; Ul Haq, M.I.; Raina, A.; Gupta, K. 3D printing towards implementing Industry 4.0: Sustainability aspects, barriers and challenges. Ind. Rob. 2022, 49, 491–511. [Google Scholar] [CrossRef]
- Jiang, J.; Fu, Y.F. A short survey of sustainable material extrusion additive manufacturing. Aust. J. Mech. Eng. 2020, 1–10. [Google Scholar] [CrossRef]
- Dey, A.; Eagle, I.N.R.; Yodo, N. A review on filament materials for fused filament fabrication. J. Manuf. Mater. Process. 2021, 5, 69. [Google Scholar] [CrossRef]
- Suárez, L.; Domínguez, M. Sustainability and environmental impact of fused deposition modelling (FDM) technologies. Int. J. Adv. Manuf. Technol. 2020, 106, 1267–1279. [Google Scholar] [CrossRef]
- Khosravani, M.R.; Reinicke, T. On the environmental impacts of 3D printing technology. Appl. Mater. Today 2020, 20, 100689. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. Sustainable composite fused deposition modelling filament using recycled pre-consumer polypropylene. Compos. Part B Eng. 2018, 135, 110–118. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Corcione, C.E. A Review of Polymer-Based Materials for Fused Filament Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Kumar, S.; Kazancoglu, Y.; Deniz, M.; Top, N.; Sahin, I. Optimizing fused deposition modelling parameters based on the design for additive manufacturing to enhance product sustainability. Comput. Ind. 2023, 145, 103833. [Google Scholar] [CrossRef]
- Ramesh, P.; Vinodh, S. Analysis of factors influencing energy consumption of material extrusion-based additive manufacturing using interpretive structural modelling. Rapid Prototyp. J. 2021, 27, 1363–1377. [Google Scholar] [CrossRef]
- Abeykoon, C.; McMillan, A.; Nguyen, B.K. Energy efficiency in extrusion-related polymer processing: A review of state of the art and potential efficiency improvements. Renew. Sustain. Energy Rev. 2021, 147, 111219. [Google Scholar] [CrossRef]
- Kim, K.; Noh, H.; Park, K.; Jeon, H.W.; Lim, S. Characterization of power demand and energy consumption for fused filament fabrication using CFR-PEEK. Rapid Prototyp. J. 2022, 28, 1394–1406. [Google Scholar] [CrossRef]
- Hassan, M.R.; Jeon, H.W.; Kim, G.; Park, K. The effects of infill patterns and infill percentages on energy consumption in fused filament fabrication using CFR-PEEK. Rapid Prototyp. J. 2021, 27, 1886–1899. [Google Scholar] [CrossRef]
- De Bernardez, L.; Campana, G.; Mele, M.; Sanguineti, J.; Sandre, C.; Mur, S.M. Effects of infill patterns on part performances and energy consumption in acrylonitrile butadiene styrene fused filament fabrication via industrial-grade machine. Prog. Addit. Manuf. 2022, 1–13. [Google Scholar] [CrossRef]
- El youbi El idrissi, M.A.; Laaouina, L.; Jeghal, A.; Tairi, H.; Zaki, M. Energy Consumption Prediction for Fused Deposition Modelling 3D Printing Using Machine Learning. Appl. Syst. Innov. 2022, 5, 86. [Google Scholar] [CrossRef]
- Vidakis, N.; Kechagias, J.D.; Petousis, M.; Vakouftsi, F.; Mountakis, N. The effects of FFF 3D printing parameters on energy consumption. Mater. Manuf. Process. 2022, 1–18. [Google Scholar] [CrossRef]
- Peng, T. Energy Modelling for FDM 3D Printing from a Life Cycle Perspective. Int. J. Manuf. Res. 2017, 11, 1. [Google Scholar] [CrossRef]
- Hassan, M.R.; Noh, H.; Park, K.; Jeon, H.W. Simulating energy consumption based on material addition rates for material extrusion of CFR-PEEK: A trade-off between energy costs and cycle time. Int. J. Adv. Manuf. Technol. 2022, 120, 4597–4616. [Google Scholar] [CrossRef]
- Tian, W.; Ma, J.; Alizadeh, M. Energy consumption optimization with geometric accuracy consideration for fused filament fabrication processes. Int. J. Adv. Manuf. Technol. 2019, 103, 3223–3233. [Google Scholar] [CrossRef]
- Kausar, A. A review of filled and pristine polycarbonate blends and their applications. J. Plast. Film Sheeting 2018, 34, 60–97. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, J.E.; Lee, H.B.; Park, J.; Lee, N.K.; Son, Y.; Park, S.H. 3D printing of bio-based polycarbonate and its potential applications in ecofriendly indoor manufacturing. Addit. Manuf. 2020, 31, 100974. [Google Scholar] [CrossRef]
- Reich, M.J.; Woern, A.L.; Tanikella, N.G.; Pearce, J.M. Mechanical properties and applications of recycled polycarbonate particle material extrusion-based additive manufacturing. Materials 2019, 12, 1642. [Google Scholar] [CrossRef] [PubMed]
- Mallakpour, S.; Hussain, C.M. Handbook of Consumer Nanoproducts. Handb. Consum. Nanoproducts 2022, 257–281. [Google Scholar] [CrossRef]
- Pedrosa, P.; Alves, E.; Barradas, N.P.; Fiedler, P.; Haueisen, J.; Vaz, F.; Fonseca, C. TiNx coated polycarbonate for bio-electrode applications. Corros. Sci. 2012, 56, 49–57. [Google Scholar] [CrossRef]
- Pande, S.; Chaudhary, A.; Patel, D.; Singh, B.P.; Mathur, R.B. Mechanical and electrical properties of multiwall carbon nanotube/polycarbonate composites for electrostatic discharge and electromagnetic interference shielding applications. RSC Adv. 2014, 4, 13839–13849. [Google Scholar] [CrossRef]
- dos Anjos, E.G.R.; Moura, N.K.; Antonelli, E.; Baldan, M.R.; Gomes, N.A.S.; Braga, N.F.; Santos, A.P.; Rezende, M.C.; Pessan, L.A.; Passador, F.R. Role of adding carbon nanotubes in the electric and electromagnetic shielding behaviors of three different types of graphene in hybrid nanocomposites. J. Thermoplast. Compos. Mater. 2022, 1–27. [Google Scholar] [CrossRef]
- Chen, F.; Bao, Y.; Zhang, J.; Yang, M.; Ruan, M.; Feng, W.; Jiang, Y.; Li, M.; Chen, Y. Comparative study on the mechanical and thermal properties of polycarbonate composites reinforced by KH570/SA/SDBS modified wollastonite fibers. Polym. Compos. 2022, 43, 8125–8135. [Google Scholar] [CrossRef]
- Wijerathne, D.; Gong, Y.; Afroj, S.; Karim, N.; Abeykoon, C. Mechanical and thermal properties of graphene nanoplatelets-reinforced recycled polycarbonate composites. Int. J. Light. Mater. Manuf. 2023, 6, 117–128. [Google Scholar] [CrossRef]
- Zhang, J.; Koubaa, A.; Xing, D.; Wang, H.; Tao, Y.; Wang, X.M.; Li, P. Fire Behavior and Failure Model of Multilayered Wood Flour/HDPE/Polycarbonate Composites with a Sandwich Structure. Polymers 2022, 14, 2833. [Google Scholar] [CrossRef]
- Blanco, I.; Cicala, G.; Ognibene, G.; Rapisarda, M.; Recca, A. Thermal properties of polyetherimide/polycarbonate blends for advanced applications. Polym. Degrad. Stab. 2018, 154, 234–238. [Google Scholar] [CrossRef]
- Kim, M.K.; Kim, H.I.; Nam, J.D.; Suhr, J. Polyamide-nylon 6 particulate polycarbonate composites with outstanding energy-absorbing properties. Polymer 2022, 254, 125082. [Google Scholar] [CrossRef]
- Costa, P.; Dios, J.R.; Cardoso, J.; Campo, J.J.; Tubio, C.R.; Gon alves, B.F.; Castro, N.; Lanceros-Méndez, S. Polycarbonate based multifunctional self-sensing 2D and 3D printed structures for aeronautic applications. Smart Mater. Struct. 2021, 30, 085032. [Google Scholar] [CrossRef]
- Alaboodi, A.S.; Sivasankaran, S. Experimental design and investigation on the mechanical behavior of novel 3D printed biocompatibility polycarbonate scaffolds for medical applications. J. Manuf. Process. 2018, 35, 479–491. [Google Scholar] [CrossRef]
- Gómez-Gras, G.; Abad, M.D.; Pérez, M.A. Mechanical performance of 3D-printed biocompatible polycarbonate for biomechanical applications. Polymers 2021, 13, 3669. [Google Scholar] [CrossRef] [PubMed]
- Tichy, A.; Simkova, M.; Schweiger, J.; Bradna, P.; Güth, J.-F. Release of Bisphenol A from Milled and 3D-Printed Dental Polycarbonate Materials. Materials 2021, 14, 5868. [Google Scholar] [CrossRef] [PubMed]
- Bahar, A.; Belhabib, S.; Guessasma, S.; Benmahiddine, F.; Hamami, A.E.; Belarbi, R. Mechanical and Thermal Properties of 3D Printed Polycarbonate. Energies 2022, 15, 3686. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Rohde, S.; Cantrell, J.; Jerez, A.; Kroese, C.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Steinbach, D.; et al. Experimental Characterization of the Shear Properties of 3D–Printed ABS and Polycarbonate Parts. Exp. Mech. 2018, 58, 871–884. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. A comprehensive investigation of the 3D printing parameters’ effects on the mechanical response of polycarbonate in fused filament fabrication. Prog. Addit. Manuf. 2022, 7, 713–722. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Kechagias, J.D. Parameter effects and process modelling of Polyamide 12 3D-printed parts strength and toughness. Mater. Manuf. Process. 2022, 37, 1358–1369. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M. Parameter effects and process modeling of FFF-TPU mechanical response. Mater. Manuf. Process. 2021, 1–11. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Petousis, M.; Mountakis, N. A multi-parametric process evaluation of the mechanical response of PLA in FFF 3D printing. Mater. Manuf. Process. 2022, 1–13. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Maravelakis, E.; Zaoutsos, S.; Kechagias, J.D. Mechanical response assessment of antibacterial PA12/TiO2 3D printed parts: Parameters optimization through artificial neural networks modeling. Int. J. Adv. Manuf. Technol. 2022, 121, 785–803. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Korlos, A.; Velidakis, E.; Mountakis, N.; Charou, C.; Myftari, A. Strain Rate Sensitivity of Polycarbonate and Thermoplastic Polyurethane for Various 3D Printing Temperatures and Layer Heights. Polymers 2021, 13, 2752. [Google Scholar] [CrossRef]
- Vries, H.D.; Engelen, R.; Janssen, E. Impact Strength of 3d-Printed Polycarbonate. Facta Univ. Ser. Electron. Energetics 2020, 33, 105–117. [Google Scholar] [CrossRef]
- Maurya, N.K.; Rastogi, V.; Singh, P. Investigation of dimensional accuracy and international tolerance grades of 3D printed polycarbonate parts. Mater. Today Proc. 2019, 25, 537–543. [Google Scholar] [CrossRef]
- Gupta, A.; Fidan, I.; Hasanov, S.; Nasirov, A. Processing, mechanical characterization, and micrography of 3D-printed short carbon fiber reinforced polycarbonate polymer matrix composite material. Int. J. Adv. Manuf. Technol. 2020, 107, 3185–3205. [Google Scholar] [CrossRef]
- Jahangir, M.N.; Billah, K.M.M.; Lin, Y.; Roberson, D.A.; Wicker, R.B.; Espalin, D. Reinforcement of material extrusion 3D printed polycarbonate using continuous carbon fiber. Addit. Manuf. 2019, 28, 354–364. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Grammatikos, S.; Papadakis, V.; Korlos, A.; Mountakis, N. High Performance Polycarbonate Nanocomposites Mechanically Boosted with Titanium Carbide in Material Extrusion Additive Manufacturing. Nanomaterials 2022, 12, 1068. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mangelis, P.; Maravelakis, E.; Mountakis, N.; Papadakis, V.; Neonaki, M.; Thomadaki, G. Thermomechanical Response of Polycarbonate/Aluminum Nitride Nanocomposites in Material Extrusion Additive Manufacturing. Materials 2022, 15, 8806. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Grammatikos, S.; Papadakis, V.; Kechagias, J.D.; Das, S.C. On the thermal and mechanical performance of Polycarbonate/Titanium Nitride nanocomposites in Material Extrusion Additive Manufacturing. Compos. Part C Open Access 2022, 8, 100291. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Grammatikos, S.; Papadakis, V.; David, C.N.; Moutsopoulou, A.; Das, S.C. Silicon Carbide Nanoparticles as a Mechanical Boosting Agent in Material Extrusion 3D-Printed Polycarbonate. Polymers 2022, 14, 3492. [Google Scholar] [CrossRef]
- Kodali, D.; Umerah, C.O.; Idrees, M.O.; Jeelani, S.; Rangari, V.K. Fabrication and characterization of polycarbonate-silica filaments for 3D printing applications. J. Compos. Mater. 2021, 55, 4575–4584. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Spiridaki, M.; Kechagias, J. Mechanical Performance of Fused Filament Fabricated and 3D-Printed Polycarbonate Polymer and Polycarbonate/Cellulose Nanofiber Nanocomposites. Fibers 2021, 9, 74. [Google Scholar] [CrossRef]
- Verma, N.; Aiswarya, S.; Banerjee, S.S. Development of material extrusion 3D printable ABS/PC polymer blends: Influence of styrene–isoprene–styrene copolymer on printability and mechanical properties. Polym. Technol. Mater. 2022, 1–14. [Google Scholar] [CrossRef]
- Kumar, P.; Gupta, P.; Singh, I. Performance Analysis of Acrylonitrile–Butadiene–Styrene–Polycarbonate Polymer Blend Filament for Fused Deposition Modeling Printing Using Hybrid Artificial Intelligence Algorithms. J. Mater. Eng. Perform. 2022, 1–14. [Google Scholar] [CrossRef]
- Yap, Y.L.; Toh, W.; Koneru, R.; Lin, K.; Yeoh, K.M.; Lim, C.M.; Lee, J.S.; Plemping, N.A.; Lin, R.; Ng, T.Y.; et al. A non-destructive experimental-cum-numerical methodology for the characterization of 3D-printed materials—Polycarbonate-acrylonitrile butadiene styrene (PC-ABS). Mech. Mater. 2019, 132, 121–133. [Google Scholar] [CrossRef]
- Kumar, M.; Ramakrishnan, R.; Omarbekova, A. 3D printed polycarbonate reinforced acrylonitrile–butadiene–styrene composites: Composition effects on mechanical properties, micro-structure and void formation study. J. Mech. Sci. Technol. 2019, 33, 5219–5226. [Google Scholar] [CrossRef]
- Sumalatha, M.; Rao, J.N.M.; Reddy, B.S. Optimization Of Process Parameters In 3d Printing-Fused Deposition Modeling Using Taguchi Method. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1112, 012009. [Google Scholar] [CrossRef]
- Salokhe, O.A.; Shaikh, A.M. Study of Fused Deposition Modeling Process Parameters for Polycarbonate/Acrylonitrile Butadiene Styrene Blend Material using Taguchi Method. Int. Res. J. Eng. Technol. 2019, 4244–4249. [Google Scholar]
- Domingo-Espin, M.; Borros, S.; Agullo, N.; Garcia-Granada, A.A.; Reyes, G. Influence of Building Parameters on the Dynamic Mechanical Properties of Polycarbonate Fused Deposition Modeling Parts. 3D Print. Addit. Manuf. 2014, 1, 70–77. [Google Scholar] [CrossRef]
- Domingo-Espin, M.; Puigoriol-Forcada, J.M.; Garcia-Granada, A.-A.; Llumà, J.; Borros, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling Polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Mountakis, N.; Kechagias, J.D. Optimization of Friction Stir Welding Parameters in Hybrid Additive Manufacturing: Weldability of 3D-Printed Poly (methyl methacrylate) Plates. J. Manuf. Mater. Process. 2022, 6, 77. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Ninikas, K.; Petousis, M.; Vaxevanidis, N.M. Hybrid 3D printing of multifunctional polylactic acid/carbon black nanocomposites made with material extrusion and post-processed with CO2 laser cutting. Int. J. Adv. Manuf. Technol. 2022, 124, 1843–1861. [Google Scholar] [CrossRef]
- Blumenthal, W.R. Influence of Temperature and Strain Rate on the Compressive Behavior of PMMA and Polycarbonate Polymers. Int. J. Solids Struct. 2003, 665, 665–668. [Google Scholar] [CrossRef]
- Li, S.; Liu, Z.; Shim, V.P.W.; Guo, Y.; Sun, Z.; Li, X.; Wang, Z. In-plane compression of 3D-printed self-similar hierarchical honeycombs–Static and dynamic analysis. Thin-Walled Struct. 2020, 157, 106990. [Google Scholar] [CrossRef]
- Ramírez-Revilla, S.; Camacho-Valencia, D.; Gonzales-Condori, E.G.; Márquez, G. Evaluation and comparison of the degradability and compressive and tensile properties of 3D printing polymeric materials: PLA, PETG, PC, and ASA. MRS Commun. 2022, 1–8. [Google Scholar] [CrossRef]
- Siviour, C.R.; Walley, S.M.; Proud, W.G.; Field, J.E. The high strain rate compressive behaviour of polycarbonate and polyvinylidene difluoride. Polymer 2005, 46, 12546–12555. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Vairis, A.; Savvakis, K.; Maniadi, A. On the compressive behavior of an FDM Steward Platform part. J. Comput. Des. Eng. 2017, 4, 339–346. [Google Scholar] [CrossRef]
- Phadke, M.S. Quality Engineering Using Robust Design, 1st ed.; Prentice Hall PTR: Hillsdale, NJ, USA, 1995; ISBN 0137451679. [Google Scholar]
- Capote, G.A.M.; Rudolph, N.M.; Osswald, P.V.; Osswald, T.A. Failure surface development for ABS fused filament fabrication parts. Addit. Manuf. 2019, 28, 169–175. [Google Scholar] [CrossRef]
- Mustafa, A.; Aloyaydi, B.; Subbarayan, S.; Al-Mufadi, F.A. Mechanical properties enhancement in composite material structures of poly-lactic acid/epoxy/milled glass fibers prepared by fused filament fabrication and solution casting. Polym. Compos. 2021, 42, 6847–6866. [Google Scholar] [CrossRef]
- Daniel, I.M. Failure mechanisms in thick composites under compressive loading. Compos. Part B Eng. 1996, 27, 543–552. [Google Scholar] [CrossRef]
- Sun, Q.; Guo, H.; Zhou, G.; Meng, Z.; Chen, Z. Experimental and computational analysis of failure mechanisms in unidirectional carbon fi ber reinforced polymer laminates under longitudinal compression loading. Compos. Struct. 2018, 203, 335–348. [Google Scholar] [CrossRef]
- Lemanski, S.L.; Wang, J.; Sutcliffe, M.P.F.; Potter, K.D.; Wisnom, M.R. Composites: Part A Modelling failure of composite specimens with defects under compression loading. Compos. Part A 2013, 48, 26–36. [Google Scholar] [CrossRef] [Green Version]
- Swamidass, P.M. (Ed.) MAPE (Mean Absolute Percentage Error)Mean Absolute Percentage Error (Mape) BT-Encyclopedia of Production and Manufacturing Management; Springer: Boston, MA, USA, 2000; p. 462. ISBN 978-1-4020-0612-8. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | ORA | RDA | LT | ID | PS | NT | BT |
|---|---|---|---|---|---|---|---|
| 1 | 0 | 0 | 0.1 | 60 | 20 | 260 | 80 |
| 2 | 0 | 0 | 0.1 | 60 | 40 | 280 | 100 |
| 3 | 0 | 0 | 0.1 | 60 | 60 | 300 | 120 |
| 4 | 0 | 45 | 0.2 | 80 | 20 | 260 | 80 |
| 5 | 0 | 45 | 0.2 | 80 | 40 | 280 | 100 |
| 6 | 0 | 45 | 0.2 | 80 | 60 | 300 | 120 |
| 7 | 0 | 90 | 0.3 | 100 | 20 | 260 | 80 |
| 8 | 0 | 90 | 0.3 | 100 | 40 | 280 | 100 |
| 9 | 0 | 90 | 0.3 | 100 | 60 | 300 | 120 |
| 10 | 45 | 0 | 0.2 | 100 | 20 | 280 | 120 |
| 11 | 45 | 0 | 0.2 | 100 | 40 | 300 | 80 |
| 12 | 45 | 0 | 0.2 | 100 | 60 | 260 | 100 |
| 13 | 45 | 45 | 0.3 | 60 | 20 | 280 | 120 |
| 14 | 45 | 45 | 0.3 | 60 | 40 | 300 | 80 |
| 15 | 45 | 45 | 0.3 | 60 | 60 | 260 | 100 |
| 16 | 45 | 90 | 0.1 | 80 | 20 | 280 | 120 |
| 17 | 45 | 90 | 0.1 | 80 | 40 | 300 | 80 |
| 18 | 45 | 90 | 0.1 | 80 | 60 | 260 | 100 |
| 19 | 90 | 0 | 0.3 | 80 | 20 | 300 | 100 |
| 20 | 90 | 0 | 0.3 | 80 | 40 | 260 | 120 |
| 21 | 90 | 0 | 0.3 | 80 | 60 | 280 | 80 |
| 22 | 90 | 45 | 0.1 | 100 | 20 | 300 | 100 |
| 23 | 90 | 45 | 0.1 | 100 | 40 | 260 | 120 |
| 24 | 90 | 45 | 0.1 | 100 | 60 | 280 | 80 |
| 25 | 90 | 90 | 0.2 | 60 | 20 | 300 | 100 |
| 26 | 90 | 90 | 0.2 | 60 | 40 | 260 | 120 |
| 27 | 90 | 90 | 0.2 | 60 | 60 | 280 | 80 |
| Run | Weight (g) | Printing Time (s) | sB [MPa] | E [MPa] | Toughness [MJ/m3] |
|---|---|---|---|---|---|
| 1 | 6.83 ± 0.21 | 7318.80 ± 1656.75 | 47.65 ± 3.96 | 1062.93 ± 71.46 | 4.27 ± 0.14 |
| 2 | 8.33 ± 0.21 | 4326.00 ± 973.56 | 50.72 ± 0.44 | 1132.37 ± 13.40 | 4.66 ± 0.13 |
| 3 | 6.70 ± 0.06 | 3340.20 ± 721.74 | 51.63 ± 1.00 | 1118.10 ± 26.88 | 5.22 ± 0.49 |
| 4 | 8.33 ± 0.18 | 3621.80 ± 722.55 | 58.88 ± 0.38 | 1191.34 ± 12.06 | 7.75 ± 0.16 |
| 5 | 8.46 ± 0.41 | 2557.00 ± 474.86 | 60.77 ± 0.61 | 1196.78 ± 17.21 | 7.93 ± 0.13 |
| 6 | 7.68 ± 0.36 | 1868.20 ± 367.67 | 62.84 ± 1.26 | 1155.62 ± 45.74 | 8.15 ± 0.37 |
| 7 | 9.52 ± 0.10 | 3431.20 ± 705.09 | 64.28 ± 2.57 | 1143.33 ± 38.62 | 9.15 ± 0.39 |
| 8 | 9.47 ± 0.04 | 1953.00 ± 369.39 | 62.77 ± 0.70 | 1166.96 ± 54.74 | 8.72 ± 0.13 |
| 9 | 9.42 ± 0.18 | 1475.00 ± 309.73 | 62.14 ± 0.97 | 1177.49 ± 13.82 | 8.45 ± 0.27 |
| 10 | 9.55 ± 0.23 | 6906.20 ± 1201.23 | 55.84 ± 2.71 | 886.82 ± 95.62 | 8.34 ± 0.43 |
| 11 | 9.45 ± 0.05 | 4348.00 ± 815.67 | 55.10 ± 1.66 | 825.61 ± 70.70 | 7.94 ± 1.63 |
| 12 | 8.81 ± 0.07 | 3422.00 ± 691.65 | 56.68 ± 0.98 | 887.99 ± 36.12 | 8.95 ± 0.14 |
| 13 | 5.80 ± 0.04 | 4458.00 ± 595.64 | 24.75 ± 0.59 | 410.29 ± 30.55 | 3.76 ± 0.09 |
| 14 | 6.61 ± 0.06 | 2399.00 ± 429.45 | 26.26 ± 0.44 | 437.88 ± 39.41 | 4.16 ± 0.10 |
| 15 | 6.57 ± 0.09 | 2095.20 ± 466.22 | 23.14 ± 1.89 | 475.80 ± 34.23 | 3.37 ± 0.62 |
| 16 | 8.15 ± 0.44 | 9484.00 ± 170.21 | 34.03 ± 4.25 | 523.85 ± 91.06 | 4.85 ± 0.89 |
| 17 | 8.30 ± 0.08 | 6921.00 ± 1519.48 | 29.35 ± 1.67 | 556.02 ± 81.62 | 4.22 ± 0.05 |
| 18 | 8.21 ± 0.17 | 5927.80 ± 1173.14 | 35.40 ± 0.34 | 693.81 ± 38.12 | 5.17 ± 0.23 |
| 19 | 7.41 ± 0.04 | 2745.60 ± 559.16 | 54.33 ± 4.88 | 1142.79 ± 23.90 | 3.65 ± 0.63 |
| 20 | 7.20 ± 0.13 | 1202.00 ± 238.05 | 38.68 ± 9.24 | 954.44 ± 122.89 | 3.54 ± 1.45 |
| 21 | 6.68 ± 0.10 | 1893.00 ± 331.64 | 34.44 ± 6.39 | 873.71 ± 111.67 | 2.92 ± 0.89 |
| 22 | 7.54 ± 0.30 | 7859.00 ± 1649.02 | 65.23 ± 3.56 | 1138.30 ± 99.48 | 9.38 ± 0.25 |
| 23 | 9.63 ± 0.43 | 8291.80 ± 1830.20 | 67.08 ± 3.00 | 1107.30 ± 53.79 | 9.06 ± 0.69 |
| 24 | 8.75 ± 0.40 | 3954.00 ± 802.05 | 52.23 ± 6.07 | 817.24 ± 157.84 | 7.00 ± 0.82 |
| 25 | 6.62 ± 0.16 | 2300.80 ± 432.62 | 16.59 ± 1.55 | 331.94 ± 20.63 | 2.29 ± 0.15 |
| 26 | 6.15 ± 0.09 | 1891.80 ± 387.23 | 20.57 ± 2.06 | 376.71 ± 15.25 | 2.53 ± 0.14 |
| 27 | 6.47 ± 0.10 | 996.00 ± 193.81 | 23.25 ± 1.34 | 435.20 ± 127.42 | 3.20 ± 0.22 |
| Run | EPC (MJ) | SPE (MJ/g) | SPP (kW/g) | Area 2 Nom [%] | Volume 2 Nom [%] |
|---|---|---|---|---|---|
| 1 | 1.627 ± 0.309 | 0.238 ± 0.045 | 0.035 ± 0.012 | 71.32 ± 0.74 | 68.18 ± 0.68 |
| 2 | 1.822 ± 0.378 | 0.220 ± 0.049 | 0.052 ± 0.012 | 96.98 ± 0.47 | 96.45 ± 0.55 |
| 3 | 1.217 ± 0.337 | 0.182 ± 0.051 | 0.056 ± 0.019 | 101.09 ± 0.18 | 100.35 ± 0.29 |
| 4 | 1.008 ± 0.265 | 0.121 ± 0.033 | 0.035 ± 0.013 | 99.57 ± 0.23 | 99.48 ± 0.39 |
| 5 | 0.929 ± 0.246 | 0.110 ± 0.027 | 0.044 ± 0.013 | 102.18 ± 0.49 | 100.43 ± 0.64 |
| 6 | 0.828 ± 0.244 | 0.108 ± 0.033 | 0.062 ± 0.031 | 99.45 ± 0.29 | 97.80 ± 0.25 |
| 7 | 0.857 ± 0.247 | 0.090 ± 0.026 | 0.027 ± 0.010 | 103.24 ± 0.46 | 101.01 ± 0.64 |
| 8 | 0.835 ± 0.241 | 0.088 ± 0.026 | 0.047 ± 0.017 | 98.37 ± 0.75 | 96.71 ± 0.77 |
| 9 | 0.540 ± 0.167 | 0.057 ± 0.018 | 0.040 ± 0.013 | 104.14 ± 0.67 | 103.21 ± 0.62 |
| 10 | 1.692 ± 0.460 | 0.177 ± 0.047 | 0.027 ± 0.011 | 97.65 ± 0.44 | 97.34 ± 0.55 |
| 11 | 1.116 ± 0.223 | 0.118 ± 0.023 | 0.027 ± 0.005 | 99.64 ± 0.49 | 98.99 ± 0.53 |
| 12 | 1.584 ± 0.345 | 0.180 ± 0.039 | 0.053 ± 0.012 | 98.33 ± 0.36 | 98.20 ± 0.42 |
| 13 | 0.965 ± 0.179 | 0.166 ± 0.031 | 0.037 ± 0.002 | 96.78 ± 0.55 | 96.67 ± 0.58 |
| 14 | 0.547 ± 0.158 | 0.083 ± 0.024 | 0.036 ± 0.012 | 97.90 ± 1.22 | 98.21 ± 1.27 |
| 15 | 0.756 ± 0.182 | 0.115 ± 0.027 | 0.057 ± 0.019 | 100.54 ± 1.27 | 100.36 ± 1.27 |
| 16 | 4.003 ± 0.366 | 0.494 ± 0.070 | 0.052 ± 0.007 | 99.19 ± 1.23 | 98.59 ± 1.21 |
| 17 | 1.842 ± 0.580 | 0.222 ± 0.072 | 0.034 ± 0.014 | 98.21 ± 0.67 | 98.31 ± 0.68 |
| 18 | 1.728 ± 0.398 | 0.210 ± 0.048 | 0.038 ± 0.015 | 101.52 ± 0.90 | 101.16 ± 0.82 |
| 19 | 1.332 ± 0.395 | 0.180 ± 0.053 | 0.069 ± 0.029 | 99.42 ± 0.23 | 99.24 ± 0.32 |
| 20 | 0.612 ± 0.182 | 0.085 ± 0.025 | 0.074 ± 0.028 | 98.52 ± 0.62 | 97.94 ± 0.53 |
| 21 | 0.540 ± 0.163 | 0.081 ± 0.026 | 0.044 ± 0.018 | 91.13 ± 0.34 | 90.63 ± 0.35 |
| 22 | 4.997 ± 0.844 | 0.663 ± 0.112 | 0.086 ± 0.014 | 98.01 ± 0.51 | 97.49 ± 0.49 |
| 23 | 5.136 ± 0.312 | 0.535 ± 0.056 | 0.068 ± 0.019 | 103.09 ± 0.61 | 103.16 ± 0.59 |
| 24 | 3.353 ± 0.874 | 0.383 ± 0.098 | 0.101 ± 0.032 | 97.73 ± 0.62 | 97.48 ± 0.71 |
| 25 | 0.324 ± 0.099 | 0.049 ± 0.016 | 0.022 ± 0.009 | 97.54 ± 0.20 | 97.10 ± 0.18 |
| 26 | 0.828 ± 0.223 | 0.134 ± 0.035 | 0.075 ± 0.033 | 97.22 ± 0.72 | 96.84 ± 0.79 |
| 27 | 0.331 ± 0.064 | 0.051 ± 0.010 | 0.054 ± 0.018 | 100.79 ± 0.49 | 100.58 ± 0.48 |
| Metrics | Compressive Strength (MPa) | EPC (MJ) | ||
|---|---|---|---|---|
| Control Parameters | Synergistic | Antagonistic | Synergistic | Antagonistic |
| ORA | PS, NT, and BT | RDA, LT, and ID | PS, NT, and BT | RDA, LT, and ID |
| RDA | PS, NT, and BT | LT, ID, and ORA | PS, NT, and BT | LT, ID, and ORA |
| LT | PS, NT, and BT | ID, RDA, and ORA | PS, NT, and BT | ID, RDA, and ORA |
| ID | PS, NT, and BT | LT, RDA, and ORA | PS, NT, LT, and BT | RDA and ORA |
| PS | ID, LT, RDA, and ORA | NT and BT | ID, LT, RDA, and ORA | NT and BT |
| NT | ID, LT, RDA, and ORA | PS and BT | ID, LT, RDA, and ORA | PS and BT |
| Run | ORA | RDA | LT | ID | PS | NT | BT |
|---|---|---|---|---|---|---|---|
| 28 | 0 | 20.9 | 0.1 | 100 | 20 | 300 | 106.3 |
| 29 | 0 | 90 | 0.26 | 60 | 60 | 300 | 80 |
| Run | Weight (g) | Printing Time (s) | sB [MPa] | E [MPa] | Toughness [MJ/m3] |
|---|---|---|---|---|---|
| 28 | 9.52 ± 0.11 | 10,854.60 ± 497.50 | 80.72 ± 2.04 | 1369.03 ± 46.07 | 10.23 ± 0.60 |
| 29 | 7.27 ± 0.24 | 1158.00 ± 144.19 | 42.46 ± 1.06 | 1068.52 ± 41.69 | 4.73 ± 0.10 |
| Run | EPC (MJ) | SPE (MJ/g) | SPP (kW/g) | Area 2 Nom [%] | Volume 2 Nom [%] |
|---|---|---|---|---|---|
| 28 | 4.032 ± 0.405 | 0.423 ± 0.038 | 0.039 ± 0.002 | 91.55 ± 0.56 | 91.09 ± 0.70 |
| 29 | 0.518 ± 0.075 | 0.071 ± 0.010 | 0.062 ± 0.010 | 106.99 ± 0.51 | 87.90 ± 0.49 |
| Run | 28 | 29 | |
|---|---|---|---|
| Actual | sB (MPa) | 80.72 | 42.46 |
| EPC (MJ) | 4.03 | 0.52 | |
| Predicted | sB (MPa) | 85.26 | 34.80 |
| EPC (MJ) | 3.69 | Vague | |
| Absolute Error | sB (%) | 5.62 | 18.03 |
| EPC (%) | 8.52 | Vague |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vidakis, N.; Petousis, M.; David, C.N.; Sagris, D.; Mountakis, N.; Karapidakis, E. Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design. J. Manuf. Mater. Process. 2023, 7, 38. https://doi.org/10.3390/jmmp7010038
Vidakis N, Petousis M, David CN, Sagris D, Mountakis N, Karapidakis E. Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design. Journal of Manufacturing and Materials Processing. 2023; 7(1):38. https://doi.org/10.3390/jmmp7010038
Chicago/Turabian StyleVidakis, Nectarios, Markos Petousis, Constantine N. David, Dimitrios Sagris, Nikolaos Mountakis, and Emmanuel Karapidakis. 2023. "Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design" Journal of Manufacturing and Materials Processing 7, no. 1: 38. https://doi.org/10.3390/jmmp7010038
APA StyleVidakis, N., Petousis, M., David, C. N., Sagris, D., Mountakis, N., & Karapidakis, E. (2023). Mechanical Performance over Energy Expenditure in MEX 3D Printing of Polycarbonate: A Multiparametric Optimization with the Aid of Robust Experimental Design. Journal of Manufacturing and Materials Processing, 7(1), 38. https://doi.org/10.3390/jmmp7010038