
Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning


Abstract
:1. Introduction
2. Influence of the Cutting-Edge Radius
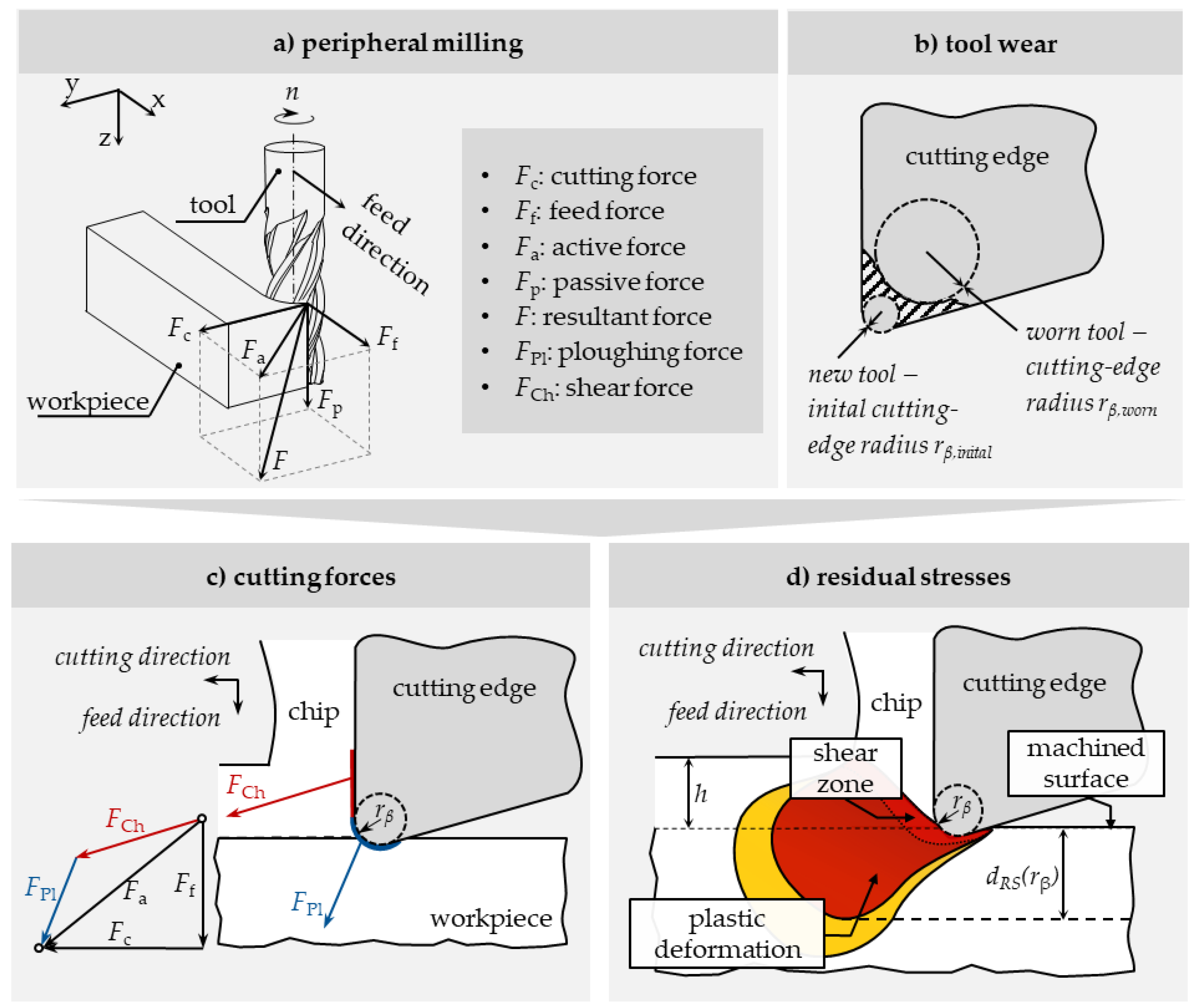
2.1. Residual Stresses
2.2. Process Forces
- the measured process forces,
- the process parameters, and
- the measured cutting-edge radius.
3. Experiments and Procedures
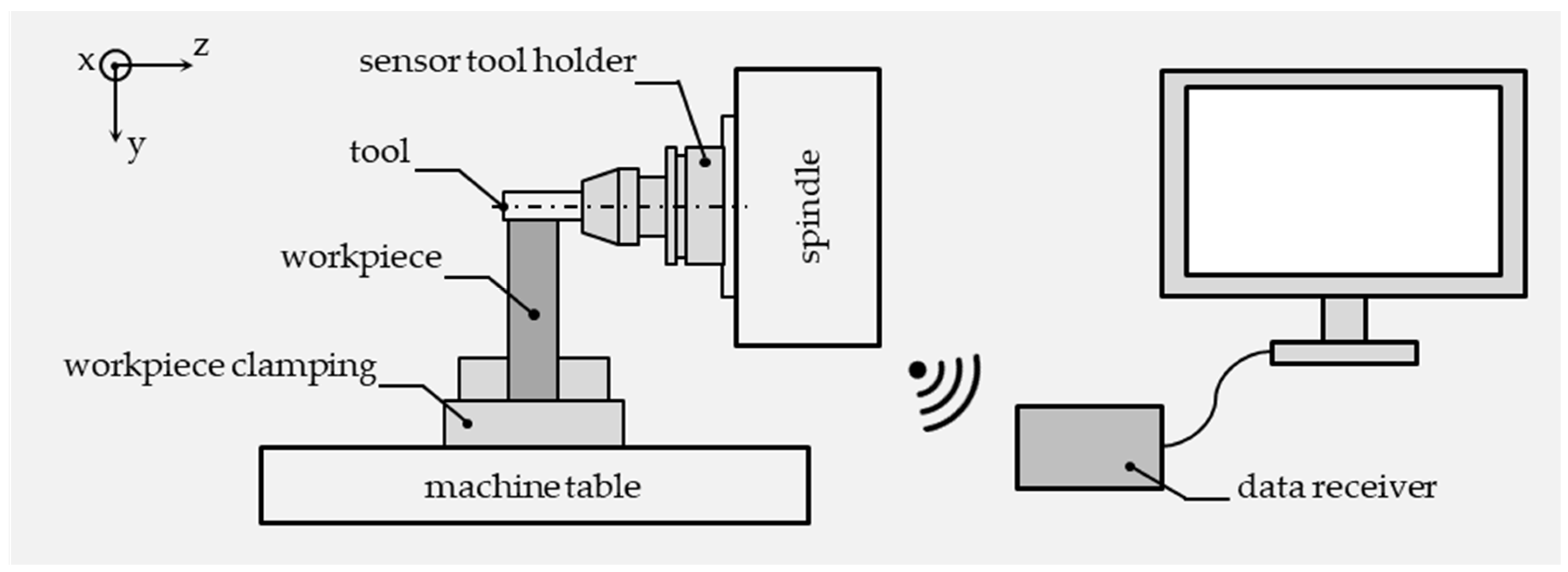
3.1. Force Measurement
3.2. Process Parameters
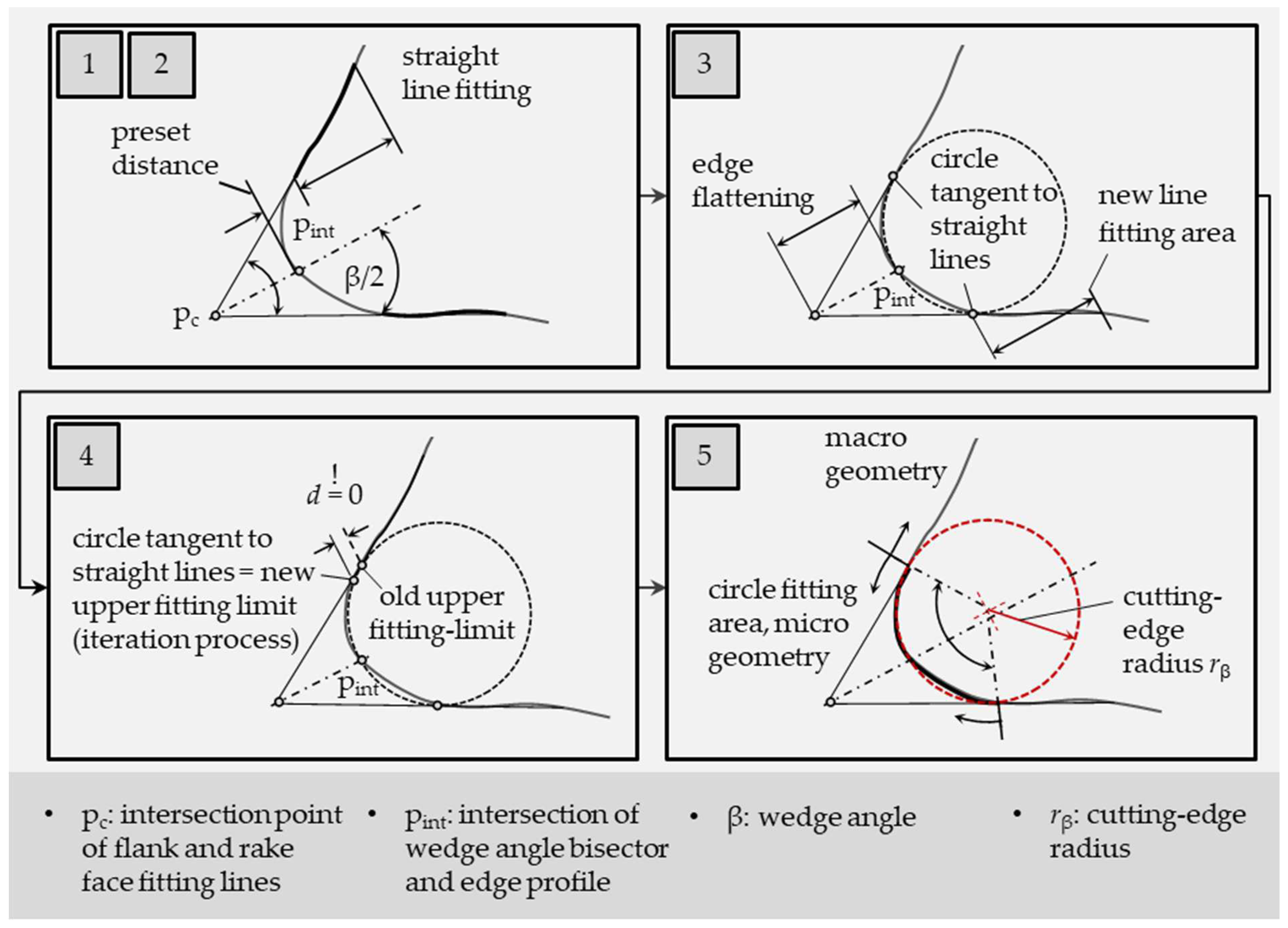
3.3. Measurement of the Cutting-Edge Radius
3.4. Residual Stress Measurement
4. Experimental Results
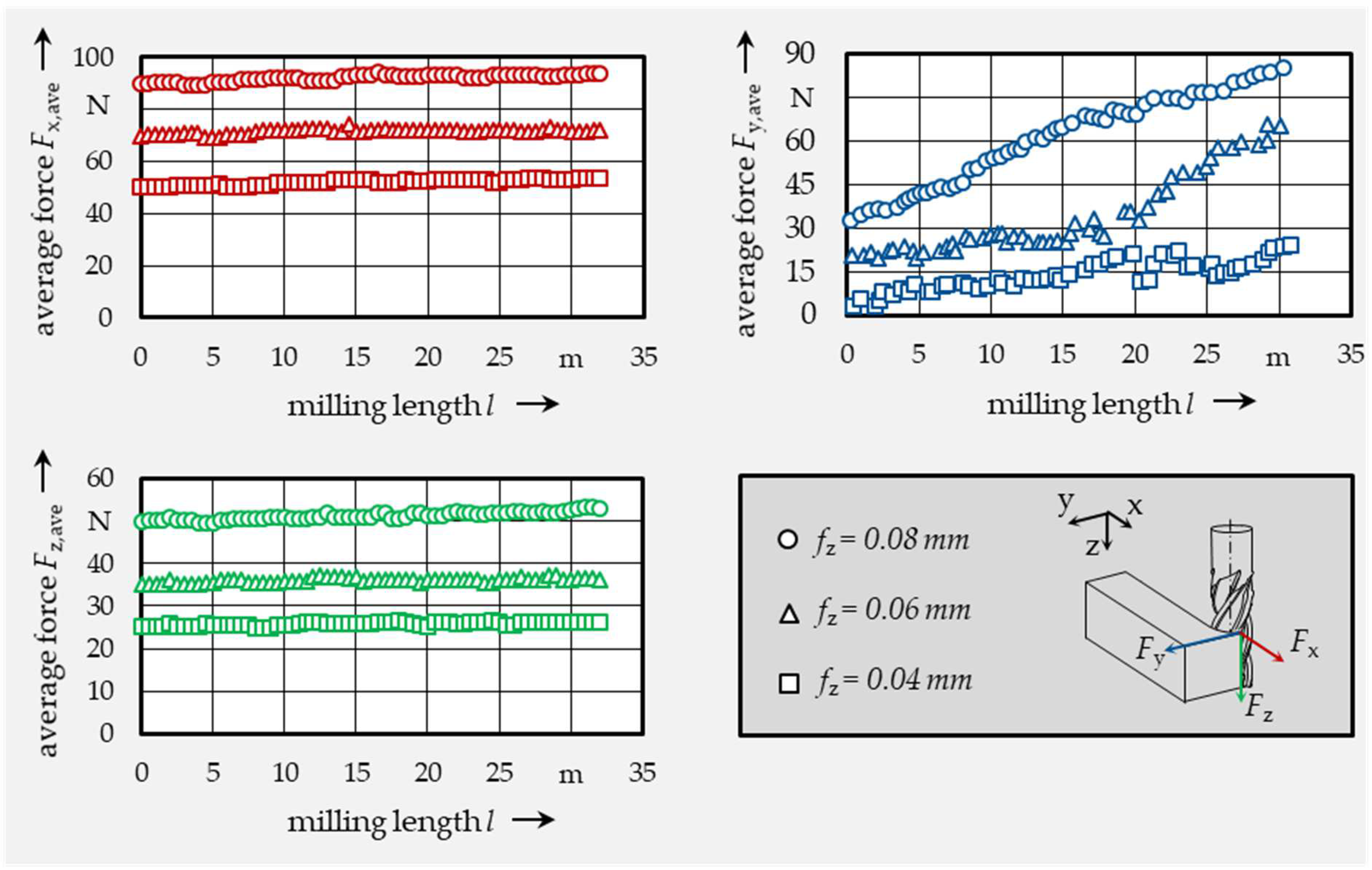
4.1. Force Behavior
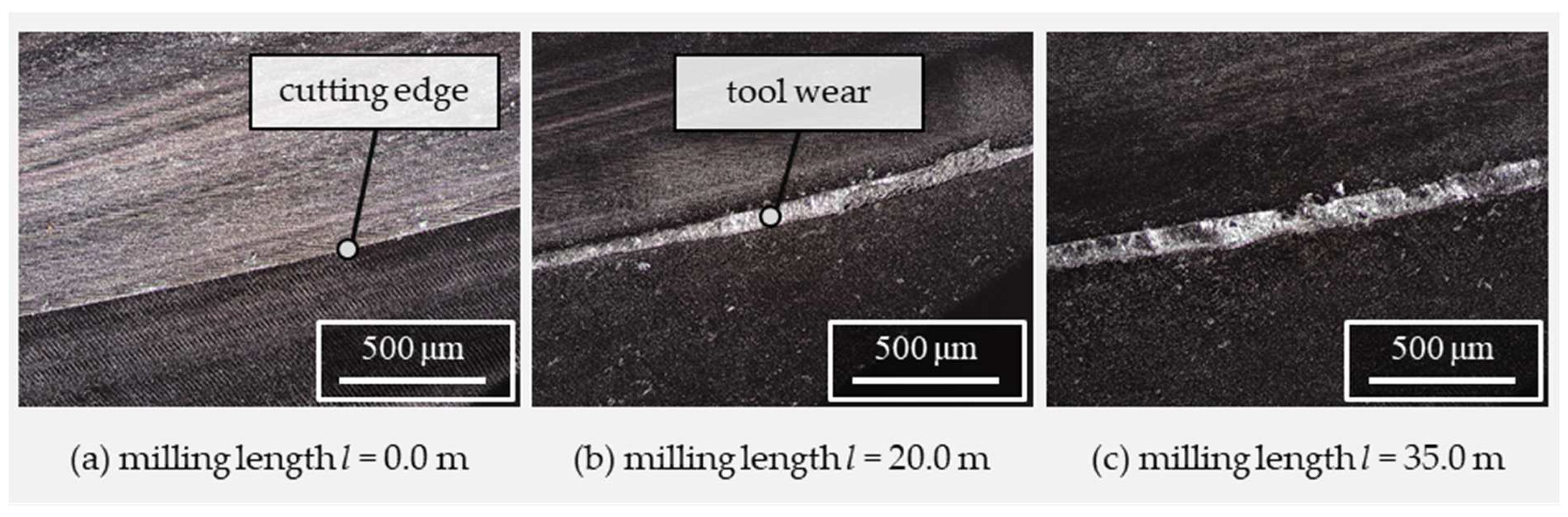
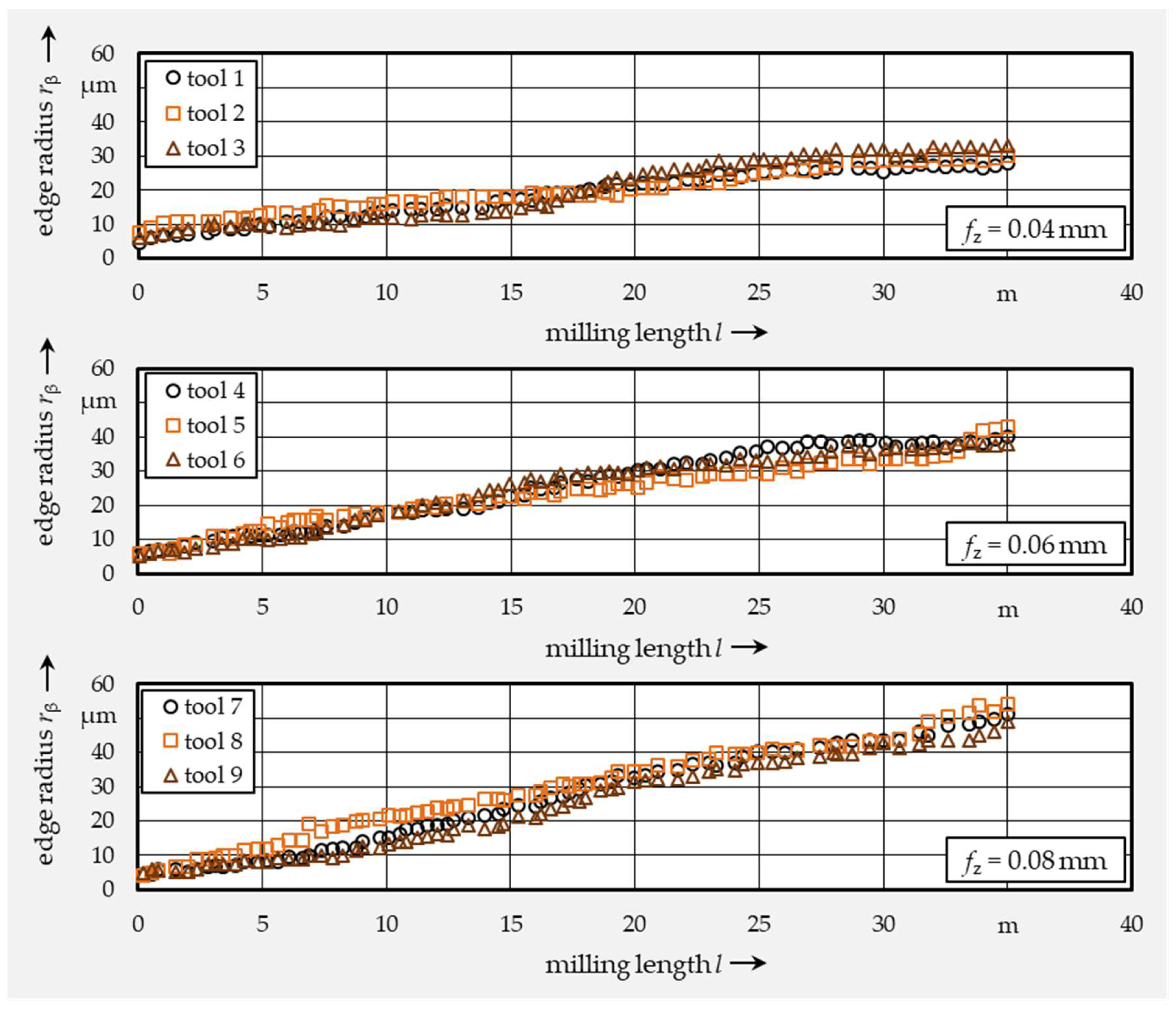
4.2. Tool Wear Behavior
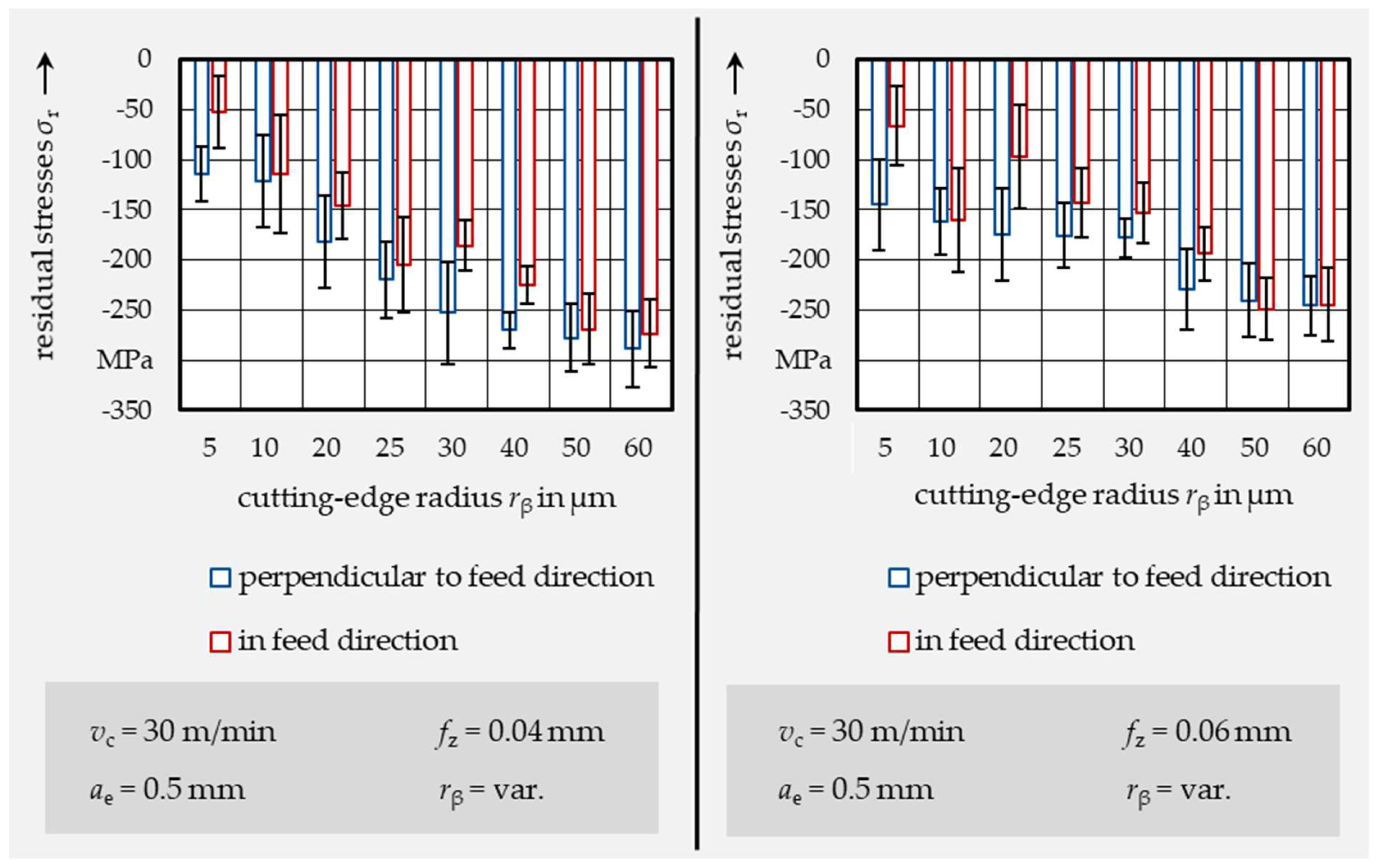
4.3. Influence of the Edge Radius on the Surface Residual Stress
5. Tool Wear Prediction Model
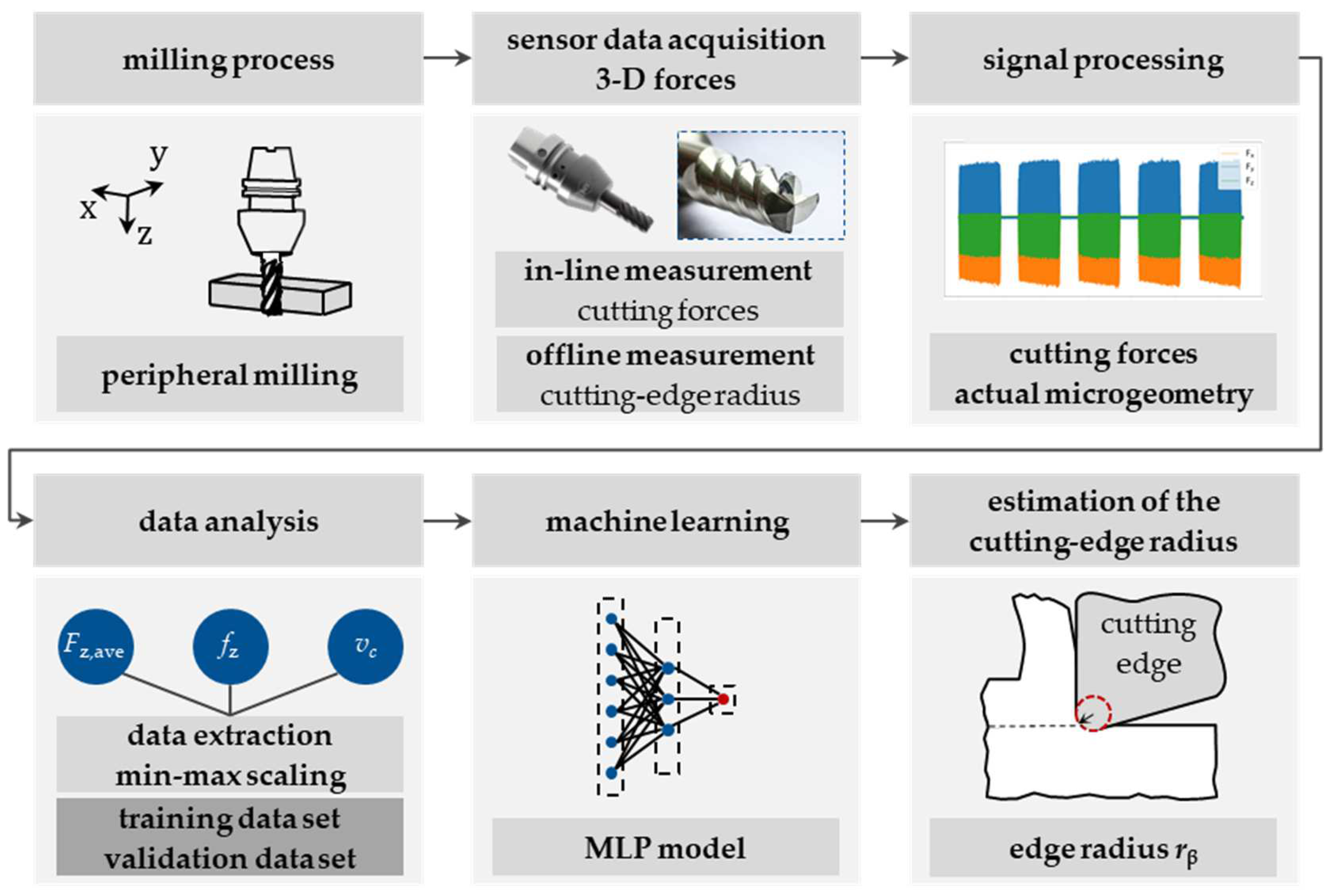
5.1. Data Acquisition
- the process forces in the Cartesian directions (Fx, Fy, and Fz),
- the process parameters (vc, ae, and fz), and
- the current maximum cutting-edge radius (rβ).
5.2. Signal Processing and Data Analysis
5.3. Machine Learning
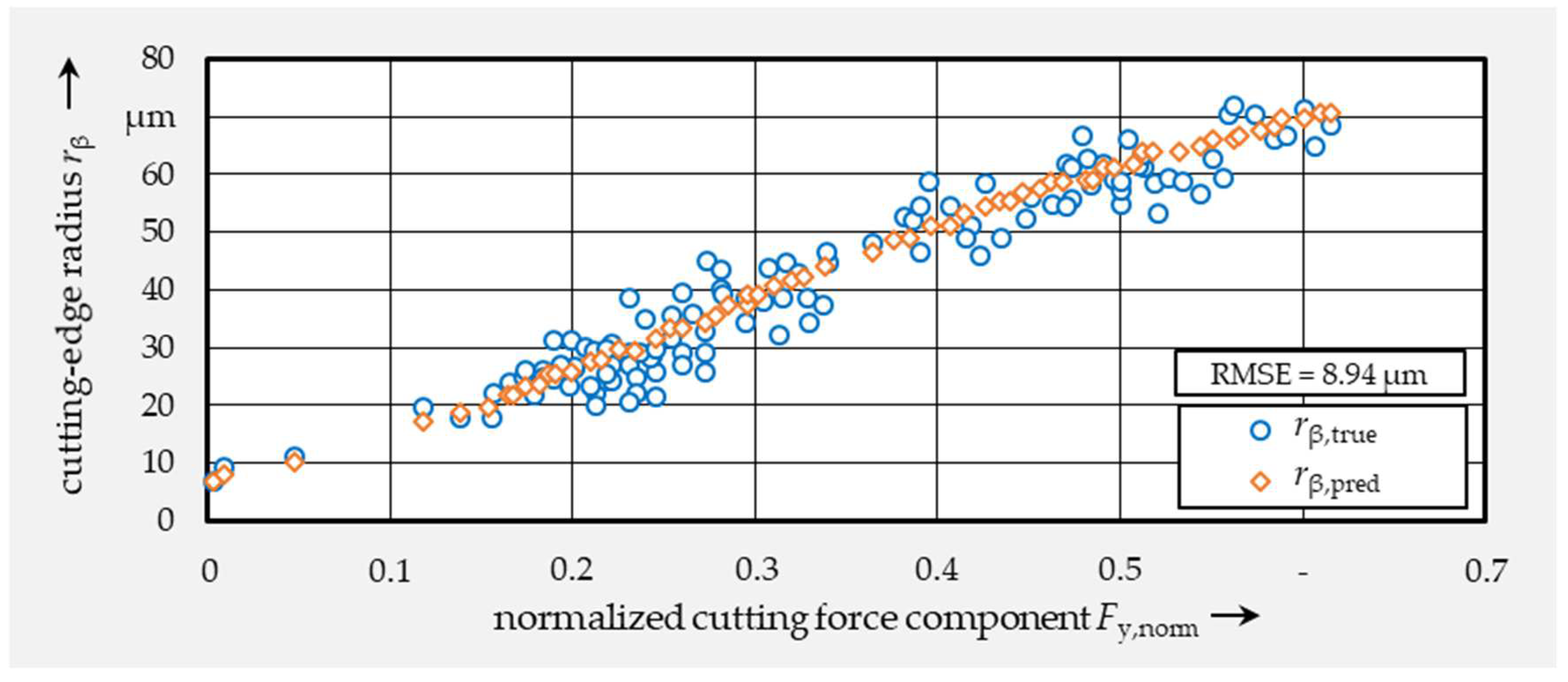
6. Modeling Results
7. Conclusions
- The forces in x-, y- and z-directions increased over the milling length. In particular, an increase in the forces in the y-direction Fy was observed.
- An increase in the cutting-edge rounding over the milling length could be observed. Due to abrasive tool wear, material was removed from the cutting edges.
- Residual stresses were consistently obtained within the compression range. A change in the cutting-edge radii from 5 μm to 60 μm led to a significant increase in the residual compressive stresses.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Niknam, S.A.; Khettabi, R.; Songmene, V. Erratum to: Machinability and Machining of Titanium Alloys: A Review. In Machining of Titanium Alloys; Davim, J.P., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1–30. ISBN 978-3-662-43901-2. [Google Scholar]
- Sridhar, B.; Devananda, G.; Ramachandra, K.; Bhat, R. Effect of machining parameters and heat treatment on the residual stress distribution in titanium alloy IMI-834. J. Mater. Process. Technol. 2003, 139, 628–634. [Google Scholar] [CrossRef]
- Che-Haron, C. Tool life and surface integrity in turning titanium alloy. J. Mater. Process. Technol. 2001, 118, 231–237. [Google Scholar] [CrossRef]
- Wimmer, M.; Woelfle, C.; Krempaszky, C.; Zaeh, M. The influences of process parameters on the thermo-mechanical workpiece load and the sub-surface residual stresses during peripheral milling of Ti-6Al-4V. Procedia CIRP 2021, 102, 471–476. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z. Effect of sequential turning and burnishing on the surface integrity of Cr–Ni-based stainless steel formed by laser cladding process. Surf. Coatings Technol. 2015, 276, 327–335. [Google Scholar] [CrossRef]
- Yang, D.; Xiao, X.; Liu, Y.; Sun, J. Peripheral milling-induced residual stress and its effect on tensile–tensile fatigue life of aeronautic titanium alloy Ti–6Al–4V. Aeronaut. J. 2019, 123, 212–229. [Google Scholar] [CrossRef]
- Schoop, J.; Hasan, M.; Zannoun, H. Physics-Informed and Data-Driven Prediction of Residual Stress in Three-Dimensional Machining. Exp. Mech. 2022, 62, 1461–1474. [Google Scholar] [CrossRef]
- Schoop, J. In-Situ Calibrated Modeling of Residual Stresses Induced in Machining under Various Cooling and Lubricating Environments. Lubricants 2021, 9, 28. [Google Scholar] [CrossRef]
- Li, X.; Wang, Z.; Yang, S.; Guo, Z.; Zhou, Y.; Han, K. Influence of turning tool wear on the surface integrity and anti-fatigue behavior of Ti1023. Adv. Mech. Eng. 2021, 13, 16878140211011278. [Google Scholar] [CrossRef]
- Denkena, B.; Grove, T.; Maiss, O. Influence of the cutting-edge radius on surface integrity in hard turning of roller bearing inner rings. Prod. Eng. Res. Devel. 2015, 9, 299–305. [Google Scholar] [CrossRef]
- Li, B.; Zhang, S.; Yan, Z.; Jiang, D. Influence of edge hone radius on cutting forces, surface integrity, and surface oxidation in hard milling of AISI H13 steel. Int. J. Adv. Manuf. Technol. 2018, 95, 1153–1164. [Google Scholar] [CrossRef]
- Nespor, D. Randzonenbeeinflussung durch die Rekonturierung Komplexer Investitionsgüter aus Ti-6Al-4V. Ph.D. Thesis, Leibniz Universität Hannover, Hannover, Germany, 2015. [Google Scholar]
- Wyen, C.-F.; Jaeger, D.; Wegener, K. Influence of cutting-edge radius on surface integrity and burr formation in milling titanium. Int. J. Adv. Manuf. Technol. 2013, 67, 589–599. [Google Scholar] [CrossRef]
- Coelho, R.; Silva, L.; Braghini, A.; Bezerra, A. Some effects of cutting-edge preparation and geometric modifications when turning INCONEL 718™ at high cutting speeds. J. Mater. Process. Technol. 2004, 148, 147–153. [Google Scholar] [CrossRef]
- Özel, T.; Ulutan, D. Prediction of machining induced residual stresses in turning of titanium and nickel-based alloys with experiments and finite element simulations. CIRP Ann. 2012, 61, 547–550. [Google Scholar] [CrossRef]
- Wyen, C.-F.; Wegener, K. Influence of cutting-edge radius on cutting forces in machining titanium. CIRP Ann. 2010, 59, 93–96. [Google Scholar] [CrossRef]
- Albrecht, P. New Developments in the Theory of the Metal-Cutting Process: Part I. The Ploughing Process in Metal Cutting. J. Eng. Ind. 1960, 82, 348–357. [Google Scholar] [CrossRef]
- DIN 6580-10; Begriffe Der Zerspantechnik; Bewegungen und Geometrie des Zerspanvorganges. Beuth Verlag GmbH.: Berlin, Germany, 1985.
- DIN 6584; Begriffe Der Zerspantechnik; Kräfte, Energie, Arbeit, Leistungen. Beuth Verlag GmbH.: Berlin, Germany, 1982.
- Merchant, M.E. Mechanics of the Metal Cutting Process. I. Orthogonal Cutting and a Type 2 Chip. J. Appl. Phys. 1945, 16, 267–275. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and Cnc Design, 2nd ed.; Cambridge University Press: New York, NY, USA, 2012; ISBN 9781107001480. [Google Scholar]
- Moufki, A.; Dudzinski, D.; Le Coz, G. Prediction of cutting forces from an analytical model of oblique cutting, application to peripheral milling of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2015, 81, 615–626. [Google Scholar] [CrossRef]
- Lv, D.; Wang, Y.; Yu, X. Effects of cutting-edge radius on cutting force, tool wear, and life in milling of SUS-316L steel. Int. J. Adv. Manuf. Technol. 2020, 111, 2833–2844. [Google Scholar] [CrossRef]
- Murphy, K.P. Machine Learning: A Probabilistic Perspective; MIT Press: Cambridge, MA, USA, 2012; ISBN 9780262305242. [Google Scholar]
- Bishop, C.M. Pattern Recognition and Machine Learning; Springer: New York, NY, USA, 2006; ISBN 0387310738. [Google Scholar]
- Wimmer, M.; Hameed, M.Z.S.; Wölfle, C.; Weisbrodt, V.; Zaeh, M.F.; Werner, E.; Krempaszky, C.; Semm, T. The influence of the process parameters on the surface integrity during peripheral milling of Ti-6Al-4V. TM-Tech. Mess. 2020, 87, 721–731. [Google Scholar] [CrossRef]
- DIN 6581; Bezugssysteme und Winkel am Schneidteil des Werkzeuges. German Institute for Standardization: Berlin, Germany, 1985.
- ISO 3002-1; Basic Quantities in Cutting and Grinding; General Terms, Reference Systems, Tool and Working Angles, Chip Breakers. 1st ed. International Organization for Standardization: Geneva, Switzerland, 1982.
- Wyen, C.-F.; Knapp, W.; Wegener, K. A new method for the characterization of rounded cutting edges. Int. J. Adv. Manuf. Technol. 2012, 59, 899–914. [Google Scholar] [CrossRef]
- Eigenmann, B.; Macherauch, E. Röntgenographische Untersuchung von Spannungszuständen in Werkstoffen. Teil III. Fortsetzung von Matwiss. und Werkstofftechn. 3/1995, 148–160 and 4/1995, 199–216. Materialwiss. Werkst. 1995, 27, 426–437. [Google Scholar] [CrossRef]
- X-ray Diffraction Residual-Stress Techniques. In X-ray Diffraction Residual Stress Techniques In: Metals handbook; American Society for Metals (Ed.) ASM International: Metals Park, OH, USA, 1986; pp. 440–458. ISBN 978-1-62708-213-6. [Google Scholar]
- Chui, C.K.; Chen, G. (Eds.) Kalman Filtering, 5th ed.; Springer International Publishing: Cham, Switzerland, 2017; ISBN 978-3-319-47610-0. [Google Scholar]
- Hastie, T.; Tibshirani, R.; Friedman, J. The Elements of Statistical Learning: Data Mining, Inference, and Prediction, 2nd ed.; Springer Series in Statistics; Springer: New York, NY, USA, 2009; ISBN 978-0-387-84857-0. [Google Scholar]
- Goodfellow, I.; Bengio, Y.; Courville, A. Deep Learning; MIT Press: Cambridge, MA, USA, 2016; ISBN 0-262-33737-1. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Tool | ae in mm | vc in m/min | fz in mm | rβ in μm |
|---|---|---|---|---|---|
| 1 | 1/2/3 | 0.5 | 30 | 0.04 | variable |
| 2 | 4/5/6 | 0.5 | 30 | 0.06 | variable |
| 3 | 7/8/9 | 0.5 | 30 | 0.08 | variable |
| No. | ae in mm | vc in m/min | fz in mm | rβ in μm |
|---|---|---|---|---|
| 4 | 0.5 | 30 | 0.04, 0.06, 0.08 | 5 (sharp) |
| 5 | 0.5 | 30 | 0.04, 0.06, 0.08 | 10 |
| 6 | 0.5 | 30 | 0.04, 0.06, 0.08 | 20 |
| 7 | 0.5 | 30 | 0.04, 0.06, 0.08 | 25 |
| 8 | 0.5 | 30 | 0.04, 0.06, 0.08 | 30 |
| 9 | 0.5 | 30 | 0.04, 0.06, 0.08 | 40 |
| 10 | 0.5 | 30 | 0.04, 0.06, 0.08 | 50 |
| 11 | 0.5 | 30 | 0.04, 0.06, 0.08 | 60 |
| Activ. Function | Hidden Layers | Hidden Neurons | Max. Gradient Steps | RMSE |
|---|---|---|---|---|
| ReLU | 2 | 3 | 50 | 15.76 μm |
| ReLU | 3 | 4 | 50 | 15.40 μm |
| ReLU | 1 | 4 | 10 | 13.75 μm |
| ReLU | 3 | 4 | 20 | 13.23 μm |
| Activ. Function | Hidden Layers | Hidden Neurons | Max. Gradient Steps | RMSE |
|---|---|---|---|---|
| tanh | 4 | 4 | 50 | 15.56 μm |
| tanh | 1 | 4 | 25 | 14.16 μm |
| tanh | 4 | 2 | 20 | 13.99 μm |
| tanh | 4 | 3 | 35 | 9.00 μm |
| tanh | 3 | 3 | 35 | 8.98 μm |
| tanh | 3 | 3 | 30 | 8.97 μm |
| tanh | 4 | 3 | 25 | 8.94 μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wimmer, M.; Hartl, R.; Zaeh, M.F. Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning. J. Manuf. Mater. Process. 2023, 7, 100. https://doi.org/10.3390/jmmp7030100
Wimmer M, Hartl R, Zaeh MF. Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning. Journal of Manufacturing and Materials Processing. 2023; 7(3):100. https://doi.org/10.3390/jmmp7030100
Chicago/Turabian StyleWimmer, Matthias, Roman Hartl, and Michael F. Zaeh. 2023. "Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning" Journal of Manufacturing and Materials Processing 7, no. 3: 100. https://doi.org/10.3390/jmmp7030100
APA StyleWimmer, M., Hartl, R., & Zaeh, M. F. (2023). Determination of the Cutting-Edge Microgeometry Based on Process Forces during Peripheral Milling of Ti-6Al-4V Using Machine Learning. Journal of Manufacturing and Materials Processing, 7(3), 100. https://doi.org/10.3390/jmmp7030100