1. Introduction
The global market size of additive manufacturing was valued at USD 13.84 billion in 2021 and USD 16.75 billion in 2022, and it will grow at a compound annual growth rate (CAGR) of 20.8% to 2030 [
1,
2]. Industries such as nuclear, aerospace, and biomedical have taken an interest in AM’s ability to build near-finished parts that are lightweight with complex geometries and microstructures. By utilizing AM’s layer-by-layer deposition based on 3D CAD models, it is possible to manufacture parts that are not possible with conventional manufacturing methods [
3,
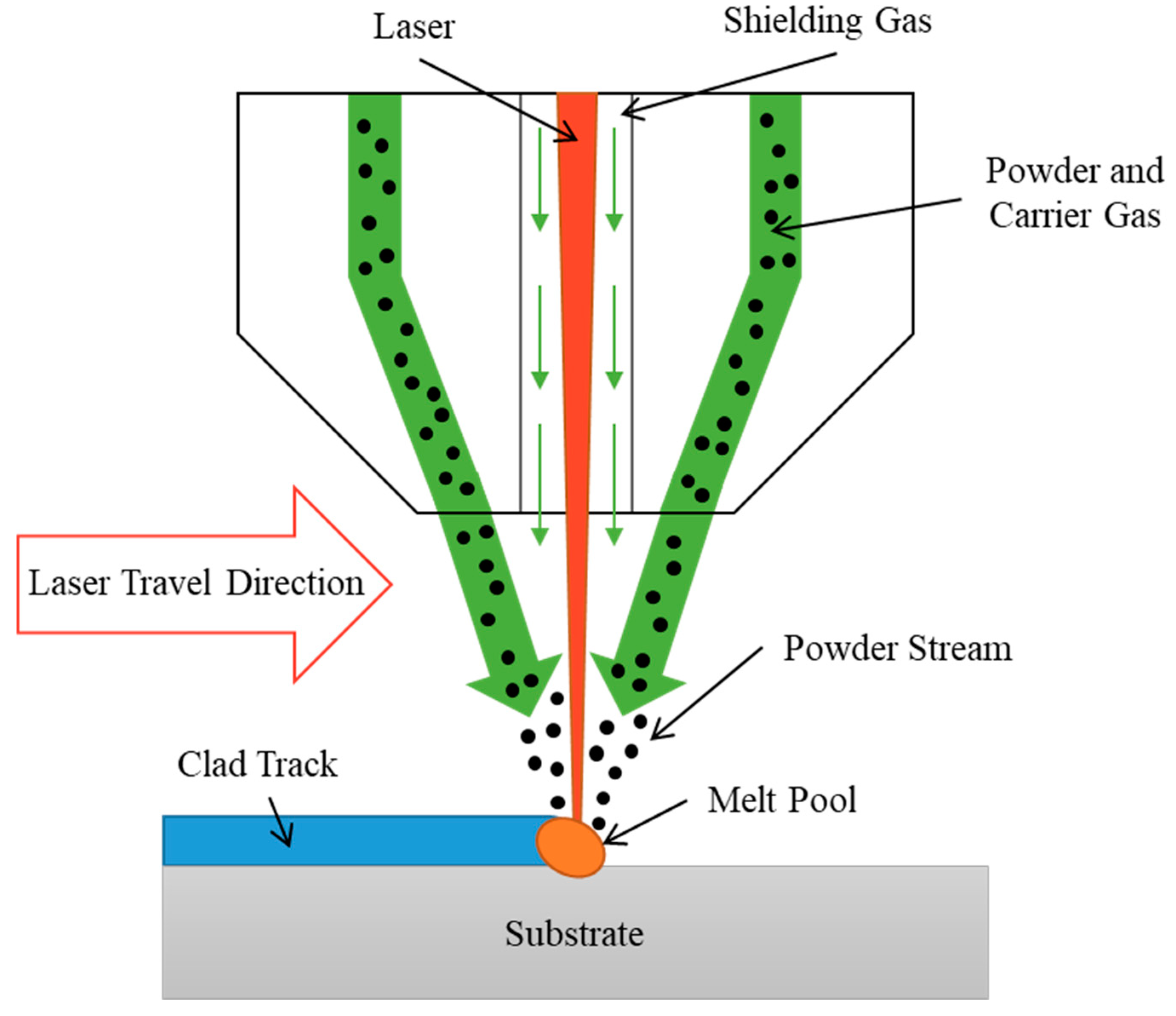
4]. Directed energy deposition (DED) is an AM process that utilizes a high-energy laser heat source to melt a substrate, while powdered metal material is inserted into the melt pool, usually with a carrier gas [
5]. As the deposition head and the heat source move relative to the substrate, the material inserted into the melt pool cools and solidifies, leading to the generation of clad [
6], as shown in
Figure 1.
The DED process can be controlled through process parameters such as laser power, spot size, scan speed, and powder feed rate. The relationship between these process parameters and the resulting thermal histories is key information to understand the mechanisms that contribute to the generation of clad, residual stresses, and distortion during the DED process [
7]. Residual stress occurs due to large thermal gradients (~10
6 K/m) and non-homogenous heating/cooling rates (~10
5 K/s) that are localized around the melt pool [
4,
5,
6]. Residual stress and distortion caused by this non-uniform thermal history can generate poor surface quality, dimensional inaccuracy, and failure of fabricated components [
8]. These complex thermal histories define the different metallurgical phases and microstructures that occur. The microstructures in turn determine the mechanical properties of a part, such as yield stress, ductility, elasticity, etc. [
9]. In industry, the proper selection of processing parameters can be difficult because of the complicated relations among these input parameters.
To improve the efficiency of the DED process, many studies have conducted analytical and numerical modeling to investigate the physical relationships of processing parameters in the DED process and to understand the effects of processing parameters and the resulting thermal gradients and clad geometry [
10,
11,
12,
13]. Caiazo et al. [
11,
12] developed a 2D numerical modeling for the DED process of metal deposition and laser welding, successfully predicting melt-pool temperatures of the deposition of overlapped clad tracks. Recently, 3D finite-element (FE) models of AM by Romano et al. [
10] investigated temperature predictions of laser melting of metallic powder for powder bed fusion. More complex models have been developed by Ren et al. [
13], who implemented a combined thermal–mechanical model and thermal imaging experiments to optimize laser scanning patterns of a single layer, leading to well-controlled thermal history and residual stress.
There are also previous works that have investigated the effect of various physical phenomena important in melt-pool temperature prediction during the laser melting process [
6,
11,
14]. Temperature predictions are useful because they provide insight into the thermal gradients and non-uniform heating observed during the laser melting process. Thermal models can also be fed into other models for the prediction of microstructural evolution, metallurgical composition, and mechanical properties that are dependent on temperature and cooling rates. Batut et al. [
6] focused on computational performance with a finite-element (FE)-based model and compared temperature predictions of melt-pool geometry with experiments for TiAl64V. The effect of travel speed and power on the resulting melt pool was investigated to find processing parameter relationships between input power and laser travel speed and their effect on melt-pool temperature [
6]. Phase change that occurs during the melting and solidification is important to understanding DED. Cho et al. [
14] looked at the inclusion of latent heat during the melting process in predicting melt-pool temperature, reporting smaller melt-pool sizes and lower temperatures when including latent heat.
Several studies have modeled the DED process with the inclusion of surface pressures and forces. The carrier gas, shielding gas, and powder injected into the melt pool may apply pressure onto the melt-pool surface, and the pressure influence on the surface shape was studied [
15]. Surface forces such as the Marangoni effect (i.e., the change in surface tension with respect to temperature), the natural convection within the molten fluid, and the movement of the surface interface are induced during the cladding process, and the effect of surface forces on deforming the surface was investigated [
7,
11].
Molten fluid movement effects such as convection and surface deformation during the clad generation process have also been investigated. Most models do not consider the surface of the substrate as a moving interface and assume a laminar flow just within the melt pool formed in the substrate. A study carried out by Arrizubieta et al. [
5] focused on quantifying the relevance of the effects of melt-pool dynamics or fluid flow in the prediction of clad geometry with a 2D symmetric laser source. Two models were developed, and one included the effects of fluid dynamics inside the melt pool, and the other neglected these effects, only solving for conduction within the substrate. Both these models were compared for accuracy in estimating melt-pool geometry and clad generation. While the non-fluid dynamic model performed worse at predicting geometry with high deformation or clad generation, they were able to define a window for accuracy of the non-melt-pool model and created a model that was 10 times faster than the fluid dynamic model with the same accuracy of less than 10% error.
A simulation of clad geometry was developed by Ya et al. [
11], using a deformed mesh geometry and predicting dilution by correlating powder efficiency. This study focused on the particle interaction between the laser and melt pool. The effect of powder catchment, powder distribution, and powder efficiency is an important factor in the estimation of clad geometry [
11]. Experimental powder efficiency relations found by measuring the weight of deposited clad tracks were coupled with modeling in order to better predict processing parameter windows. A melt pool can be characterized by size, shape, phase, and temperature. Investigation of the melt pool can include various physical phenomena such as the inclusion of latent heat, fluid flow due to convection, temperature-dependent physical properties, phase change, laser attenuation, etc. During the laser cladding process, the energy from the laser attenuation due to particle interaction of the powder stream is an important phenomenon. Tabernero et al. [
16] proposed a model for estimating laser attenuation due to particle interaction within the powder stream during the laser cladding process.
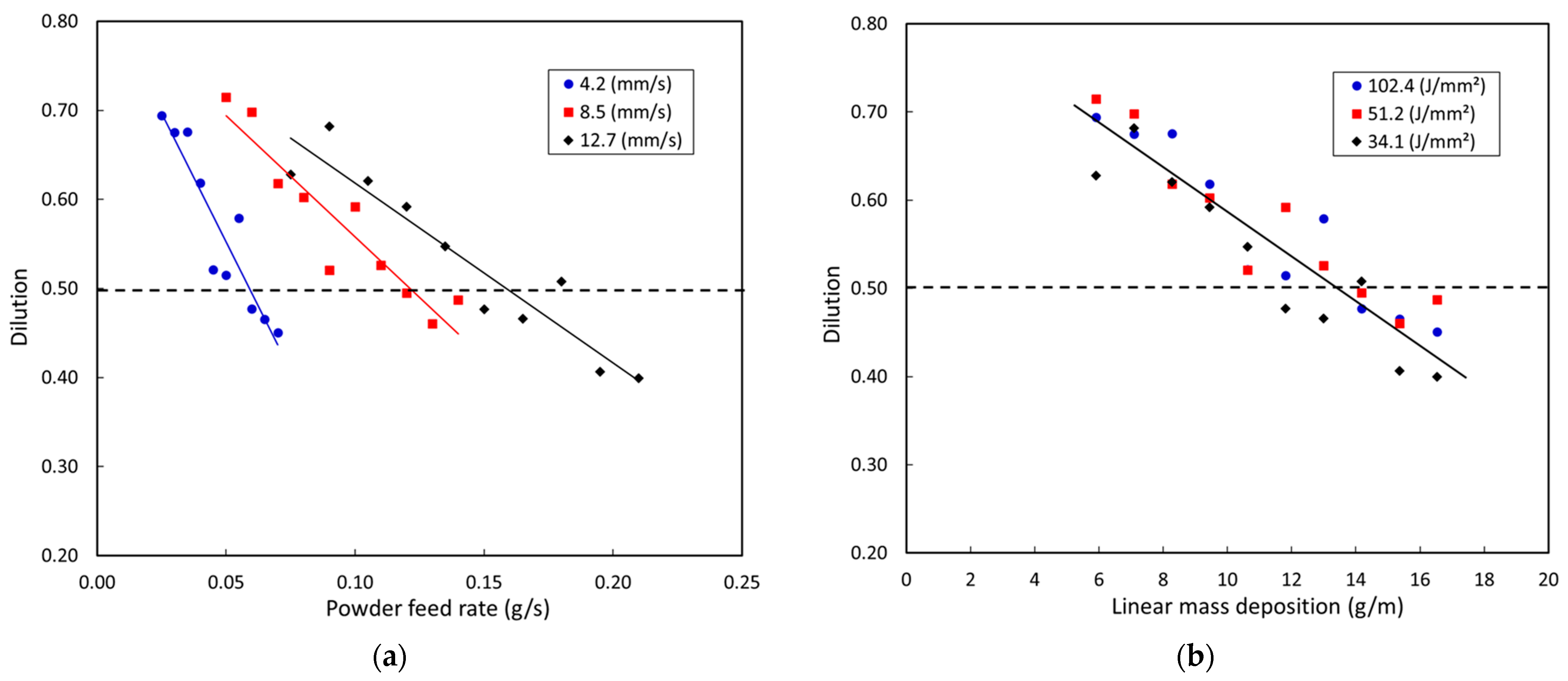
Ya et al. [
11] also compared the effects of different processing parameters using global energy density (GED) to normalize the input power and travel speed. Ya et al. then compared different feed rates at different energy densities observing important relationships between powder efficiency, dilution, and energy density, which were validated experimentally. Powder efficiency increases as energy density increases, indicating the melt pool catches more of the mass entering the molten zone with more energy. Secondly, as the powder feed rate increases, a smaller percentage of powder is captured by the melt pool and hence powder efficiency decreases. Last, dilution, which is the ratio of melted substrate to generated clad due to mass addition, increases with an increase in GED or a decrease in powder efficiency [
11]. This relationship can be thought by focusing on melted depth or area. Melted depth increases with less powder injection or more input energy, resulting in an increase in dilution.
There still lacks a deeper understanding of the DED process that would benefit industrial applications. This understanding revolves around key processing parameters and their relationships to clad geometry, indicating there is a serious knowledge gap. To fill the knowledge gap, our group has conducted extensive research by synergistically combining physics-based modeling, data-based machine-learning modeling, and experimental work [
17,
18,
19,
20]. In this study, a numerical 2D model will be developed based on experimental results. Physics associated with the DED process will be implemented into the model, including natural convection, temperature-dependent thermo-physical properties, phase change, fluid dynamics, and surface deformation. Then, the developed model will be utilized to predict clad geometry, and to investigate the relationship among the clad geometries and processing parameters such as powder feed rates, laser power intensities, and laser travel speeds. It is expected that this comprehensive research will not only elucidate the fundamental physics in the DED process, but also provide processing guidelines for DED industries to fabricate their desired products.
2. Experiments
One of the issues in the adoption of DED in industry is the lack of understanding on how to select the appropriate processing parameters independent of the machine setup and materials that result in desired thermal, mechanical, and geometrical properties. Experiments enable the investigation of the relationships between the process parameters and those properties in order to better understand how to control the DED process. Clad shape and size are determined by the primary processing parameters in the DED process: power input, laser scan speed, laser spot size, and powder feed rate. The relationship between clad generation and processing parameters is not necessarily intuitive. The mass entering the melt pool depends on the powder distribution, powder efficiency, and travel speed of the laser beam, while the size and shape of the clad depend on the powder captured within the melt pool, which is also affected by energy input. In this experiment, the relationship between clad shape and process parameters is investigated in order to predict the height and dilution of a single clad tracks using a 316L stainless steel substrate and powder [
17].
In this study, two key equations are used to relate primary processing parameters. Global energy density (GED) is a control volume estimation of the energy input into the melt pool [
17]. GED, shown in Equation (1), is determined with laser input power, laser scan speed, and laser spot size. Given a fixed laser spot size, the different energy densities can be compared by varying the power levels and laser scan speed. The second parameter relation is mass deposition per unit length (
, ratio of powder feed rate to laser travel speed), which is a metric developed by Sciammarella et al. [
17] to select powder feed rates and ideal clad geometries at varying laser scan speeds, power levels, and energy densities, shown in Equation (2). As the laser scan speed increases, the actual amount of mass that is deposited per unit length will decrease. Thus, this parameter can be used to select processing parameters that result in ideal repeatable components. The comparison of
allows the quantification, optimization, and selection of powder feed rate as a function of the laser scan speed and resulting clad geometry [
17].
where
is the beam spot radius, and
is the laser travel speed.
where
is power mass flow rate.
To characterize the clad geometry generated, “dilution” will be measured. The dilution is the ratio of the height of the generated clad to the depth of the melted substrate. A dilution of 0% would represent no melted substrate and pure clad generation, while a dilution of 100% would represent a melt pool with no clad generated on the substrate. A comparison of processing parameters and dilution has been performed in a study by Ya et al. [
11]. In this study, dilution will be quantified as a percentage of melted substrate compared to the overall height of the clad. The following experiments utilize varying
and GED with a fixed power level and spot size to investigate and predict the effect of
on the prediction of a processing parameter window that results in clad generation with a dilution of 50% or less.
2.1. Experimental Setup
Experiments were conducted at Northern Illinois University in the Advanced Research of Manufacturing and Materials (ARMM) Lab at the College of Engineering and Engineering Technology. Samples were fabricated on an OPTOMEC 850M LENS (OPTOMEC, St. Paul, MN, USA) DED machine seen in
Figure 2. The OPTOMEC is capable of three-axis deposition with a Nd:YAG 3 kW laser as the heat source where the tool path code (DMC) is inputted and controlled through a GUI. Within the build chamber, argon is used as the shielding and carrier gas for metal powders. The chamber has also been retrofitted with a custom pressure seal, reducing the oxidation due to heating and cooling during manufacturing.
2.2. Experimental Conditions
The experimental conditions were the same as outlined in Sciammarella et al. [
17]. The main differences are the focus on the investigation of single power levels (650 W) and smaller laser spot sizes (1.5 mm). Each of the three laser travel speeds will be tested for the same ten
at different energy densities, resulting in ten different powder feed rates for each energy density. To expand the powder feed rates and the resulting clad dilution previously investigated, a larger range of
(5.90–16.52 g/m) was utilized. The material used is stainless steel 316 L powder and substrate. The substrate will be mounted on the calorimeter, an active cooling device that uses a fixed mass flow rate of water underneath the substrate, allowing for substrate temperature control [
18]. A single clad track length of 20 mm will be deposited for each set of parameters, analyzing the cross-sectional area at the midpoint, for a total of 30 samples.
Table 1 shows the processing parameters used for the experiments.
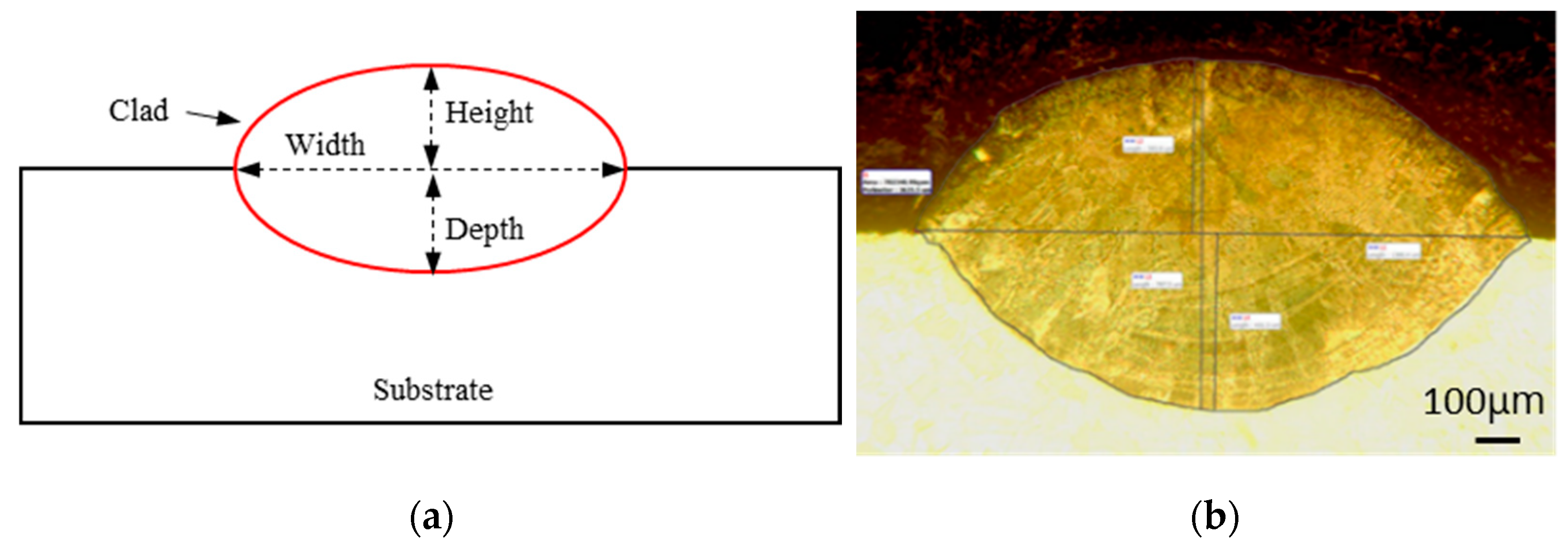
2.3. Sample Processing and Characterization
Samples were cut perpendicular to the direction of travel using a circular abrasive saw, and each set of 10 beads was mounted with a resin mounting material. Samples were then polished using a multisampling Buehler (Buehler, Lake Buff, IL, USA) EcoMet Grinder / Polisher for the grits 120, 240, 600, 800, and 1200, followed by polishing using an alumina powder at 1 and 0.05 microns. After cleaning the polished samples, they were etched using a Kalling No. 2 reagent to reveal the microstructure and differentiate the deposited clad from the substrate. Samples were then analyzed on an Olympus PMG 3 (Olympus, Tokyo, Japan) imaging microscope. Images were taken using a 50× magnification with a scale bar of 100 μm. Images were then measured digitally using Motic 2.0 imaging program (Motic, Hong Kong, China). The cross-sectional images of each clad were measured for the following characteristics: depth, height, and width. A diagram of clad cross-section used to characterize is shown in
Figure 3a, and a processed sample can be seen in
Figure 3b.
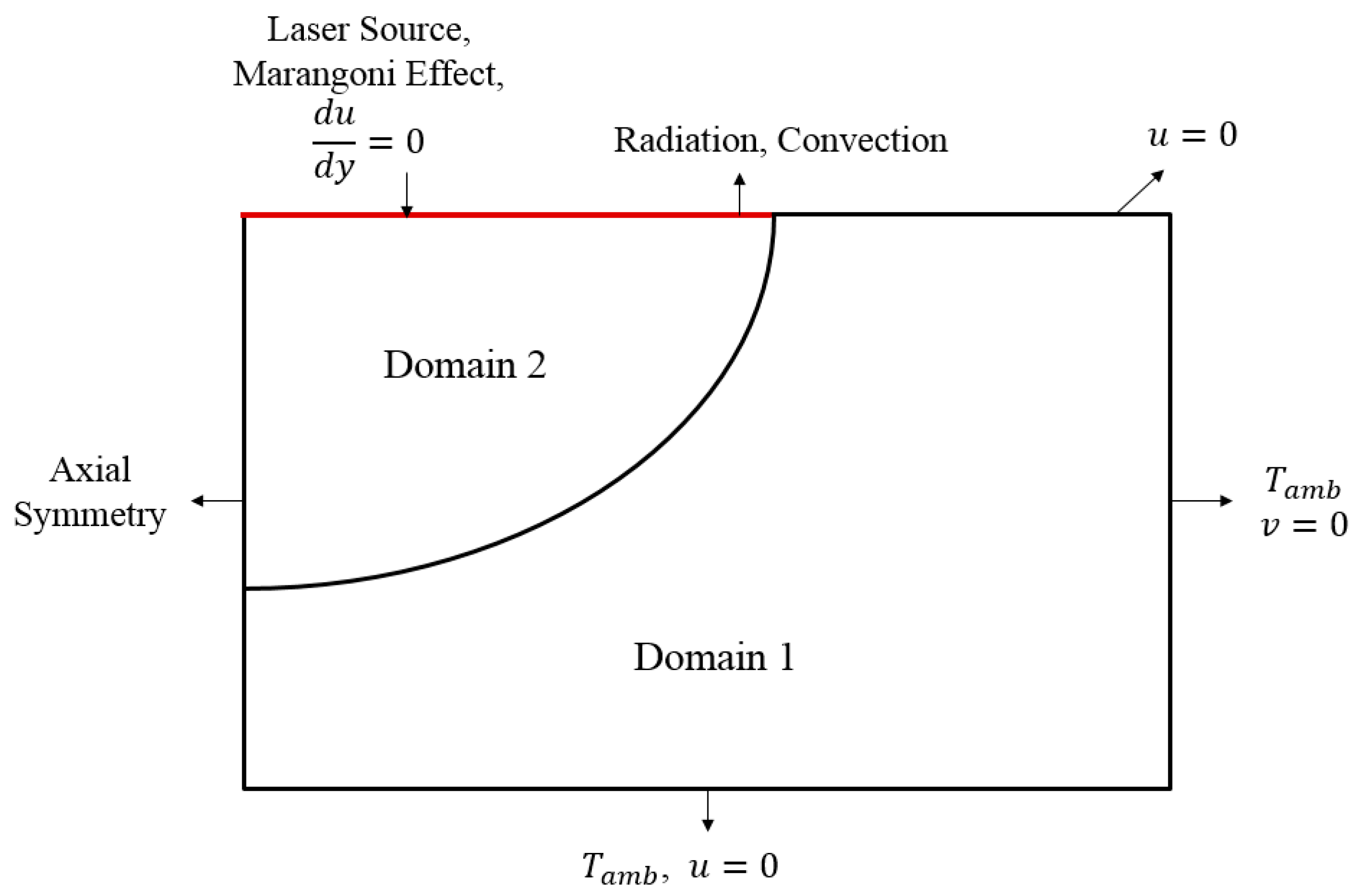
5. Conclusions
In this study, directed energy deposition (DED) metal additive manufacturing was investigated through experimental and physics-based modeling studies to advance the current understanding of the effect of processing conditions on the geometry of fabricated samples. An OPTOMEC 850M LENS was used to fabricate 30 samples with stainless steel 316 L in the various processing conditions such as laser travel speed, powder flow rate, and laser power intensity, and the clad geometries were measured with an imaging microscope. In order to analyze the effect in detail, a physics-based two-dimensional unsteady melt-pool model was developed by including natural convection, temperature-dependent thermophysical properties, phase change, fluid dynamics, and surface deformation. The DED process was successively analyzed by two normalized processing parameters such as global energy density (GED) and linear mass deposition (), which can be obtained by normalizing laser power intensity and mass flow rate by laser scan speed.
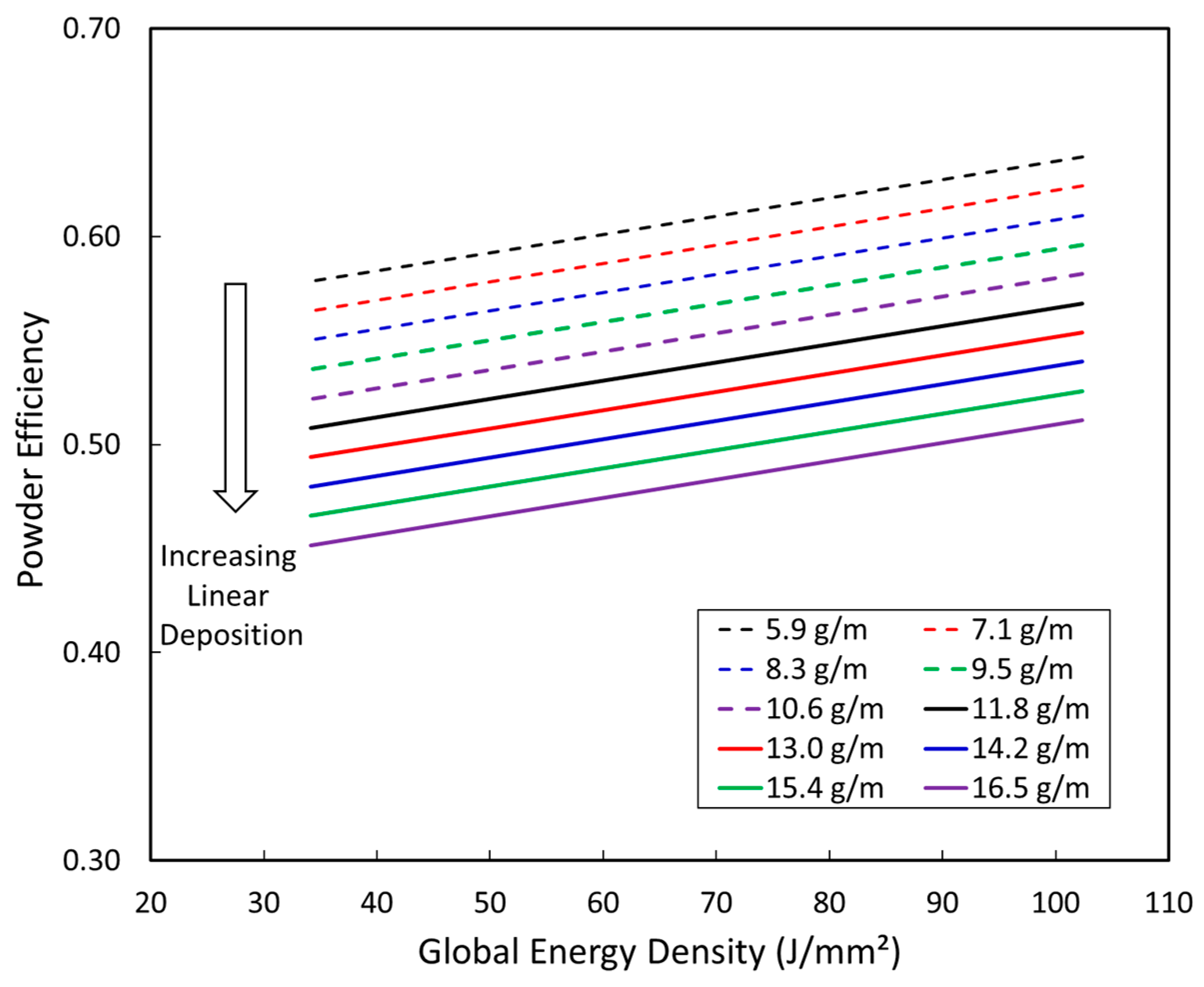
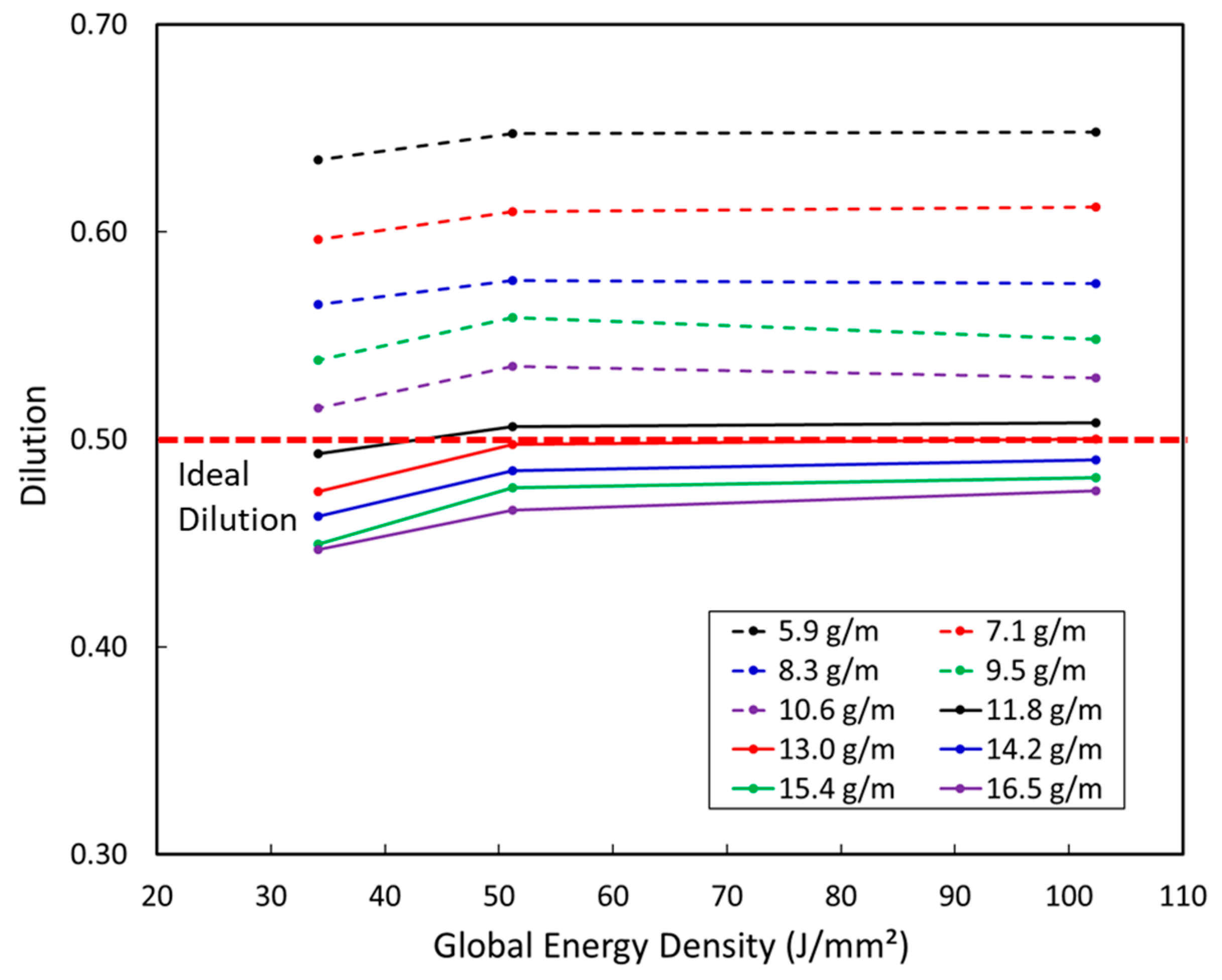
It was found that the desirable clad dilution (i.e., less than 50% of dilution) could be achieved as long as is greater than 14.2 g/m at all the GED conditions, and a powder efficiency above 50% could be obtained with the same but at GED greater than around 60 J/mm2, indicating the results of this study can be utilized as processing guidelines for the DED method. In order to develop universal process maps covering all the possible processing conditions and AM technologies, an advanced method synergistically combining experimental, physics-models, and data-based artificial intelligence models needs to be utilized to correlate highly non-linear and large data sets, which is under investigation.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}