
Characterization of the Fracture Forming Limits by Radial Extrusion †

 ,
,  ,
, 
 , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
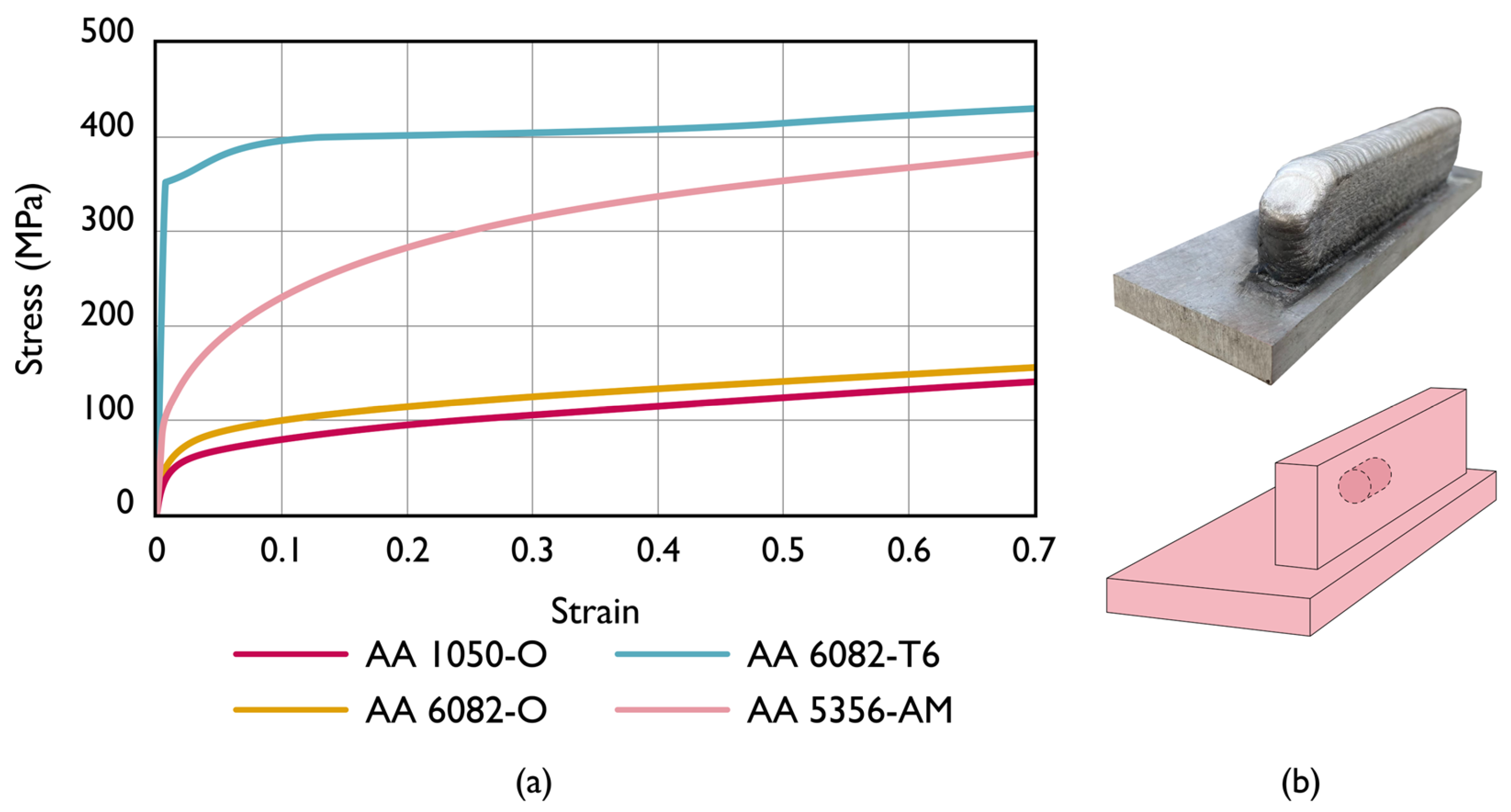
2.1. Material Flow Curves
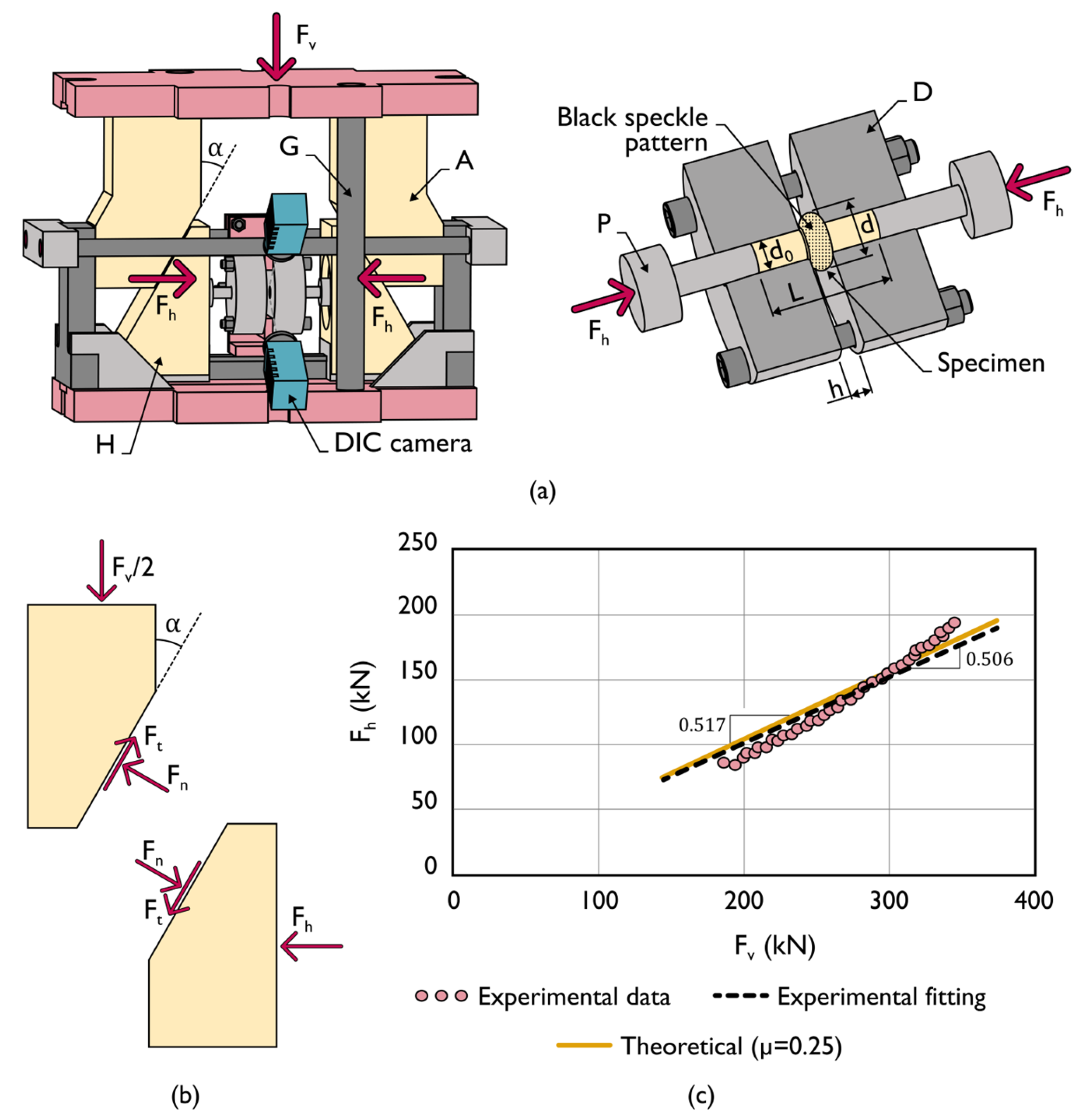
2.2. Double-Action Radial Extrusion Formability Test
2.3. Methods and Procedures in Formability Analysis and Fractography
3. Numerical Simulation
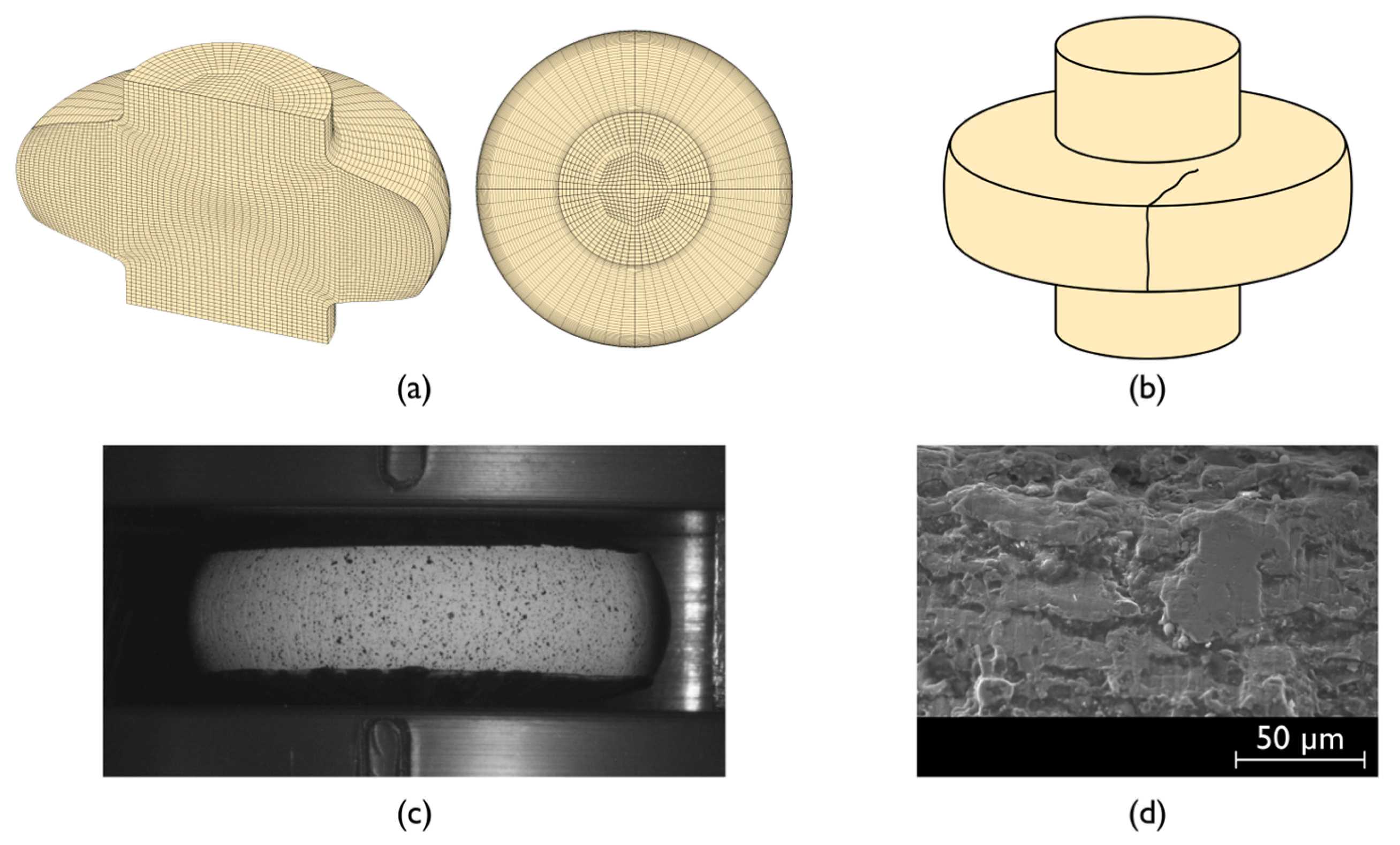
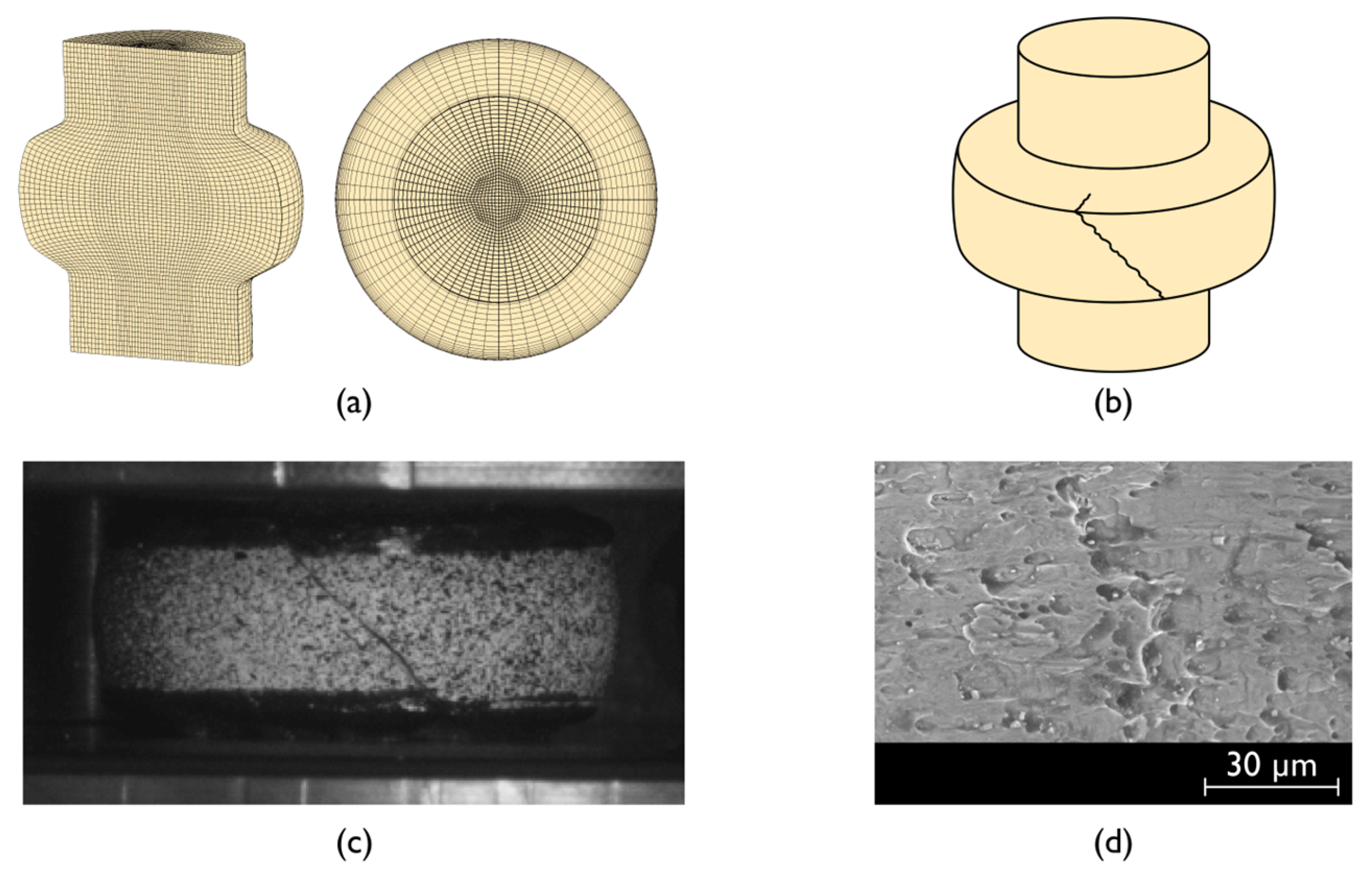
- Figure 7a refers to the initial two-dimensional simulation under rotationally symmetric conditions in which the test specimen is modeled as a deformable object and discretized by means of quadrilateral elements. The dies and punches are modeled as rigid objects and discretized by means of linear contact elements with friction.
- Once rotationally symmetric conditions can no longer be utilized, the quadrilateral mesh of the test specimen is automatically rotated counterclockwise about the z-axis to produce a temporary hexahedral mesh similar to that shown in Figure 7b. Scalar field variables are rotated accordingly, but second-order tensors, such as, for example, the strain tensor , must be properly transformed as follows:
- 3.
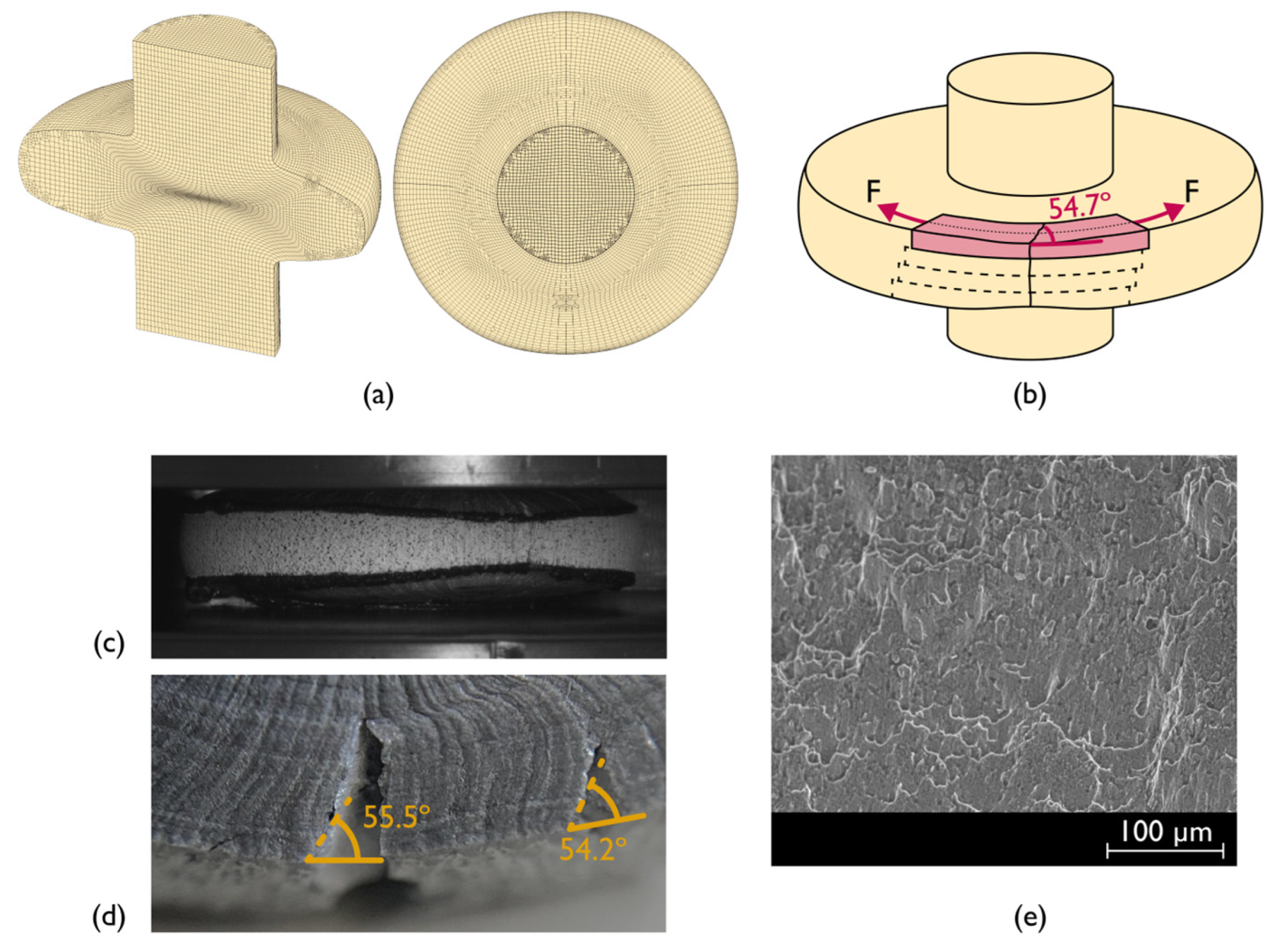
- The temporary hexahedral mesh contains a significant number of wedge-shaped elements [21] along the z-axis. These irregular elements are automatically eliminated and replaced by regular hexahedral elements, with field variables properly transferred between the two meshes (Figure 7c). The resulting mesh is symmetric along the zx-plane because the material was assumed to be isotropic. The dies and punches resulting from the rotation of the axisymmetric finite element model continued to be assumed as rigid objects, but their contours were discretized by a mesh of spatial triangles with friction.
4. Results and Discussion
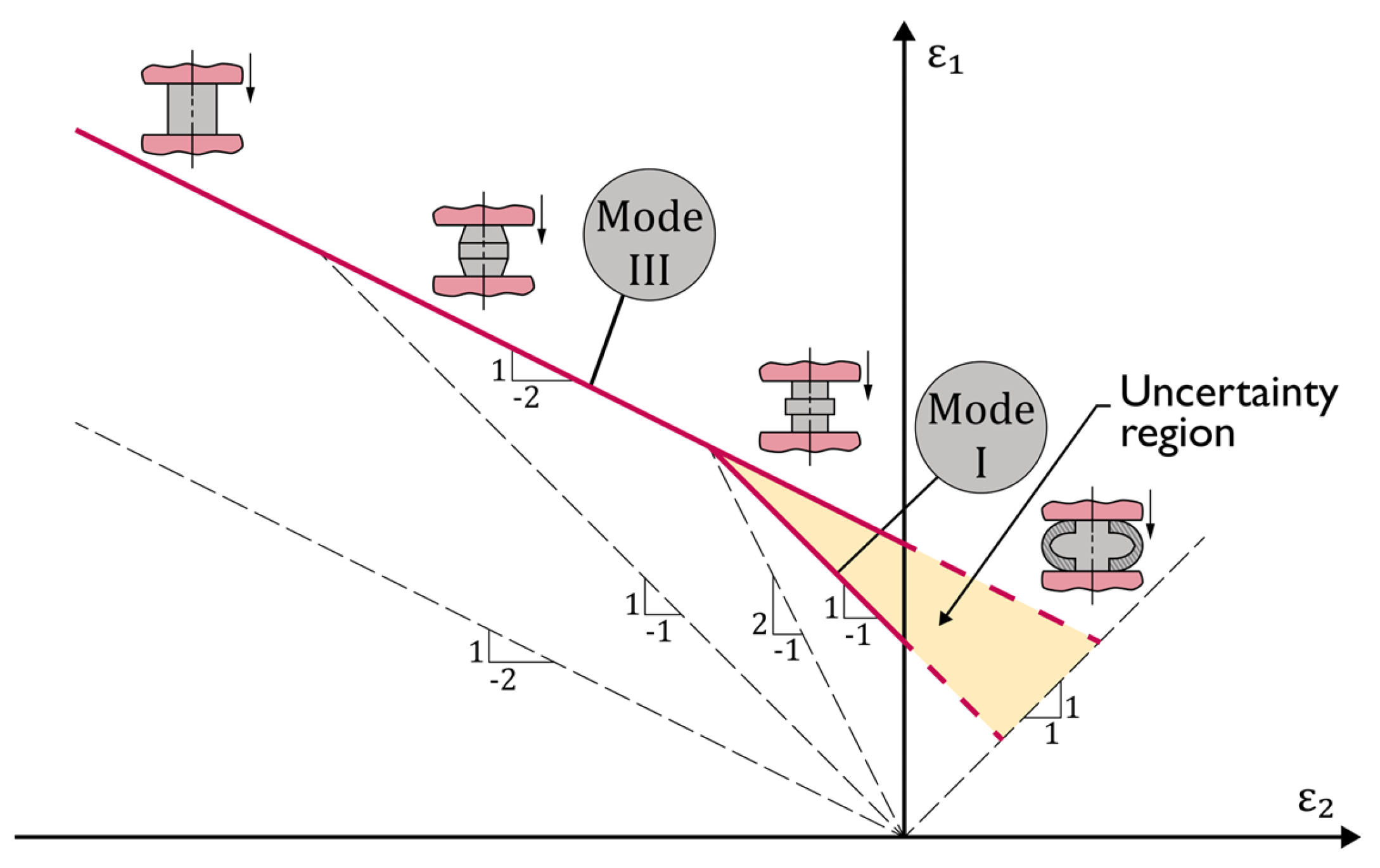
4.1. Strain Loading Paths in Principal Strain Space
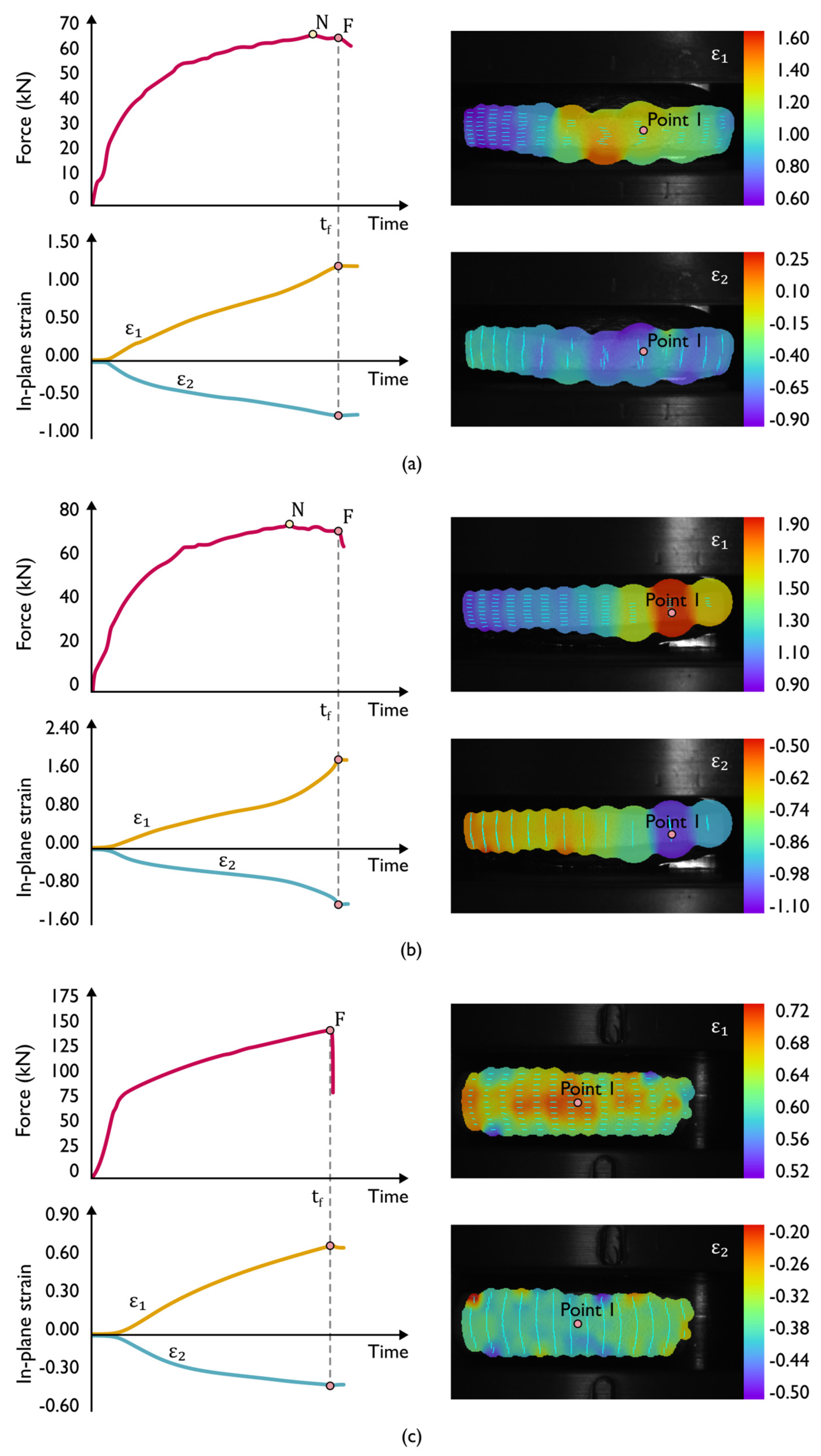
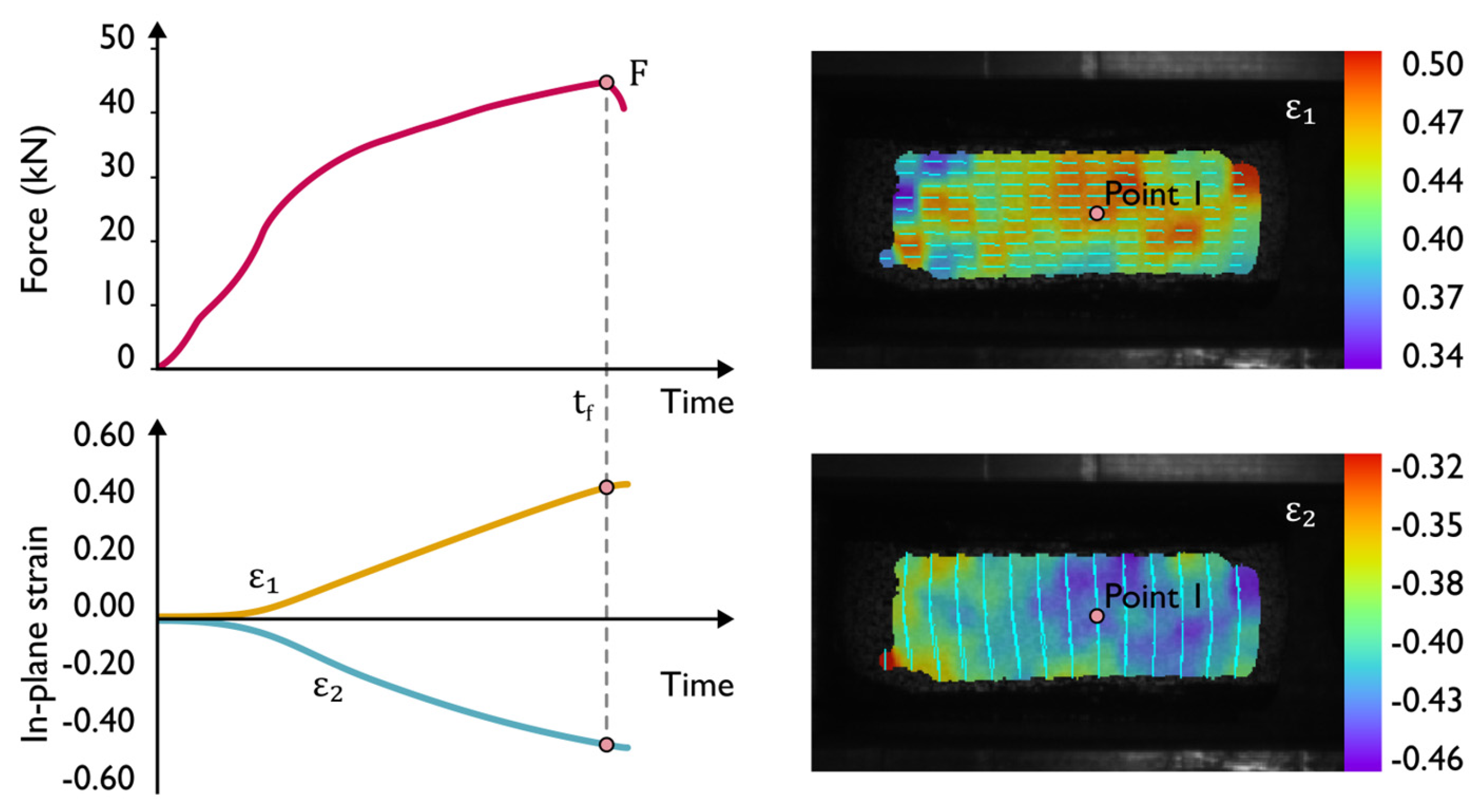
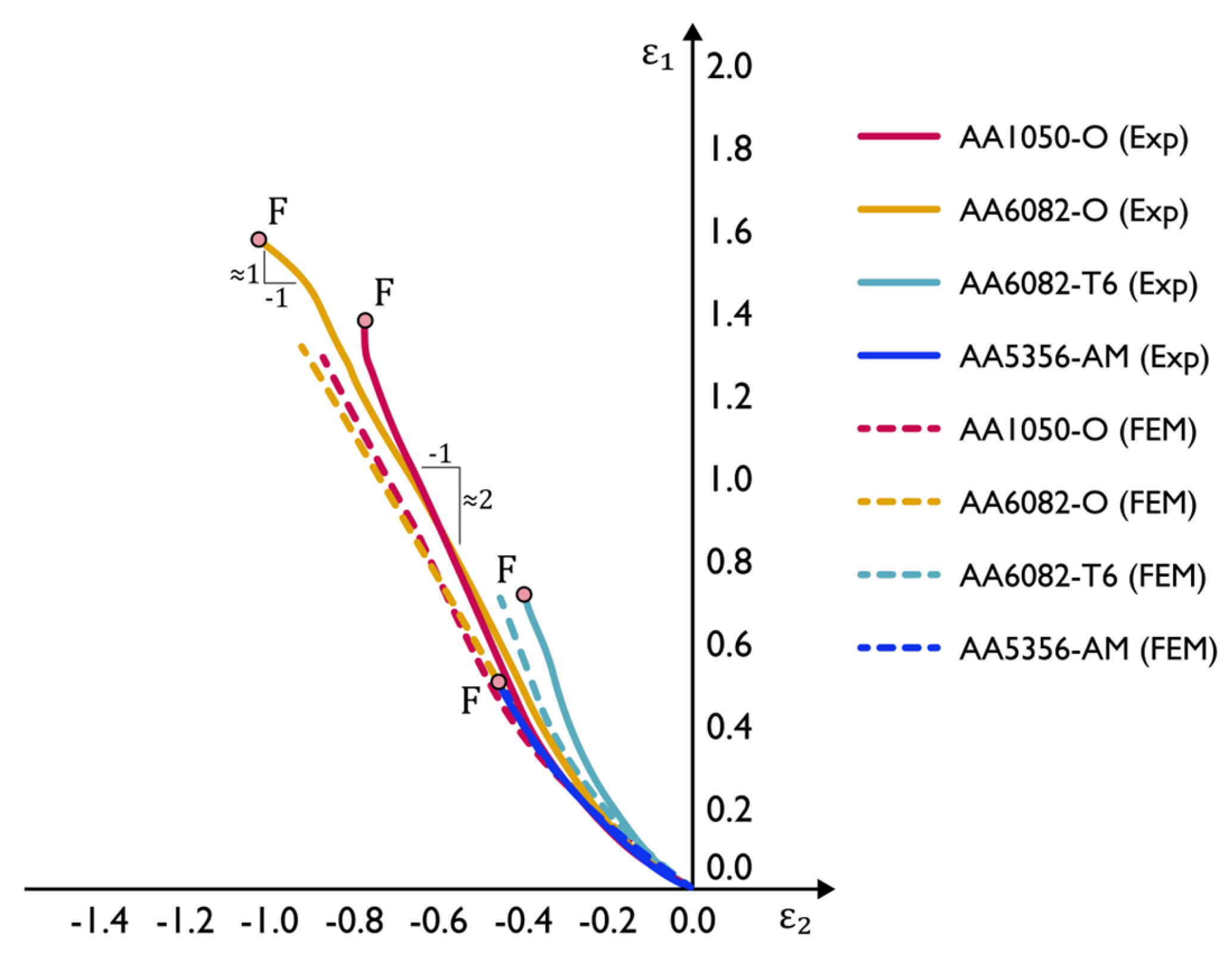
- Monotonic evolutions up to fracture due to the absence of necking, which mostly maintains a slope close to , compatible with states of uniaxial tension, such as in the case of the AA6082-T6 and AA5356-AM aluminum specimens,
- Sharp bends of the strain loading paths (immediately before point ‘F’) towards plane strain (AA1050-O aluminum) and pure shear (AA6072-O aluminum) deformation conditions are observed in the specimens where fracture is preceded by necking.
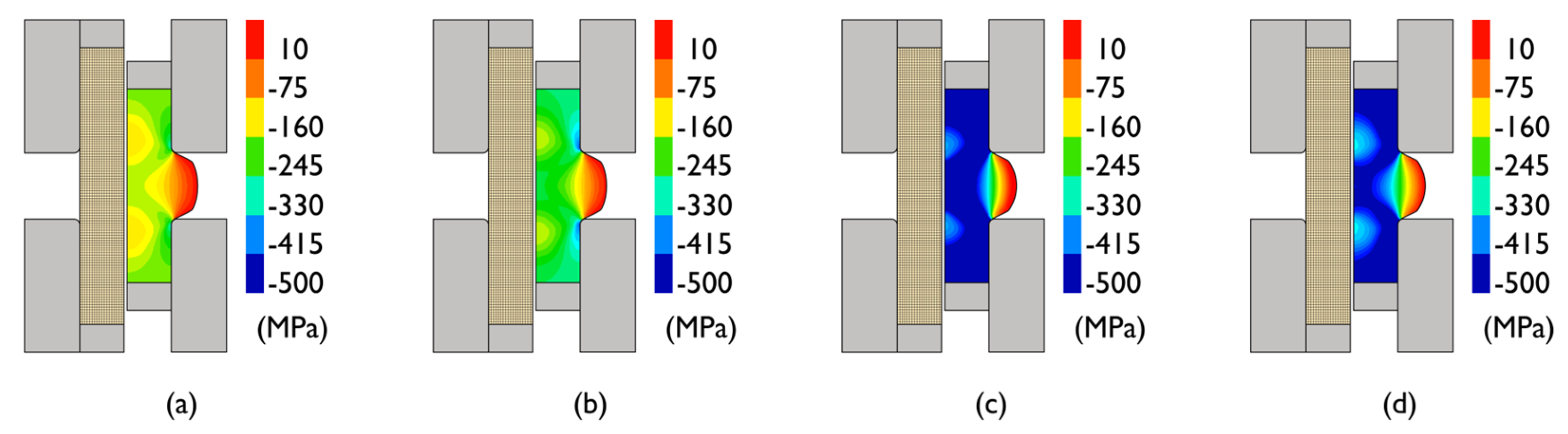
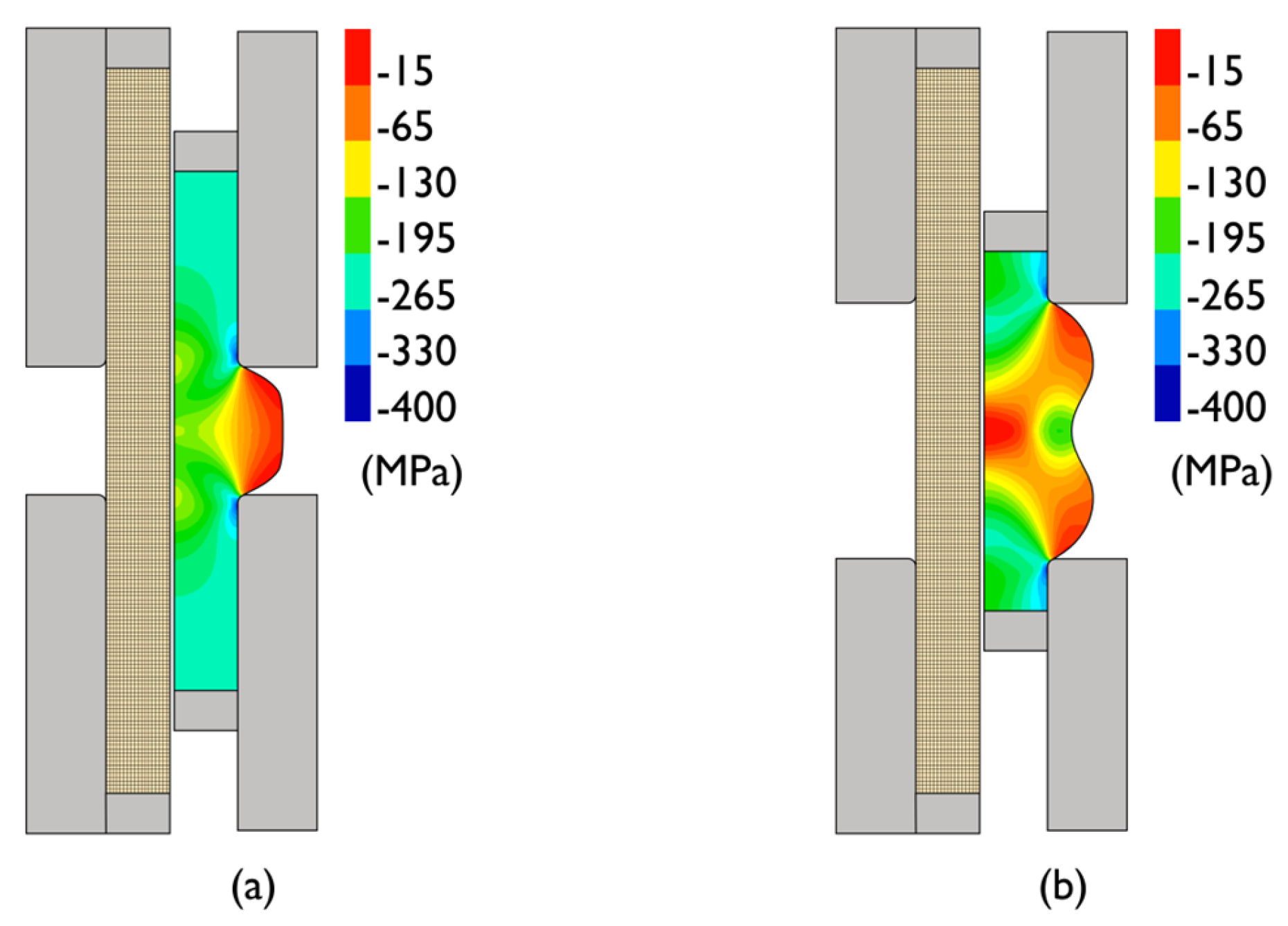
4.2. Deformation Mechanics
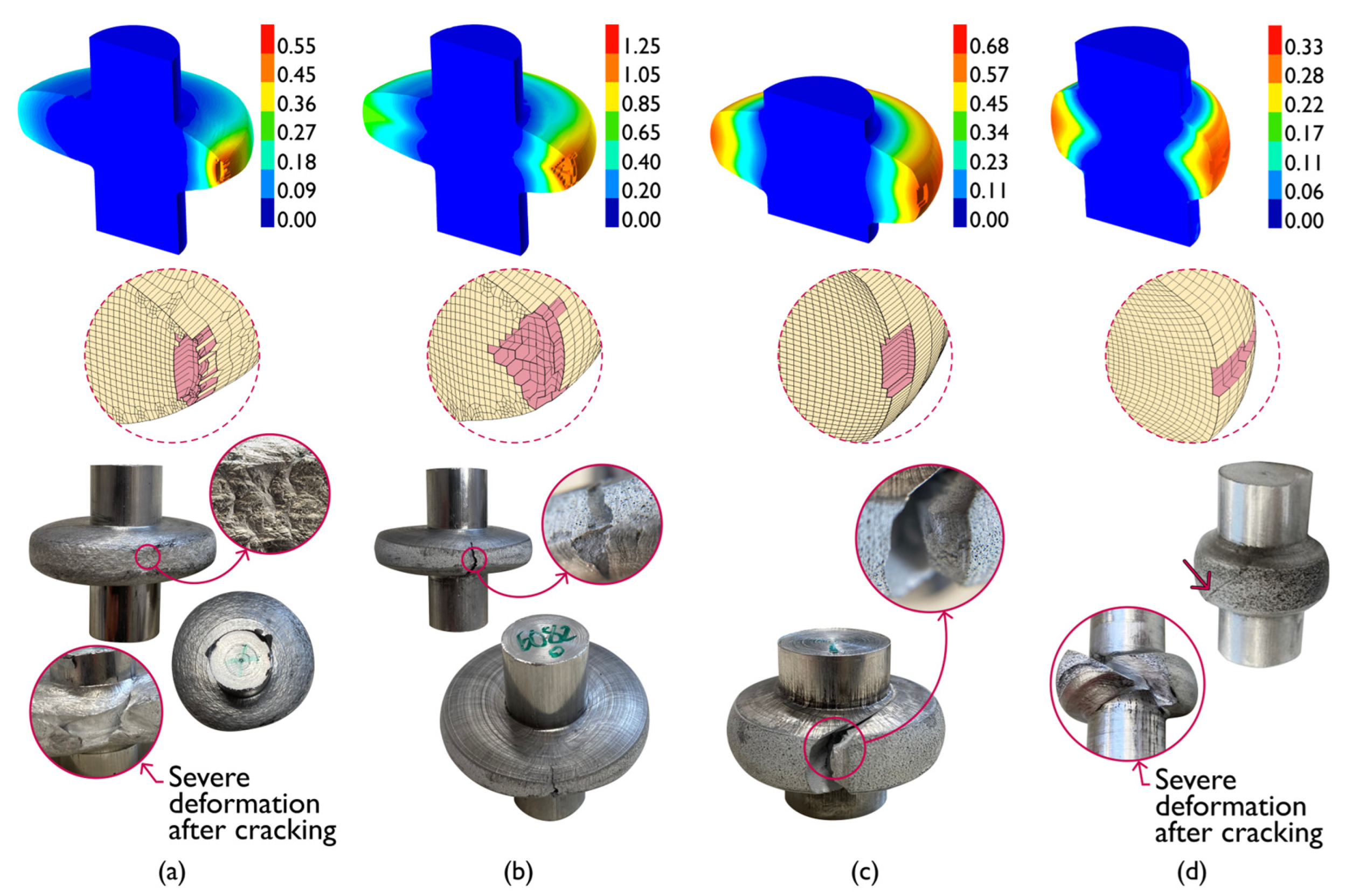
4.3. Necking and Fracture
5. Conclusions
- The test can be successfully used to characterize the formability of wrought and additively manufactured metallic materials in the three-dimensional to plane-stress material flow transitions that are commonly found in bulk metal-formed parts.
- Material flow transitions give rise to uniaxial tension states of stress that eventually lead to crack opening with or without previous localized necking.
- Cracks preceded by localized necking develop under plane strain or pure shear material flow conditions on the outer flange surface.
- The morphology of the cracks reveals crack opening by tension (mode I), out-of-plane shear (mode III), and a mixed mode resulting from the combination of modes I and III.
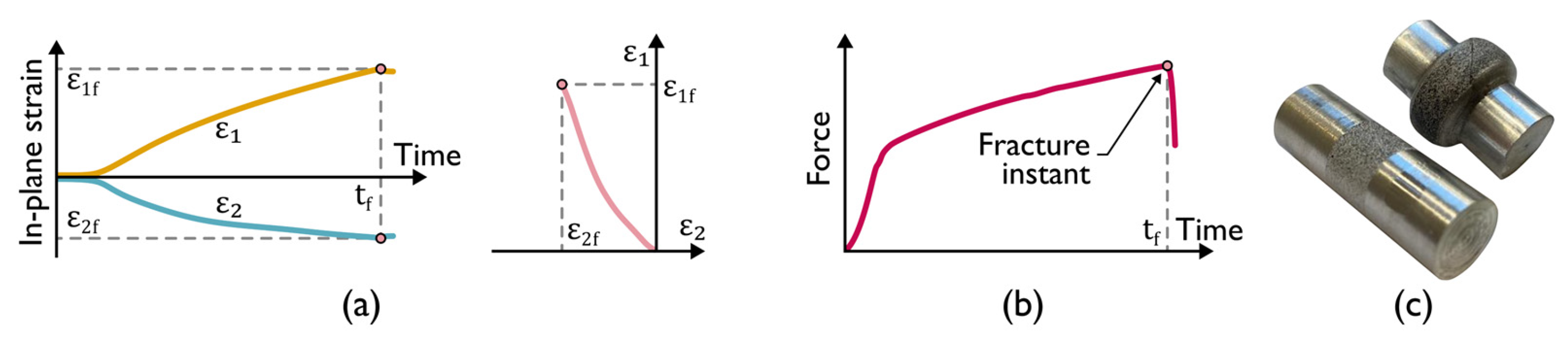
- Triggering and subsequent propagation of cracks in the new proposed test always leads to force drops in the force vs. time evolutions, thereby allowing an easy identification of the instant of cracking and of the corresponding fracture strains by combination of the force vs. time evolutions with the in-plane strains obtained from digital image correlation.
- The new test facilitates image acquisition because the measuring window of the DIC system is fixed and always centered on the vertical symmetry line of the tool set during the entire duration of the test.
- The new test is also adequate to characterize the formability limits of highly ductile materials with large fracture strains, such as aluminum AA1050-O and AA6082-O, which cannot be easily determined by conventional upset compression tests.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuhn, H.A.; Lee, P.W.; Erturk, T.A. Fracture Criterion for Cold Forming. J. Eng. Mater. Technol. 1973, 95, 213–218. [Google Scholar] [CrossRef]
- Martins, P.A.F.; Bay, N.; Tekkaya, A.E.; Atkins, A.G. Characterization of Fracture Loci in Metal Forming. Int. J. Mech. Sci. 2014, 83, 112–123. [Google Scholar] [CrossRef]
- Kobayashi, S. Deformation Characteristics and Ductile Fracture of 1040 Steel in Simple Upsetting of Solid Cylinders and Rings. J. Eng. Ind. 1970, 92, 391–398. [Google Scholar] [CrossRef]
- Erman, E.; Kuhn, H.A.; Fitzsimons, G. Novel Test Specimens for Workability Testing. In Compression Testing of Homogeneous Materials and Composites; Chait, R., Papirno, R., Eds.; ASTM International: West Conshohocken, PA, USA, 1983; pp. 279–290. [Google Scholar] [CrossRef]
- Atkins, A.G. Fracture in Forming. J. Mater. Process. Technol. 1996, 56, 609–618. [Google Scholar] [CrossRef]
- Magrinho, J.P.; Silva, M.B.; Alves, L.M.; Atkins, A.G.; Martins, P.A.F. New Methodology for the Characterization of Failure by Fracture in Bulk Forming. J. Strain Anal. Eng. Des. 2018, 53, 242–247. [Google Scholar] [CrossRef]
- Sampaio, R.F.V.; Pragana, J.P.M.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Revisiting the Fracture Forming Limits of Bulk Forming under Biaxial Tension. Int. J. Damage Mech. 2022, 31, 882–900. [Google Scholar] [CrossRef]
- Silva, C.M.A.; Alves, L.M.; Nielsen, C.V.; Atkins, A.G.; Martins, P.A.F. Failure by Fracture in Bulk Metal Forming. J. Mater. Process. Technol. 2015, 215, 287–298. [Google Scholar] [CrossRef]
- Cockroft, M.G.; Latham, D.J. Ductility and the Workability of Metals. J. Inst. Met. 1968, 96, 33–39. [Google Scholar]
- McClintock, F.A. A Criterion for Ductile Fracture by the Growth of Holes. J. Appl. Mech. 1968, 35, 363–371. [Google Scholar] [CrossRef]
- Xue, L.; Wierzbicki, T. Ductile Fracture Initiation and Propagation Modeling Using Damage Plasticity Theory. Eng. Fract. Mech. 2008, 75, 3276–3293. [Google Scholar] [CrossRef]
- Shah, A.; Aliyev, R.; Zeidler, H.; Krinke, S. A Review of the Recent Developments and Challenges in Wire Arc Additive Manufacturing (WAAM) Process. J. Manuf. Mater. Process. 2023, 7, 97. [Google Scholar] [CrossRef]
- Pragana, J.P.M.; Sampaio, R.F.V.; Bragança, I.M.F.; Silva, C.M.A.; Martins, P.A.F. Hybrid Metal Additive Manufacturing: A State–of–the-Art Review. Adv. Ind. Manuf. Eng. 2021, 2, 100032. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Dias, M.; Pragana, J.P.M.; Ferreira, B.; Ribeiro, I.; Silva, C.M.A. Economic and Environmental Potential of Wire-Arc Additive Manufacturing. Sustainability 2022, 14, 5197. [Google Scholar] [CrossRef]
- Balendra, R. Process Mechanics of Injection Upsetting. Int. J. Mach. Tool Des. Res. 1985, 25, 63–73. [Google Scholar] [CrossRef]
- Sampaio, R.F.V.; Pragana, J.P.M.; Bragança, I.M.F.; Silva, C.M.A.; Nielsen, C.V.; Martins, P.A.F. On the Utilization of Radial Extrusion to Characterize Fracture Forming Limits. Part I—Methodology and Tooling. In Proceedings of the SheMet 2023—The 20th International Conference on Sheet Metal, Erlangen-Nürnberg, Germany, 2–5 April 2023; Materials Research Proceedings. Volume 25, pp. 229–236. [Google Scholar] [CrossRef]
- Sampaio, R.F.V.; Pragana, J.P.M.; Bragança, I.M.F.; Silva, C.M.A.; Nielsen, C.V.; Martins, P.A.F. On the Utilization of Radial Extrusion to Characterize Fracture Forming Limits. Part II—Testing and Modelling. In Proceedings of the SheMet 2023—The 20th International Conference on Sheet Metal, Erlangen-Nürnberg, Germany, 2–5 April 2023; Materials Research Proceedings. Volume 25, pp. 237–244. [Google Scholar] [CrossRef]
- Bulzak, T.; Pater, Z.; Tomczak, J.; Wójcik, Ł. A Rotary Compression Test for Determining the Critical Value of the Cockcroft–Latham Criterion for R260 Steel. Int. J. Damage Mech. 2019, 29, 874–886. [Google Scholar] [CrossRef]
- Nielsen, C.V.; Martins, P.A.F. Metal Forming, 1st ed.; Elsevier: New York, NY, USA, 2021. [Google Scholar] [CrossRef]
- Martello, G. Discretization Analysis in FEM Models. In Proceedings of the MATEC Web of Conferences—International Scientific Conference Week of Science in SPbPU—Civil Engineering, Saint-Petersburg, Russia, 15 April 2016. [Google Scholar] [CrossRef]
- Balendra, R.; Qin, Y. Injection Forging: Engineering and Research. J. Mater. Process. Technol. 2004, 145, 189–206. [Google Scholar] [CrossRef]
- Marciniak, Z.; Kuczyński, K. Limit Strains in the Processes of Stretch-Forming Sheet Metal. Int. J. Mech. Sci. 1967, 9, 609–620. [Google Scholar] [CrossRef]
- Hill, R. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1948, 193, 281–297. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Dies | ||
| Gap height | 7.5 mm, 12 mm, 16 mm, 32 mm | |
| Fillet radius | 0.5 mm | |
| Punches | ||
| Diameter | 10 mm, 16 mm | |
| Velocity | 5 mm/min | |
| Specimens | ||
| AA1050-O, AA6082-O, AA6082-T6 | Initial diameter | 16 mm |
| Initial length | 50 mm, 90 mm | |
| Aspect ratio | 0.75, 1, 2 | |
| AA5356-AM | Initial diameter | 10 mm |
| Initial length | 25 mm | |
| Aspect ratio | 0.75, 1, 2 | |
| Lubrication | Molybdenum disulfide (MoS2) | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sampaio, R.F.V.; Pragana, J.P.M.; Bragança, I.M.F.; Silva, C.M.A.; Nielsen, C.V.; Martins, P.A.F. Characterization of the Fracture Forming Limits by Radial Extrusion. J. Manuf. Mater. Process. 2023, 7, 107. https://doi.org/10.3390/jmmp7030107
Sampaio RFV, Pragana JPM, Bragança IMF, Silva CMA, Nielsen CV, Martins PAF. Characterization of the Fracture Forming Limits by Radial Extrusion. Journal of Manufacturing and Materials Processing. 2023; 7(3):107. https://doi.org/10.3390/jmmp7030107
Chicago/Turabian StyleSampaio, Rui F. V., João P. M. Pragana, Ivo M. F. Bragança, Carlos M. A. Silva, Chris V. Nielsen, and Paulo A. F. Martins. 2023. "Characterization of the Fracture Forming Limits by Radial Extrusion" Journal of Manufacturing and Materials Processing 7, no. 3: 107. https://doi.org/10.3390/jmmp7030107
APA StyleSampaio, R. F. V., Pragana, J. P. M., Bragança, I. M. F., Silva, C. M. A., Nielsen, C. V., & Martins, P. A. F. (2023). Characterization of the Fracture Forming Limits by Radial Extrusion. Journal of Manufacturing and Materials Processing, 7(3), 107. https://doi.org/10.3390/jmmp7030107