
Cooling Rate Modeling and Evaluation during Centrifugal Atomization Process


Abstract
:1. Introduction
2. Mathematical Model
2.1. Cooling Rate Calculation
2.2. Properties of Atomization Gas and Alloys
3. Materials and Methods
3.1. Materials
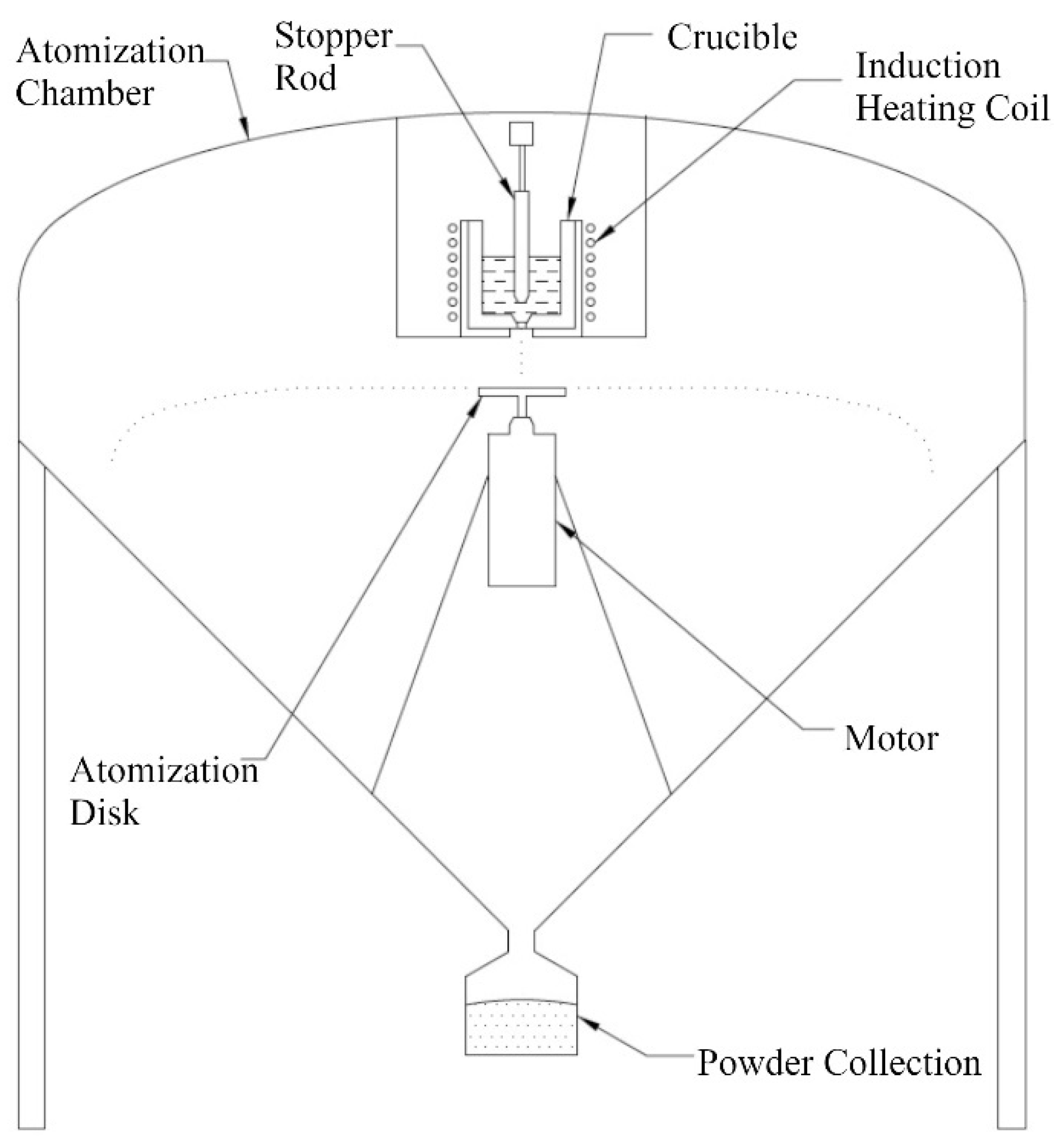
3.2. Atomization
3.3. Powder Characterization
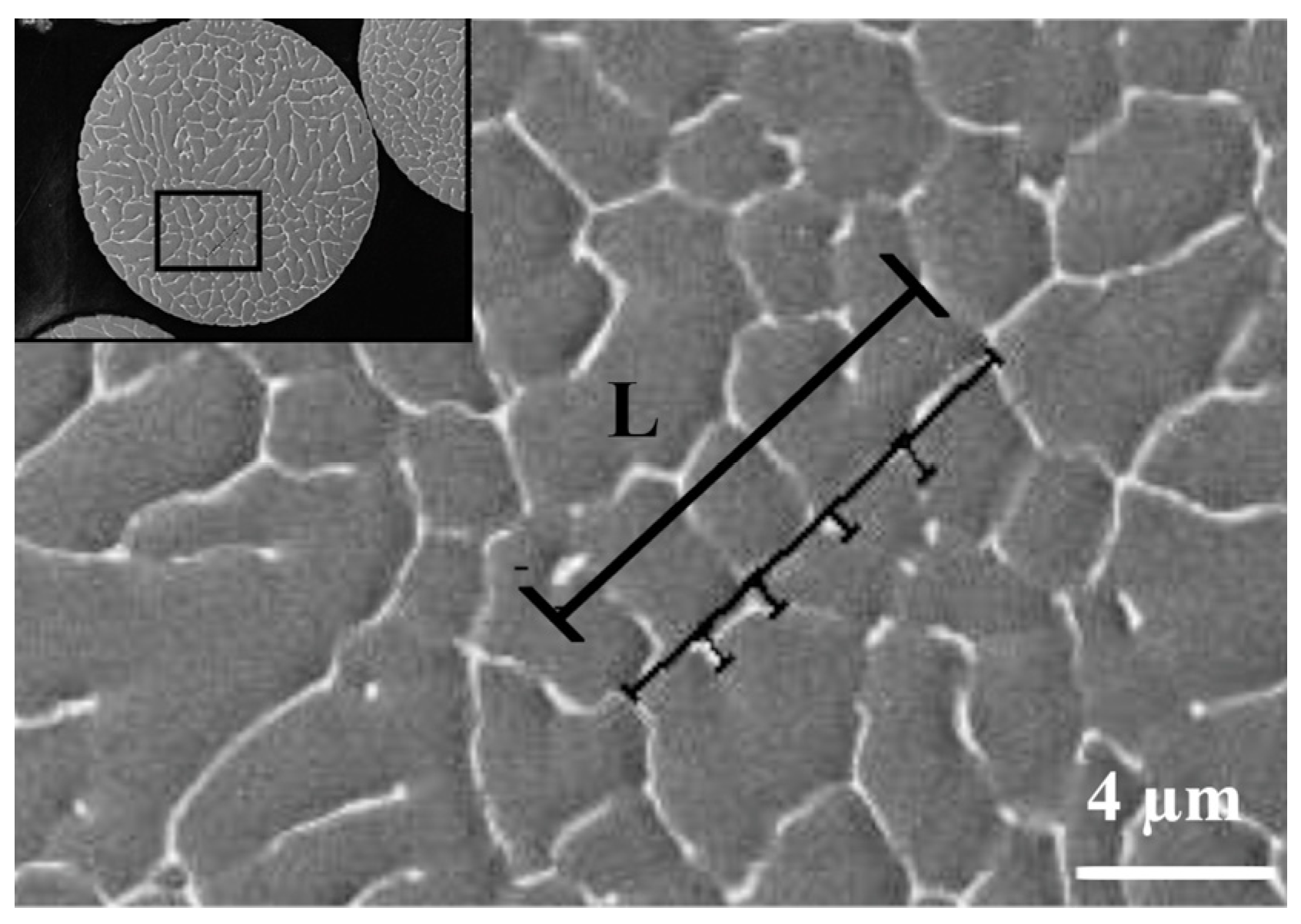
3.4. Secondary Dendrite Arm Spacing Measuring Method
4. Results and Discussion
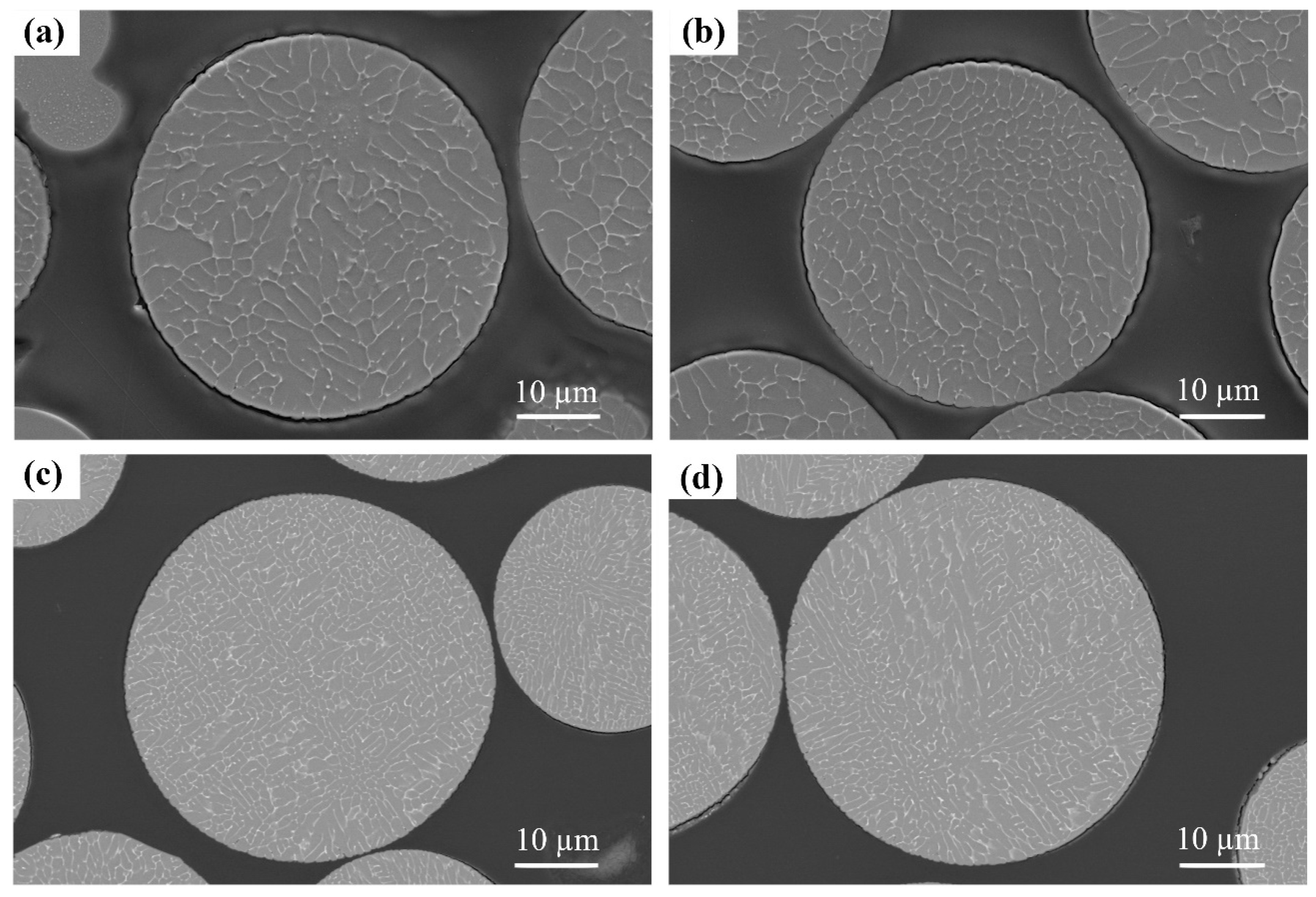
4.1. Metallographic Analysis
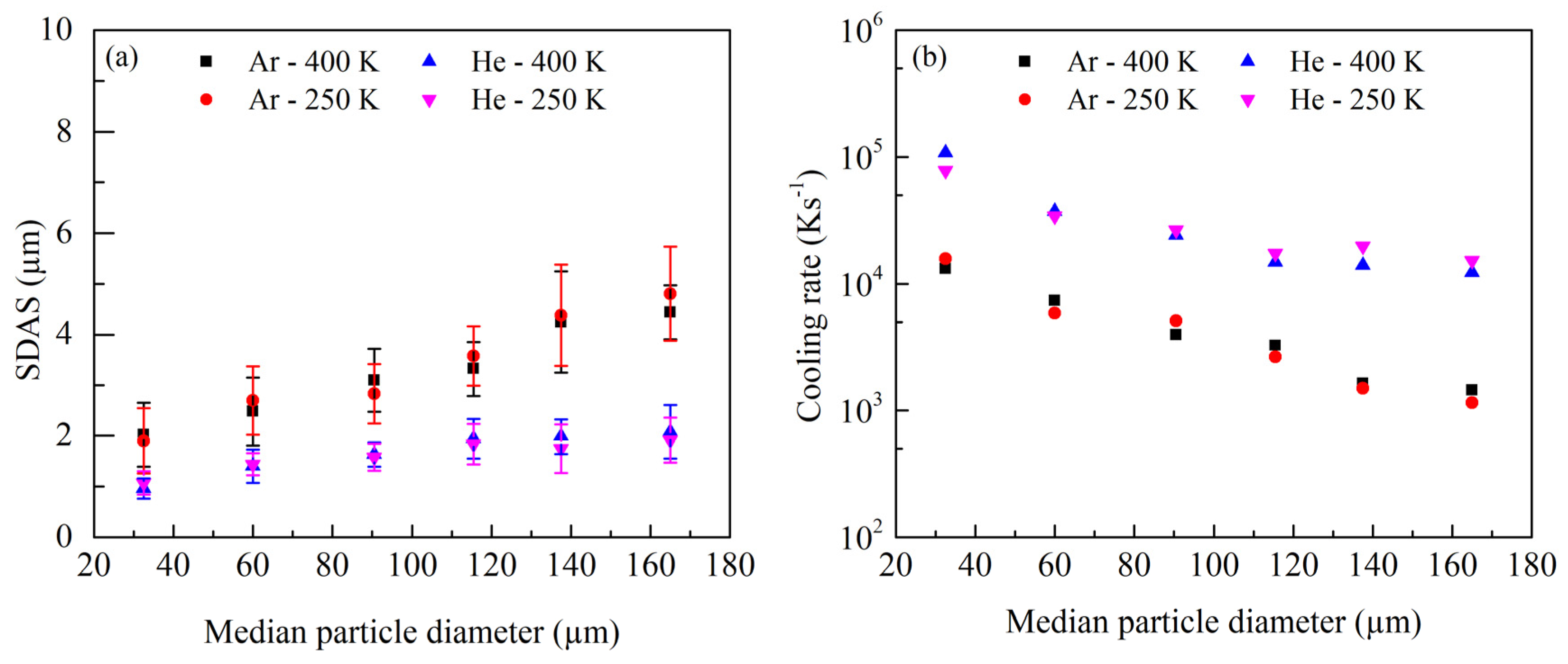
4.2. Secondary Dendrite Arm Spacing—Cooling Rate Correlation
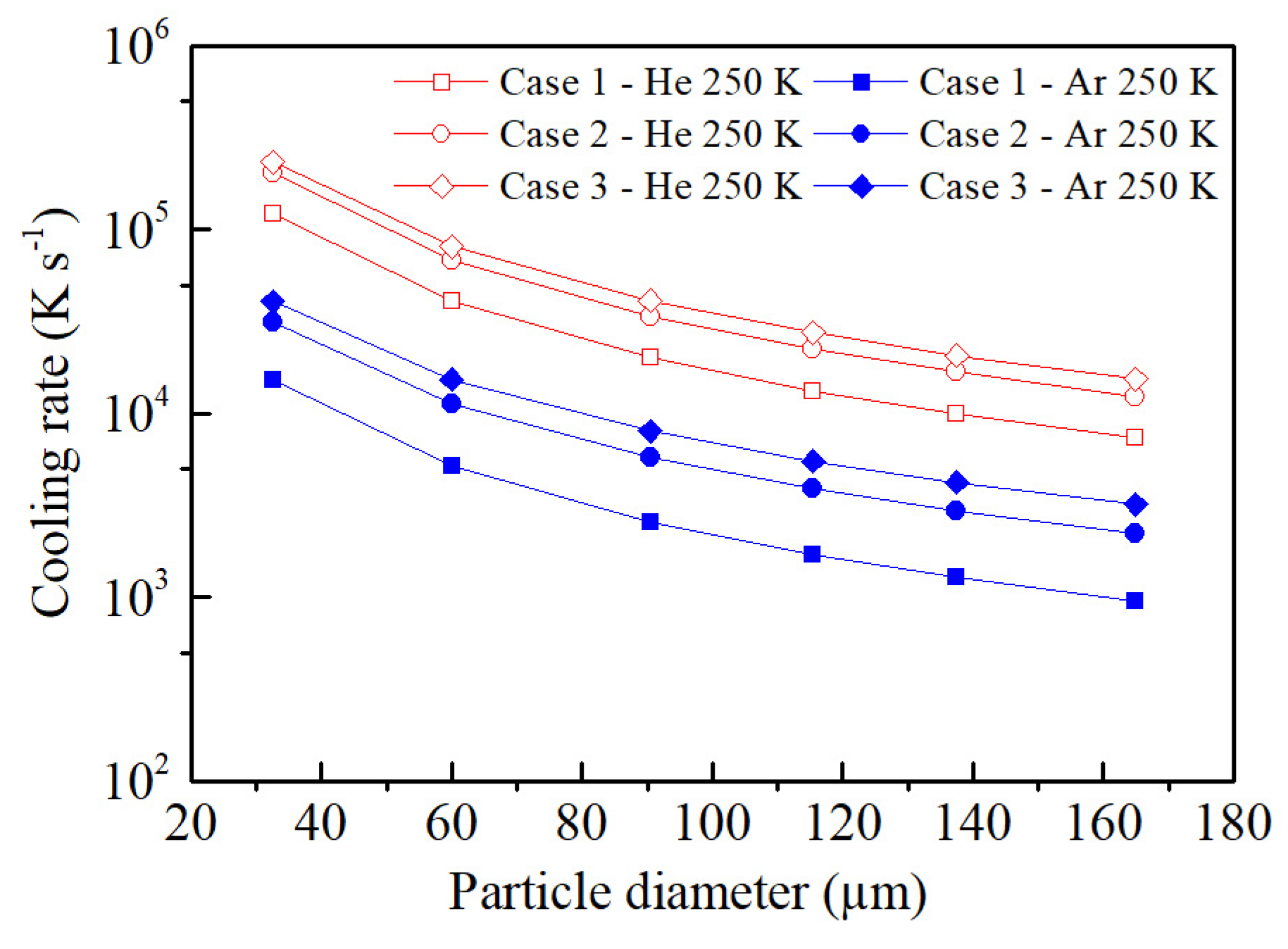
4.3. Theoretical Cooling Rate
- −
- Case 1: Whitaker correlation with kg, Re and Pr evaluated at the ambient temperature TA;
- −
- Case 2: Whitaker correlation with kg evaluated at the film temperature Tf = (Td + TA)/2 and Re and Pr evaluated at the ambient temperature TA;
- −
- Case 3, Wiskel modified correlation with kg evaluated at the droplet surface temperature Td and Re and Pr evaluated at the ambient temperature TA.
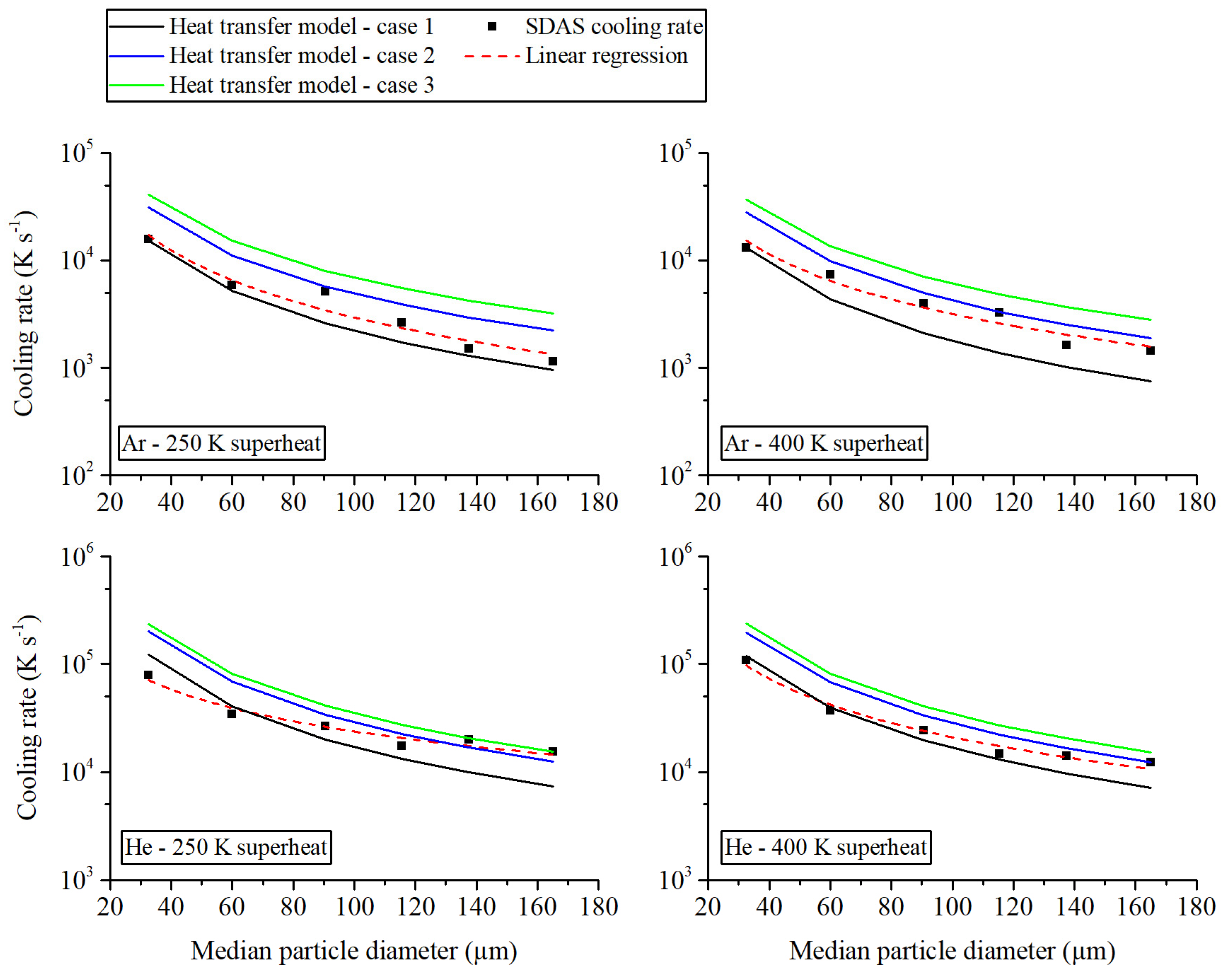
4.4. Experimental Validation of the Model
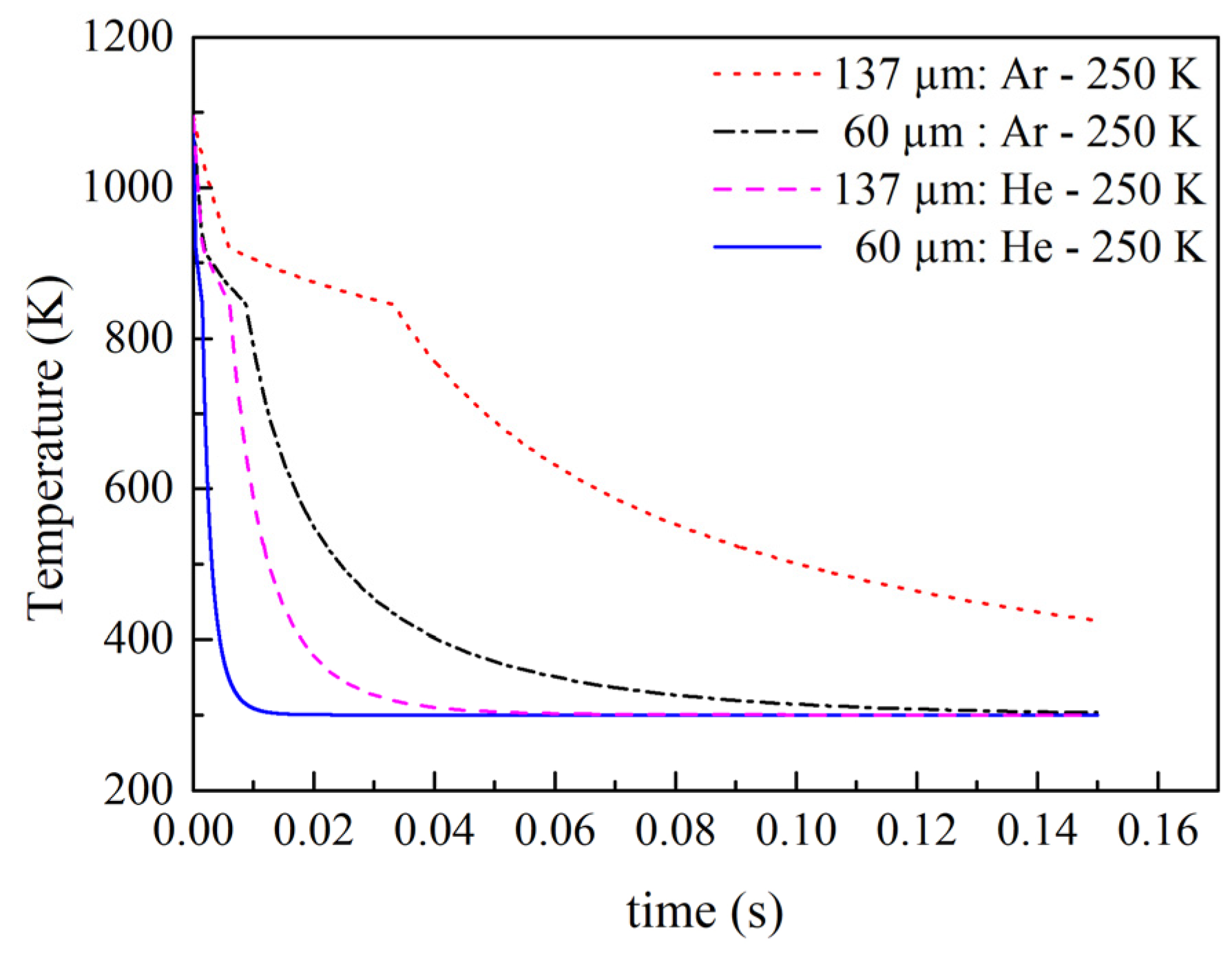
4.5. Thermal Evolution of the Atomized Particles
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Frost, A. Rotary Atomization in the Ligament Formation Mode. J. Agric. Eng. Res. 1981, 26, 63–78. [Google Scholar] [CrossRef]
- Klaphaak, D. Method of Centrifugal Atomization. U.S. Patent 3,720,737, 13 March 1973. [Google Scholar]
- Mandal, S.; Sadeghianjahromi, A.; Wang, C.C. Experimental and Numerical Investigations on Molten Metal Atomization Techniques—A Critical Review. Adv. Powder Technol. 2022, 33, 103809. [Google Scholar] [CrossRef]
- Popov, V.V.; Grilli, M.L.; Koptyug, A.; Jaworska, L.; Katz-demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder Bed Fusion Additive Manufacturing Using Critical Raw Materials: A Review. Materials 2021, 14, 909. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The Metallurgy and Processing Science of Metal. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Narasimhan, K.S.; Semel, F.J. Sintering of Powder Mixtures and the Growth of Ferrous Powder Metallurgy. Mater. Chem. Phys. 2001, 67, 56–65. [Google Scholar] [CrossRef]
- Deirmina, F.; Pellizzari, M.; Federici, M. Production of a Powder Metallurgical Hot Work Tool Steel with Harmonic Structure by Mechanical Milling and Spark Plasma Sintering. Metall. Mater. Trans. A 2017, 48, 1910–1920. [Google Scholar] [CrossRef]
- Kim, J.H.; Lee, J.W.; Kim, K.H.; Lee, C.B. Preliminary Study on the Fabrication of Particulate Fuel through Pressureless Sintering Process. Sci. Technol. Nucl. Install. 2016, 2016, 3717361. [Google Scholar] [CrossRef] [Green Version]
- Henao, J.; Concustell, A.; Cano, I.G.; Dosta, S.; Cinca, N.; Guilemany, J.M.; Suhonen, T. Novel Al-Based Metallic Glass Coatings by Cold Gas Spray. Mater. Des. 2016, 94, 253–261. [Google Scholar] [CrossRef]
- Bauckhage, K. Fundamentals of Melt Atomization, Spray Forming and Deposition. In Proceedings of the International Conference on Liquid Atomization and Spray Systems ICLASS, Sorrento, Italy, 13–17 July 2003. [Google Scholar]
- Bogno, A.-A.; Henein, H.; Uhlenwinkel, V.; Gärtner, E. Single Fluid Atomization Fundamentals. In Metal Sprays and Spray Deposition; Henein, H., Uhlenwinkel, V., Fritsching, U., Eds.; Springer: Cham, Switzerland, 2017; pp. 9–46. ISBN 978-3-319-52687-4. [Google Scholar]
- Pijuan, J.; Cegarra, S.A.; Dosta, S.; Albaladejo-Fuentes, V.; Riera, M.D. Centrifugal Atomization of Glass-Forming Alloy Al86Ni8Y4.5La1.5. Materials 2022, 15, 8159. [Google Scholar] [CrossRef]
- Wiskel, J.B.; Henein, H.; Maire, E. Solidification Study of Aluminum Alloys Using Impulse Atomization: Part I: Heat Transfer Analysis of an Atomized Droplet. Can. Metall. Q. 2002, 41, 97–110. [Google Scholar] [CrossRef]
- Poulikakos, D.; Waldvogel, J.M. Heat Transfer and Fluid Dynamics in the Process of Spray Deposition. Adv. Heat Transf. 1996, 28, 1–74. [Google Scholar] [CrossRef]
- Zhang, L.P.; Zhao, Y.Y. Particle Size Distribution of Tin Powder Produced by Centrifugal Atomisation Using Rotating Cups. Powder Technol. 2017, 318, 62–67. [Google Scholar] [CrossRef]
- Sungkhaphaitoon, P.; Plookphol, T.; Wisutmethangoon, S. Design and Development of a Centrifugal Atomizer for Producing Zinc Metal Powder. Int. J. Appl. Phys. Math. 2012, 2, 77–82. [Google Scholar] [CrossRef] [Green Version]
- Sungkhaphaitoon, P.; Wisutmethangoon, S.; Plookphol, T. Influence of Process Parameters on Zinc Powder Produced by Centrifugal Atomisation. Mater. Res. 2017, 20, 718–724. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.Y.; Jacobs, M.H.; Dowson, A.L. Liquid Flow on a Rotating Disk Prior to Centrifugal Atomization and Spray Deposition. Metall. Mater. Trans. B 1998, 29, 1357–1369. [Google Scholar] [CrossRef]
- Kumar, P.; Sarkar, S. Experimental Investigation of Liquid Disintegration on Slotted Disc in Centrifugal Atomization Process. Chem. Eng. Res. Des. 2019, 145, 76–84. [Google Scholar] [CrossRef]
- Freyberg, A.V.; Henein, H.; Uhlenwinkel, V.; Buchholz, M. Droplet Solidification and Gas-Droplet Thermal Coupling in the Atomization of a Cu-6Sn Alloy. Metall. Mater. Trans. B 2003, 34, 243–253. [Google Scholar] [CrossRef]
- Ciftci, N.; Ellendt, N.; Coulthard, G.; Soares Barreto, E.; Mädler, L.; Uhlenwinkel, V. Novel Cooling Rate Correlations in Molten Metal Gas Atomization. Metall. Mater. Trans. B 2019, 50, 666–677. [Google Scholar] [CrossRef]
- Zheng, B.; Lin, Y.; Zhou, Y.; Lavernia, E.J. Gas Atomization of Amorphous Aluminum: Part I. Thermal Behavior Calculations. Metall. Mater. Trans. B 2009, 40, 768–778. [Google Scholar] [CrossRef] [Green Version]
- He, S.; Liu, Y.; Guo, S. Cooling Rate Calculation of Non-Equilibrium Aluminum Alloy Powders Prepared by Gas Atomization. Rare Met. Mater. Eng. 2009, 38, 353–356. [Google Scholar]
- Ellendt, N.; Lumanglas, A.M.; Moqadam, S.I.; Mädler, L. A Model for the Drag and Heat Transfer of Spheres in the Laminar Regime at High Temperature Differences. Int. J. Therm. Sci. 2018, 133, 98–105. [Google Scholar] [CrossRef]
- Abderrahmane, A.; Mohamed, A.; Abdelkader, N.; El Ganaoui, M.; Pateyron, B. Ranz and Marshall Correlations Limits on Heat Flow Between a Sphere and Its Surrounding Gas at High Temperature. Therm. Sci. 2015, 19, 1521–1528. [Google Scholar] [CrossRef]
- Ellendt, N.; Schmidt, R.; Knabe, J.; Henein, H.; Uhlenwinkel, V. Spray Deposition Using Impulse Atomization Technique. Mater. Sci. Eng. A 2004, 383, 107–113. [Google Scholar] [CrossRef]
- Öztürk, S.; Arslan, F.; Öztürk, B. Effect of Production Parameters on Cooling Rates of AA2014 Alloy Powders Produced by Water Jet Cooled, Rotating Disc Atomisation. Powder Metall. 2003, 46, 342–348. [Google Scholar] [CrossRef]
- Zhu, X.; Ding, B.; Wang, H.; He, X.Y.; Tan, Y.; Liao, Q. Numerical Study on Solidification Behaviors of a Molten Slag Droplet in the Centrifugal Granulation and Heat Recovery System. Appl. Therm. Eng. 2018, 130, 1033–1043. [Google Scholar] [CrossRef]
- Whitaker, S. Forced Convection Heat Transfer Correlations for Flow in Pipes, Past Flat Plates, Single Cylinders, Single Spheres, and for Flow in Packed Beds and Tube Bundles. AIChE J. 1972, 18, 361–371. [Google Scholar] [CrossRef]
- Cegarra Salges, S.A.; Pijuan, J.; Hernández, R.; Riera, M.D. Effect of Processing Parameters on Copper Powder Produced by Novel Hybrid Atomisation Technique. Powder Metall. 2020, 63, 142–148. [Google Scholar] [CrossRef]
- Meharabian, R.; Hsu, S.C.; Levi, C.G.; Kou, S. Heat Flow Limitations in Rapid Solidification Processing. In Advances in Metal Processing; Burke, J.J., Meharabian, R., Weiss, V., Eds.; Plenum Press: New York, NY, USA, 1981; pp. 13–44. ISBN 9781461583028. [Google Scholar]
- Yule, A.J.; Dunkley, J.J. Atomization of Melts, 1st ed.; Oxford University Press: Oxford, UK, 1994; ISBN 0198562586. [Google Scholar]
- Gianoglio, D.; Ciftci, N.; Armstrong, S.; Uhlenwinkel, V.; Battezzati, L. On the Cooling Rate-Microstructure Relationship in Molten Metal Gas Atomization. Metall. Mater. Trans. A 2021, 52, 3750–3758. [Google Scholar] [CrossRef]
- Ranz, W.E.; Marshal, W.R. Evaporation from drops. Chem. Eng. Prog. 1952, 48, 141–146. [Google Scholar]
- Lewis, J.A.; Gauvin, W.H. Motion of Particles Entrained in a Plasma Jet. AIChE J. 1973, 19, 982–990. [Google Scholar] [CrossRef] [Green Version]
- Young, R.M.; Pfender, E. Nusselt Number Correlations for Heat Transfer to Small Spheres in Thermal Plasma Flows. Plasma Chem. Plasma Process. 1987, 7, 211–229. [Google Scholar] [CrossRef]
- Haghighatjoo, M. A Numerical Investigation of Free-Fall Swirling Gas Atomization Process. Masters’s Thesis, Concordia University, Montreal, QC, Canada, November 2020. [Google Scholar]
- Lee, E.S.; Ahn, S. Solidification Progress and Heat Transfer Analysis of Gas-Atomized Alloy Droplets during Spray Forming. Acta Metall. Mater. 1994, 42, 3231–3243. [Google Scholar] [CrossRef]
- Zhao, Y.Y. Analysis of Flow Development in Centrifugal Atomization: Part I. Film Thickness of a Fully Spreading Melt. Model. Simul. Mater. Sci. Eng. 2004, 12, 959–971. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.Y. Analysis of Flow Development in Centrifugal Atomization: Part II. Disintegration of a Non-Fully Spreading Melt. Model. Simul. Mater. Sci. Eng. 2004, 12, 973–983. [Google Scholar] [CrossRef] [Green Version]
- Produktionstechnik, D.F.; Ciftci, N. Cooling Strategies for the Atomization of Glass-Forming Alloys. Ph.D. Thesis, University of Bremen, Bremen, Germany, 2020. [Google Scholar]
- Çengel, Y.A. Heat Transfer: A Practical Approach, 1st ed.; McGraw-Hill: New York, NY, USA, 1998. [Google Scholar]
- Anyalebechi, P.N. Effects of Alloying Elements and Solidification Conditions on Secondary Dendrite Arm Spacing in Aluminum Alloys. In Proceedings of the TMS Annual Meeting, Charlotte, NC, USA, 14–18 March 2004; Volume 2004, pp. 217–233. [Google Scholar]
- Wiskel, J.B.; Navel, K.; Henein, H.; Maire, E. Solidification Study of Aluminum Alloys Using Impulse Atomization: Part II. Effect of Cooling Rate on Microstructure. Can. Metall. Q. 2002, 41, 193–204. [Google Scholar] [CrossRef]
- Mullis, A.M.; Farrell, L.; Cochrane, R.F.; Adkins, N.J. Estimation of Cooling Rates during Close-Coupled Gas Atomization Using Secondary Dendrite Arm Spacing Measurement. Metall. Mater. Trans. B 2013, 44, 992–999. [Google Scholar] [CrossRef] [Green Version]
- He, C.; Yu, W.; Li, Y.; Wang, Z.; Wu, D.; Xu, G. Relationship between Cooling Rate, Microstructure Evolution, and Performance Improvement of an Al-Cu Alloy Prepared Using Different Methods. Mater. Res. Express 2020, 7, 116501. [Google Scholar] [CrossRef]
- Leander, F.; Pease, D.L. Metallography and Microstructures of Powder Metallurgy Alloys. In Metallography and Microstructures Handbook; Voort, V., Baldwin, W., Eds.; ASM International: Almere, The Netherlands, 2004; Volume 9, pp. 994–1020. ISBN 0871707063. [Google Scholar]
- Stefanescu, D.M.; Ruxanda, R. Fundamentals of Solidification. In Metallography and Microstructures Vol 9—ASM Handbook; Vander Voort, G.F., Ed.; ASM International: Almere, The Netherlands, 2004; pp. 71–92. [Google Scholar]
- Ferreira, A.F.; De Castro, J.A.; De Olivé Ferreira, L. Predicting Secondary-Dendrite Arm Spacing of the Al-4.5wt%Cu Alloy during Unidirectional Solidification. Mater. Res. 2017, 20, 68–75. [Google Scholar] [CrossRef] [Green Version]
- Sharma, P. Analysis Anddesign of Cooling Chamber for Gas Atomization Plant. Int. J. Curr. Res. 2017, 9, 46614–46625. [Google Scholar]
- Tourret, D.; Reinhart, G.; Gandin, C.A.; Iles, G.N.; Dahlborg, U.; Calvo-Dahlborg, M.; Bao, C.M. Gas Atomization of Al-Ni Powders: Solidification Modeling and Neutron Diffraction Analysis. Acta Mater. 2011, 59, 6658–6669. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol (Unit) | Value |
|---|---|---|
| Liquidus Temperature | Tl (K) | 921 |
| Solidus Temperature | Ts (K) | 845 |
| Density of the droplet | ρd (kg m−3) | 2540 |
| Specific Heat of Liquid Alloy | Cp,l (J kg−1 K−1) | 910 |
| Specific Heat of Solid Alloy | Cp,s (J kg−1 K−1) | 1178 |
| Latent Heat of Fusion | ΔHf (J kg−1) | 381,774 |
| Parameter | Ar | He |
|---|---|---|
| Density ρg (kg/m3) | ||
| Dynamic Viscosity µg (Pa·s) | ||
| Thermal Conductivity kg (W m−1K−1) | ||
| Specific Heat Capacity Cpg (J kg−1 K−1) | 520.8 | 5197 |
| Run # | Gas Type | Superheat Melt Temperature | D50 (μm) | σ |
|---|---|---|---|---|
| 1 | 100% Ar | 400 | 113 | 1.82 |
| 2 | 100% He | 400 | 119 | 1.63 |
| 3 | 100% Ar | 250 | 107 | 1.64 |
| 4 | 100% He | 250 | 104 | 1.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cegarra, S.A.; Pijuan, J.; Riera, M.D. Cooling Rate Modeling and Evaluation during Centrifugal Atomization Process. J. Manuf. Mater. Process. 2023, 7, 112. https://doi.org/10.3390/jmmp7030112
Cegarra SA, Pijuan J, Riera MD. Cooling Rate Modeling and Evaluation during Centrifugal Atomization Process. Journal of Manufacturing and Materials Processing. 2023; 7(3):112. https://doi.org/10.3390/jmmp7030112
Chicago/Turabian StyleCegarra, Sasha A., Jordi Pijuan, and María D. Riera. 2023. "Cooling Rate Modeling and Evaluation during Centrifugal Atomization Process" Journal of Manufacturing and Materials Processing 7, no. 3: 112. https://doi.org/10.3390/jmmp7030112
APA StyleCegarra, S. A., Pijuan, J., & Riera, M. D. (2023). Cooling Rate Modeling and Evaluation during Centrifugal Atomization Process. Journal of Manufacturing and Materials Processing, 7(3), 112. https://doi.org/10.3390/jmmp7030112