



Recent Advancements in Post Processing of Additively Manufactured Metals Using Laser Polishing




Abstract
:1. Introduction
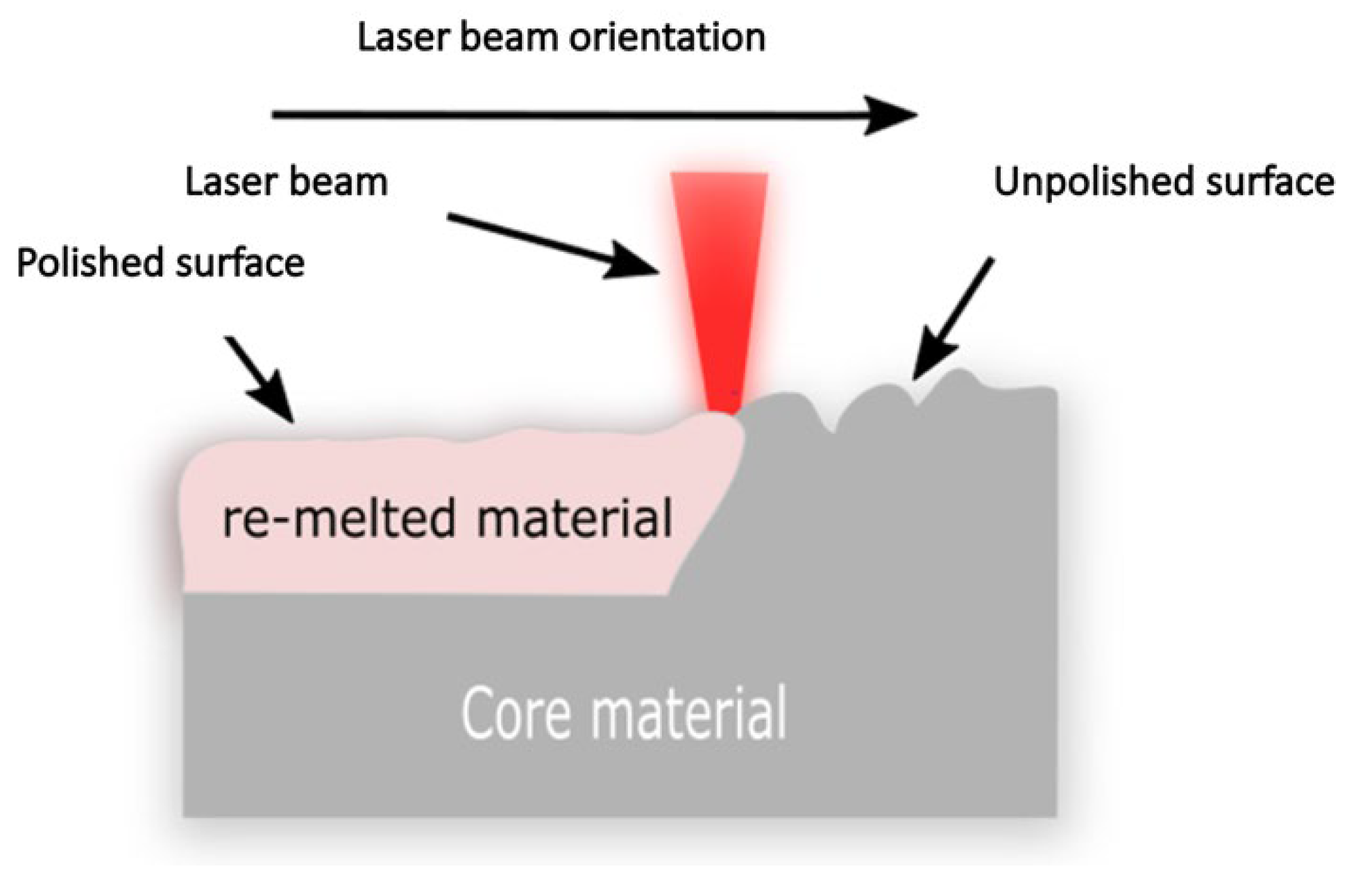
2. Laser Polishing Mechanisms
Numerical Analysis
3. LP of Titanium Alloys
3.1. Mechanical Properties
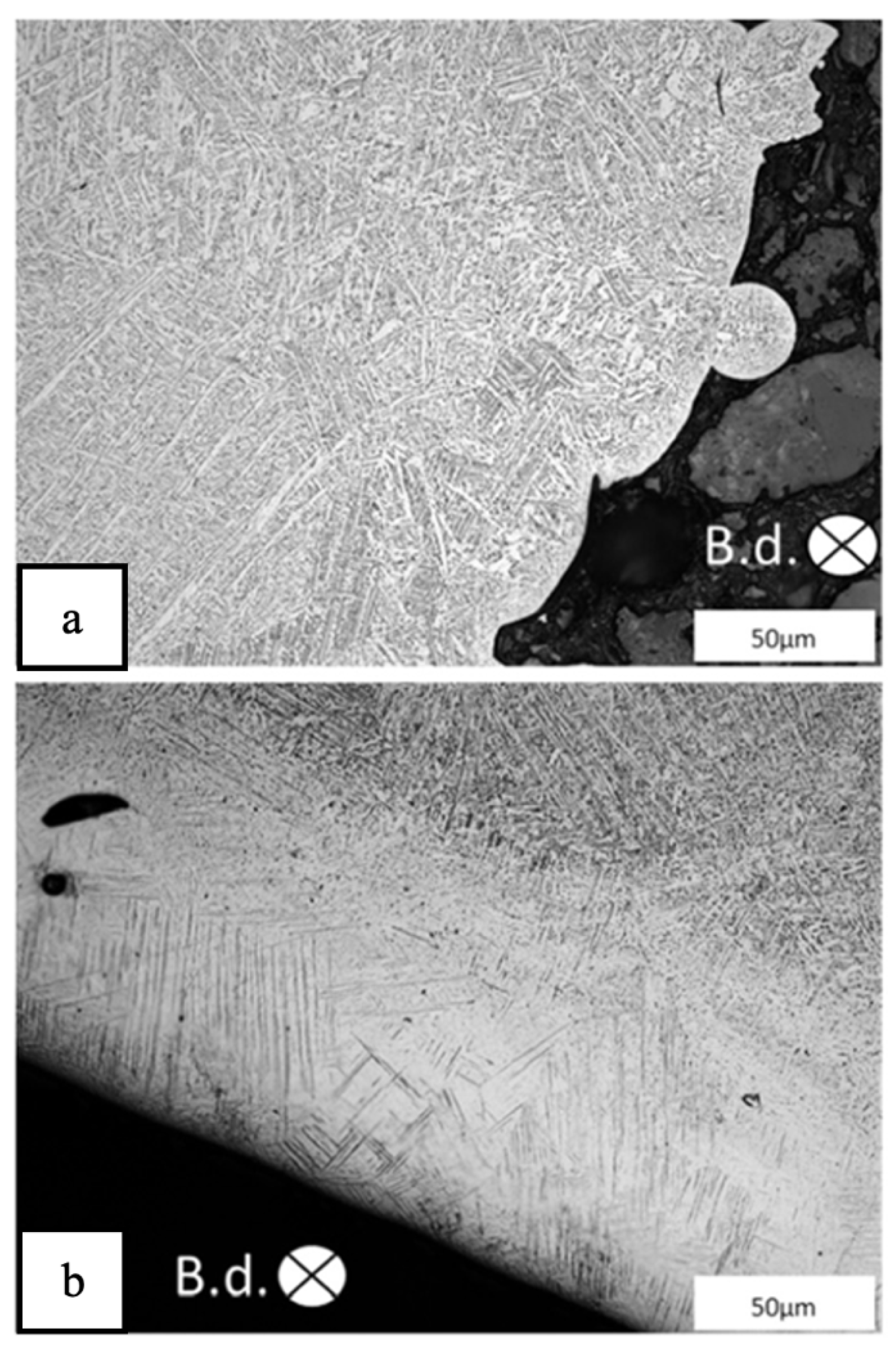
3.2. Microstructure and Surface Quality of Titanium Alloy
4. Laser Polishing of Inconel Alloys
4.1. Microstructure and Surface Quality of Inconel Alloys
4.2. Mechanical Properties
5. Cobalt Chromium—CoCr
5.1. Microstructure and Surface Quality of Cobalt Chromium
5.2. Mechanical Properties
6. Laser Polishing of Steel
6.1. Microstructure and Surface Quality of Steel
6.2. Mechanical Properties
7. Machine Learning in Laser Polishing
8. Future Work
9. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| AM | Additive manufacturing |
| ANN | Artificial neural network |
| CNN | Convolutional neural networks |
| EBM | Electron beam melted |
| HAZ | Heat-affected zone |
| HIP | Hot isotactic pressing |
| LAM | Laser additive manufacturing |
| LMD | Laser metal deposition |
| LENS | Laser engineered net shaping |
| LBPB | Laser beam powder bed |
| LPBF | Laser powder bed fusion |
| LP | Laser polishing |
| Ra | The arithmetical mean height of a line |
| Sa | The arithmetical mean height of the scale limited surface |
| SR | Stress relieved |
| SLM | Selective laser melting |
| SLS | Selective laser sintering |
| SSM | Surface shallow melting |
| SOM | Surface over melting |
| 3D | Three-dimensional |
| 3DP | Inkjet 3D printer |
References
- Gora, W.S.; Tian, Y.; Cabo, A.P.; Ardron, M.; Maier, R.R.J.; Prangnell, P.; Weston, N.J.; Hand, D.P. Enhancing surface finish of additively manufactured titanium and cobalt chrome elements using laser based finishing. Phys. Procedia 2016, 83, 258–263. [Google Scholar] [CrossRef]
- Yang, T.; Liu, C.; Chen, T.; Shao, M.; Jiang, C.; Lu, C.; Song, S. Parameter Optimization of RB-SiC Polishing by Femtosecond Laser. Materials 2023, 16, 1582. [Google Scholar] [CrossRef] [PubMed]
- Turk, T.; Leu, M.C. Experimental study for improving the productivity of laser foil printing. Int. J. Adv. Manuf. Technol. 2023, 125, 5149–5162. [Google Scholar] [CrossRef]
- Lohser, J. Evaluation of Electrochemical and Laser Polishing of Selectively Laser Melted 316l Stainless Steel; California Polytechnic State University: San Luis Obispo, CA, USA, 2018. [Google Scholar]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Ali, M.; Almotari, A.; Algamal, A.; Alafaghani, A.; Abedi, H.; Qattawi, A. Effect of in-situ laser polishing on microstructure, surface characteristics, and phase transformation of lpbf martensitic stainless steel. In Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference, New Brunswick, NJ, USA, 12–16 June 2023; pp. 1–10. [Google Scholar]
- Dadbakhsh, S.; Hao, L.; Kong, C.Y. Surface finish improvement of LMD samples using laser polishing. Virtual Phys. Prototype 2010, 5, 215–221. [Google Scholar] [CrossRef]
- Basha, S.M.; Bhuyan, M.; Basha, M.M.; Venkaiah, N.; Sankar, M.R. Laser polishing of 3D printed metallic components: A review on surface integrity. Mater. Today Proc. 2019, 26, 2047–2054. [Google Scholar] [CrossRef]
- Ma, C.P.; Guan, Y.C.; Zhou, W. Laser polishing of additive manufactured Ti alloys. Opt. Lasers Eng. 2017, 93, 171–177. [Google Scholar] [CrossRef]
- Zhang, J.; Lee, Y.J.; Wang, H. A Brief Review on the Enhancement of Surface Finish for Metal Additive Manufacturing. J. Miner. Met. Mater. Eng. 2021, 7, 1–14. [Google Scholar]
- Algamal, A.; Albat, M.A.; Ramineni, L.; Ali, M.; Almotari, A.; Alafaghani, A.; Sun, J.-Q.; Qattawi, A. Cradle-to-gate life cycle analysis of origami-based sheet metal for automobile parts. In Proceedings of the ASME 2022 International Mechanical Engineering Congress and Exposition, Columbus, OH, USA, 30 October–3 November 2022; pp. 1–10. [Google Scholar]
- Pong-Ryol, J.; Tae-Sok, J.; Nam-Chol, K.; Xing, F.; Kum-Hyok, J. Laser micro-polishing for metallic surface using UV nano-second pulse laser and CW laser. Int. J. Adv. Manuf. Technol. 2016, 85, 2367–2375. [Google Scholar] [CrossRef]
- Fraunhofer Institute for Laser Technology (ILT). Laser Micro Polishing of Aluminum Materials. 2011. Available online: https://www.ilt.fraunhofer.de/content/dam/ilt/en/documents/annual_reports/ar11/JB11_P96.pdf69572 (accessed on 3 April 2023).
- Yasa, E.; Kruth, J.P. Microstructural investigation of selective laser melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- Yung, K.C.; Xiao, T.Y.; Choy, H.S.; Wang, W.J.; Cai, Z.X. Laser polishing of additive manufactured CoCr alloy components with complex surface geometry. J. Mater. Process. Technol. 2018, 262, 53–64. [Google Scholar] [CrossRef]
- Zhihao, F.; Libin, L.; Longfei, C.; Yingchun, G. Laser Polishing of Additive Manufactured Superalloy. Procedia CIRP 2018, 71, 150–154. [Google Scholar] [CrossRef]
- Yung, K.C.; Zhang, S.S.; Duan, L.; Choy, H.S.; Cai, Z.X. Laser polishing of additive manufactured tool steel components using pulsed or continuous-wave lasers. Int. J. Adv. Manuf. Technol. 2019, 105, 425–440. [Google Scholar] [CrossRef]
- Ukar, E.; Lamikiz, A.; López de Lacalle, L.N.; del Pozo, D.; Arana, J.L. Laser polishing of tool steel with CO2 laser and high-power diode laser. Int. J. Mach. Tools Manuf. 2010, 50, 115–125. [Google Scholar] [CrossRef]
- Ramos-Grez, J.A.; Bourell, D.L. Reducing surface roughness of metallic freeform-fabricated parts using non-tactile finishing methods. Virtual Model. Rapid Manuf. Adv. Res. Virtual Rapid Prototyp. 2003, 21, 297–316. [Google Scholar] [CrossRef]
- Morgan, R.H.; Papworth, A.J.; Sutcliffe, C.; Fox, P.; O’Neill, W. High density net shape components by direct laser re-melting of single-phase powders. J. Mater. Sci. 2002, 37, 3093–3100. [Google Scholar] [CrossRef]
- Krishnan, A.; Fang, F. Review on mechanism and process of surface polishing using lasers. Front. Mech. Eng. 2019, 14, 299–319. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Zuo, D. Laser polishing of additive manufactured Ti6Al4V alloy: A review. Opt. Eng. 2021, 60, 020901. [Google Scholar] [CrossRef]
- Temmler, A.; Willenborg, E.; Wissenbach, K. Laser Polishing. Laser Appl. Microelectron. Optoelectron. Manuf. XVII 2012, 8243, 82430W. [Google Scholar] [CrossRef]
- Ermergen, T.; Taylan, F. Review on Surface Quality Improvement of Additively Manufactured Metals by Laser Polishing. Arab. J. Sci. Eng. 2021, 46, 7125–7141. [Google Scholar] [CrossRef]
- Bordatchev, E.V.; Hafiz, A.M.K.; Tutunea-Fatan, O.R. Performance of laser polishing in finishing of metallic surfaces. Int. J. Adv. Manuf. Technol. 2014, 73, 35–52. [Google Scholar] [CrossRef] [Green Version]
- Li, K.; Zhao, Z.; Zhou, H.; Zhou, H.; Jin, J. Numerical analyses of molten pool evolution in laser polishing Ti6Al4V. J. Manuf. Process. 2020, 58, 574–584. [Google Scholar] [CrossRef]
- Zhao, S.; Wang, D.; Liu, J.; Yu, M.; Yan, R.; Cui, E.; Liu, S.; Lei, C. Analysis of molten pool dynamics and surface smoothing time scale in laser polishing alloy materials. Opt. Laser Technol. 2023, 161, 109183. [Google Scholar] [CrossRef]
- Li, J.; Jin, Y.; Chang, Y.; Zuo, D. Finite element simulation and experimental study of single-laser track in laser polishing of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 121, 4571–4581. [Google Scholar] [CrossRef]
- Marimuthu, S.; Triantaphyllou, A.; Antar, M.; Wimpenny, D.; Morton, H.; Beard, M. Laser polishing of selective laser melted components. Int. J. Mach. Tools Manuf. 2015, 95, 97–104. [Google Scholar] [CrossRef] [Green Version]
- Qin, J.; Chen, Q.; Yang, C.; Huang, Y. Research process on property and application of metal porous materials. J. Alloys Compd. 2016, 654, 39–44. [Google Scholar] [CrossRef]
- Dutta, B.; Froes, F.H.S. The additive manufacturing (AM) of titanium alloys. Met. Powder Rep. 2017, 72, 96–106. [Google Scholar] [CrossRef]
- Ventola, C.L. Medical Applications for 3D Printing: Current and Projected Uses. Pharm. Ther. 2014, 39, 704–711. [Google Scholar]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Narasimharaju, S.R.; Zeng, W.; See, T.L.; Zhu, Z.; Scott, P.; Jiang, X.; Lou, S. A comprehensive review on laser powder bed fusion of steels: Processing, microstructure, defects and control methods, mechanical properties, current challenges and future trends. J. Manuf. Process. 2022, 75, 375–414. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, M.Y.; Knowles, J.C.; Choi, S.; Kang, H.; Park, S.; Park, S.M.; Kim, H.W.; Park, J.T.; Lee, J.H.; et al. Mechanophysical and biological properties of a 3D-printed titanium alloy for dental applications. Dent. Mater. 2020, 36, 945–958. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.H.; Wang, B.; Ma, C.P.; Fang, Z.H.; Chen, L.F.; Guan, Y.C.; Yang, S.F. Material characterization, thermal analysis, and mechanical performance of a laser-polished Ti Alloy prepared by selective laser melting. Metals 2019, 9, 112. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Liao, C.; Shen, H.; Ding, X. Surface and property characterization of laser polished Ti6Al4V. Surf. Coatings Technol. 2019, 380, 125016. [Google Scholar] [CrossRef]
- Shen, B.; Li, H.; Liu, S.; Zou, J.; Shen, S.; Wang, Y.; Zhang, T.; Zhang, D.; Chen, Y.; Qi, H. Influence of laser post-processing on pore evolution of Ti–6Al–4V alloy by laser powder bed fusion. J. Alloys Compd. 2020, 818, 152845. [Google Scholar] [CrossRef]
- Liang, C.; Hu, Y.; Liu, N.; Zou, X.; Wang, H.; Zhang, X.; Fu, Y.; Hu, J. Laser polishing of Ti6Al4V fabricated by selective laser melting. Metals 2020, 10, 191. [Google Scholar] [CrossRef] [Green Version]
- Kahlin, M.; Ansell, H.; Basu, D.; Kerwin, A.; Newton, L.; Smith, B.; Moverare, J.J. Improved fatigue strength of additively manufactured Ti6Al4V by surface post processing. Int. J. Fatigue 2020, 134, 105497. [Google Scholar] [CrossRef]
- Tian, Y.; Gora, W.S.; Cabo, A.P.; Parimi, L.L.; Hand, D.P.; Tammas-Williams, S.; Prangnell, P.B. Material interactions in laser polishing powder bed additive manufactured Ti6Al4V components. Addit. Manuf. 2018, 20, 11–22. [Google Scholar] [CrossRef] [Green Version]
- Alafaghani, A.; Qattawi, A.; Castañón, M.A.G. Effect of manufacturing parameters on the microstructure and mechanical properties of metal laser sintering parts of precipitate hardenable metals. Int. J. Adv. Manuf. Technol. 2018, 99, 2491–2507. [Google Scholar] [CrossRef]
- Lee, S.; Ahmadi, Z.; Pegues, J.W.; Mahjouri-Samani, M.; Shamsaei, N. Laser polishing for improving fatigue performance of additive manufactured Ti-6Al-4V parts. Opt. Laser Technol. 2021, 134, 106639. [Google Scholar] [CrossRef]
- Pfefferkorn, F.E.; Duffie, N.A.; Li, X.; Vadali, M.; Ma, C. Improving surface finish in pulsed laser micro polishing using thermocapillary flow. CIRP Ann. Manuf. Technol. 2013, 62, 203–206. [Google Scholar] [CrossRef]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminum alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- Jaritngam, P.; Tangwarodomnukun, V.; Qi, H.; Dumkum, C. Surface and subsurface characteristics of laser polished Ti6Al4V titanium alloy. Opt. Laser Technol. 2020, 126, 106102. [Google Scholar] [CrossRef]
- Xiang, Z.; Yin, M.; Dong, G.; Mei, X.; Yin, G. Modeling of the thermal physical process and study on the reliability of linear energy density for selective laser melting. Results Phys. 2018, 9, 939–946. [Google Scholar] [CrossRef]
- Zhang, D.; Yu, J.; Li, H.; Zhou, X.; Song, C.; Zhang, C.; Shen, S.; Liu, L.; Dai, C. Investigation of laser polishing of four selective laser melting alloy samples. Appl. Sci. 2020, 10, 760. [Google Scholar] [CrossRef] [Green Version]
- Yu, W.; Sing, S.L.; Chua, C.K.; Tian, X. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J. Alloys Compd. 2019, 792, 574–581. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; McCarthy, E.; Ahad, I.U.; Keaveney, S.; Brabazon, D. Laser surface polishing of Ti-6Al-4V parts manufactured by laser powder bed fusion. Surf. Coatings Technol. 2022, 434, 128179. [Google Scholar] [CrossRef]
- Fan, W.; Yang, Y.; Lou, R.; Chen, X.; Bai, J.; Cao, W.; Cheng, G.; Si, J. Influence of energy fluence and overlapping rate of femtosecond laser on surface roughness of Ti-6Al-4V. Opt. Eng. 2019, 58, 1. [Google Scholar] [CrossRef]
- Kruth, J.P.; Badrossamay, M.; Yasa, E.; Deckers, J.; Thijs, L.; Van Humbeeck, J. Part and material properties in selective laser melting of metals. In Proceedings of the 16th International Symposium on Electromachining, ISEM 2010, Shanghai, China, 19–23 April 2010; pp. 3–14. [Google Scholar]
- Kruth, J.P.; Deckers, J.; Yasa, E.; Wauthlé, R. Assessing influencing factors of residual stresses in SLM using a novel analysis method. In Proceedings of the 16th International Symposium on Electromachining, ISEM 2010, Shanghai, China, 19–23 April 2010; pp. 531–537. [Google Scholar]
- Nesli, S.; Yilmaz, O. Surface characteristics of laser polished Ti-6Al-4V parts produced by electron beam melting additive manufacturing process. Int. J. Adv. Manuf. Technol. 2021, 114, 271–289. [Google Scholar] [CrossRef]
- Pollock, T.M.; Tin, S. Nickel-based superalloys for advanced turbine engines: Chemistry, microstructure, and properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Alafaghani, A.; Ablat, M.A.; Abedi, H.; Al Gamal, A.; Qattawi, A. Homogenization and Solution Annealing Heat Treatments of Powder Bed Fused Inconel 718. JOM 2022, 74, 4772–4786. [Google Scholar] [CrossRef]
- Alafaghani, A.; Ali, M.; Almotari, A.; Sun, J.-Q.; Qattawi, A. Hybrid modeling the influence of post processing heat treatments on the strengthening mechanisms of additively manufactured Inconel 718. In Proceedings of the 2022 MSEC Manufacturing Science & Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022. [Google Scholar] [CrossRef]
- Zhao, Y.; Du, C.; Wang, P.; Meng, W.; Li, C. The Mechanism of In-Situ Laser Polishing and Its Effect on the Surface Quality of Nickel-Based Alloy Fabricated by Selective Laser Melting. Metals 2022, 12, 778. [Google Scholar] [CrossRef]
- Cvijanovic, S.; Bordatchev, E.V.; Tutunea-Fatan, O.R. Applicability of Laser Polishing on Inconel 738 Surfaces Fabricated Through Direct Laser Deposition. JLMN-J. Laser Micro/Nanoeng. 2023, 18. [Google Scholar]
- Almotari, A.; Alafaghani, A.; Ali, M.; Abedi, H.; Algamal, A.; Qattawi, A. Influence of modified heat treatments and build orientations on the microstructure of additively manufactured in 718. In Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference, New Brunswick, NJ, USA, 12–16 June 2023; pp. 1–8. [Google Scholar]
- Li, C.; Guo, Y.B.; Zhao, J.B. Interfacial phenomena and characteristics between the deposited material and substrate in selective laser melting Inconel 625. J. Mater. Process. Technol. 2017, 243, 269–281. [Google Scholar] [CrossRef]
- Ćwikła, M.; Dziedzic, R.; Reiner, J. Influence of overlap on surface quality in the laser polishing of 3d printed inconel 718 under the effect of air and argon. Materials 2021, 14, 1479. [Google Scholar] [CrossRef]
- Koutiri, I.; Pessard, E.; Peyre, P.; Amlou, O.; De Terris, T. Influence of SLM process parameters on the surface finish, porosity rate and fatigue behavior of as-built Inconel 625 parts. J. Mater. Process. Technol. 2018, 255, 536–546. [Google Scholar] [CrossRef]
- Al Jabbari, Y.S. Physico-mechanical properties and prosthodontic applications of Co-Cr dental alloys: A review of the literature. J. Adv. Prosthodont. 2014, 6, 138–145. [Google Scholar] [CrossRef] [Green Version]
- Wang, W.J.; Yung, K.C.; Choy, H.S.; Xiao, T.Y.; Cai, Z.X. Effects of laser polishing on surface microstructure and corrosion resistance of additive manufactured CoCr alloys. Appl. Surf. Sci. 2018, 443, 167–175. [Google Scholar] [CrossRef]
- Yung, K.C.; Wang, W.J.; Xiao, T.Y.; Choy, H.S.; Mo, X.Y.; Zhang, S.S.; Cai, Z.X. Laser polishing of additive manufactured CoCr components for controlling their wettability characteristics. Surf. Coatings Technol. 2018, 351, 89–98. [Google Scholar] [CrossRef]
- Richter, B.; Blanke, N.; Werner, C.; Vollertsen, F.; Pfefferkorn, F.E. Effect of Initial Surface Features on Laser Polishing of Co-Cr-Mo Alloy Made by Powder-Bed Fusion. JOM 2019, 71, 912–919. [Google Scholar] [CrossRef]
- Meylan, B.; Calderon, I.; Le, Q.T.; Wasmer, K. Investigations of surface defects during laser polishing of tool steel. Procedia CIRP 2020, 94, 942–946. [Google Scholar] [CrossRef]
- Bagherifard, S.; Slawik, S.; Fernández-Pariente, I.; Pauly, C.; Mücklich, F.; Guagliano, M. Nanoscale surface modification of AISI 316L stainless steel by severe shot peening. Mater. Des. 2016, 102, 68–77. [Google Scholar] [CrossRef]
- Lee, J.R.; Lee, M.S.; Chae, H.; Lee, S.Y.; Na, T.; Kim, W.S.; Jun, T.S. Effects of building direction and heat treatment on the local mechanical properties of direct metal laser sintered 15-5 PH stainless steel. Mater. Charact. 2020, 167, 110468. [Google Scholar] [CrossRef]
- Qattawi, A.; Ulutan, D.; Alafaghani, A. Prediction of mechanical properties of direct metal laser sintered 15-5PH steel parts using Bayesian inference: A preliminary study. In Proceedings of the ASME 2019 14th International Manufacturing Science and Engineering Conference, MSEC 2019, Columbus, OH, USA, 10–14 June 2019; Volume 2. [Google Scholar]
- Abad, A.; Hahn, M.; Es-Said, O.S. Corrosion of 15-5PH H1025 stainless steel due to environmental conditions. Eng. Fail. Anal. 2010, 17, 208–212. [Google Scholar] [CrossRef]
- Couturier, L.; De Geuser, F.; Descoins, M.; Deschamps, A. Evolution of the microstructure of a 15-5PH martensitic stainless steel during precipitation hardening heat treatment. Mater. Des. 2016, 107, 416–425. [Google Scholar] [CrossRef]
- Alafaghani, A.; Qattawi, A.; Jaman, M.S.; Ablat, M.A. Microstructure and mechanical properties of direct metal laser–sintered 15-5PH steel with different solution annealing heat treatments. Int. J. Adv. Manuf. Technol. 2019, 105, 3499–3520. [Google Scholar] [CrossRef]
- Dos Santos Solheid, J.; Seifert, H.J.; Pfleging, W. Laser surface modification and polishing of additive manufactured metallic parts. Procedia CIRP 2018, 74, 280–284. [Google Scholar] [CrossRef]
- Chang, C.S.; Chen, T.H.; Li, T.C.; Lin, S.L.; Liu, S.H.; Lin, J.F. Influence of laser beam fluence on surface quality, microstructure, mechanical properties, and tribological results for laser polishing of SKD61 tool steel. J. Mater. Process. Technol. 2016, 229, 22–35. [Google Scholar] [CrossRef]
- Lamikiz, A.; Sánchez, J.A.; López de Lacalle, L.N.; Arana, J.L. Laser polishing of parts built up by selective laser sintering. Int. J. Mach. Tools Manuf. 2007, 47, 2040–2050. [Google Scholar] [CrossRef]
- Li, N.; Fan, P.; Zhu, Q.; Cui, B.; Silvain, J.F.; Lu, Y.F. Femtosecond laser polishing of additively manufactured parts at grazing incidence. Appl. Surf. Sci. 2023, 612, 155833. [Google Scholar] [CrossRef]
- Li, C.; Liu, D.; Liu, G.; Liu, S.; Jin, X.; Bai, Y. Surface characteristics enhancement and morphology evolution of selective-laser-melting (SLM) fabricated stainless steel 316L by laser polishing. Opt. Laser Technol. 2023, 162, 109246. [Google Scholar] [CrossRef]
- Behjat, A.; Shamanian, M.; Taherizadeh, A.; Lannunziata, E.; Bagherifard, S.; Saboori, A.; Iuliano, L. Microstructure-electrochemical behavior relationship in post processed AISI316L stainless steel parts fabricated by laser powder bed fusion. J. Mater. Res. Technol. 2023, 23, 3294–3311. [Google Scholar] [CrossRef]
- Gaidys, M.; Žemaitis, A.; Gečys, P.; Gedvilas, M. Efficient surface polishing using burst and biburst mode ultrafast laser irradiation. RSC Adv. 2023, 13, 3586–3591. [Google Scholar] [CrossRef] [PubMed]
- Ukar, E.; Lamikiz, A.; De Lacalle, L.N.L.; Liebana, F.; Etayo, J.M.; Del Pozo, D. Laser polishing operation for die and molds finishing. Adv. Mater. Res. 2010, 83–86, 818–825. [Google Scholar] [CrossRef]
- Temmler, A.; Ross, I.; Luo, J.; Jacobs, G.; Schleifenbaum, J.H. Influence of global and local process gas shielding on surface topography in laser micro polishing (LμP) of stainless steel 410. Surf. Coatings Technol. 2020, 403, 126401. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.P.; Deckers, J. Manufacturing by combining selective laser melting and selective laser erosion/laser re-melting. CIRP Ann.—Manuf. Technol. 2011, 60, 263–266. [Google Scholar] [CrossRef]
- Hofele, M.; Schanz, J.; Burzic, B.; Lutz, S.; Merkel, M.; Riegel, H. Laser based post processing of additive manufactured metal parts. In Proceedings of the Lasers in Manufacturing Conference 2017, München, Germany, 26–29 June 2017; pp. 1–12. [Google Scholar]
- Chen, L.; Richter, B.; Zhang, X.; Ren, X.; Pfefferkorn, F.E. Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Addit. Manuf. 2020, 32, 101013. [Google Scholar] [CrossRef]
- Bhaduri, D.; Penchev, P.; Batal, A.; Dimov, S.; Soo, S.L.; Sten, S.; Harrysson, U.; Zhang, Z.; Dong, H. Laser polishing of 3D printed mesoscale components. Appl. Surf. Sci. 2017, 405, 29–46. [Google Scholar] [CrossRef]
- Obeidi, M.A.; Conway, A.; Mussatto, A.; Dogu, M.N.; Sreenilayam, S.P.; Ayub, H.; Ahad, I.U.; Brabazon, D. Effects of powder compression and laser re-melting on the microstructure and mechanical properties of additively manufactured parts in laser-powder bed fusion. Results Mater. 2022, 13, 100264. [Google Scholar] [CrossRef]
- Qiu, C.; Wang, Z.; Aladawi, A.S.; Al Kindi, M.; Al Hatmi, I.; Chen, H.; Chen, L. Influence of Laser Processing Strategy and Remelting on Surface Structure and Porosity Development during Selective Laser Melting of a Metallic Material. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2019, 50, 4423–4434. [Google Scholar] [CrossRef]
- Ghorbani, J.; Li, J.; Srivastava, A.K. Application of optimized laser surface re-melting process on selective laser melted 316L stainless steel inclined parts. J. Manuf. Process. 2020, 56, 726–734. [Google Scholar] [CrossRef]
- Lv, F.; Liang, H.; Xie, D.; Mao, Y.; Wang, C.; Shen, L.; Tian, Z. On the role of laser in situ re-melting into pore elimination of Ti–6Al–4V components fabricated by selective laser melting. J. Alloys Compd. 2021, 854, 156866. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Process. Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Bhardwaj, T.; Shukla, M. Effect of laser scanning strategies on texture, physical and mechanical properties of laser sintered maraging steel. Mater. Sci. Eng. A 2018, 734, 102–109. [Google Scholar] [CrossRef]
- Wang, Y.M.; Voisin, T.; McKeown, J.T.; Ye, J.; Calta, N.P.; Li, Z.; Zeng, Z.; Zhang, Y.; Chen, W.; Roehling, T.T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63–70. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Temmler, A.; Liu, D.; Preußner, J.; Oeser, S.; Luo, J.; Poprawe, R.; Schleifenbaum, J.H. Influence of laser polishing on surface roughness and microstructural properties of the remelted surface boundary layer of tool steel H11. Mater. Des. 2020, 192, 108689. [Google Scholar] [CrossRef]
- Kempen, K.; Yasa, E.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Microstructure and mechanical properties of selective laser melted 18Ni-300 steel. Phys. Procedia 2011, 12, 255–263. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Richter, B.; Zhang, X.; Bertsch, K.B.; Thoma, D.J.; Pfefferkorn, F.E. Effect of laser polishing on the microstructure and mechanical properties of stainless steel 316L fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2021, 802, 140579. [Google Scholar] [CrossRef]
- Avilés, R.; Albizuri, J.; Lamikiz, A.; Ukar, E.; Avilés, A. Influence of laser polishing on the high cycle fatigue strength of medium carbon AISI 1045 steel. Int. J. Fatigue 2011, 33, 1477–1489. [Google Scholar] [CrossRef]
- Avilés, R.; Albizuri, J.; Ukar, E.; Lamikiz, A.; Avilés, A. Influence of laser polishing in an inert atmosphere on the high cycle fatigue strength of AISI 1045 steel. Int. J. Fatigue 2014, 68, 67–79. [Google Scholar] [CrossRef]
- Li, Y.; Cheng, X.; Guan, Y. Ultrafine microstructure development in laser polishing of selective laser melted Ti alloy. J. Mater. Sci. Technol. 2021, 83, 1–6. [Google Scholar] [CrossRef]
- Yadav, P.; Rigo, O.; Arvieu, C.; Le Guen, E.; Lacoste, E. In situ monitoring systems of the SLM process: On the need to develop machine learning models for data processing. Crystals 2020, 10, 524. [Google Scholar] [CrossRef]
- Beyfuss, J.; Bordatchev, E.; Remus Tutunea-Fatan, O. Preliminary machine learning analysis and high-speed thermographic visualization of the laser polishing process. Procedia CIRP 2020, 94, 947–950. [Google Scholar] [CrossRef]
- Ravnikar, D.; Mojškerc, B.; Šturm, R. Investigation of Laser Surface Remelting Supported by Acoustic Emission Analysis and Machine Learning. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2022, 53, 837–849. [Google Scholar] [CrossRef]
- Caggiano, A.; Teti, R.; Alfieri, V.; Caiazzo, F. Automated laser polishing for surface finish enhancement of additive manufactured components for the automotive industry. Prod. Eng. 2021, 15, 109–117. [Google Scholar] [CrossRef]
- Abedi, H.; Abdollahzadeh, M.; Almotari, A.; Ali, M.; Mohajerani, S.; Elahinia, M.; Qattawi, A. Additively manufactured NITIHF shape memory alloy transformation temperature evaluation by radial basis function and perceptron neural networks. In Proceedings of the ASME 2023 18th International Manufacturing Science and Engineering Conference, New Brunswick, NJ, USA, 12–16 June 2023; pp. 1–9. [Google Scholar]
- Vadali, M.; Ma, C.; Duffie, N.; Li, X.; Pfefferkorn, F. Pulsed laser micro polishing: Surface prediction model. J. Manuf. Process. 2012, 14, 307–315. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Definition |
|---|---|
| Laser power PL | The optical power of the laser beam is measured in (W). It outputs a continuous beam (continuous wave) for macro-surface polishing or a discrete beam (pulsed mode) for micro-surface polishing. |
| Beam profile | Measuring intensity profile, including the radius and shape of the laser beam. The Gaussian beam profile is the most popular due to the intensity of the laser beam. |
| Laser beam diameter (dL) | The geometer of the laser beam that reflects on the surface of the workpiece. |
| Exposure time (dwelling time) tp | The pulse duration exposes a single spot on the surface workpiece. |
| Scanning speed vscan | The scanning speed of the laser beam is measured by a meter per second in continuing wave mode and measured by a point of distance over exposure time in pulsed mode. |
| Hatching distance | The distance between the center of two adjacent tracks. |
| Energy density (ED = Power (w)\(scanning speed (mm/s) × laser spot diameter (mm)) = J/mm3) | The energy over the three-dimensional volume includes the depth of penetration of the laser beam into the workpiece. It determines the required thermal input to the surface. An insufficient amount of laser energy density results in unmolten particles on the AM surface. |
| Linear energy density (E = Power (w)\linear speed (m/s) = J/m) | The scanning pattern of the laser beam on the workpiece. For example, 0°, 45°, and 90° along the X-axis. It could be scanned along the built-up tracks or at different angles. |
| Scan strategy | The scanning pattern of the laser beam on the workpiece. For example, 0°, 45°, and 90° along the X-axis. It can be scanned along the built-up tracks or at different angles. |
| Angle of incidence (ß) | The angle between the laser beam vector and the surface vector. |
| Scanning vector length | The length of the laser track that is polished. |
| Laser Heating Time (ms) | Simulate Depth (μm) | Experimental Depth (μm) | Error (%) | Simulate Width (μm) | Experimental Width (μm) | Error (%) |
|---|---|---|---|---|---|---|
| 0.8 | 51 | 54.7 | 7.3 | 270 | 331.9 | 18.6 |
| 1.2 | 66 | 70.7 | 7.1 | 310 | 366.9 | 18.4 |
| 1.6 | 83 | 89.5 | 7.8 | 360 | 435.8 | 21.1 |
| Reference | Sample As Received | Sample After Laser Polishing | Investigation | ||||
|---|---|---|---|---|---|---|---|
| Hardness Top Layer (Vickers) | Hardness Middle Layer (Vickers) | Wear Resistance | Hardness Top Layer (Vickers) | Hardness Middle Layer (Vickers) | Wear Resistance | ||
| [37] | 340 | N/A | Corrosion potential: 0.286 V corrosion current density: 7.718 μA/cm2 | 426 HV | N/A | Corrosion potential: 0.173 V corrosion current density: 6.29 μA/cm2 | Surface roughness in the laser macro-polishing process |
| [38] | 340 | N/A | N/A | 426 HV | N/A | Enhanced by 39% | Surface topography, solidification microstructure, and mechanical performance |
| [39] | 340 | 330 at a depth of 120 µm | N/A | 445 HV | 33 at a depth of 120 µm | N/A | LP influences the surface morphology, mechanical properties, and biocompatibility of the material elements. |
| Reference | Laser Power | Scanning Speed | Overlap with Spot Size | Energy Density | Fabrication Method | Laser Beam Radius | Layer Thickness (Build-Up) | Laser Type and Mode | Roughness Reduction |
|---|---|---|---|---|---|---|---|---|---|
| [1] | 40 W | N/A | 75% (80 μm) | 7.1 kJ/cm2 | SLM | N/A | 30 μm | Fiber (CW) | 85% (111.7 nm) |
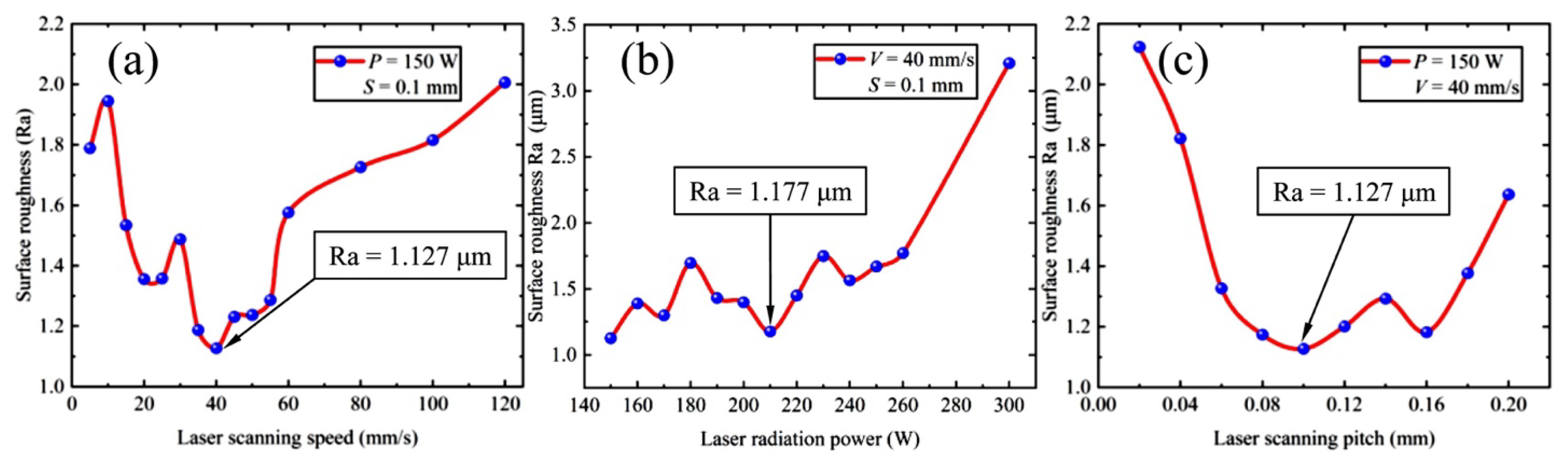
| [26] | 150 W | 40 mm/s | Pitch: 0.1 mm | N/A | SLM | 0.135 mm | N/A | Fiber (CW) | 60% (1.27μm) |
| [39] | 100 W | 300 mm/s | 400 μm spot size with 30 μm line spacing | N/A | N/A | N/A | N/A | N/A | 75% 0.51 μm |
| [48] | 400 W | 0.5 m/s | N/A | N/A | SLM | N/A | N/A | N/A | 62.3% |
| [51] | Repetition rate of 100 kHz the pulse duration of 224 fs | 20 mm/s | 85% | Laser fluences 32.8 J/cm2 | Femtosecond laser | 29 μm | N/A | Yb: KGW laser (pulse) | 16.6% (1.381 μm) |
| [36] | 70, 80, 90, 100 W | 50, 100, 150, 200, 250 mm/s | 10% | 7.1 kJ/cm2 | N/A | N/A | 30 μm | Fiber (CW) | 85% |
| [40] | 250 W | 750 mm/s | a hatch spacing of 50 μm. | N/A | N/A | N/A | 60 μm | N/A | 4 μm |
| [54] | 75, 125, 175 W | 200, 300, 400 mm/s | 25, 50, 75% | 3, 3.4, 3.6 J/mm2 | N/A | N/A | 60 μm | CO2 laser | 90% |
| [47] | 100,200,300,400 W | 0.5 and 1 m/s | N/A | N/A | N/A | N/A | 50 µm | Fiber (CW) | 62.3% |
| Reference | Laser Power | Scanning Speed | Overlap with Spot Size | Energy Density | Fabrication Method | Laser Beam Radius | Layer Thickness (Build-Up) | Laser Type and Mode | Roughness Reduction |
|---|---|---|---|---|---|---|---|---|---|
| [7] | 500 W | 800–850 mm/min | 35% | N/A | LMD | 0.7 mm | N/A | CO2 laser | Initial = 9.85 μm Polished = 2 μm |
| [16] | 90 W | 150 mm/s | 10% | N/A | SLM | Pulse duration: tP = 12–500 ns; spot diameter: 50 μm | N/A | AA nanosecond pulsed fiber laser | Initial = 7 μm Polished = 0.1 μm |
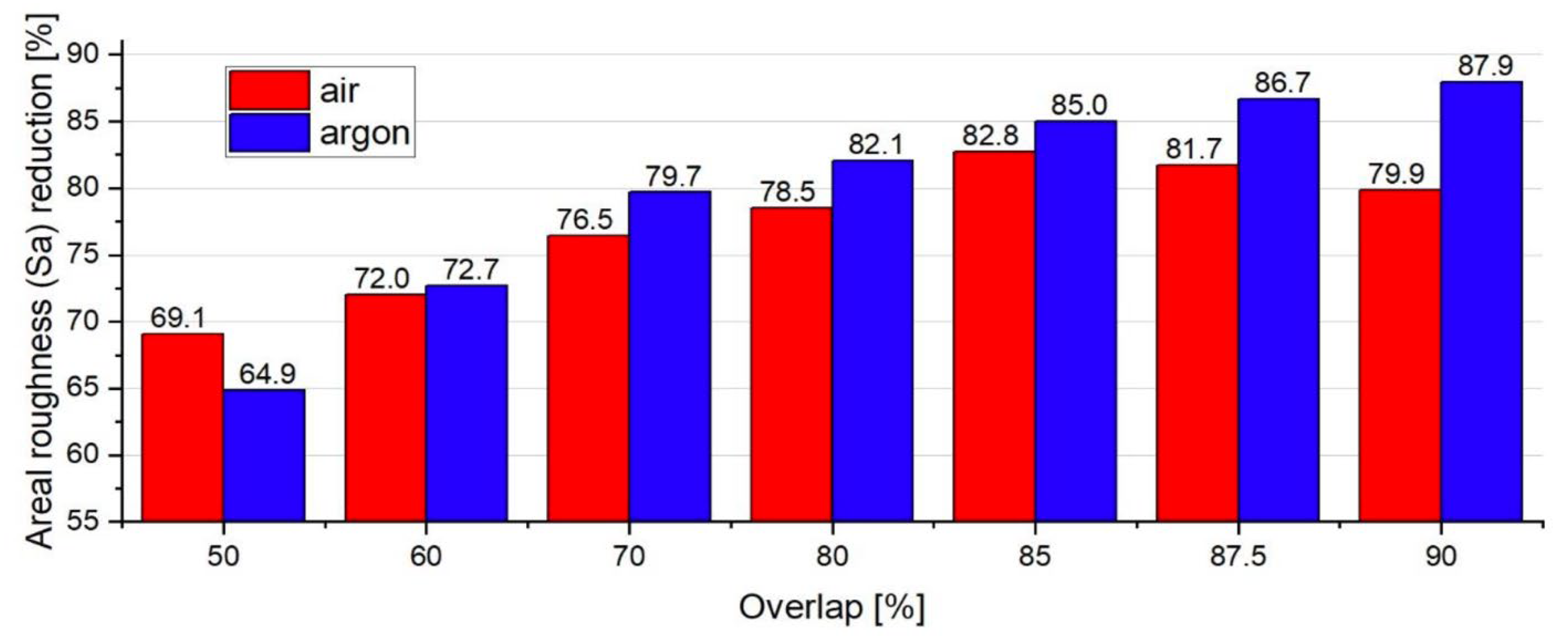
| [62] | 160 W | 150 mm/s | 90% | 177.78 J/mm2 | SLM | 0.6 mm | 30 μm | CW fiber laser | Polished = 87.9% |
| [63] | 180 W | 0.5 m/s | Tilt angles θ (10°) | 93.6 J/mm3 | SLM | 70 μm | N/A | CW fiber laser | 5.9 µm |
| [48] | 400 W | 0.5 m/s | Hatch 140 µm | 200 J/mm3 | SLM | N/A | 50 µm | N/A | Initial = 15 μm Polished = 3 μm |
| Reference | Laser Power | Scanning Speed | Object Distance | Energy Density | Fabrication Method | Laser Beam Radius | Laser Type and Mode | Roughness Reduction |
|---|---|---|---|---|---|---|---|---|
| [15] | 70 W | 300 mm/s | N/A | 8 J/mm2 | SLM | 50 µm | Pulse | 4.23 µm |
| [65] | 400 W | 500 mm/s | 208 mm | N/A | SLM | 50 µm | Pulsed fiber laser | N/A |
| [66] | 70 W | 500 mm/s | 216 mm | N/A | SLM | 50 µm | Pulse | N/A |
| Scanning Strategy | Microhardness (HV) | YS (MPa) UTS | UTS (MPa) | El (%) |
|---|---|---|---|---|
| X | 380 ± 7 | 720 ± 7 720 ± 7 | 1021 ± 28.19 (1001–1040) | 19 ± 0.70 (18.5–19.5) |
| XY | 399 ± 4 | 753 ± 10 (742–762) | 1082 ± 62 (1032–1152) | 17.5 ± 1.0 (16.4–18.3) |
| Wrought | - | 760–895 | 1000–1170 | 6–17 |
| Reference | Laser Power | Scanning Speed | Object Distance | Energy Density | Fabrication Method | Laser Beam Radius | Laser Type and Mode | Roughness Reduction |
|---|---|---|---|---|---|---|---|---|
| [75] | 5–30 W (CW) 5–25 W (P) | 10–500 mm/s (CW) 25–2000 (P) | N/A | N/A | EOS M270 | 100 μm | CW and Pulse (duration 200 ns) | 0.7 μm |
| [76] | 150 W | 400 mm/s | N/A | N/A | N/A | 150 μm | pulsed fiber laser (IPG YLR-500-AC) | 0.190 μm |
| [83] | 400 W | 1000 mm/s | 1 mm, 2 mm, and 4 mm | N/A | ‘Q-switched’ | 250 μm | Pulsed with frequency 20 kHz | 0.1 μm |
| [85] | 1800 W | 50 mm/min | 2 mm | N/A | N/A | 110 μm | Pulsed with 1000 Hz | 0.35 μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, M.; Almotari, A.; Algamal, A.; Qattawi, A. Recent Advancements in Post Processing of Additively Manufactured Metals Using Laser Polishing. J. Manuf. Mater. Process. 2023, 7, 115. https://doi.org/10.3390/jmmp7030115
Ali M, Almotari A, Algamal A, Qattawi A. Recent Advancements in Post Processing of Additively Manufactured Metals Using Laser Polishing. Journal of Manufacturing and Materials Processing. 2023; 7(3):115. https://doi.org/10.3390/jmmp7030115
Chicago/Turabian StyleAli, Majed, Abdalmageed Almotari, Anwar Algamal, and Ala Qattawi. 2023. "Recent Advancements in Post Processing of Additively Manufactured Metals Using Laser Polishing" Journal of Manufacturing and Materials Processing 7, no. 3: 115. https://doi.org/10.3390/jmmp7030115
APA StyleAli, M., Almotari, A., Algamal, A., & Qattawi, A. (2023). Recent Advancements in Post Processing of Additively Manufactured Metals Using Laser Polishing. Journal of Manufacturing and Materials Processing, 7(3), 115. https://doi.org/10.3390/jmmp7030115