1. Introduction
For decades, fiber-reinforced polymer composites have served as transformative materials in many industries, including aerospace, due to their exceptionally high specific strengths and stiffnesses. However, despite significant advances in composites manufacturing technologies and processing capabilities, a multitude of production challenges remain outstanding. One such challenge is mitigating the formation of residual stresses and consequent process-induced deformations (PIDs) in composites [
1,
2,
3,
4,
5,
6]. During processing, a mismatch of free strains (i.e., thermal-induced and cure-induced strains) between the reinforcing fibers and polymer matrix, separate layers within a laminated composite, and the tool and part, lead to the formation of residual stresses and PIDs [
1]. In addition, the interfacial physicochemical bonding (i.e., adhesion) and/or friction between a tool and composite part during processing (i.e., tool-part interaction) also significantly contribute to residual stress formations [
7,
8,
9,
10,
11,
12,
13]. Typically, production tools (i.e., molds) are intermittently treated with release coatings to reduce the tool-part interaction and resulting residual stresses and PIDs. Release coatings also facilitate the demolding of cured parts after processing [
14,
15].
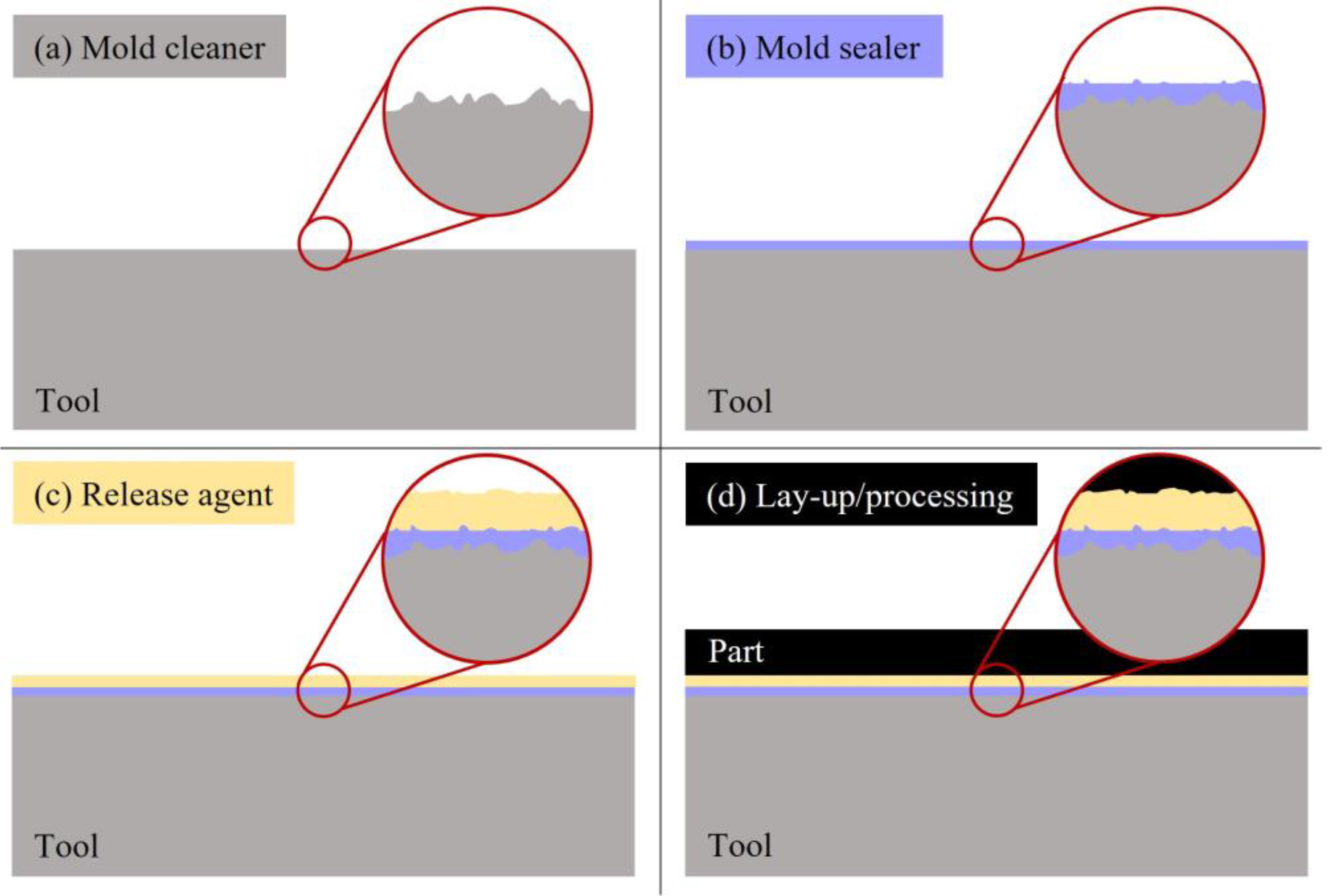
Aerospace manufacturers typically use a three-step process to prepare tool surfaces with release coatings. First, the tool is treated with solvent-based mold cleaner to remove any residue from previous processing/handling and create a clean lay-up surface for the uncured composite material (
Figure 1a). Tooling for high-performance aerostructures is typically made from a durable metallic material with a low coefficient of thermal expansion (CTE), such as Invar, to minimize tool thermal expansion/shrinkage during processing. Depending on the severity of residue build-up on the tool surface from previous usages, manufacturers may also use abrasive cleaning methods (e.g., coarse pads) or non-abrasive industrial methods (e.g., dry-ice blasting) to remove residues before continuing with tool preparation. However, abrasive methods may roughen the tool surface and consequently further promote tool-part interaction in subsequent cycles. The next step of tool preparation is to apply a mold sealer directly on the cleaned tool surface to fill micro-cavities, cover any scratches, and prevent mechanical interlocking (i.e., physical bonding) between the tool and part (
Figure 1b). Afterward, several layers of release agent (RA) are applied on top of the sealed surface to form a low-energy barrier and prevent the formation of strong adhesive bonds (
Figure 1c) [
14]. The combination of mold sealer and RA creates an abhesive (i.e., non-adhesive) and impermeable release coating between the tool and part during lay-up/processing (
Figure 1d).
The aerospace industry generally uses semi-permanent silicone-based release coatings due to their low adhesion (i.e., high abhesion) and high thermochemical stabilities. For example, Loctite
® Frekote
® B-15
TM mold sealer [
16] and 710-NC
TM release agent [
17] are two popular silicone release products used by aerospace manufacturers. Polydimethylsiloxane (PDMS) acts as the functioning silicone in both Frekote components, which allows for chemical inter-compatibility and excellent abhesive properties (i.e., low surface free energy) [
14]. These products are either sprayed, wiped, rolled, or brushed onto tool surfaces as liquids and cured through an evaporation reaction to form low-energy coating layers on the tool surface.
As the thermoset composite undergoes a cross-linking reaction, some silicone molecules in the release coating transfer from the tool to the part’s surface and become physically and chemically integrated into its resin network [
15,
18]. Upon demolding after the cure cycle is completed, these molecules remain on the cured part’s surface as contaminations. The concentration of silicone contamination on cured composite parts may exist in the range of 5–20 at% of silicone, depending on the age and type of release coating applied to the tool during production [
15].
The tool-to-part contaminating silicone transfer has been demonstrated in recent years by Blass and Dilger [
18] for a similar release coating as the Frekote system. In their study, the authors performed pull-off testing to measure detachment energies and quantify tool surface adhesive properties (i.e., demoldabilities) as functions of release coating layers and processing cycles (i.e., age). The authors reported an increase in tool detachment energy after each processing cycle if no additional release coating was applied to the tool after the first cycle. Furthermore, tools initially covered in more release coating layers showed lower adhesion than those prepared with fewer layers, regardless of the number of processing cycles the tools underwent. The measured tool adhesion trends were then validated using Fourier-transform infrared spectroscopy (FTIR) on cured composite parts fabricated on the same tools used for pull-off tests. The authors verified that each production cycle and transfer of silicone molecules from the tool to the part decreases the amount of remaining coating layer and, thus, degrades the abhesiveness of the tool surface.
In addition to the transfer of silicone molecules, while the resin is still in its viscous liquid stage [
2] during the early steps of processing, high autoclave temperatures and pressures may force the resin to bleed out from the composite onto the tool. As curing progresses, this resin chemically and/or physically bonds to micro-cavities on the tool surface and cures as contamination. Without tool cleaning or recoating steps, each successive processing cycle thus results in a further reduction in the coating thickness and promotion of tool surface contamination. This resultant change in physical and chemical tool surface properties due to processing can be considered the “aging” of the release coating. The aging of the release coating may strongly influence tool-part adhesion/interaction and resulting residual stresses and PIDs in composites.
To maintain effective tool-part abhesion, standard practice in the aerospace industry relies on spot cleaning of contaminations and intermittent reapplications of fresh RA layers on top of the aged coating between processing cycles. In industrial settings, RA reapplications and tool surface cleaning schedules are often driven by tacit and know-how knowledge. This approach, unfortunately, often leads to an unnecessarily high frequency of RA reapplications in process specifications. Overapplying RA layers is not only costly and production deficient, but may also affect the final adhesive bonding quality of composite parts during the assembly of aerostructures [
15,
18,
19,
20]. Conversely, insufficient RA reapplications during production may lead to other costly problems, such as excessive PIDs or non-demoldable parts after processing. Another approach to mitigate RA aging is to completely clean the tool using methods such as abrasive cleaning, solvent cleaning, or dry ice blasting (DIB) [
21,
22], then retreating it with fresh layers of mold sealer and RA. However, this method is particularly disruptive to the manufacturing workflow and is therefore only used when tools are highly contaminated and in need of thorough cleaning.
Currently, there exists an evident lack of a robust yet fast, non-destructive inspection method capable of evaluating the physicochemical properties of release coating and tool surface condition without disrupting the composites manufacturing workflow. This is partially due to the limitations of portable analysis equipment available for in-production tool surface inspections. Unfortunately, measurements gained from portable industrial equipment often suffer in precision compared with results obtained from scientific-grade laboratory instruments due to challenges in calibration, low-fidelity sampling methods and resolutions, and overall equipment capabilities [
23]. As a result, portable analysis equipment may provide noisy and/or false data that are difficult for manufacturers to obtain and interpret quickly in an industrial setting. Thus, through conventional usage, portable analysis equipment may offer insignificant improvements over current manual inspection methods such as tape pull-off [
21].
Fortunately, powerful statistical tools such as machine learning (ML) and data-driven modeling may be used to systematically process and transform low-fidelity data into high-quality and interpretable information [
24]. For example, the singular value decomposition (SVD) [
25], principal component analysis (PCA) [
26], and linear discriminant analysis (LDA) [
27] are some widely utilized tools for decomposing high-dimensional data (e.g., images) and extracting its most statistically defining factors. These factors may then be exploited to build probabilistic ML models, such as maximum likelihood classification (MLC) [
28,
29] or Gaussian process regression (GPR) [
30,
31], for real-time predictive evaluations during manufacturing. Furthermore, such data-driven tools may be excellent candidates for establishing correlations between datasets of sparse low-fidelity portable measurements and high-fidelity laboratory measurements.
This paper presents a novel ML-based inspection method for in-production physicochemical evaluation of release coating and tool surface condition during composites manufacturing. By leveraging digital imaging for fast global mapping, and contact angle goniometry (i.e., wettability) and Fourier-transform infrared spectroscopy (FTIR) for targeted sparse physicochemical evaluation, surfaces of large production tools can be analyzed quickly without disrupting the manufacturing workflow. During an inspection using the multi-faceted technique, ML methods are utilized to extract and analyze scientific-grade information from relatively low-quality portable measurements. This data-driven enhancement is achieved by establishing probabilistic ML correlations between portable and laboratory measurements. The information generated during the ML-based assessment can allow manufacturing personnel to make more informed decisions on whether to conduct further inspections, clean a tool, reapply RA, or continue production. The results in this paper demonstrate the novel inspection technology’s potential to identify and evaluate aged release coating, contamination, and a tool’s cleaning history in operational conditions. As a result, the ML-based technique can be utilized to understand the aging of release coatings, reduce untimely RA reapplications, improve the efficiency of tool preparation, and potentially mitigate PIDs in aerospace composites manufacturing.
3. Results and Discussion
Figure 4a–c show three-dimensional micrographs of pre-production Invar tools containing no release coating (i.e., untreated), treated with B-15 mold sealer, and treated with B-15 mold sealer and 710-NC release agent, respectively. The images in the figure demonstrate that as mold sealer and release agent are applied to tool surfaces, the products form agglomerations (i.e., bumps) rather than a smooth layer. This phenomenon occurs due to the low surface free energy (SFE) properties of B-15 and 710-NC [
35].
Figure 4d shows the fully release-coated tool surface after autoclave processing, illustrating that elevated pressures and temperatures (e.g., 7 atm pressure and 180 °C), which were well above the glass transition temperature (T
g) of PDMS (i.e., approximately −130 °C [
14]), caused the Frekote agglomerations to behave rubbery, and thus flow and smear over the tool surface. This response created a relatively smooth barrier between the tool and the part during processing. Finally,
Figure 4e demonstrates that autoclave conditions also caused some silicone molecules in the release coating to transfer from the tool and contaminate the composite part’s surface.
As previously mentioned, after laser microscopy tests, the experimental campaign consisted of conducting twenty autoclave composites processing cycles, periodic tool preparations and inspections, and a final cleaning using dry ice blasting (DIB) on two flat Invar production tools. In addition, one tool was subjected to one RA reapplication every three cycles, while the other underwent all twenty cycles without receiving any touch-ups. Throughout the twenty-cycle campaign, both production tool surfaces underwent significant chemical changes but remained highly abhesive for nineteen of the twenty processing cycles. Upon demolding after the twentieth cycle, the production tool which received no RA reapplications revealed significant aging effects. These effects caused an apparent reduction in tool-part abhesion after processing and hence difficulties in demolding the part. Conversely, the tool subjected to periodic RA reapplications showed negligible aging effects after twenty rounds of autoclave processing. These results indicate that reapplying one fresh layer of Frekote RA after every three processing cycles mitigates aging effects in the coating.
The remainder of this section focuses on results generated during the two in-production testing inspections. Results from each of the three inspection facets of global mapping, sparse surface free energy evaluation, and sparse surface chemistry are presented. The results reported in this section are meant to demonstrate the inspection technology’s potential to identify and evaluate aged release coating, contamination, and the effectiveness of DIB cleaning in operational conditions. Discussions will also provide insight into the physicochemical aging behavior of release coating during composites manufacturing.
3.1. Global Mapping
Figure 5a shows a global image of the production tool surface after undergoing twenty autoclave processing cycles without receiving any RA reapplications. The plot’s x- and y-axes correspond to coordinates on the tool surface in units of pixels. The image demonstrates resin bleeding from the composite prepreg to the tool’s edges, creating a visible contaminated border on the tool. The thickness and surface area of resin contamination increased with each processing cycle and consequently decreased the area of exposed release coating on the tool surface. If production tools are not cleaned regularly, contamination can continue to spread into the lay-up surface and have detrimental effects on tool-part abhesion, end-part quality, and PIDs. Throughout the twenty autoclave processing cycles, the contamination border remained outside the lay-up dimensions of the composite parts. Therefore, the significant decrease in tool abhesion after twenty cycles was likely due to aging within the lay-up boundaries rather than from the contaminated border. The remainder of the inspection was thus conducted within the tool’s lay-up boundaries.
The area surrounded by the green box in
Figure 5a outlines a color-abnormal zone on the tool surface. This enclosed area was self-identified by the MLC model and is enlarged in
Figure 5b for a clearer view. After twenty autoclave cycles, the tool’s lay-up surface was mainly covered by an opaque, abhesive release coating. However, the tool section that was initially treated with only one layer of RA contained light and dark patches on its surface. Light patches corresponded to resin contamination, while dark patches were aged release coating (verified using handheld FTIR and discussed later). A lack of contamination and aging in other sections indicates that applying more RA layers prior to processing creates a more durable coating barrier between the tool and part. In other words, the number of RA layers may directly affect the rate of aging on a tool surface.
Figure 5c shows the identified target area after being transformed by the MLC model. Pixels within the target area were automatically classified into three categories: aged release coating (red), abhesive release coating (black), or resin contamination (yellow). In addition to providing a visual of the target zone, plots similar to
Figure 5c may be utilized in a production environment to quantify the spatial coordinates, distribution, and percent area of aged release coating or resin contamination on a tool surface. During an inspection, these values could then be used as go/no-go (i.e., pass/fail) criteria. For example, if no color-abnormal areas are identified using the MLC model, the tool surface would likely meet specifications, and production could continue without further disruptions. Adversely, the detection of any significant color abnormalities should inform a manufacturer to further evaluate the tool surface using sparse measurements.
Figure 6a illustrates a scenario where no aged release coating or resin contamination was detected on the tool surface that underwent periodic RA reapplications. Although there are evident color variations in the image, these were only circumstances of poorly controlled lighting and/or visual reflections during global mapping. Since the MLC model was trained to account for these in-production variations, no abnormalities or target areas for sparse measurements were detected. Although this information should inform a manufacturer to continue production, the tool surface shown in
Figure 6a was cleaned using DIB for investigative purposes.
Figure 6b shows the tool surface after DIB cleaning using the ColdJet Aero
2 PCS 60 system. The image demonstrates the machine’s ability to remove a cured resin contamination border from a tool surface. Furthermore, a lack of any scratches on the tool surface after DIB cleaning reinforces the non-abrasive benefits of the method. Although the proficiency of DIB for contamination removal is clearly shown in
Figure 6, the method’s effects on release coating are difficult to interpret from the images. Hence, sparse measurements were necessary to fully characterize the effectiveness of DIB as an industrial tool cleaning method.
3.2. Sparse Surface Free Energy Evaluation
Figure 7 shows side-view images of DI water droplets immediately after solid–liquid contact with (a) abhesive release coating, (b) aged release coating, (c) resin contamination, and (d) the production tool surface after DIB cleaning. The images in the figure were captured using the low-fidelity portable digital microscope. The top half of each image shows the droplet resting on the various tool surface conditions, while the bottom half shows the droplet’s reflection in the Invar tool. When dispensed on different surface conditions, DI water droplets formed unique contact angles and distinct spherical shapes. Droplets applied to abhesive release coating exhibited the largest contact angles and lowest width-to-height aspect ratios (i.e., spreading). Conversely, droplets dispensed on resin contamination yielded the lowest contact angles and highest aspect ratios. The contact angle and shape of the liquid droplet result from intermolecular adhesive interactions at the solid–liquid interface due to SFE effects and internal cohesive forces in the liquid [
35,
44]. Since liquid properties of DI water remained constant throughout the inspection procedure, each droplet’s unique contact angle and shape must have been due to SFE effects. Therefore,
Figure 7 demonstrates that even without performing robust calculations, the portable technique was able to identify distinct qualitative differences in SFE between abhesive release coating, aged release coating, and resin contamination.
Since all areas on the periodically retreated tool surface were classified as abhesive release coating prior to DIB, the effects of the cleaning method on SFE properties may be qualitatively seen by comparing
Figure 7a,d. The two figures demonstrate that a DI water droplet formed a smaller contact angle and a larger aspect ratio with the tool surface after DIB cleaning. This suggests that the DIB method may have successfully removed release coating from the tool surface and exposed the underlying Invar. Although it is difficult to make further conclusions from the images, the SFE properties of aged release coating and the tool surface after DIB cleaning also appear to be qualitatively similar.
Figure 8 shows a GPR model for predicting SFE from a DI water droplet contact angle and aspect ratio on a tool surface. Red points in the plot represent test data collected using the portable analysis equipment in the target area identified during global mapping. A mean response surface, also shown in red, was fitted to the test data using GPR. The upper and lower 95% confidence intervals of the GPR predictions are also shown in the plot as grey surfaces. The confidence bounds converge with the mean response surface in areas containing many adjacent data points, while the surfaces diverge as they move further away from test data. SFE measurements of the tool surface after DIB cleaning are also shown as blue points and labeled as Post-DIB data in
Figure 8 for illustrative purposes.
The SFEs of abhesive release coating areas were measured over an approximate range of 11–13 mJ/m
2. These exceptionally low values correspond well to results previously measured using laboratory-quality equipment and reported in the literature by Critchlow et al. (i.e., 10.7–20.4 mJ/m
2) [
14]. Furthermore, the low SFE range indicates the majority of the target area and tool surface remained highly abhesive after undergoing twenty processing cycles without any RA reapplications. Aged release coating and resin contamination SFEs were measured over approximate ranges of 28–30 mJ/m
2 and 38–53 mJ/m
2, respectively. Surface patches containing these higher SFE values were likely the cause of decreased tool abhesion properties after the twentieth autoclave cycle. The largest SFE values measured on resin indicate that contamination would have more detrimental effects on tool-part interaction and PIDs than aged release coating. The largest scatter in contamination measurements was likely due to a combination of uncontrolled DI water dispensing and the non-uniform macro-roughness of cured resin on the tool surface [
35,
45]. After DIB cleaning, SFEs of 28–30 mJ/m
2 were measured on the tool surface. These intermediate values reinforce the ColdJet machine’s ability to remove release coating from a tool surface.
In an industrial setting, the GPR model in
Figure 8 may be utilized as a quick method to classify surface conditions or predict tool SFEs for inspection criteria. For example, high measured values of SFE (e.g., 30–50 mJ/m
2) should inform the manufacturer to clean the tool using DIB and reapply RA before continuing with the next cure cycle. On the other hand, if intermediate SFE values are predicted using the GPR model (e.g., 15–25 mJ/m
2), further chemical analysis may be necessary to fully evaluate the tool surface.
3.3. Sparse Surface Chemistry Evaluation
Figure 9 compares IR-absorbance spectra of fresh release coating with release coating that underwent ten autoclave processing cycles. The portable spectra in the plots were taken within the tool’s target area using the Agilent 4100 ExoScan Handheld FTIR Spectrometer. Laboratory spectra were measured on coupon-sized tools with the Bruker Vertex 70 FTIR Spectrometer. This figure illustrates how fresh and aged release coatings exhibit different chemical characteristics, and how portable analysis results may differ from measurements obtained through laboratory instruments under certain circumstances. Fresh and aged release coatings exhibit similar general peaks at wavenumbers of 3020 cm
−1, 2920 cm
−1, 2850 cm
−1, 1470 cm
−1, 1260 cm
−1, 1090 cm
−1, 1020 cm
−1, and 780 cm
−1. The four peaks at 780 cm
−1, 1020 cm
−1, 1090 cm
−1, and 1260 cm
−1 are characteristic of silicone materials—specifically, a PDMS polymer network. The peak at 780 cm
−1 represents Si-CH
3 bond stretching. The peaks at 1020 cm
−1 and 1090 cm
−1 represent the asymmetric stretching of Si-O-Si bonds. The peak at 1260 cm
−1 is characteristic of the symmetrical deformation of the C-H bond in the Si-(CH3)
2 groups (i.e., Si-CH
3 bending). There is also a weaker peak at 1470 cm
−1 and a strong cluster around 3020 cm
−1, representing C-H scissoring and asymmetric C-H stretching, respectively [
14,
18,
23].
Although the fresh and aged spectra contain IR-peaks at similar wavenumbers,
Figure 9 also demonstrates distinct chemical differences between the two surface conditions. For example, according to laboratory measurements, all of the peaks within the silicone regime underwent an approximate two-fold intensity increase during the first ten autoclave cycles. These chemical changes were likely due to the tool becoming “conditioned” to the release coating, which is a consequence of using a new and freshly coated tool. During a production tool’s first few processing cycles, external temperatures and pressures cause non-silicone components to flash off or transfer to the part, while silicone components are “baked” into the mold [
17]. These conditioning mechanisms cause variations in the release coating’s chemical composition (i.e., silicone levels), which are captured in the laboratory IR-absorbance spectra of
Figure 9. After the tool becomes conditioned, the properties of release coating are considered “locked-in” and remain stable until considerable aging effects cause silicone levels and tool abhesion to decline.
As previously mentioned, measurements gained from portable equipment often suffer in precision compared with results obtained from scientific-grade laboratory instruments due to differences in sampling methods and overall equipment capabilities. This lack of precision is demonstrated by significant mismatches between portable and laboratory spectra in
Figure 9. For fresh release coating, all silicone peaks in the portable spectrum are approximately five times larger than the precise laboratory measurements. In a production environment, an inaccurate measurement such as this could result in false-positive or false-negative tool surface evaluations. Fortunately, the portable silicone regime becomes similar to laboratory measurements once the tool becomes conditioned and properties are locked in. These results suggest that portable FTIR equipment may be faulty prior to tool conditioning but is a more reliable instrument after silicone levels stabilize.
Figure 10 shows a GPR model for predicting the tool surface history, including the number of RA layers and processing cycles, with respect to the 1020 cm
−1 absorbance peak intensity. Red points in the plot were measured throughout the testing campaign in different areas on the production tool using the portable FTIR. A mean response surface, shown in green, was fitted to the data using GPR with an accuracy of 86%. The blue surface in the plot represents the mean behavior of laboratory measurements throughout the campaign and is meant to be used as a qualitative comparison with portable results. The 1020 cm
−1 peak was chosen for the model to quantify silicone levels on the tool surface as a function of RA layers and processing cycles. The portable and laboratory response surfaces show large differences over the first five autoclave cycles for all surface conditions due to the tool becoming conditioned to release coating. Measuring an unusually high 1020 cm
−1 absorbance in a production environment could be an indication of an unconditioned tool. Collecting accurate information from portable equipment prior to conditioning would then require the manufacturer to enhance the accuracy of the portable measurement by calculating a scaling factor equal to the laboratory peak intensity divided by its portable counterpart. However, calculating a scaling factor would require the tool surface history to be known by the manufacturer, including the number of RA layers and processing cycles.
After reaching the five-cycle mark, the portable and laboratory absorbances plateaued and remained relatively constant through the remainder of the testing campaign. The portable response surface remained within approximately 10% of laboratory results between the 5th and 20th cycles. This consistent accuracy demonstrates the portable equipment’s ability to effectively evaluate the surface chemistry of the release coating after conditioning occurs. Hence, portable results do not necessarily have to be connected to laboratory measurements for accurate characterization of the release coating. Using a scaling factor after conditioning occurs would still increase the fidelity of portable measurements but may not be an essential technique during inspections. Portable FTIR results from one aged patch and three areas on the tool surface after DIB cleaning (blue points) are also shown in
Figure 10. Both aged and DIB-cleaned spots contained near-zero 1020 cm
−1 absorbances, with silicone levels slightly lower for the cleaned surface. These low-absorbance measurements indicate a lack of silicone on both surface conditions and validate the ColdJet equipment as an effective method for removing release coating (silicone) from a tool surface. Furthermore, the plot in
Figure 10 validates the ability of the portable FTIR device to identify sufficiently aged release coating on a tool surface. In a manufacturing environment, low silicone levels should inform the manufacturer to reapply RA on top of the aged coating before continuing with the next cure cycle.
4. Summary and Conclusions
The objective of this study was to develop a non-destructive and portable method for the in-production evaluation of tool surface condition during composites manufacturing. A novel technology was developed to achieve this goal by integrating portable analysis equipment into a mechanical gantry system. Each portable device was used in conjunction with ML and data-driven modeling techniques to extract scientific-grade and interpretable information from relatively low-quality measurements. In a composites manufacturing environment, the multi-faceted technique may be used to inspect the surface of a large production tool by following the procedure outlined below:
First, a compact digital camera captures a wide-view image (i.e., global map) of the tool surface. Then, the global map is decomposed using a maximum likelihood classification (MLC) model, where any color-abnormal regions are identified on the tool surface. The color-abnormal regions are also classified as the abhesive release coating, the aged release coating, or resin contamination by the MLC model and are used as target areas for sparse measurements in the following inspection steps. A lack of aged release coating or resin contamination identified on the tool surface would inform manufacturers that additional sparse measurements, tool cleanings, or reapplications of release coating are likely unnecessary to protect the tool from damage in the next processing cycle, and would thus only reduce production efficiency. However, for processes with long cycle times and costs (e.g., autoclave), reapplying release coating at this stage can be used as a conservative and cost-effective method to reduce risks of tooling damage in future processing cycles to near zero. If color-abnormal regions are identified, the next inspection step is transporting a portable microscope to the target area and performing sparse wettability measurements by dispensing DI water and capturing side-view images of the droplets on the tool surface. The surface free energy (SFE) within the target area is then predicted using a Gaussian process regression (GPR) model that requires contact angle and width-to-height aspect ratio measurements of the DI water droplets as inputs. High measured values of SFE (e.g., 30–50 mJ/m2) should inform the manufacturer to clean the tool and reapply RA before continuing with the next cure cycle. On the other hand, if intermediate SFE values are predicted using the GPR model (e.g., 15–25 mJ/m2), further chemical analysis may be necessary to evaluate the tool surface fully. The last inspection step is using a portable FTIR spectrometer to perform sparse surface chemistry measurements within the target area. Spectral information gathered through FTIR is then inputted into another GPR model, where the tool surface history, including the number of release coating layers and the coating’s age, may be predicted from compositional silicone levels. If low silicone levels are detected, the manufacturer should reapply release coating before continuing with production.
By following the previously described procedures, the in situ inspection method provides a reliable and efficient way to evaluate tool surface conditions, with high accuracy and a low cost of implementation. Additionally, the cost of equipment and materials used in the system is relatively low, since the technology consists entirely of portable or handheld devices, making it a cost-effective solution. The relatively inexpensive digital equipment used in the inspection system allows for prompt troubleshooting, maintenance, repair, or replacement of devices. In terms of overall effectiveness, our method has been demonstrated to be capable of evaluating tool surfaces across a wide range of conditions (e.g., age of release coating, tool cleaning schedule), making it a versatile option. By combining multiple measurement techniques, the presented in situ inspection method is more effective than other methods that are currently used and rely on a single technique based on know-how. Overall, our method provides a reliable and efficient way to evaluate tool surface conditions, with high accuracy and a low cost of implementation.
During the development of the accelerated inspection method, an extensive testing campaign was conducted to investigate the physicochemical aging process of release coating during composites manufacturing. In addition, the effectiveness of dry ice blasting (DIB) as an industrial cleaning method was also investigated. The main conclusions regarding the aging of release coating and DIB cleaning are as follows:
Treating a tool with two layers of Frekote mold sealer and several layers of release agent prior to processing creates a low-energy release coating. During processing, release coatings undergo significant chemical changes but may remain highly abhesive for more than twenty autoclave processing cycles of flat composite parts. Chemical changes in the release coating are especially prevalent during a new and freshly coated production tool’s first few processing cycles. External temperatures and pressures cause non-silicone components to flash off or transfer to the part, while silicone components are “baked” into the mold. These processes may be referred to as the tool becoming “conditioned” to the release coating. After the tool becomes conditioned, the properties of release coating are considered “locked-in” and remain stable until considerable aging effects cause silicone levels and tool abhesion to decline. The number of release agent layers applied to a tool impacts the coating’s effective lifespan. Periodic reapplications of release agent can be used to mitigate aging effects and maintain effective tool abhesion. However, frequent reapplications are unnecessary and may only disrupt the flow of manufacturing in an industrial setting.
Dry ice blasting (DIB) using the ColdJet® Aero2 Particle Control SystemTM (PCS®) 60 is an effective method for non-abrasively removing cured resin contamination and release coating from a tool surface. By using a feed rate of 1.0 lb/min, blast pressure of 100 psi, and applicator size of 1” for DIB cleaning, silicone-based release coatings can be efficiently removed from tool surfaces.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









