
Robotic Belt Finishing with Process Control for Accurate Surfaces




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
- Position control strategy: The robot path is programmed to maintain the tool position normal to the workpiece surface and a constant feed rate.
- Force control strategy: The robot path is programmed to guarantee a constant thrust force and a constant feed rate.
- Speed control strategy: The robot path is programmed to maintain the tool position normal to the workpiece surface and a variable feed rate.
2. Materials and Methods
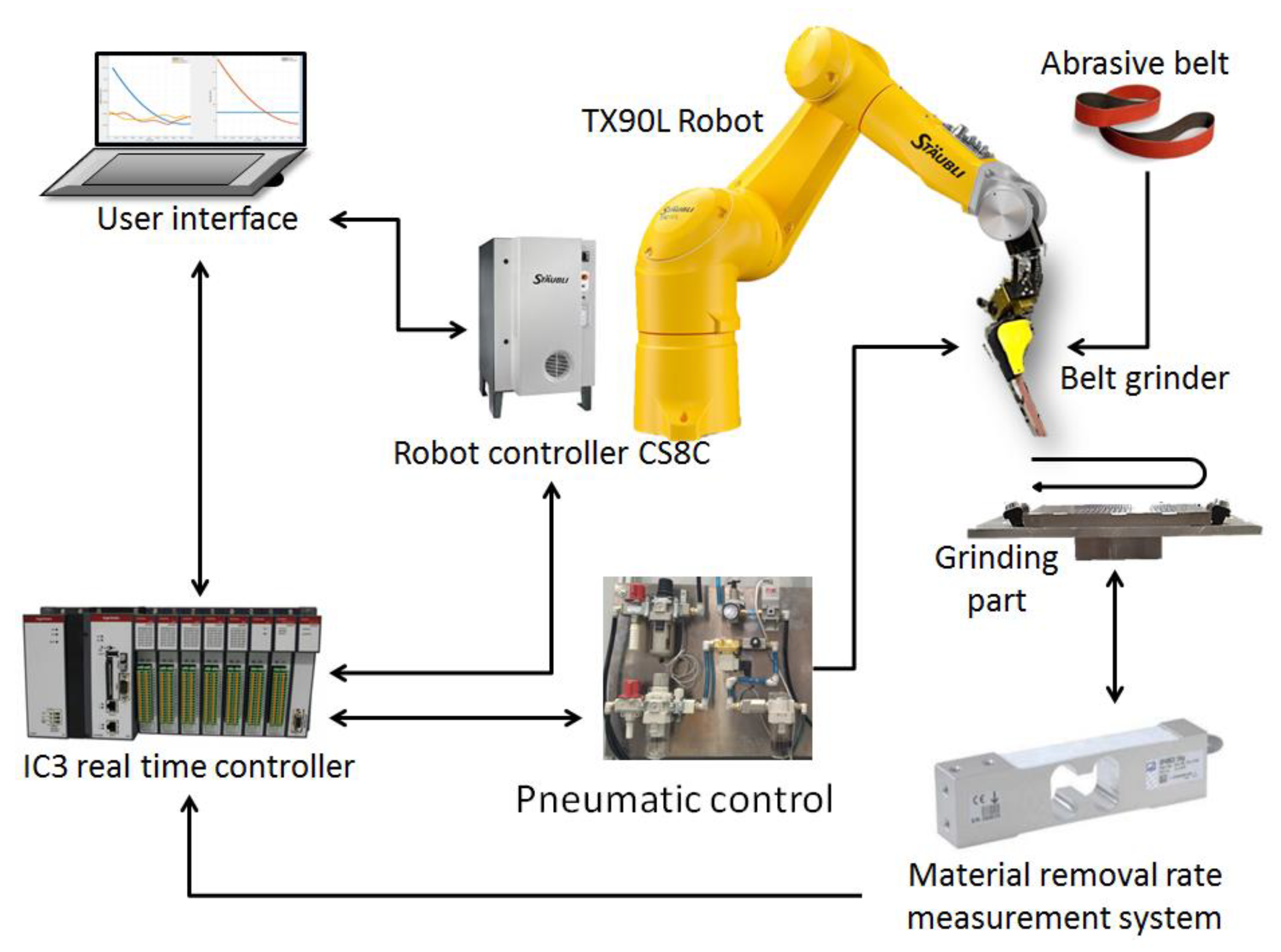
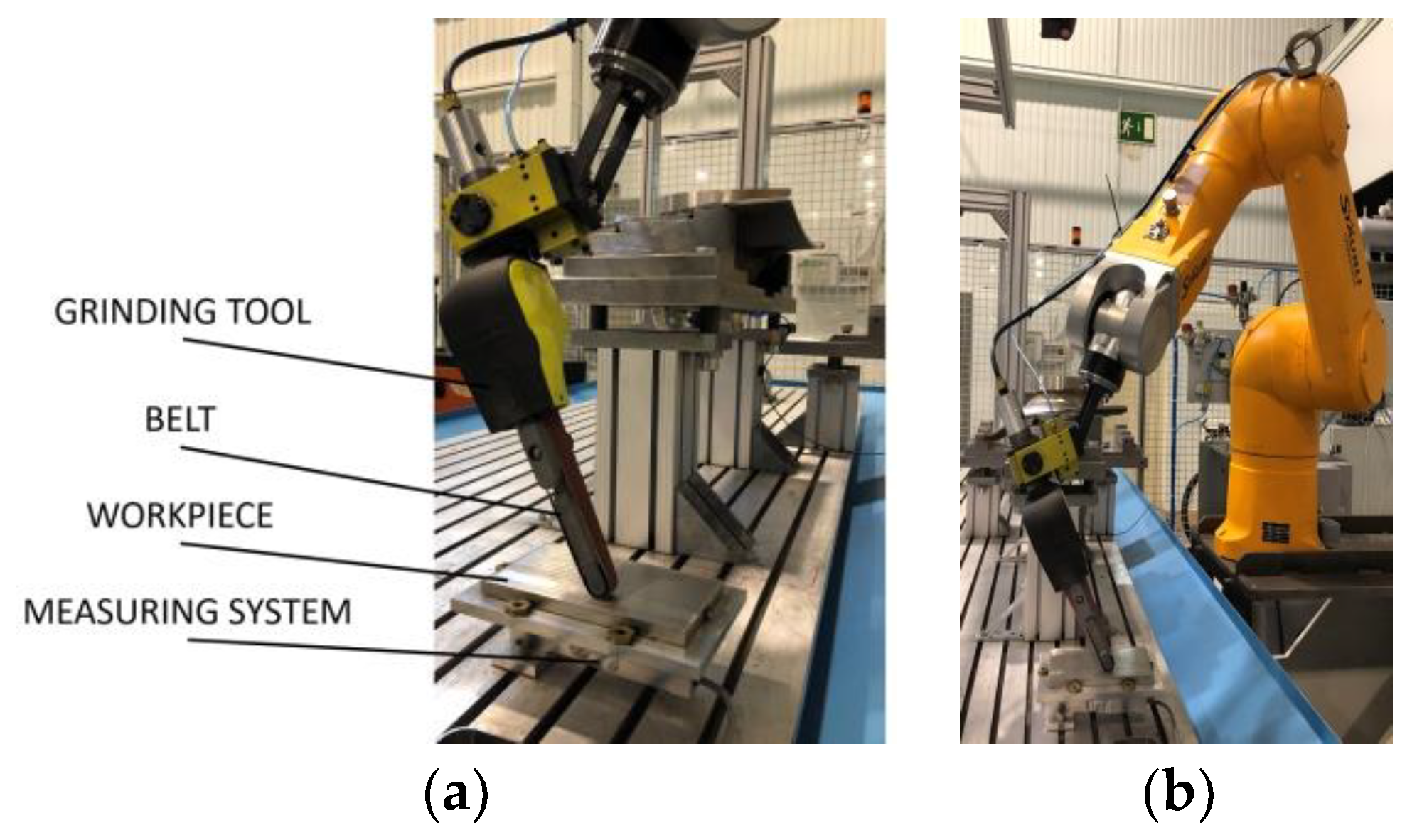
2.1. Experimental Setup
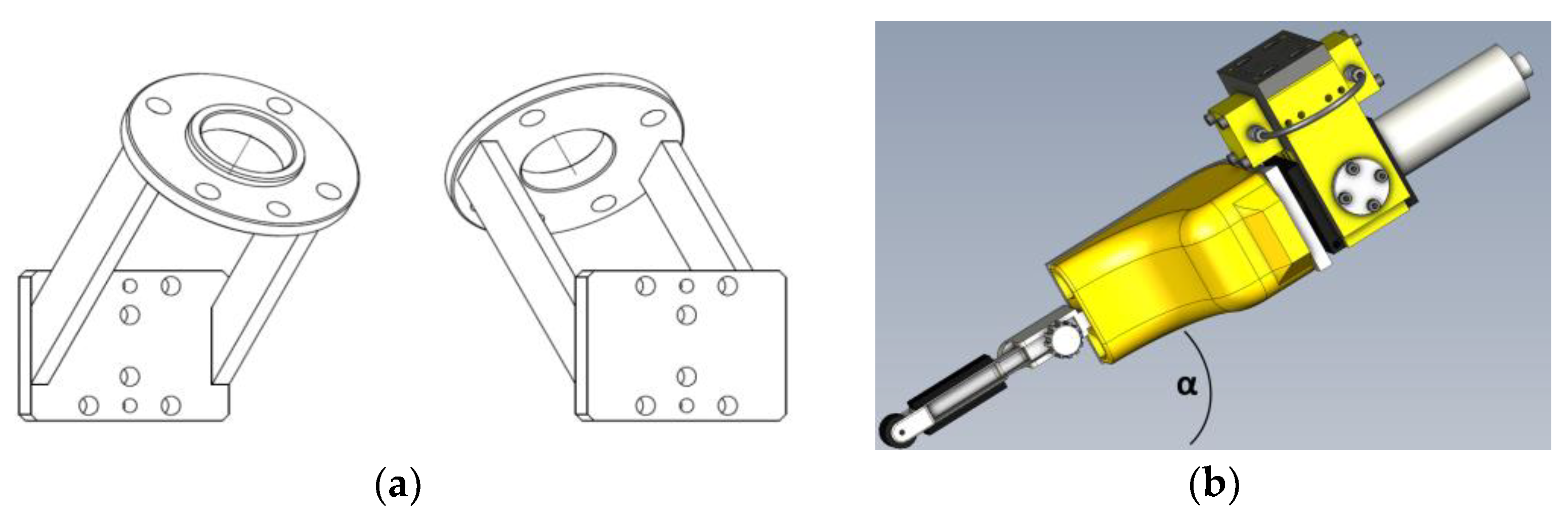
2.1.1. Grinding Tool
2.1.2. Abrasive Belts
2.1.3. Materials
2.1.4. Material Removal Measurement System
2.2. Method
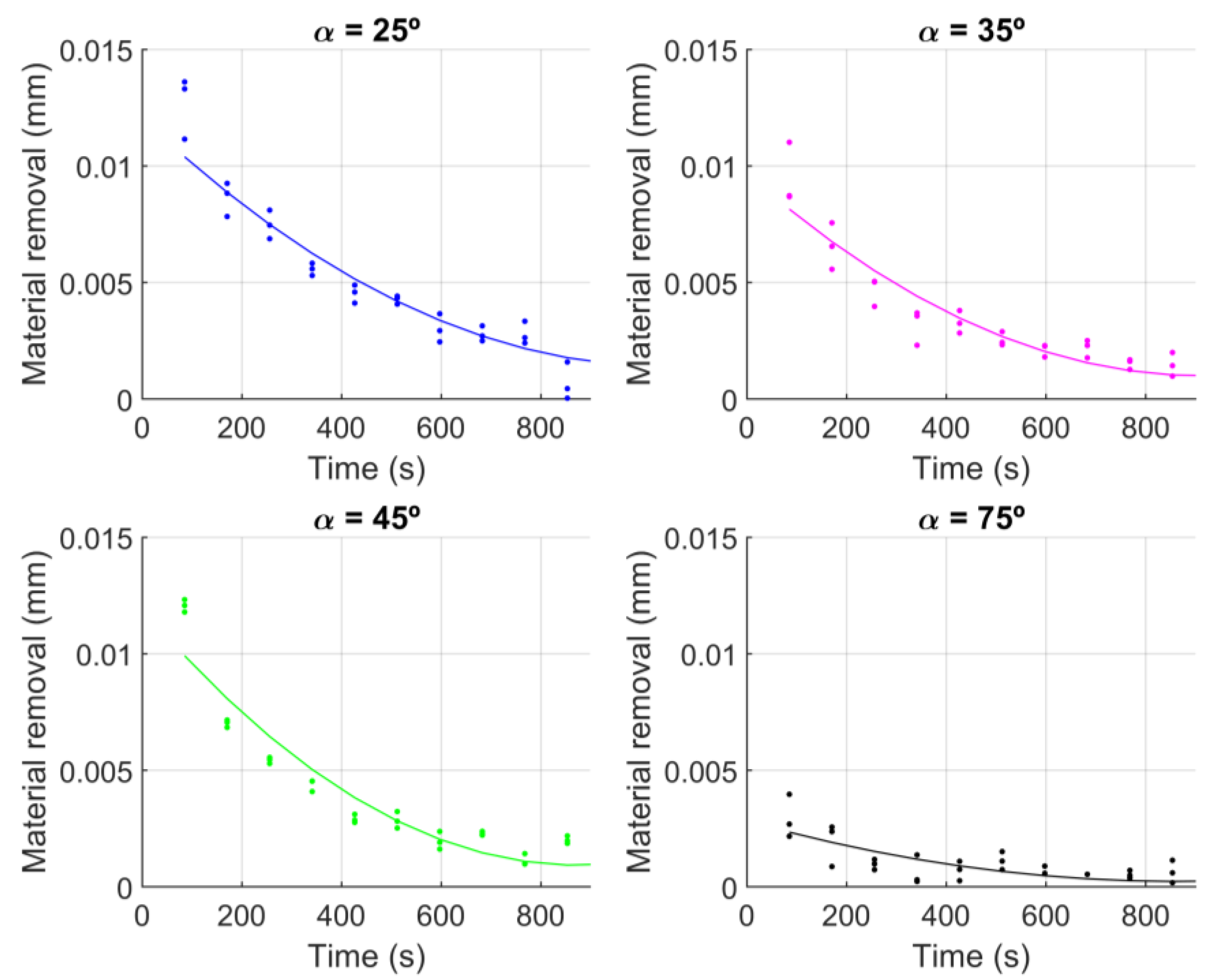
3. Results
4. Future Work
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Coykendall, J.; Wellener, P.; Hardin, K. Aerospace and Defense Industry Outlook; Deloitte: London, UK, 2022. [Google Scholar]
- Pires, J.N.; Bogue, R. Finishing robots: A review of technologies and applications. Ind. Robot. Int. J. 2009, 36, 6–12. [Google Scholar]
- Fernandez, A.; Jose Antonio, D.; Javierre, C.; Jorge, S. Surface roughness evolution model for finishing using an abrasive tool on a robot. Int. J. Adv. Robot. Syst. 2015, 12, 119. [Google Scholar] [CrossRef] [Green Version]
- Zhu, D.; Feng, X.; Xu, X.; Yang, Z.; Li, W.; Yan, S.; Ding, H. Robotic grinding of complex components: A step towards efficient and intelligent machining–challenges, solutions, and applications. Robot. Comput. Integr. Manuf. 2020, 65, 101908. [Google Scholar] [CrossRef]
- Khellouki, A.; Rech, J.; Zahouani, H. Energetic analysis of cutting mechanisms in belt finishing of hard materials. J. Eng. Manuf. 2013, 9, 1409–1413. [Google Scholar] [CrossRef]
- Thomessen, T.; Lien, T.K.; Sannæs, P.K. Robot control system for grinding of large hydro power turbines. Ind. Robot. Int. J. 2001, 28, 328–334. [Google Scholar] [CrossRef]
- Xiao, G.; Gao, H.; Zhang, Y.; Zhu, B.; Huang, Y. An intelligent parameters optimization of titanium alloy belt grinding considering machining efficiency and surface quality. Int. J. Adv. Manuf. Technol. 2023, 125, 513–527. [Google Scholar] [CrossRef]
- Song, Y.; Liang, W.; Yang, Y. A method for grinding removal control of a robot belt grinding system. J. Intell. Manuf. 2012, 23, 1903–1913. [Google Scholar] [CrossRef]
- Xie, H.L.; Wang, Q.H.; Ong, S.K.; Li, J.R.; Chi, Z.P. Adaptive human-robot collaboration for robotic grinding of complex workpieces. CIRP Ann. 2022, 71, 285–288. [Google Scholar] [CrossRef]
- Ren, X.; Kuhlenkötter, B.; Müller, H. Simulation and verification of belt grinding with industrial robots. Int. J. Mach. Tools Manuf. 2006, 46, 708–716. [Google Scholar] [CrossRef]
- Yang, H.Y.; Shih, C.H.; Lo, Y.C.; Lian, F.L. Zero-tuning grinding process methodology of cyber-physical robot system. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Las Vegas, NV, USA, 24 October 2020–24 January 2021; pp. 4270–4275. [Google Scholar]
- Zhang, G.; Liu, C.; Min, K.; Liu, H.; Ni, F. A GAN-BPNN-based surface roughness measurement method for robotic grinding. Machines 2022, 10, 1026. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Praveen, G. Predictive modelling and analysis of process parameters on material removal characteristics in abrasive belt grinding process. Appl. Sci. 2017, 7, 363. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Glowacz, A.; Tjahjowidodo, T. Modelling of material removal in abrasive belt grinding process: A regression approach. Symmetry 2020, 12, 99. [Google Scholar] [CrossRef] [Green Version]
- ABB. Available online: https://new.abb.com/products/robotics/application-equipment-and-accessories/integrated-force-control (accessed on 27 March 2023).
- Xie, X.; Sun, L. Force control based robotic grinding system and application. In Proceedings of the 12th World Congress on Intelligent Control and Automation (WCICA), Guilin, China, 12–15 June 2016; pp. 2552–2555. [Google Scholar]
- Wang, Q.; Wang, W.; Zheng, L.; Yun, C. Force control-based vibration suppression in robotic grinding of large thin-wall shells. Robot. Comput. Integr. Manuf. 2021, 67, 102031. [Google Scholar] [CrossRef]
- Wang, T.; Miao, H.; Shi, S.; Chen, Z.; Zhang, H. A method of robot grinding force control based on internal model control principle. J. Phys. Conf. Ser. 2021, 1748, 022026. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, G.; Zang, X.; Li, L. A hybrid passive/active force control scheme for robotic belt grinding system. In Proceedings of the IEEE International Conference on Mechatronics and Automation, Harbin, China, 5 September 2016; pp. 737–742. [Google Scholar]
- Yan, S.; Xu, X.; Yang, Z.; Zhu, D.; Ding, H. An improved robotic abrasive belt grinding force model considering the effects of cut-in and cut-of. J. Manuf. Process. 2019, 37, 496–508. [Google Scholar] [CrossRef]
- Chen, F.; Zhao, H.; Li, D.; Chen, L.; Tan, C.; Ding, H. Robotic grinding of a blisk with two degrees of freedom contact force control. Int. J. Adv. Manuf. Technol. 2019, 101, 461–474. [Google Scholar] [CrossRef]
- Robertsson, A.; Olsson, T.; Johansson, R.; Blomdell, A.; Nilsson, K.; Haage, M.; Brantmark, H. Implementation of industrial robot force control case study: High power stub grinding and deburring. In Proceedings of the IEEE/RSJ International Conference on Intelligent Robots and Systems, Beijing, China, 9–15 October 2006; pp. 2743–2748. [Google Scholar]
- Domroes, F.; Krewet, C.; Kuhlenkoetter, B. Application and analysis of force control strategies to deburring and grinding. Mod. Mech. Eng. 2013, 3, 33474. [Google Scholar] [CrossRef] [Green Version]
- Hammann, G. Modeling the Removal Behavior of Elastic, Robot-Guided Grinding Tools; Springer: Berlin/Heidelberg, Germany, 2013; Volume 123. [Google Scholar]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Torres, R.; Mata, S.; Iriarte, X.; Barrenetxea, D. Robotic Belt Finishing with Process Control for Accurate Surfaces. J. Manuf. Mater. Process. 2023, 7, 124. https://doi.org/10.3390/jmmp7040124
Torres R, Mata S, Iriarte X, Barrenetxea D. Robotic Belt Finishing with Process Control for Accurate Surfaces. Journal of Manufacturing and Materials Processing. 2023; 7(4):124. https://doi.org/10.3390/jmmp7040124
Chicago/Turabian StyleTorres, Ramón, Sara Mata, Xabier Iriarte, and David Barrenetxea. 2023. "Robotic Belt Finishing with Process Control for Accurate Surfaces" Journal of Manufacturing and Materials Processing 7, no. 4: 124. https://doi.org/10.3390/jmmp7040124
APA StyleTorres, R., Mata, S., Iriarte, X., & Barrenetxea, D. (2023). Robotic Belt Finishing with Process Control for Accurate Surfaces. Journal of Manufacturing and Materials Processing, 7(4), 124. https://doi.org/10.3390/jmmp7040124