
Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill

 ,
,  ,
,  , , and
, , and 
Abstract
:1. Introduction
1.1. Simulation Models for DTs
- -
- “parameters of the transmission shaft, i.e., its length and diameter, as well as the inertia torques of the masses attached”;
- -
- “a strategy for controlling an electric motor, while taking into account that the development of this strategy cannot be limited by the dynamics of an electric motor and the synthesis of its control only, excluding other system components”.
1.2. Multi-Mass Models of Electromechanical Systems in Rolling Mills
1.3. Problem Relevance
- digital twins;
- the development of digital shadows;
- the development of smart control algorithms.
1.4. Methods for Calculating the Parameters of Two-Mass System Models
2. Problem Formulation
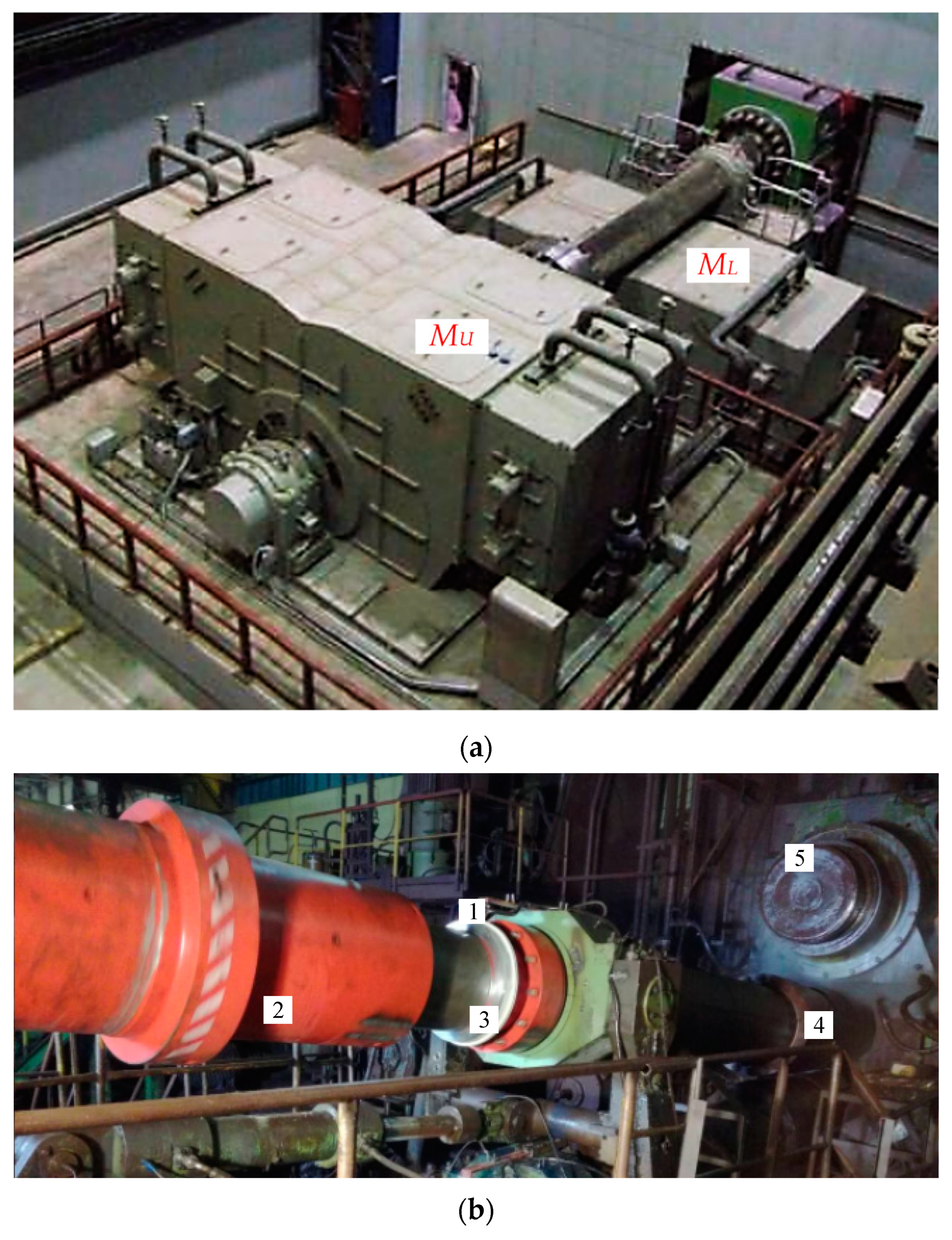
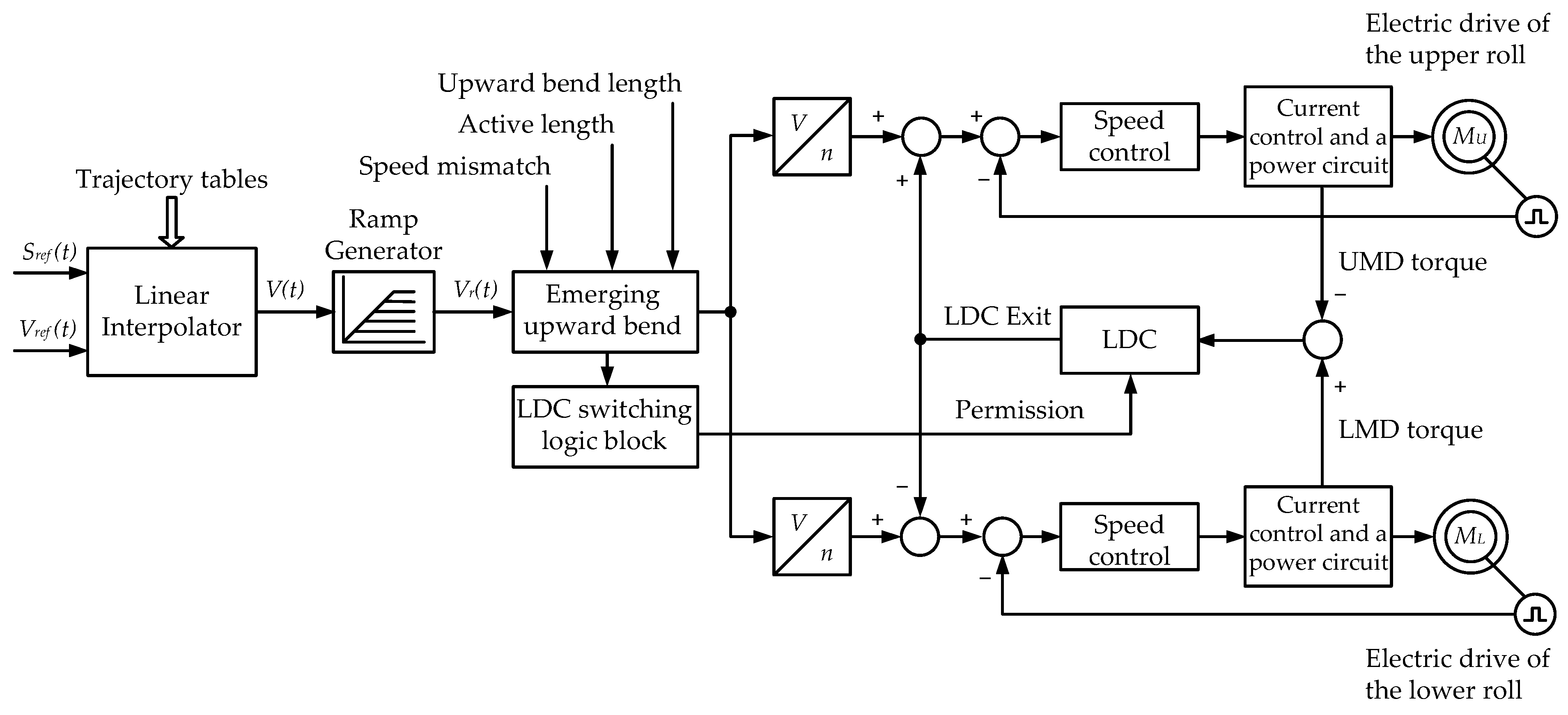
2.1. The Mill 5000 Stand Drive Characteristics
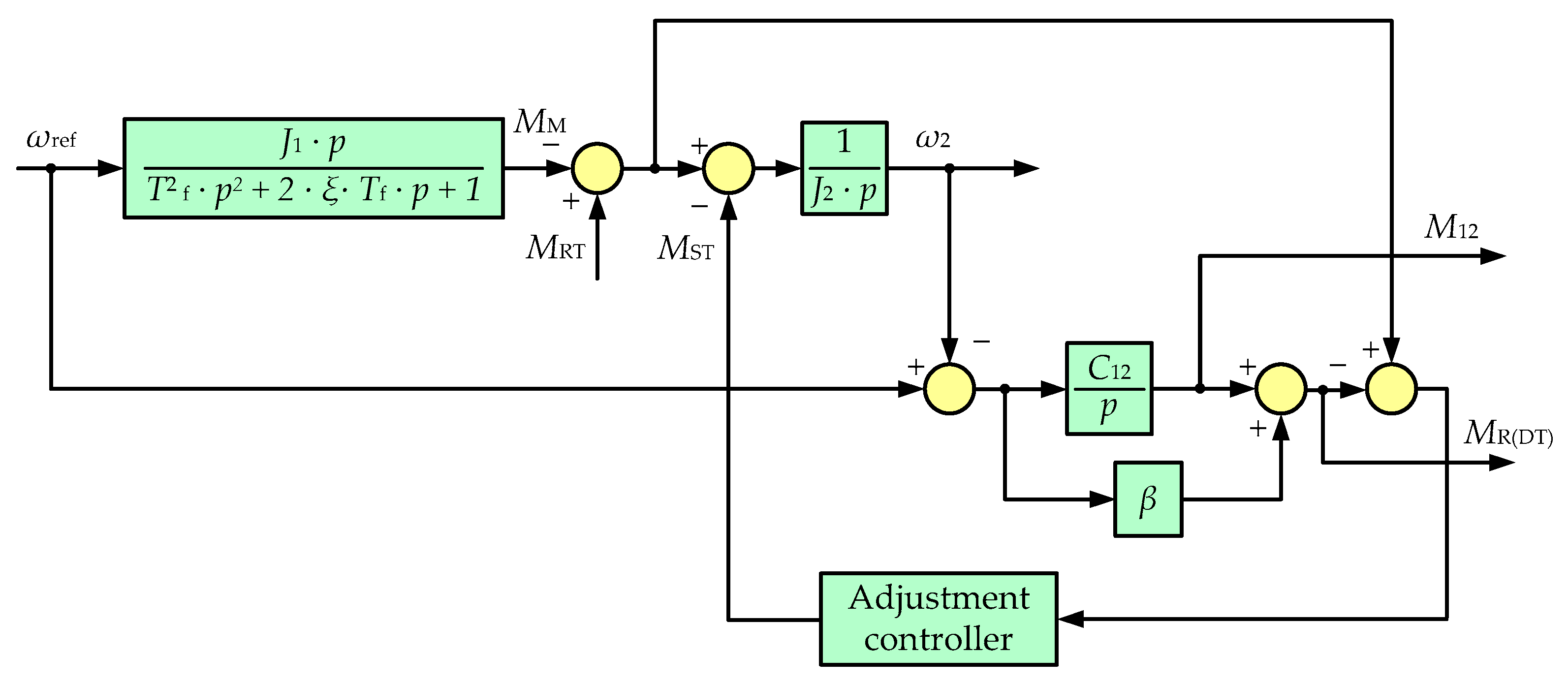
2.2. Two-Mass System Position Observer Characteristic
2.3. Research Objectives
- calculating inertia torques J1, J2;
- defining the elastic stiffness coefficient C12;
- defining the oscillation damping coefficient β;
- defining the time constants of the transfer function of the torque control loop.
3. Materials and Methods
3.1. Calculating Inertia Torques
3.2. Defining the Oscillation Damping Coefficient
3.3. Transfer Function of the Torque Control Loop
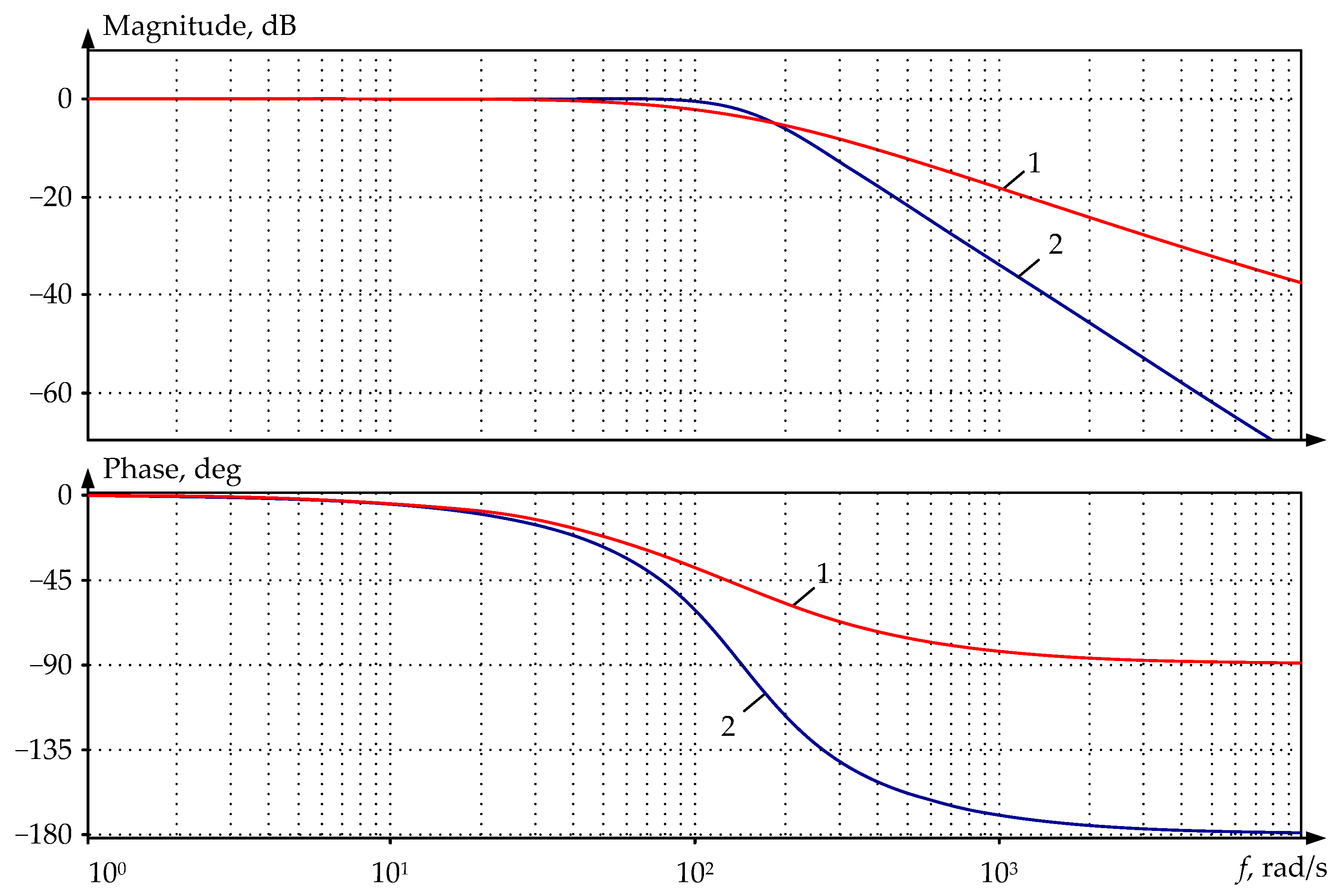
- —1st-order filter;
- —2nd-order filter.

4. Implementation
- In all passes, biting occurs with closed angular gaps in the spindle joints.
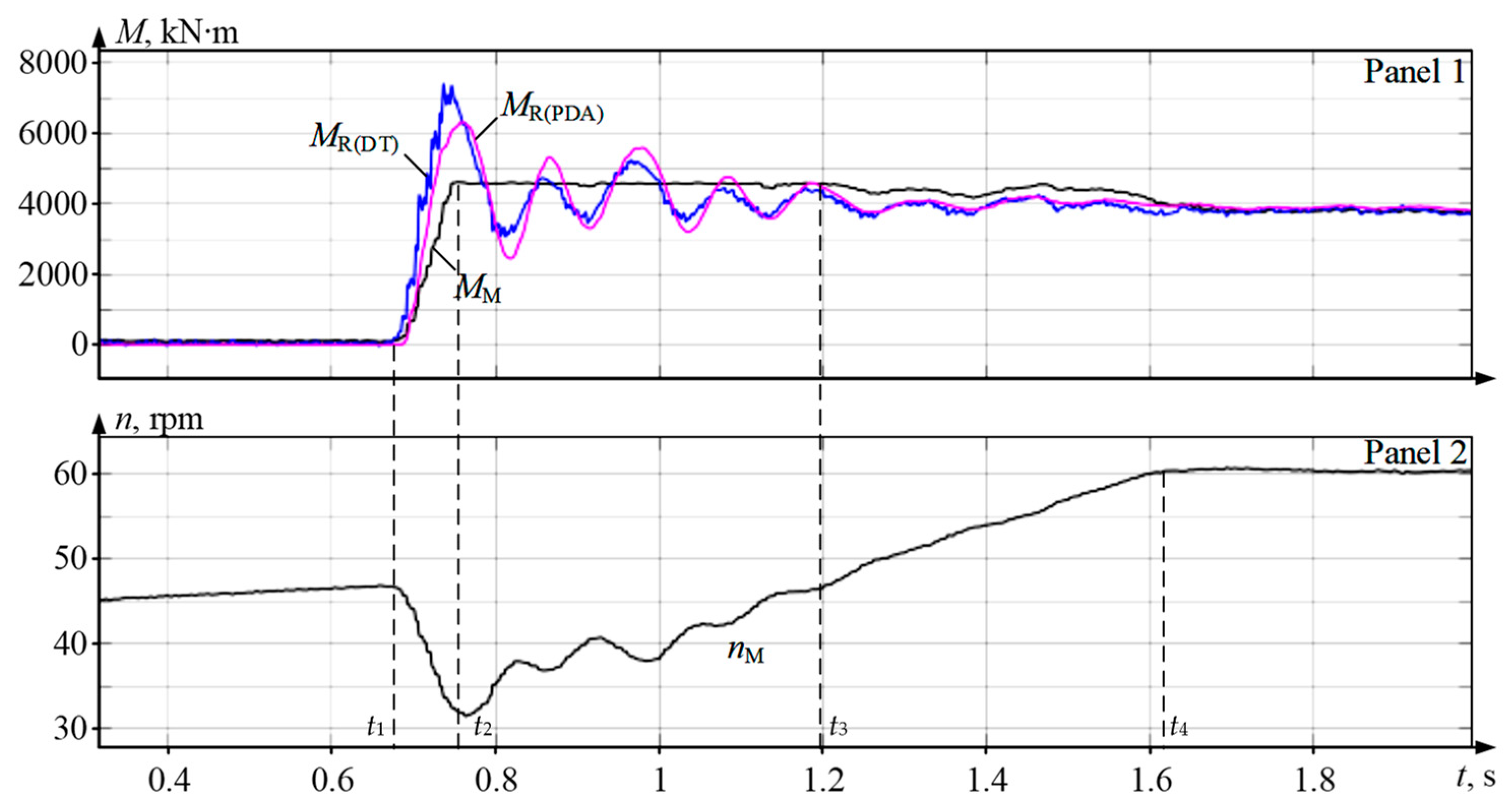
- The full coincidence of the recovered MR(DT) and measured MR(PDA) torques confirms the reliability of the processes obtained during the VC of the developed observer.
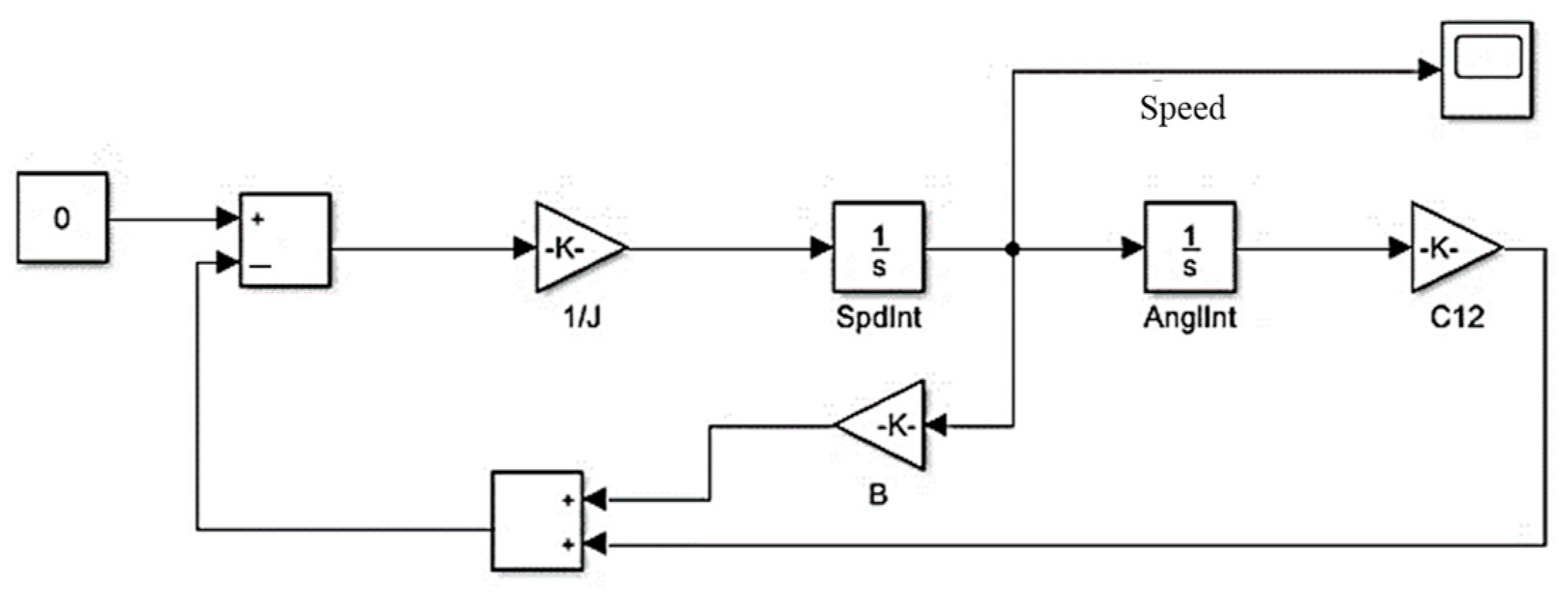
- Time dependencies in Figure 11 and Figure 12 illustrate the adopted approach to configuring digital twins, according to which algorithms are debugged in Matlab Simulink with subsequent export to PLC software [12]. This facilitates configuration and reduces the VC costs of the electromechanical system.
5. Results and Discussion
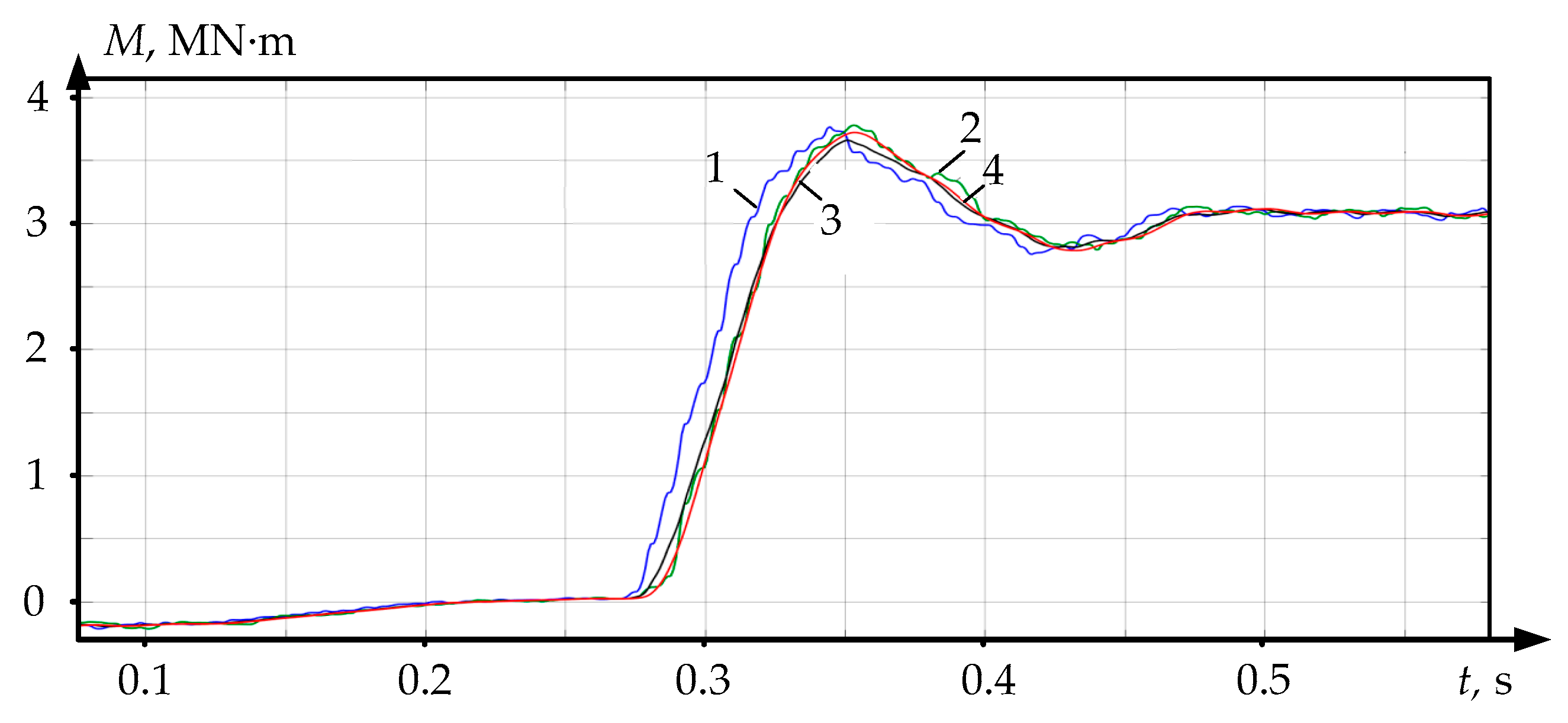
- The recovery of the elastic torque by an observer, whose parameters have been determined using the developed method, is performed with an accuracy acceptable in the study of electromechanical systems. The maximum difference between the measured and recovered gapped values |ΔMmax|(Obs./Gap) = 4.7%, while the “gapped” curve parameters exceed those of the “observer” curve at all points. The respective gapless value |ΔMmax|(Obs./Gapl) = 5.9%, but the ‘gapless’ dependence coordinates are less than those on the “observer” curve. Thus, the recovered dependence occupies an intermediate position between the experimental curves. This allows the elastic torque (“observer”) recovery results to be considered acceptable for both the “gapless” and “gapped” cases.
- The experiments confirm that closing the gaps at the moment of biting significantly increases the elastic torque amplitude (within 8.4–10%). With workpiece gauges of 9 and 30 mm, the amplitude differences are 8.4% (1.55 and 1.42 p. u.) and 9.6% (2.6 and 2.35 p. u.), respectively. This confirms the need for implementing control systems based on elastic torque observers to reduce the dynamic loads of the electromechanical systems of rolling mills [27].
6. Conclusions and Future Work
- calculating the 1st and 2nd mass inertia torques;
- defining the stiffness coefficient of the mechanical transmission shaft;
- defining the oscillation damping coefficient;
- defining the time constants of the torque control loop transfer function.
Author Contributions
Funding
Conflicts of Interest
References
- Falekas, G.; Karlis, A. Digital Twin in Electrical Machine Control and Predictive Maintenance: State-of-the-Art and Future Prospects. Energies 2021, 14, 5933. [Google Scholar] [CrossRef]
- Digital Twins and Virtual Commissioning in the Manufacturing Industry (Updated for 2023). Resources. 1 March 2022. Available online: https://www.visualcomponents.com/resources/blog/digital-twins-and-virtual-commissioning-in-industry-4-0/ (accessed on 23 August 2023).
- Bécue, A.; Maia, E.; Feeken, L.; Borchers, P.; Praça, I. A New Concept of Digital Twin Supporting Optimization and Resilience of Factories of the Future. Appl. Sci. 2020, 10, 4482. [Google Scholar] [CrossRef]
- Martínez-Olvera, C. Towards the Development of a Digital Twin for a Sustainable Mass Customization 4.0 Environment: A Literature Review of Relevant Concepts. Automation 2022, 3, 197–222. [Google Scholar] [CrossRef]
- Segovia, M.; Garcia-Alfaro, J. Design, Modeling and Implementation of Digital Twins. Sensors 2022, 22, 5396. [Google Scholar] [CrossRef] [PubMed]
- Abouzeid, A.F.; Trimpe, F.F.; Lück, S.; Traupe, M.; Guerrero, J.M.; Briz, F. Co-Simulation-Based Verification of Torsional Vibration Protection of Electric-Driven Railway Vehicle Wheelsets. Vibration 2022, 5, 613–627. [Google Scholar] [CrossRef]
- Fakhraian, E.; Semanjski, I.; Semanjski, S.; Aghezzaf, E.-H. Towards Safe and Efficient Unmanned Aircraft System Operations: Literature Review of Digital Twins’ Applications and European Union Regulatory Compliance. Drones 2023, 7, 478. [Google Scholar] [CrossRef]
- Yu, J.; Wen, Y.; Yang, L.; Zhao, Z.; Guo, Y.; Guo, X. Monitoring on Triboelectric Nanogenerator and Deep Learning Method. Nano Energy 2022, 92, 106698. [Google Scholar] [CrossRef]
- Digitalization in the Steel Industry/SMS Group#Magazine. Düsseldorf, 10 December 2017. Available online: https://www.sms-group.com/sms-group-magazine/overview/digitalization-in-the-steel-industry/ (accessed on 23 August 2023).
- The Digital Twin—More than a Virtual Representation of the Real World/SMS Group#Magazine. Düsseldorf. 3 November 2020. Available online: https://www.sms-group.com/jp/sms-group-magazine/overview/the-digital-twin-more-than-a-virtual-representation-of-the-real-world/ (accessed on 23 August 2023).
- Grieves, M.; Vickers, J. Digital Twin: Mitigating Unpredictable, Undesirable Emergent Behavior in Complex Systems. In Transdisciplinary Perspectives on Complex Systems; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Bovshik, P.A.; Loginov, B.M.; Karandaev, A.S.; Khramshin, V.R.; Radionov, A.A. Substantiating and Implementing Concept of Digital Twins for Virtual Commissioning of Industrial Mechatronic Complexes Exemplified by Rolling Mill Coilers. Machines 2023, 11, 276. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 8, 108952–108971. [Google Scholar] [CrossRef]
- Coito, T.; Faria, P.; Martins, M.S.E.; Firme, B.; Vieira, S.M.; Figueiredo, J.; Sousa, J.M.C. Digital Twin of a Flexible Manufacturing System for Solutions Preparation. Automation 2022, 3, 153–175. [Google Scholar] [CrossRef]
- VanDerHorn, E.; Mahadevan, S. Digital Twin: Generalization, characterization and implementation. Decis. Support Syst. 2021, 145, 113524. [Google Scholar] [CrossRef]
- Frederick, B. Control of Two Mass Electromechanical System. Eng. Technol. J. 2018, 3, 443–446. [Google Scholar] [CrossRef]
- Yu, Y.; Mi, Z. Dynamic Modeling and Control of Electromechanical Coupling for Mechanical Elastic Energy Storage System. J. Appl. Math. 2013, 2013, 603063. [Google Scholar] [CrossRef]
- Ismagilov, F.R.; Vavilov, V.E.; Sayakhov, I.F. Mathematical model of an aircraft electromechanical actuator with flex coupling. In Proceedings of the Dynamics of Systems, Mechanisms and Machines (Dynamics), Omsk, Russia, 14–16 November 2017. [Google Scholar] [CrossRef]
- Ju, J.; Liu, Y.; Zhang, C. Stability Analysis of Electromechanical Coupling Torsional Vibration for Wheel-Side Direct-Driven Transmission System under Transmission Clearance and Motor Excitation. World Electr. Veh. J. 2022, 13, 46. [Google Scholar] [CrossRef]
- Padilla-Garcia, E.A.; Rodriguez-Angeles, A.; ReséNdiz, J.R.; Cruz-Villar, C.A. Concurrent Optimization for Selection and Control of AC Servomotors on the Powertrain of Industrial Robots. IEEE Access 2018, 6, 27923–27938. [Google Scholar] [CrossRef]
- Yu, W.; Huang, Z.; Zhong, C.; Liu, J.; Yuan, Z. Method of Suppressing Torsional Vibration Noise of Automobile Drive-train System Based on DiscreteWavelet. J. Intell. Fuzzy Syst. 2020, 38, 7585–7594. [Google Scholar] [CrossRef]
- Lozynskyy, A.; Chaban, A.; Perzyński, T.; Szafraniec, A.; Kasha, L. Application of Fractional-Order Calculus to Improve the Mathematical Model of a Two-Mass System with a Long Shaft. Energies 2021, 14, 1854. [Google Scholar] [CrossRef]
- Popenda, A.; Szafraniec, A.; Chaban, A. Dynamics of Electromechanical Systems Containing Long Elastic Couplings and Safety of Their Operation. Energies 2021, 14, 7882. [Google Scholar] [CrossRef]
- Yildiz, S.K.; Forbes, J.F.; Huang, B.; Zhang, Y.; Wang, F.; Vaculik, V.; Dudzic, M. Dynamic modelling and simulation of a hot strip finishing mill. Appl. Math. Model. 2009, 33, 3208–3225. [Google Scholar] [CrossRef]
- Zhilenkov, A.A.; Kapitonov, A.A. The Synthesis of Precise Rotating Machine Mathematical Model, Operating Natural Signals and Virtual Data. IOP Conf. Ser. Mater. Sci. Eng. 2017, 221, 012003. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Baskov, S.N.; Karandaev, A.S.; Khramshin, V.R. Mathematical modeling of mechatronics system «hydraulic screwdown mechanism—Electric drive of rolling mill stand». IOP Conf. Ser. Mater. Sci. Eng. 2018, 361, 012020. [Google Scholar] [CrossRef]
- Radionov, A.A.; Karandaev, A.S.; Gasiyarov, V.R.; Loginov, B.M.; Gartlib, E.A. Development of an Automatic Elastic Torque Control System Based on a Two-Mass Electric Drive Coordinate Observer. Machines 2021, 9, 305. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, Y.; Xu, L.; Jing, Y.; Zhang, S. Torsional vibration suppression of rolling mill with constrained model predictive control. In Proceedings of the 6th World Congress on Intelligent Control and Automation (WCICA), Dalian, China, 21–23 June 2006; pp. 6401–6405. [Google Scholar] [CrossRef]
- Shahgholian, G.; Shafaghi, P. Simple analytical and robust controller design for two-mass resonant system. In Proceedings of the Second International Conference on Computer and Electrical Engineering (ICCEE), Dubai, United Arab Emirates, 28–30 December 2009; pp. 245–248. [Google Scholar] [CrossRef]
- Karandaev, A.S.; Loginov, B.M.; Gasiyarov, V.R.; Khramshin, V.R. Force limiting at roll axial shifting of plate mill. Procedia Eng. 2017, 206, 1780–1786. [Google Scholar] [CrossRef]
- Gasiyarov, V.R.; Khramshin, V.R.; Voronin, S.S.; Lisovskaya, T.A.; Gasiyarova, O.A. Dynamic torque limitation principle in the main line of a mill stand: Explanation and rationale for use. Machines 2019, 7, 76. [Google Scholar] [CrossRef]
- Klinkov, M.; Feist, R. The Virtual Rolling Mill—Enhancing Product Development and Commissioning. Mater. Sci. Forum 2016, 854, 231–236. [Google Scholar]
- Magomadov, V. The Digital Twin Technology and its Role in Manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2020, 862, 032080. [Google Scholar] [CrossRef]
- Szczepanski, R.; Kaminski, M.; Tarczewski, T. Auto-Tuning Process of State Feedback Speed Controller Applied for Two-Mass System. Energies 2020, 13, 3067. [Google Scholar] [CrossRef]
- Shahgholian, G. Modeling and Simulation of a Two-Mass Resonant System with Speed Controller. Int. J. Inf. Electron. Eng. 2013, 5, 448–452. [Google Scholar] [CrossRef]
- Singh, M.; Srivastava, R.; Fuenmayor, E.; Kuts, V.; Qiao, Y.; Murray, N.; Devine, D. Applications of Digital Twin across Industries: A Review. Appl. Sci. 2022, 12, 5727. [Google Scholar] [CrossRef]
- Serkies, P.; Szabat, K. Effective damping of the torsional vibrations of the drive system with an elastic joint based on the forced dynamic control algorithms. J. Vib. Control. 2019, 25, 2225–2236. [Google Scholar] [CrossRef]
- Dodds, S.J.; Szabat, K. Forced Dynamic Control of Electric Drives with Vibration Modes in the Mechanical Load. In Proceedings of the 12th International Power Electronics and Motion Control Conference, Portoroz, Slovenia, 30 August–1 September 2006. [Google Scholar]
- Kolganov, A.R.; Lebedev, S.K.; Nests, N.E. Electromechanotronic Systems. Modern Control, Implementation, and Application Techniques; Infra-Engineering: Moscow/Vologda, Russia, 2019. [Google Scholar]
- Zhang, R.; Yang, Y.; Chen, Z.; Tong, C. Torsional Vibration Suppression Control in the Main Drive System of Rolling Mill by State Feedback Speed Controller Based on Extended State Observer. In Proceedings of the IEEE International Conference on Control and Automation, Guangzhou, China, 30 May–1 June 2007; pp. 2172–2177. [Google Scholar] [CrossRef]
- Drozdz, K.; Janiszewski, D.; Szabat, K. Application of fuzzy Kalman filter in adaptive control structure of two-mass system. In Proceedings of the 16th International Power Electronics and Motion Control Conference and Exposition, Antalya, Turkey, 21–24 September 2014. [Google Scholar] [CrossRef]
- Pajchrowski, T.; Janiszewski, D. Control of multi-mass system by on-line trained neural network based on Kalman filter. In Proceedings of the 17th European Conference on Power Electronics and Applications (EPE’15 ECCE-Europe), Geneva, Switzerland, 8–10 September 2015. [Google Scholar] [CrossRef]
- Qiao, F.; Zhu, Q.M.; Li, S.Y.; Winfield, A. Torsional vibration suppression of a 2-mass main drive system of rolling mill with KF enhanced pole placement. In Proceedings of the 4th World Congress on Intelligent Control and Automation, Shanghai, China, 10–14 June 2002. [Google Scholar] [CrossRef]
- Dhaouadi, R.; Kubo, K.; Tobise, M. Two-degree-of-freedom robust speed controller for high performance rolling mill drives. In Proceedings of the Conference Record of the IEEE Industry Applications Society Annual Meeting, Houston, TX, USA, 4–9 October 1992. [Google Scholar] [CrossRef]
- Saarakkala, S.E.; Hinkkanen, M. State-space speed control of two-mass mechanical systems: Analytical tuning and experimental evaluation. IEEE Trans. Ind. Applicat. 2014, 5, 3428–3437. [Google Scholar] [CrossRef]
- Ke, C.; Wu, A.; Bing, C. Mechanical parameter identification of two-mass drive system based on variable forgetting factor recursive least squares method. Trans. Inst. Meas. Control. 2019, 41, 494–503. [Google Scholar] [CrossRef]
- Zhou, C.; Shen, Y. A PID Control Method Based on Internal Model Control to Suppress Vibration of the Transmission Chain of Wind Power Generation System. Energies 2022, 15, 5919. [Google Scholar] [CrossRef]
- Wahrburg, A.; Jelavic, E.; Klose, S.; Listmann, K.D. Robust Semi-Automatic Identification of Compliantly Coupled Two-Mass Systems. IFAC-PapersOnLine 2017, 50, 14569–14574. [Google Scholar] [CrossRef]
- Kabziński, J.; Mosiołek, P. Integrated, Multi-Approach, Adaptive Control of Two-Mass Drive with Nonlinear Damping and Stiffness. Energies 2021, 14, 5475. [Google Scholar] [CrossRef]
- Saarakkala, S.E.; Hinkkanen, M. Identification of Two-Mass Mechanical Systems Using Torque Excitation: Design and Experimental Evaluation. IEEE Trans. Ind. Appl. 2015, 51, 4180–4189. [Google Scholar] [CrossRef]
- Niu, Z.; Huang, W.; Zhu, S. Online Identification of Mechanical Systems Using the Simplified Output Error Model. IEEE Trans. Ind. Electron. 2023, 70, 6653–6662. [Google Scholar] [CrossRef]
- Salman, M.; Khan, H.; Lee, M.C. Perturbation Observer-Based Obstacle Detection and Its Avoidance Using Artificial Potential Field in the Unstructured Environment. Appl. Sci. 2023, 13, 943. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Karandaev, A.S.; Khramshin, V.R. Use of automated electric drives for limiting dynamic loads in shaft lines of roll mill stands. J. Eng. 2019, 17, 3578–3581. [Google Scholar] [CrossRef]
- Zhong, B.; Deng, B.; Zhao, H. Simulation Model and Method for Active Torsional Vibration Control of an HEV. Appl. Sci. 2019, 9, 34. [Google Scholar] [CrossRef]
- Gasiyarova, O.A.; Karandaev, A.S.; Erdakov, I.N.; Loginov, B.M.; Khramshin, V.R. Developing Digital Observer of Angular Gaps in Rolling Stand Mechatronic System. Machines 2022, 10, 141. [Google Scholar] [CrossRef]
- Karandayev, A.S.; Loginov, B.M.; Zinchenko, M.A.; Mazitov, D.M.; Podolko, A.S. Speed Coordination System for Electric Drives of a Plate Mill Stand: Theory and Development. In Proceedings of the International Ural Conference on Electrical Power Engineering (UralCon), Magnitogorsk, Russian, 24–26 September 2021. [Google Scholar] [CrossRef]
- Radionov, A.A.; Gasiyarov, V.R.; Tverskoi, M.M.; Khramshin, V.R.; Loginov, B.M. Implementation of telemetric on-line monitoring system of elastic torque of rolling mill line of shafting. In Proceedings of the 2nd International Ural Conference on Measurements (UralCon), Chelyabinsk, Russia, 16–19 October 2017; pp. 450–455. [Google Scholar] [CrossRef]
- Morozova, Z.G. Studying Damped Oscillations of Torsion Pendulum and Oscillatory Capacitor Discharge; VyatGU Publishing House: Kirov, Russian, 2015; Available online: https://poisk-ru.ru/s170t17.html (accessed on 1 July 2023).
- Terekhov, V.M.; Osipov, O.I. Drive Control Systems; Academy Publishing Center: Moscow, Russian, 2006. [Google Scholar]
- Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Karandaev, A.S.; Gasiyarova, O.A.; Khramshin, V.R. Development and Practical Implementation of Digital Observer for Elastic Torque of Rolling Mill Electromechanical System. J. Manuf. Mater. Process. 2023, 7, 41. [Google Scholar] [CrossRef]
- Bărbulescu, C.; Căiman, D.-V.; Dragomir, T.-L. Parameter Observer Useable for the Condition Monitoring of a Capacitor. Appl. Sci. 2022, 12, 4891. [Google Scholar] [CrossRef]
- Nahri, S.N.F.; Du, S.; van Wyk, B.J. Predictive Extended State Observer-Based Active Disturbance Rejection Control for Systems with Time Delay. Machines 2023, 11, 144. [Google Scholar] [CrossRef]
- Liu, Y.; Song, B.; Zhou, X.; Gao, Y.; Chen, T. An Adaptive Torque Observer Based on Fuzzy Inference for Flexible Joint Application. Machines 2023, 11, 794. [Google Scholar] [CrossRef]
- Iqteit, N.A.; Yahya, K.; Makahleh, F.M.; Attar, H.; Amer, A.; Solyman, A.A.A.; Qudaimat, A.; Tamizi, K. Simple Mathematical and Simulink Model of Stepper Motor. Energies 2022, 15, 6159. [Google Scholar] [CrossRef]
- Dang, S.; Kong, Z.; Peng, L.; Ji, Y.; Zhang, Y. Adaptive State Observer for Robot Manipulators Diagnostics and Health Degree Assessment. Appl. Sci. 2020, 10, 514. [Google Scholar] [CrossRef]
- Sami, I.; Ullah, S.; Ullah, S.; Bukhari, S.S.H.; Ahmed, N.; Salman, M.; Ro, J.-S. A Non-Integer High-Order Sliding Mode Control of Induction Motor with Machine Learning-Based Speed Observer. Machines 2023, 11, 584. [Google Scholar] [CrossRef]
- Short, M.; Twiddle, J. An Industrial Digitalization Platform for Condition Monitoring and Predictive Maintenance of Pumping Equipment. Sensors 2019, 19, 3781. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit of Measure | Value |
|---|---|---|
| Motor inertia torque | kg∙m2 | 125,000 |
| Work roll weight | kg | 63,000 |
| Work roll diameter | kg | 1.2 |
| Support roll weight | kg | 226,400 |
| Support roll diameter | m | 2.3 |
| Roll Drive | Dynamic Torque, kN∙m | Acceleration, rps2 | Inertia Torque, kg∙m2 | ||||
|---|---|---|---|---|---|---|---|
| Motor | Spindle | rps2 | rad/s2 | Total | 1st Mass | 2nd Mass | |
| Upper | 260 | 80 | 0.46/2 | 1.445 | 179,900 | 124,537 | 55,363 |
| Lower | 250 | 65 | 0.46/2 | 1.445 | 173,010 | 128,027 | 44,983 |
| Gauge | Measured Values | Observer Values | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Mmax (Gapped) | Mmax (Gapless) | ΔMmax (Gap/Gapl.) | Mmax (Obs.) | |ΔMmax| (Obs./Gap) | |ΔMmax| (Obs./Gapl.) | ||||
| mm | p.u. | p.u. | p.u. | % | p.u. | p.u. | % | p.u. | % |
| 9 | 1.55 | 1.42 | 0.13 | 8.4 | 1.48 | 0.07 | 4.5 | 0.06 | 4.2 |
| 12 | 1.7 | 1.53 | 0.17 | 10.0 | 1.62 | 0.08 | 4.7 | 0.09 | 5.9 |
| 18 | 1.92 | 1.74 | 0.18 | 9.3 | 1.83 | 0.09 | 4.7 | 0.09 | 5.2 |
| 24 | 2.4 | 2.19 | 0.21 | 8.8 | 2,3 | 0.1 | 4.2 | 0.11 | 5.0 |
| 30 | 2.6 | 2.35 | 0.25 | 9.6 | 2.48 | 0.12 | 4.6 | 0.13 | 5.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gasiyarov, V.R.; Radionov, A.A.; Loginov, B.M.; Zinchenko, M.A.; Gasiyarova, O.A.; Karandaev, A.S.; Khramshin, V.R. Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill. J. Manuf. Mater. Process. 2023, 7, 183. https://doi.org/10.3390/jmmp7050183
Gasiyarov VR, Radionov AA, Loginov BM, Zinchenko MA, Gasiyarova OA, Karandaev AS, Khramshin VR. Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill. Journal of Manufacturing and Materials Processing. 2023; 7(5):183. https://doi.org/10.3390/jmmp7050183
Chicago/Turabian StyleGasiyarov, Vadim R., Andrey A. Radionov, Boris M. Loginov, Mark A. Zinchenko, Olga A. Gasiyarova, Alexander S. Karandaev, and Vadim R. Khramshin. 2023. "Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill" Journal of Manufacturing and Materials Processing 7, no. 5: 183. https://doi.org/10.3390/jmmp7050183
APA StyleGasiyarov, V. R., Radionov, A. A., Loginov, B. M., Zinchenko, M. A., Gasiyarova, O. A., Karandaev, A. S., & Khramshin, V. R. (2023). Method for Defining Parameters of Electromechanical System Model as Part of Digital Twin of Rolling Mill. Journal of Manufacturing and Materials Processing, 7(5), 183. https://doi.org/10.3390/jmmp7050183