
Three-Dimensional Printing of Biomass–Fungi Biocomposite Materials: The Effects of Mixing and Printing Parameters on Fungal Growth

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
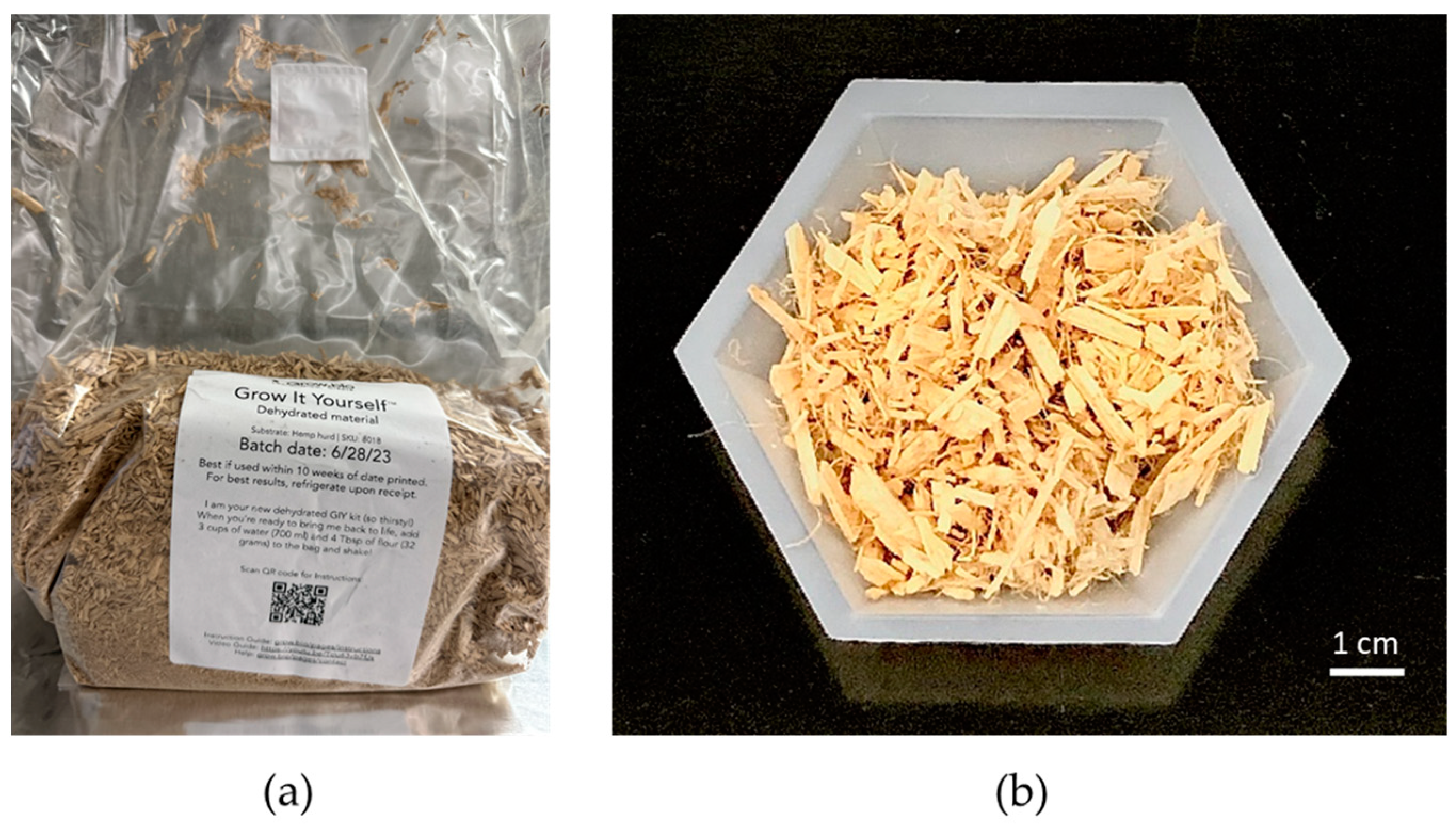
2.1. Materials
2.2. Preparation of Biomass–Fungi Mixtures for 3D Printing
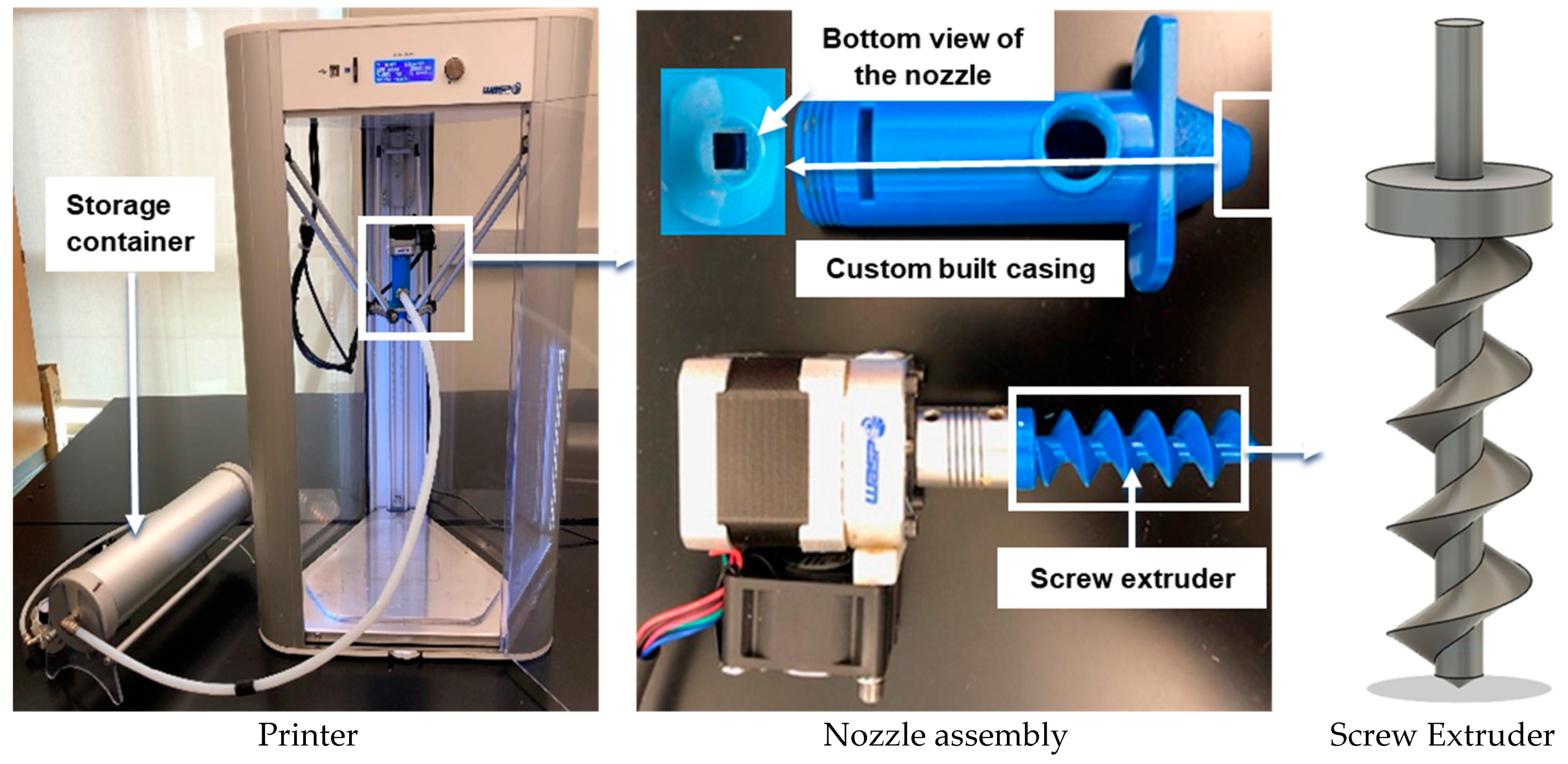
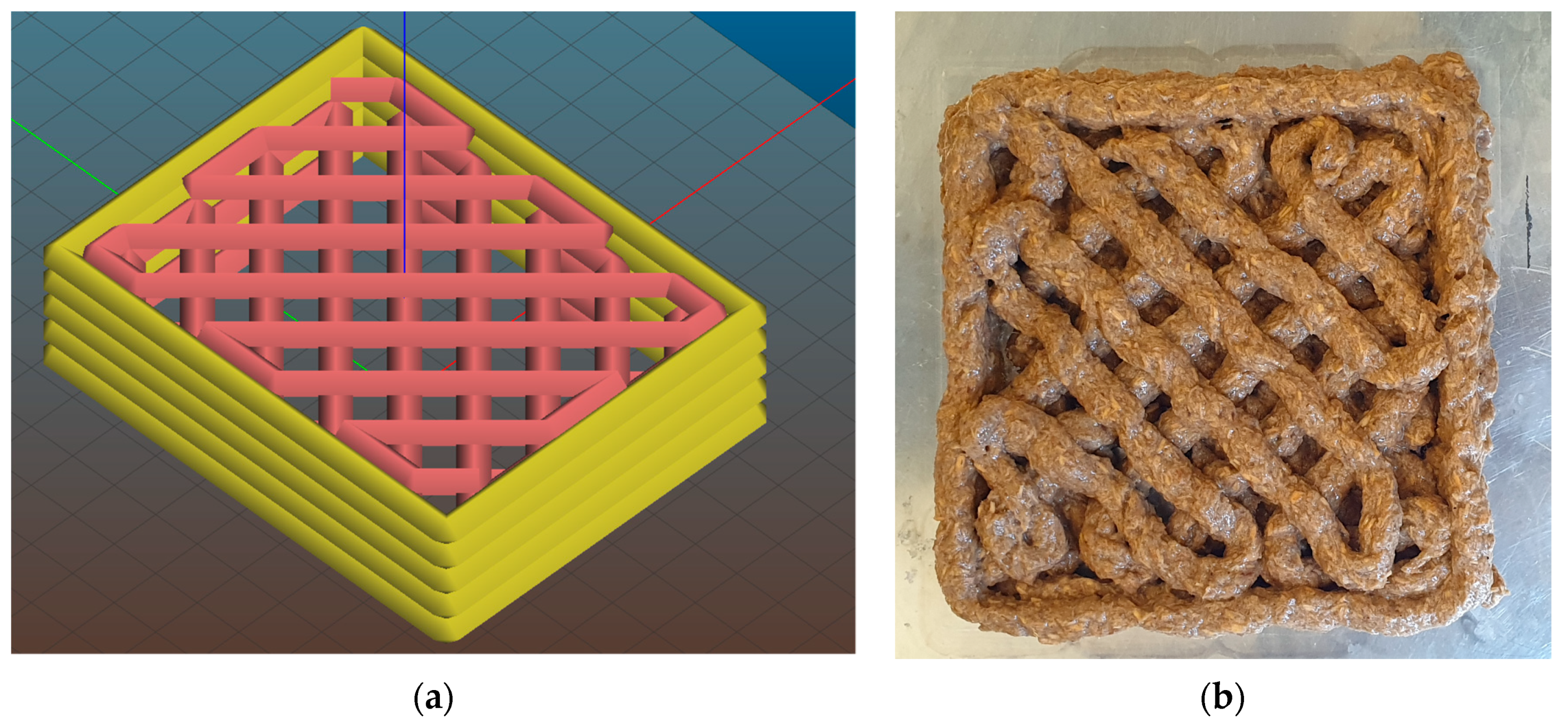
2.3. Three-Dimensional Printing Experimental Setup
2.4. Measurement of Fungal Growth
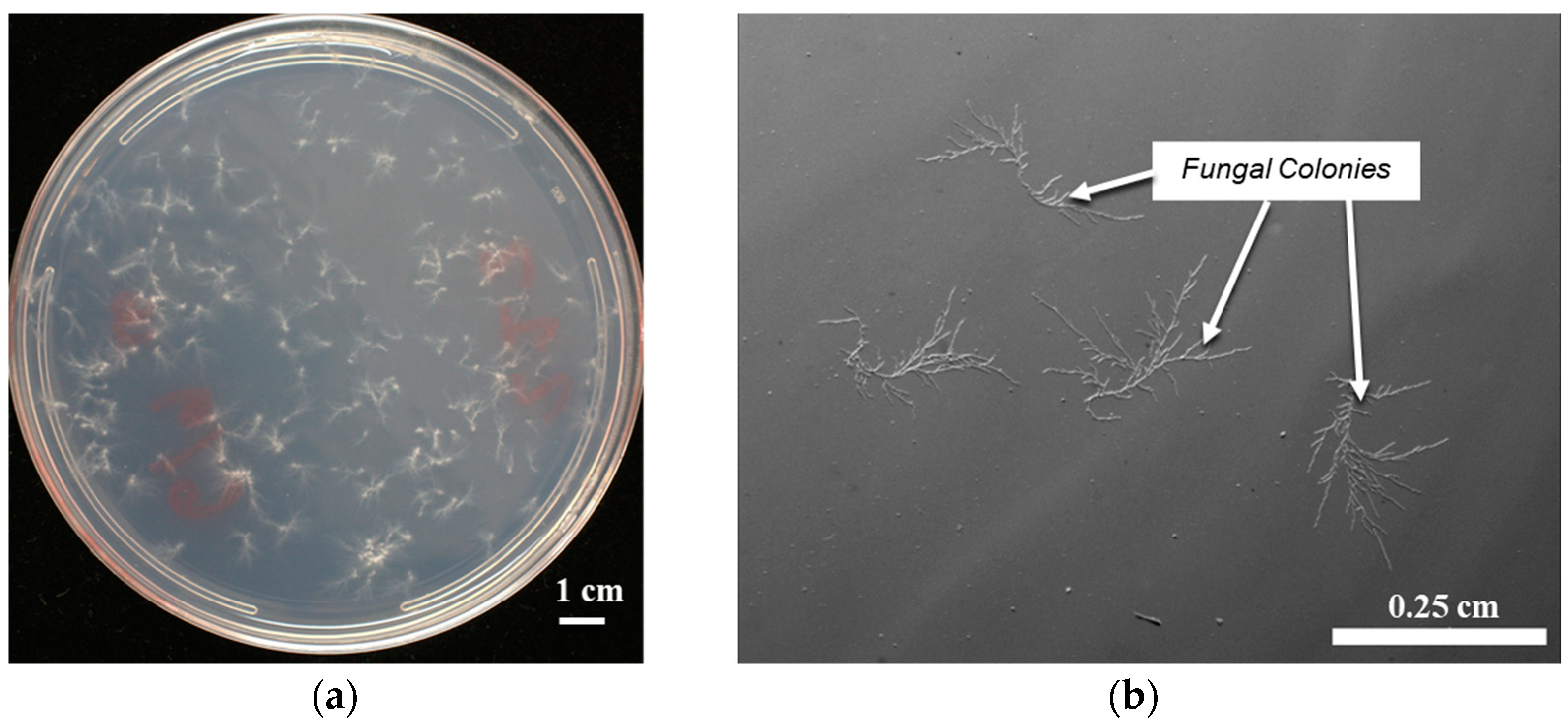
2.4.1. Counting Colony-Forming Units per Milliliter Using Optical Microscope
2.4.2. Observing Fungal Colonization of the Substrate Using Confocal Microscope
2.5. Design of Experiments
2.6. Statistical Analysis
3. Results and Discussion
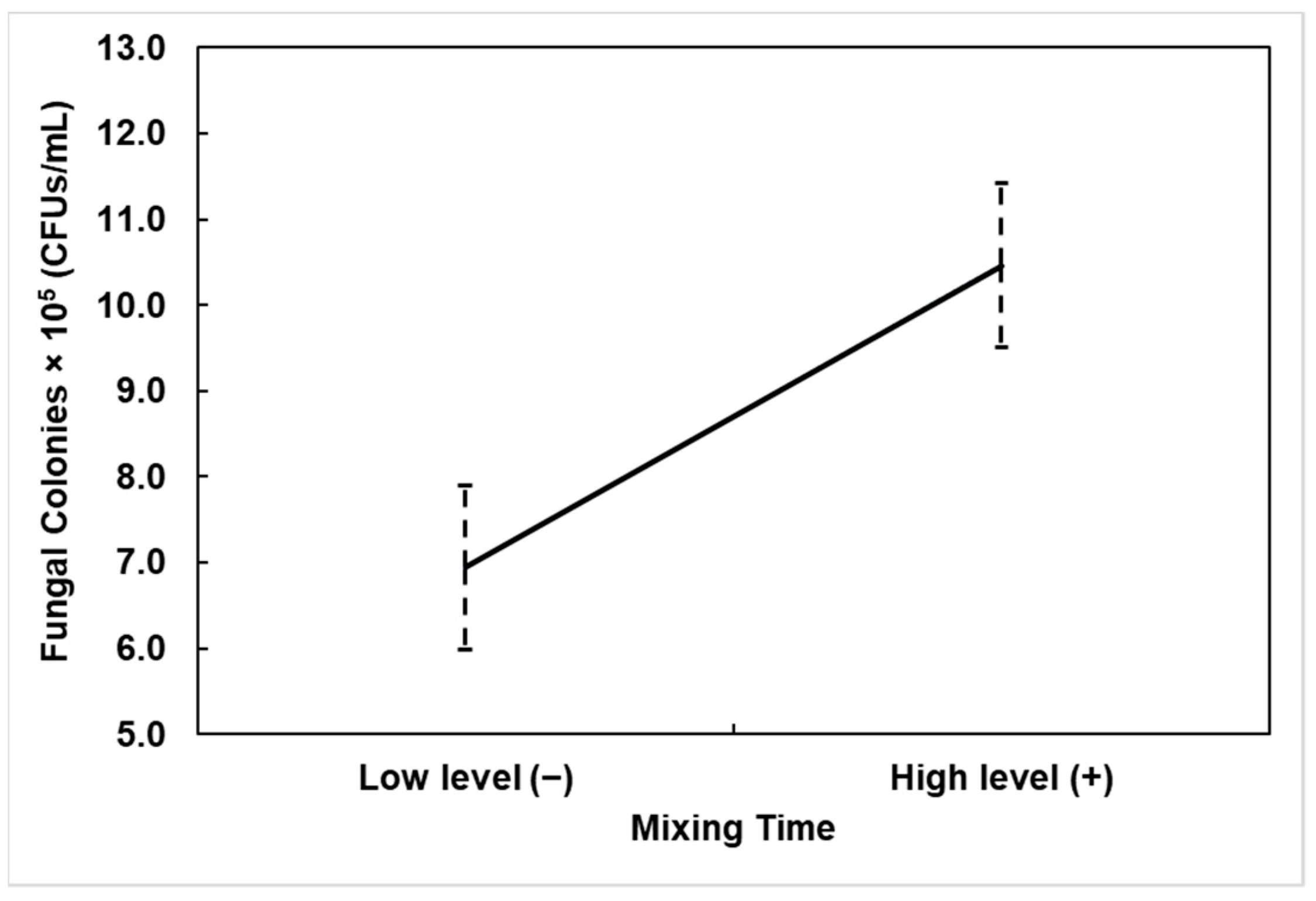
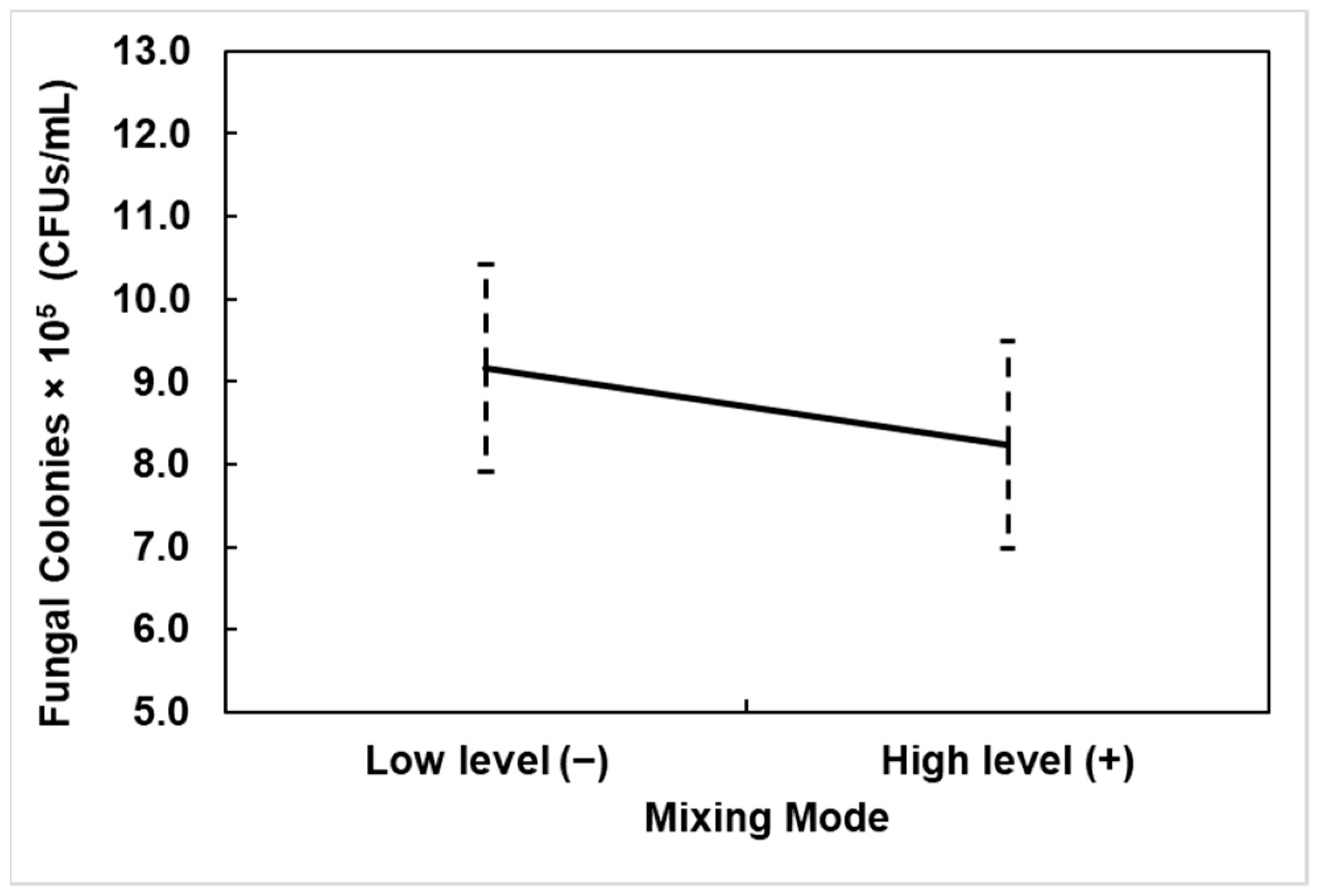
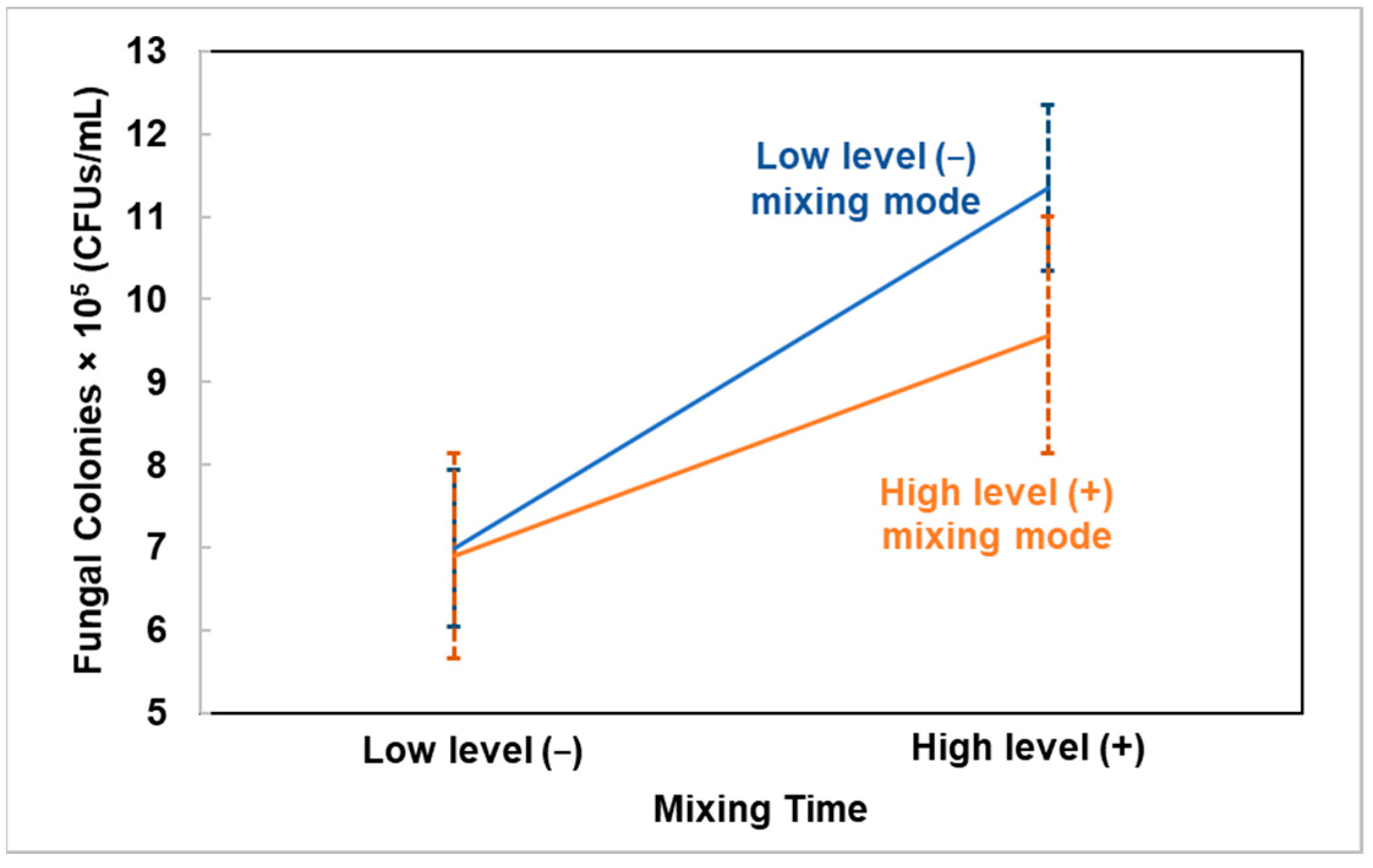
3.1. Effects of Mixing Parameters on Fungal Growth in Prepared Mixtures
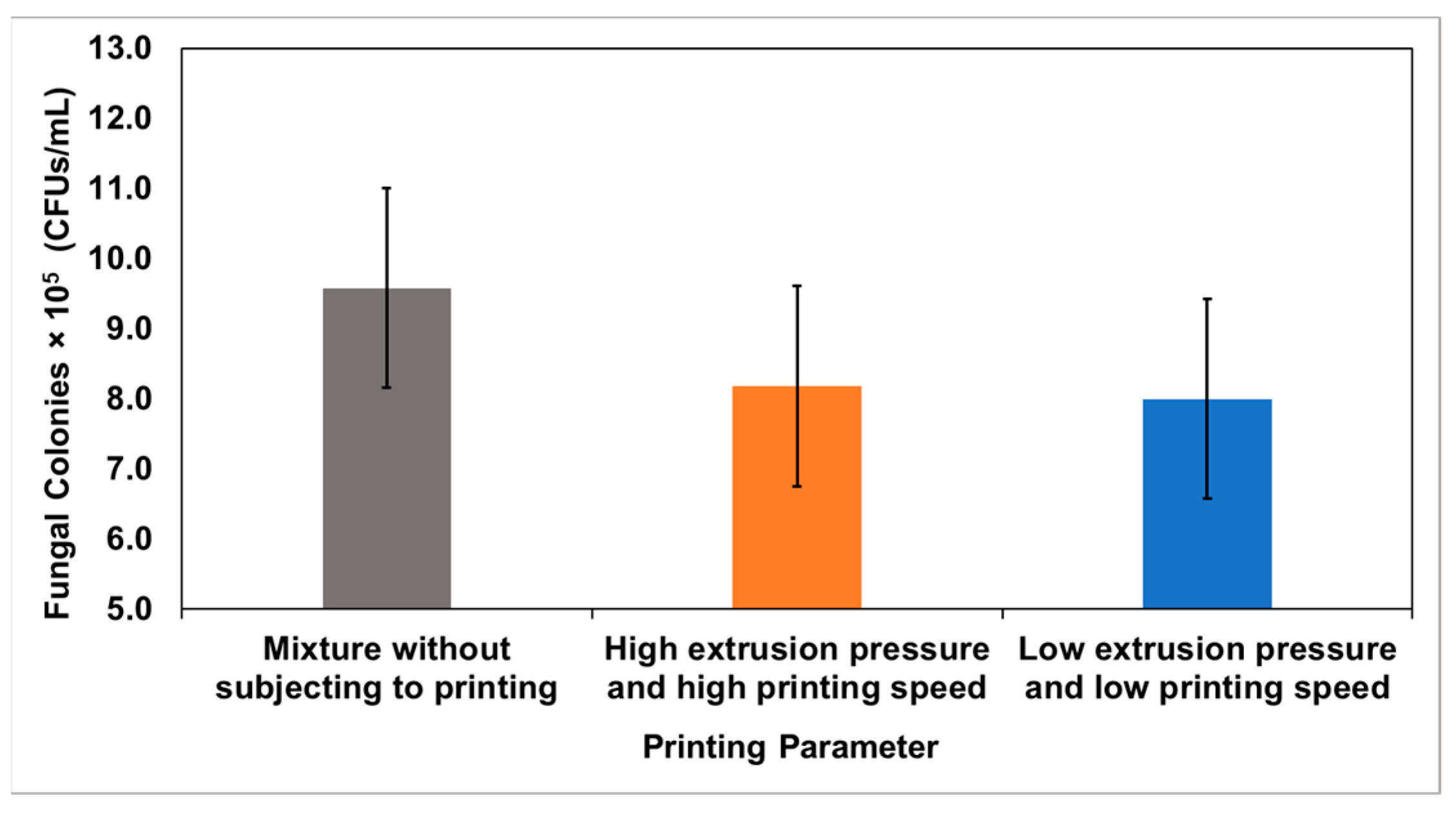
3.2. Effects of Printing Parameters on Fungal Growth in Printed Samples
4. Concluding Remarks
- Increasing mixing time from 15 to 120 s led to a 52% increase in fungal growth.
- Change from continuous to intermittent mixing mode resulted in an 11% increase in fungal growth.
- The change in mixing mode caused a larger change in fungal growth at the high level of mixing time (120 s) than at the low level of mixing time (15 s).
- Compared to mixtures that were not subjected to printing, samples printed with a high printing speed and high extrusion pressure had a 14.6% reduction in fungal growth, while those with a low printing speed and low extrusion pressure resulted in a 16.5% reduction in fungal growth.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Soh, E.; Chew, Z.Y.; Saeidi, N.; Javadian, A.; Hebel, D.; Le Ferrand, H. Development of an extrudable paste to build mycelium-bound composites. Mater. Des. 2020, 195, 109058. [Google Scholar] [CrossRef]
- Ecovative Design. Available online: https://grow.bio/pages/grow-it-yourself-education-and-instruction-docs (accessed on 17 December 2023).
- Abhijith, R.; Ashok, A.; Rejeesh, C. Sustainable packaging applications from mycelium to substitute polystyrene: A review. Mater. Today Proc. 2018, 5, 2139–2145. [Google Scholar] [CrossRef]
- Holt, G.A.; Mcintyre, G.; Flagg, D.; Bayer, E.; Wanjura, J.; Pelletier, M. Fungal mycelium and cotton plant materials in the manufacture of biodegradable molded packaging material: Evaluation study of select blends of cotton byproducts. J. Biobased Mater. Bioenergy 2012, 6, 431–439. [Google Scholar] [CrossRef]
- Rahman, A.M.; Rahman, T.T.; Pei, Z.; Ufodike, C.O.; Lee, J.; Elwany, A. Additive Manufacturing Using Agriculturally Derived Biowastes: A Systematic Literature Review. Bioengineering 2023, 10, 845. [Google Scholar] [CrossRef]
- Elsacker, E.; Vandelook, S.; Van Wylick, A.; Ruytinx, J.; De Laet, L.; Peeters, E. A comprehensive framework for the production of mycelium-based lignocellulosic composites. Sci. Total Environ. 2020, 725, 138431. [Google Scholar] [CrossRef]
- Ecovative at MoMA PS1. Available online: https://www.bfi.org/2014/07/28/ecovative-at-moma-ps1/ (accessed on 17 December 2023).
- Gandia, A.; van den Brandhof, J.G.; Appels, F.V.; Jones, M.P. Flexible fungal materials: Shaping the future. Trends Biotechnol. 2021, 39, 1321–1331. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered mycelium composite construction materials from fungal biorefineries: A critical review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Pelletier, M.; Holt, G.; Wanjura, J.; Lara, A.; Tapia-Carillo, A.; McIntyre, G.; Bayer, E. An evaluation study of pressure-compressed acoustic absorbers grown on agricultural by-products. Ind. Crops Prod. 2017, 95, 342–347. [Google Scholar] [CrossRef]
- Geyer, R.; Jambeck, J.R.; Law, K.L. Production, use, and fate of all plastics ever made. Sci. Adv. 2017, 3, e1700782. [Google Scholar] [CrossRef]
- Appels, F.V.; Camere, S.; Montalti, M.; Karana, E.; Jansen, K.M.; Dijksterhuis, J.; Krijgsheld, P.; Wösten, H.A. Fabrication factors influencing mechanical, moisture-and water-related properties of mycelium-based composites. Mater. Des. 2019, 161, 64–71. [Google Scholar] [CrossRef]
- Ghazvinian, A.; Gürsoy, B. Mycelium-Based Composite Graded Materials: Assessing the Effects of Time and Substrate Mixture on Mechanical Properties. Biomimetics 2022, 7, 48. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.R.; Tudryn, G.; Bucinell, R.; Schadler, L.; Picu, R. Morphology and mechanics of fungal mycelium. Sci. Rep. 2017, 7, 13070. [Google Scholar] [CrossRef] [PubMed]
- Bhardwaj, A.; Vasselli, J.; Lucht, M.; Pei, Z.; Shaw, B.; Grasley, Z.; Wei, X.; Zou, N. 3D Printing of Biomass-Fungi Composite Material: A Preliminary Study. Manuf. Lett. 2020, 24, 96–99. [Google Scholar] [CrossRef]
- Zheng, J.; Rehmann, L. Extrusion pretreatment of lignocellulosic biomass: A review. Int. J. Mol. Sci. 2014, 15, 18967–18984. [Google Scholar] [CrossRef] [PubMed]
- Sydor, M.; Bonenberg, A.; Doczekalska, B.; Cofta, G. Mycelium-based composites in art, architecture, and interior design: A review. Polymers 2021, 14, 145. [Google Scholar] [CrossRef] [PubMed]
- Elsacker, E.; Peeters, E.; De Laet, L. Large-scale robotic extrusion-based additive manufacturing with living mycelium materials. Sustain. Futures 2022, 4, 100085. [Google Scholar] [CrossRef]
- Block, P.; Van Mele, T.; Liew, A.; DeJong, M.; Escobedo, D.; Ochsendorf, J.A. Structural design, fabrication and construction of the Armadillo vault. Struct. Eng. J. Inst. Struct. Eng. 2018, 96, 10–20. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Rahman, A.M.; Wei, X.; Pei, Z.; Truong, D.; Lucht, M.; Zou, N. 3d printing of biomass–fungi composite material: Effects of mixture composition on print quality. J. Manuf. Mater. Process. 2021, 5, 112. [Google Scholar] [CrossRef]
- Rahman, A.M.; Bhardwaj, A.; Pei, Z.; Ufodike, C.; Castell-Perez, E. The 3D Printing of Biomass–Fungi Composites: Effects of Waiting Time after Mixture Preparation on Mechanical Properties, Rheological Properties, Minimum Extrusion Pressure, and Print Quality of the Prepared Mixture. J. Compos. Sci. 2022, 6, 237. [Google Scholar]
- Mohseni, A.; Vieira, F.R.; Pecchia, J.A.; Gürsoy, B. Three-Dimensional Printing of Living Mycelium-Based Composites: Material Compositions, Workflows, and Ways to Mitigate Contamination. Biomimetics 2023, 8, 257. [Google Scholar] [CrossRef]
- Soh, E.; Teoh, J.H.; Leong, B.; Xing, T.R.; Le Ferrand, H. 3D printing of mycelium engineered living materials using a waste-based ink and non-sterile conditions. Mater. Des. 2023, 236, 112481. [Google Scholar] [CrossRef]
- Fletcher, I. Effect of temperature and growth media on mycelium growth of Pleurotus ostreatus and Ganoderma lucidum Strains. Cohesive J. Microbiol. Infect. Dis. 2019, 2. [Google Scholar]
- Sachivkina, N.; Lenchenko, E.; Strizakov, A.; Zimina, V.; Gnezdilova, L.; Gavrilov, V.; Byakhova, V.; Germanova, S.; Zharov, A.; Molchanova, M. The evaluation of intensity of formation of biomembrane by microscopic fungi of the Candida genus. Int. J. Pharm. Res. 2018, 10, 738–744. [Google Scholar]
- Aberkane, A.; Cuenca-Estrella, M.; Gomez-Lopez, A.; Petrikkou, E.; Mellado, E.; Monzon, A.; Rodriguez-Tudela, J. Comparative evaluation of two different methods of inoculum preparation for antifungal susceptibility testing of filamentous fungi. J. Antimicrob. Chemother. 2002, 50, 719–722. [Google Scholar] [CrossRef] [PubMed]
- Taniwaki, M.H.; Pitt, J.I.; Hocking, A.D.; Fleet, G.H. Comparison of hyphal length, ergosterol, mycelium dry weight, and colony diameter for quantifying growth of fungi from foods. In Advances in Food Mycology; Springer: Berlin/Heidelberg, Germany, 2006; pp. 49–67. [Google Scholar]
- Henry, P.; Halbus, A.F.; Athab, Z.H.; Paunov, V.N. Enhanced Antimould Action of Surface Modified Copper Oxide Nanoparticles with Phenylboronic Acid Surface Functionality. Biomimetics 2021, 6, 19. [Google Scholar] [CrossRef] [PubMed]
- Neelam, S.; Chennupati, S.; Singh, S. Comparative studies on growth parameters and physio-chemical analysis of Pleurotus ostreatus and Pleurotus florida. Asian J. Plant Sci. Res. 2011. Available online: https://www.imedpub.com/abstract/comparative-studies-on-growth-parameters-and-physiochemical-analysis-of-pleurotus-ostreatus-and-pleurotus-florida-13970.html (accessed on 10 December 2023).
- Lichius, A.; Zeilinger, S. Application of membrane and cell wall selective fluorescent dyes for live-cell imaging of filamentous fungi. JoVE (J. Vis. Exp.) 2019, 153, e60613. [Google Scholar]
- Richard, E.; Chang, T.-h.; Sutherland, J.W. Statistical Quality Design and Control; Prentice Hall: Hoboken, NJ, USA, 1992. [Google Scholar]
- Tabachnick, B.G.; Fidell, L.S. Experimental Designs Using ANOVA; Thomson/Brooks/Cole: Belmont, CA, USA, 2007; Volume 724. [Google Scholar]
- Jayasinghe, C.; Imtiaj, A.; Hur, H.; Lee, G.W.; Lee, T.S.; Lee, U.Y. Favorable culture conditions for mycelial growth of Korean wild strains in Ganoderma lucidum. Mycobiology 2008, 36, 28–33. [Google Scholar] [CrossRef]
- White, F.M. Fluid Mechanics; Academic Press: New York, NY, USA, 1990. [Google Scholar]
- Chung, C.I. Extrusion of Polymers: Theory & Practice; Carl Hanser Verlag GmbH Co KG: Munich, Germany, 2019. [Google Scholar]
- Blaeser, A.; Duarte Campos, D.F.; Puster, U.; Richtering, W.; Stevens, M.M.; Fischer, H. Controlling shear stress in 3D bioprinting is a key factor to balance printing resolution and stem cell integrity. Adv. Healthc. Mater. 2016, 5, 326–333. [Google Scholar] [CrossRef]
- Thakare, K.; Jerpseth, L.; Qin, H.; Pei, Z. Bioprinting Using Algae: Effects of Extrusion Pressure and Needle Diameter on Cell Quantity in Printed Samples. J. Manuf. Sci. Eng. 2020, 143, 014501. [Google Scholar] [CrossRef]
- Boynton, T.T.; Ferneini, E.M. 9—Antimicrobial Pharmacology for Head, Neck, and Orofacial Nonbacterial Infections. In Head, Neck, and Orofacial Infections; Hupp, J.R., Ferneini, E.M., Eds.; Elsevier: St. Louis, MI, USA, 2016; pp. 164–173. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Mixing Time | Mixing Mode |
|---|---|---|
| 1 | − | − |
| 2 | + | − |
| 3 | − | + |
| 4 | + | + |
| Factor | Low Level (−) | High Level (+) |
|---|---|---|
| Mixing Time (Second) | 15 | 120 |
| Mixing Mode | Intermittent | Continuous |
| Parameter | Value |
|---|---|
| Printing Speed (mm/s) | 30, 120 |
| Extrusion Pressure (Bar) | 2, 6 |
| Source of Variance | Degrees of Freedom | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 3 | 20,863 | 6954.3 | 8.77 | 0.000 |
| Mixing Time | 1 | 18,480 | 18,480.1 | 23.30 | 0.000 |
| Mixing Mode | 1 | 1316 | 1316.0 | 1.66 | 0.203 |
| Interaction | 1 | 1067 | 1066.8 | 1.35 | 0.251 |
| Error | 56 | 44,416 | 793.1 | ||
| Total | 59 | 65,279 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rahman, A.M.; Bhardwaj, A.; Vasselli, J.G.; Pei, Z.; Shaw, B.D. Three-Dimensional Printing of Biomass–Fungi Biocomposite Materials: The Effects of Mixing and Printing Parameters on Fungal Growth. J. Manuf. Mater. Process. 2024, 8, 2. https://doi.org/10.3390/jmmp8010002
Rahman AM, Bhardwaj A, Vasselli JG, Pei Z, Shaw BD. Three-Dimensional Printing of Biomass–Fungi Biocomposite Materials: The Effects of Mixing and Printing Parameters on Fungal Growth. Journal of Manufacturing and Materials Processing. 2024; 8(1):2. https://doi.org/10.3390/jmmp8010002
Chicago/Turabian StyleRahman, Al Mazedur, Abhinav Bhardwaj, Joseph G. Vasselli, Zhijian Pei, and Brian D. Shaw. 2024. "Three-Dimensional Printing of Biomass–Fungi Biocomposite Materials: The Effects of Mixing and Printing Parameters on Fungal Growth" Journal of Manufacturing and Materials Processing 8, no. 1: 2. https://doi.org/10.3390/jmmp8010002
APA StyleRahman, A. M., Bhardwaj, A., Vasselli, J. G., Pei, Z., & Shaw, B. D. (2024). Three-Dimensional Printing of Biomass–Fungi Biocomposite Materials: The Effects of Mixing and Printing Parameters on Fungal Growth. Journal of Manufacturing and Materials Processing, 8(1), 2. https://doi.org/10.3390/jmmp8010002