1. Introduction
A variety of automated manufacturing techniques have been developed for the production of lightweight composite structures. Among Prepreg technologies, “automated tape laying” (ATL) and “automated fiber placement” (AFP) are among the most commonly used technologies [
1]. AFP/ATL technologies are ideally suited for the production of large and/or geometrically complex components. Their main advantages over manual laydown are their productivity and reproducibility. Therefore, these two methods are especially interesting for the aerospace industry, where high tolerances are required. With the AFP method, several narrow tapes can be placed next to each other in comparison to ATL. As the standard, the heads simultaneously lay 8, 16, 24, or 32 layers in the usual widths of 1/8
to 1/2
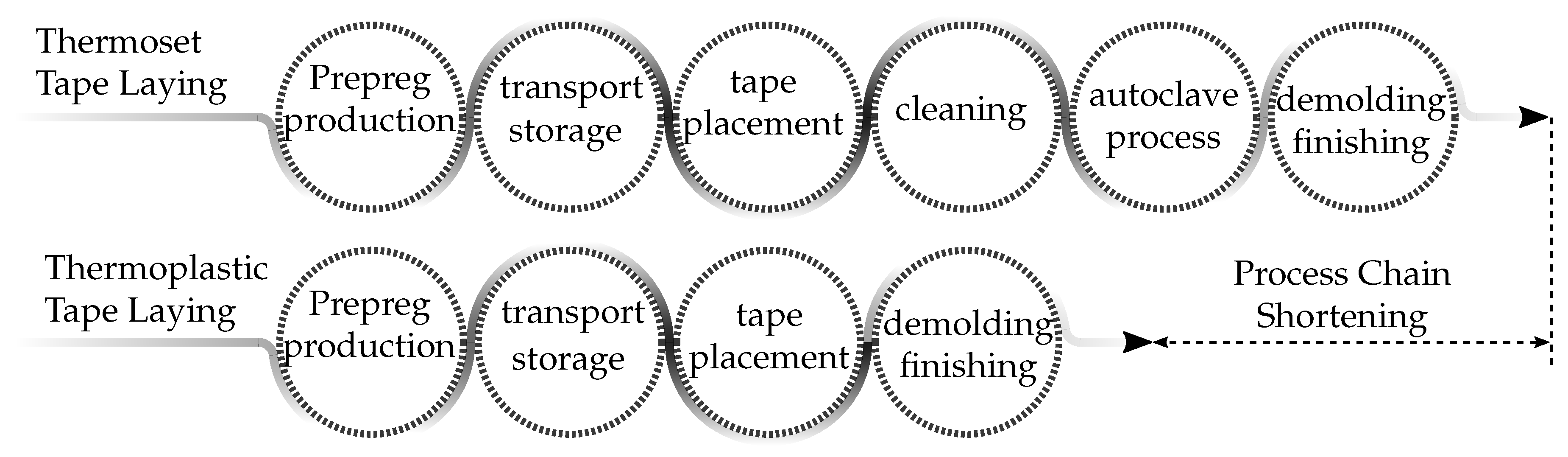
directly next to each other at the same time. Thermoplastic or thermoset unidirectional (UD)-Prepregs are often used for the automated production of modern high-performance composite materials. The different processability of the matrix systems and the different molecular structures of thermosetting and thermoplastic semi-finished products are the main differences in the fiber placement process. Thermosetting Prepregs are sticky at room temperature, and should be supplied in cooled flexible tubing packages for processing with the AFP head. The AFP head has to be cleaned after every use due to the stickiness of the Prepreg material. This is time-consuming, and is furthermore a health issue due to the chemicals used. In many cases, the material has to be cured under pressure and heated for several hours in an autoclave. Opposite to the thermoset Prepregs, thermoplastic Prepregs can be stored for almost unlimited years.
Shortly before the thermoplastic tapes are pressed onto a mold, the matrix system is melted and the AFP head remains completely cleaned. Thermoplastic Prepregs solidify at room temperature within a few seconds during processing after placement. Compared to the thermoset tape laying process, the thermoplastic tape laying process has the potential to completely obviate the autoclave process. The thermoplastic matrix system can solidify in a few seconds, during processing, by cooling at room temperature. By eliminating the autoclave process, not only energy and time are saved, but the production of the laminate is also cheaper. This comparison is displayed in
Figure 1 [
2].
Recently, more research has been done in the field of continuous carbon-fiber-reinforced thermoplastics. Thermoplastics are cost-efficiently recyclable and fusible [
3]. Shorter component manufacturing times and high impact strength are other advantages of semi-finished thermoplastic products [
4].
The automated fiber placement method brings with it a number of process and material-related challenges that must be taken into account in the production of components and the processing of the material. The challenge of automated fiber placement is to completely lay down the Prepregs with a defined fiber orientation without gaps or overlaps. Successful fiber placement without gaps or overlaps is dependent on many parameters, such as mold geometry, tape width, and fiber orientation. The Prepregs must be laid down parallel to the flow of force in order to show their optimal properties [
5]. On flat surfaces, the placement process can often be implemented without gaps or overlaps. However, the main challenge is in the case of complex mold geometries. Overlaps and gaps are undesirable error effects in fiber placement. The error effects reduce the mechanical properties of the manufactured component, and lead to unnecessary material consumption, additional weight, and local thickening. A study by the American Institute of Aeronautics and Astronautics (AIAA) has shown that a gap of 0.76 mm can reduce the compressive strength of the laminate by up to 27% [
6]. Another study [
7] has shown that the effect of overlaps can reduce in-plane shear strength by up to 13%. Overlapping is more important than the problem of gaps [
7]. Fibers are squeezed together undefined in these areas, and gaps are created by following paths. The overlaps can be avoided by adjusting the gap width to a conservative oversize. It is important to find an optimum control system between avoiding overlapping and minimizing the width of the gaps. With computer-aided design/computer-aided manufacturing (CAD/CAM) systems, the placement strategies can be transferred to the tool form. Software can simulate the placement process considering fiber orientation to find a compromise between overlaps or gaps.
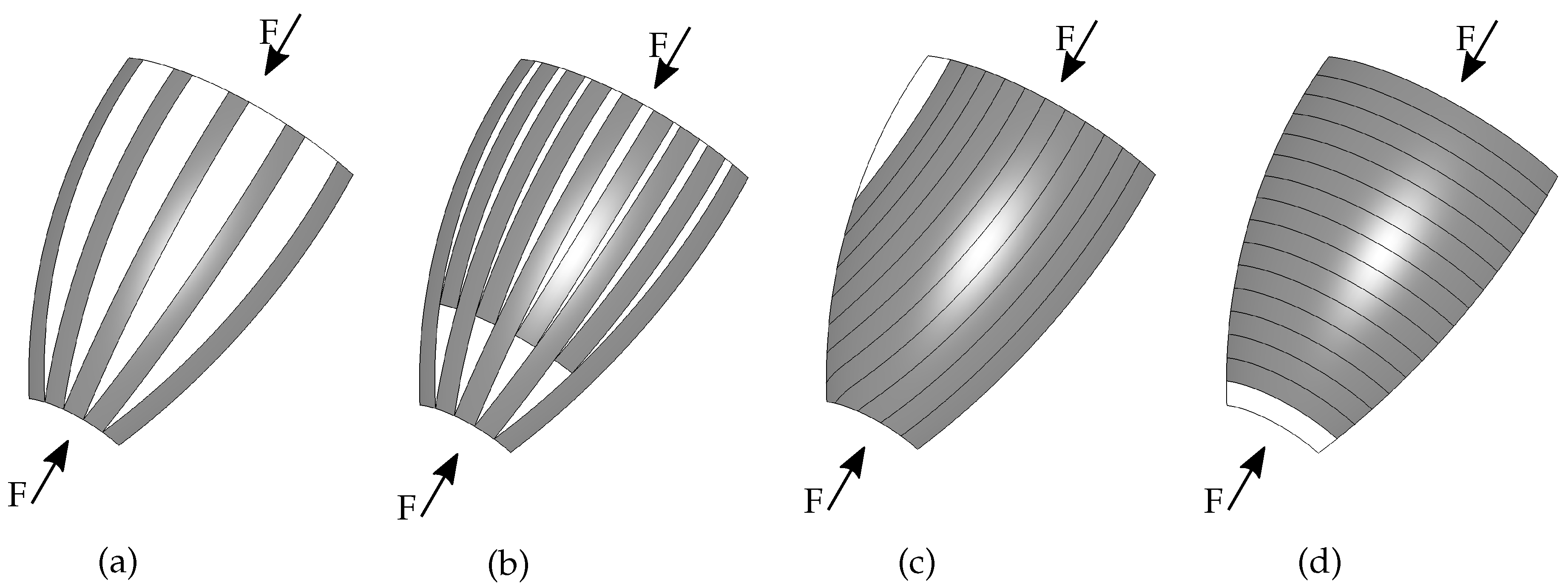
Figure 2 shows a few placement strategies for a better understanding.
Prepregs are most effective at transferring forces in their fiber direction. In
Figure 2a, the fibers are placed in the same direction as force F. Because of the width of the material, the prepregs can no longer be placed without overlapping, and gaps arise. In the next placement strategy
Figure 2b, the prepregs are placed in the gaps where an overlap free placement is possible. In this case, the forces cannot be transferred effectively through the shorter prepregs, and there are also gaps on the laminate. In
Figure 2c,d, a gap-free placement is theoretically possible, but the prepregs are not placed parallel to force, meaning that the prepregs cannot effectively transmit the forces.
Gaps can also occur if a tape can no longer be laid down exclusively on geodetic paths (a geodetic path is the shortest laydown path between two points on a curved surface). In the case of complex surfaces that cannot be discarded, “forced paths” occur more and more, which are limited on geodetic surfaces (
Figure 3). Gaps between these laid tapes occur more often without correction of the laying path. However, a correction of the laying path would lead to a change in the fiber orientation. By changing the fiber orientation, forces can no longer be transmitted optimally, and it has an influence on the mechanical properties of the laminate [
8].
Aircraft manufacturers’ tolerances are very strict in the manufacturing guidelines for the placement effects. Only advanced AFP heads can detect and partially correct defects online with the help of various sensors and actuators [
9]. The information is acquired by various optical or thermal methods [
10]. The error is adjusted in the tolerance range. The overlaps can be avoided by online correction during the placement process. However, gaps are still unavoidable within the production process, and there is currently no solution to avoid gaps during the process. Therefore, several layers of composite material are laid on top of each other to account for potential defects according to the requirements. This means that the components become heavier and more expensive. The approach of this investigation focuses precisely on this disadvantage by a new manufacturing process using a developed automated fiber placement head. Through this method, the tapes can be laid down without defects on the required fiber orientation.
2. 3D Printing Technology for Continuous-Fiber-Reinforced Thermoplastic Composites
In 3D printing with fiber-reinforced plastics, various reinforcements are currently used in the form of short fibers, including chopped carbon fibers, polymer fibrils, carbon nanotubes, and glass fibers. For the most part, fibrous fillers are mixed into thermoplastic filaments during the material manufacturing process before they are processed with the 3D printer. Some 3D printers use two printer nozzles to print composite-reinforced plastic structures [
11]. Those with short fibers or particle-reinforced composites generally have poorer mechanical properties than continuous fiber composites [
12].
There are currently two methods used to 3D print with continuous-fiber-reinforced plastics. In the first method of 3D printing of continuous carbon fibers (
Figure 4a), the fibers and polymer are coaxially extruded in a nozzle. This method can be used to print different matrices with different fibers. In addition, the volumes of matrix can be adjusted to the requirements. However, the volume content of the printed material is not comparable to a finished carbon-fiber-reinforced polymer (CFRP) filament. The integration of an automated cutting system for the material is complicated.
In the second method of 3D printing, carbon-fiber-reinforced plastic (CFRP) composites are used directly as the material (
Figure 4b). The concept is easy to construct compared to
Figure 4a. An automated cutting system can also be implemented easily. However, the Carbon fiber filament variants are limited, and the manufacturing of a Carbon fiber filaments also requires know-how and additional equipment.
3. Materials and Methods
Initially, this study evaluated how the mechanical properties of composite materials change due to gaps between the tapes. Subsequently, we show how the mechanical properties of the components change in the printed continuous-fiber-reinforced thermoplastic composites at the gap locations. As a preliminary test, the C T50-4.0/240-T140 from SGL Group (Wiesbaden, Germany) unidirectional prepregs were laid down by hand in a metal mold. The test specimens complied with the standards for the four-point bending test according to DIN EN ISO 14125, the interlaminar shear strength test according to DIN EN 2563, and the tensile test according to DIN EN 2561. In this research, a four-point bending test was applied because the highest and maximal bending stress occurs under the load anvil in three-point bending tests. In four-point bending tests, the maximum bending stress is distributed over the cross section of the beam between the load points. A three-point test is also best applied where the material is homogeneous, as with plastics. A four-point test is recommended if the material is not homogeneous, such as composite materials. The direction of loading for the tensile tests was defined according to the fiber direction (Z-direction).
The Prepreg used had a thickness of 0.18 mm and a width of 6.35 mm. In order to achieve average data, at least five test specimens were evaluated for each test.
Each specimen consisted of 15 layers and had a thickness of 2 mm. The gaps had a width of 3 mm and extended over a thickness of two layers. The gaps were applied along the laminate. Their position was intended for different layers, as shown in
Figure 5. For printing in gaps with composite-reinforced plastic, there is no 3D printer technology available. Therefore, the carbon-fiber-reinforced plastics were printed separately with a 3D printing method (
Figure 4b) and applied to the gaps. Depending on the diameter of the composite continuous filament, the nozzle can be designed with different outlet diameters. In this study, the gaps could be printed from 1 mm. Both rectangular and non-rectangular gaps can be printed with this method
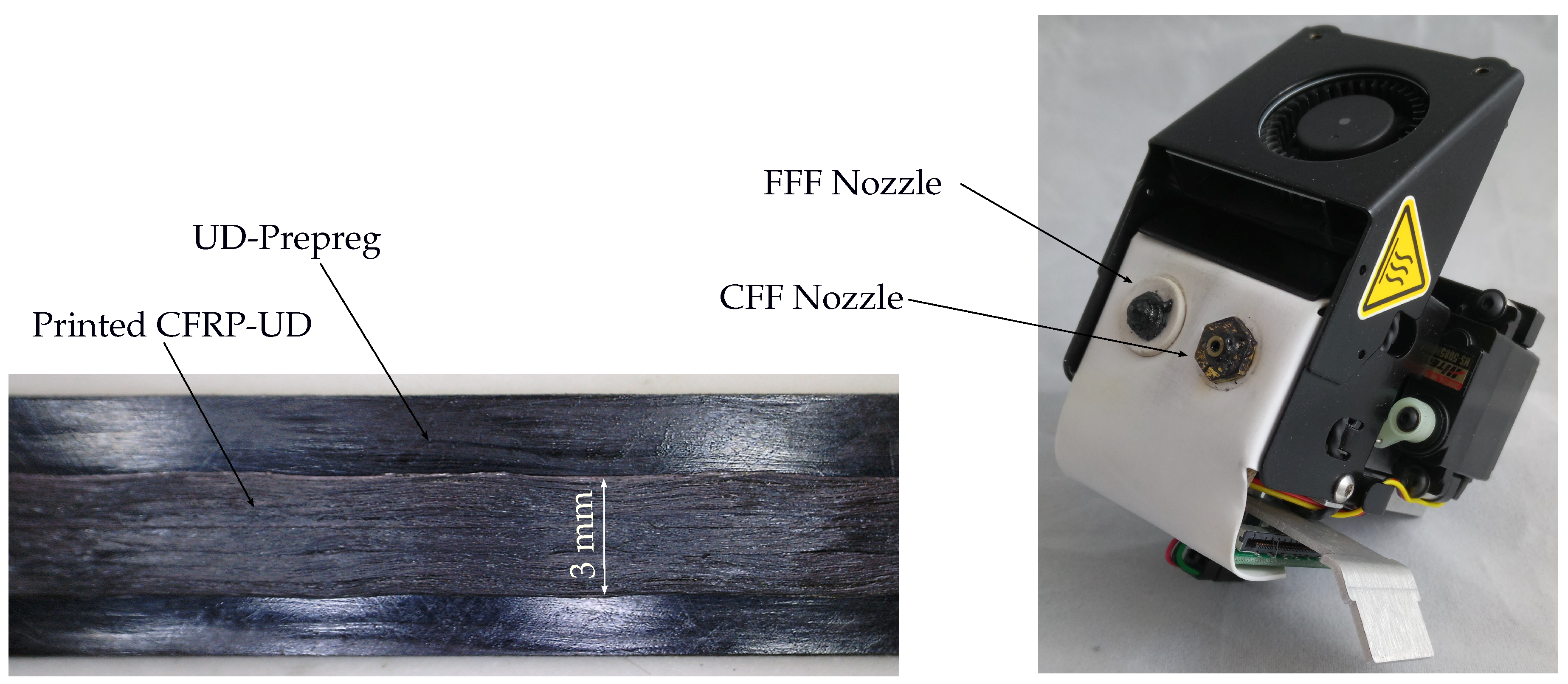
Figure 2. As a fundamental factor in a high-quality printing process, the nozzle must be printed vertically on the surfaces. In addition to printing the gaps, the structures can also be partially stiffened. This study used Markforged Continuous Carbon Fiber Filament with Markforged’s MarkTwo 3D printer (Markforged, Inc., Watertown, MA, USA) for gap printing. The Markforged 3D printer head has two nozzles. The CFRP filament could not be printed alone, and always had to be printed with a different thermoplastic filament, like a sandwich structure. For this study, the process steps of Markforged were modified for the printing only with CFRP filament (
Figure 6).
The test specimens were pressed in an aluminium mould at 260 °C under a pressure of 10 bar for 15 min. In the automated process, consolidation must be applied through a compaction system via the AFP head. In the microscopic cross-sectional images of the unidirectional (UD)-laminates (see
Figure 7), the distribution of the carbon fibers in the laminates is different. That is, the laminates without gaps and the laminates with printed CFRP-UD were almost identical. However, the laminates with gaps had significantly less fiber volume and higher porosity compared to the laminates without gaps and laminates with printed CFRP-UD.
4. Results and Discussion
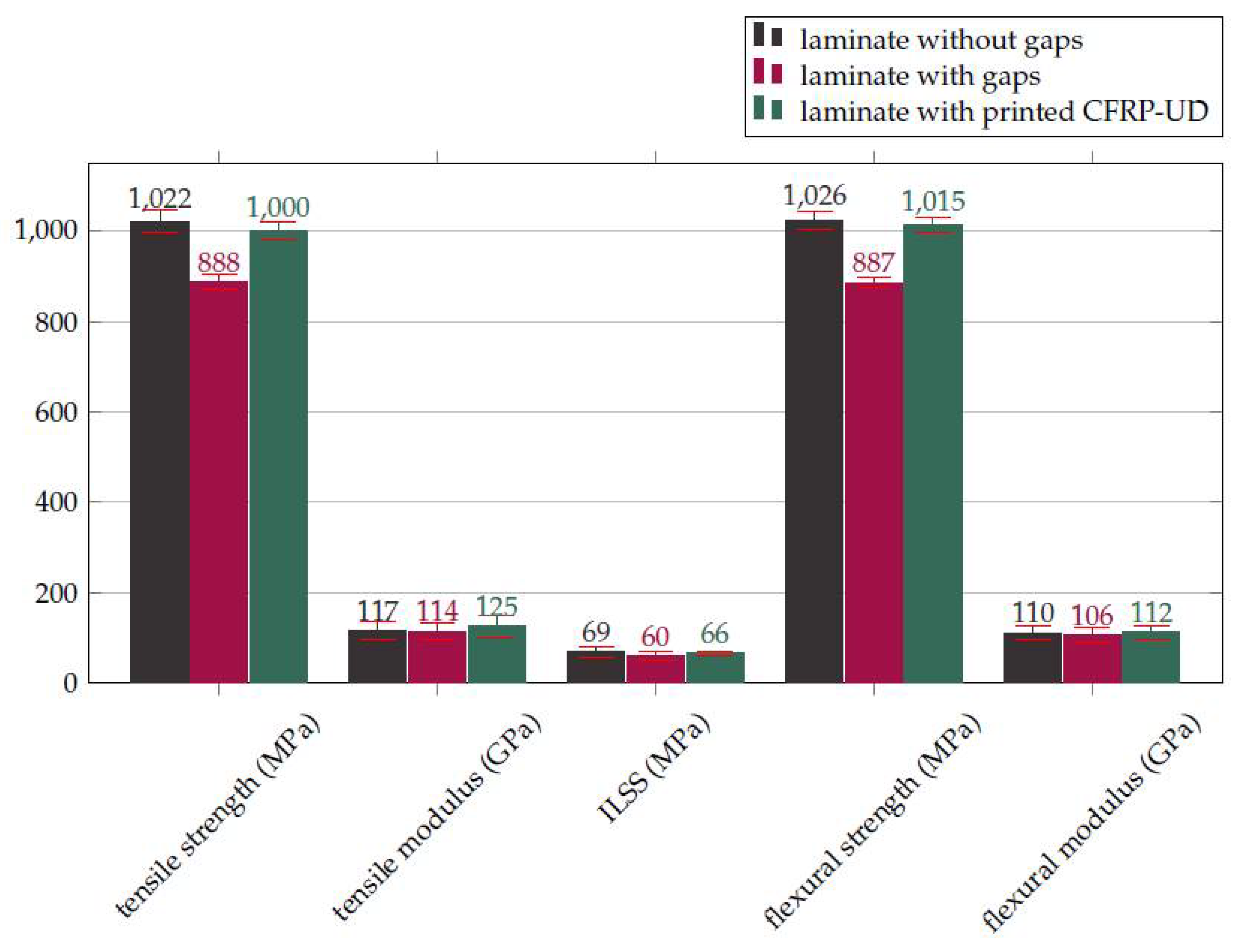
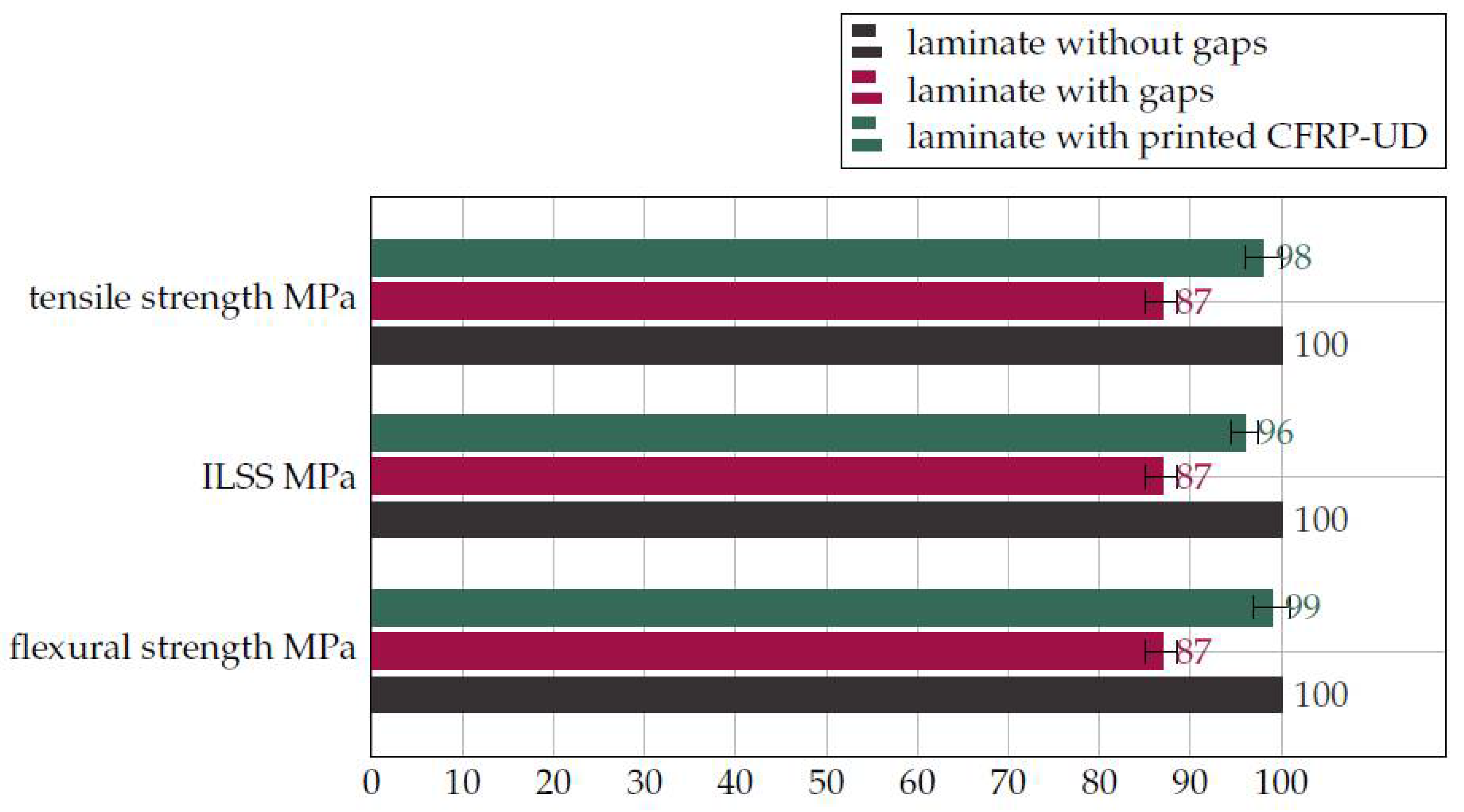
The mechanical properties of the three specimens were experimentally characterized. In all cases, as expected, laminates with gaps had poorer mechanical properties than other laminates (
Figure 8).
The tensile strength, interlaminar shear strength, and flexural strength of the laminate with gaps were reduced by about 13% compared to the laminate without gaps. Accordingly, the tensile strength of the laminate with printed CFRP-UD was approx. 2%, the interlaminar shear strength was approx. 4%, and the flexural strength was approx. 1% less than that of the laminate without gaps (
Figure 9). The main task of the carbon fiber is force transmission. This gap effect results in a reduction of the carbon fiber used. The gaps are filled with matrix or remain as voids in the laminate. Additionally, the layer of carbon fiber is shifted where the gaps are, and the forces can no longer be transmitted optimally. These factors reduce the mechanical properties of the laminate. The consolidation process in this research developed into a hot-pressing machine under vacuum. In automated fiber placement with thermoplastics, consolidation is often carried out in situ. Therefore, the potential for poor laminate quality in consolidation is higher. This method fills the gaps with carbon fiber, and the laminate quality remains very close to a laminate without gaps. In this study, only unidirectional laminates were investigated. If the fiber directions are not unidirectional (e.g., with double curved surfaces), the prints of the gaps can be even more useful.
It is clearly visible that the laminates with printed CFRP-UD were very close to the laminates without gaps in terms of their mechanical properties. The advantages of the new production process were therefore recognizable. By the combination of automated fiber placement and additive layer manufacturing (ALM), the structure can be manufactured without gaps, or the gap width can be reduced and the mechanical properties can be improved (
Figure 6). As a basic research hypothesis, it has been shown that the integration of a 3D print head with continuous fiber-reinforced thermoplastic composites in an automated stacking head could create the prerequisites for gap-free production of CFRP components with AFP. An integrated edge detector in the 3D printer head detects the gaps online between the fiber tapes. As a second option, the gaps could be detected directly with a thermal camera integrated in the AFP head [
10]. The gaps would then be filled with continuous fiber-reinforced thermoplastic composites. By integrating this manufacturing process on a six-axis robot (
Figure 10), it could be possible to realize complex-shaped surfaces with significantly fewer production defects.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}









