Review of Through-the-Thickness Reinforced z-Pinned Composites



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
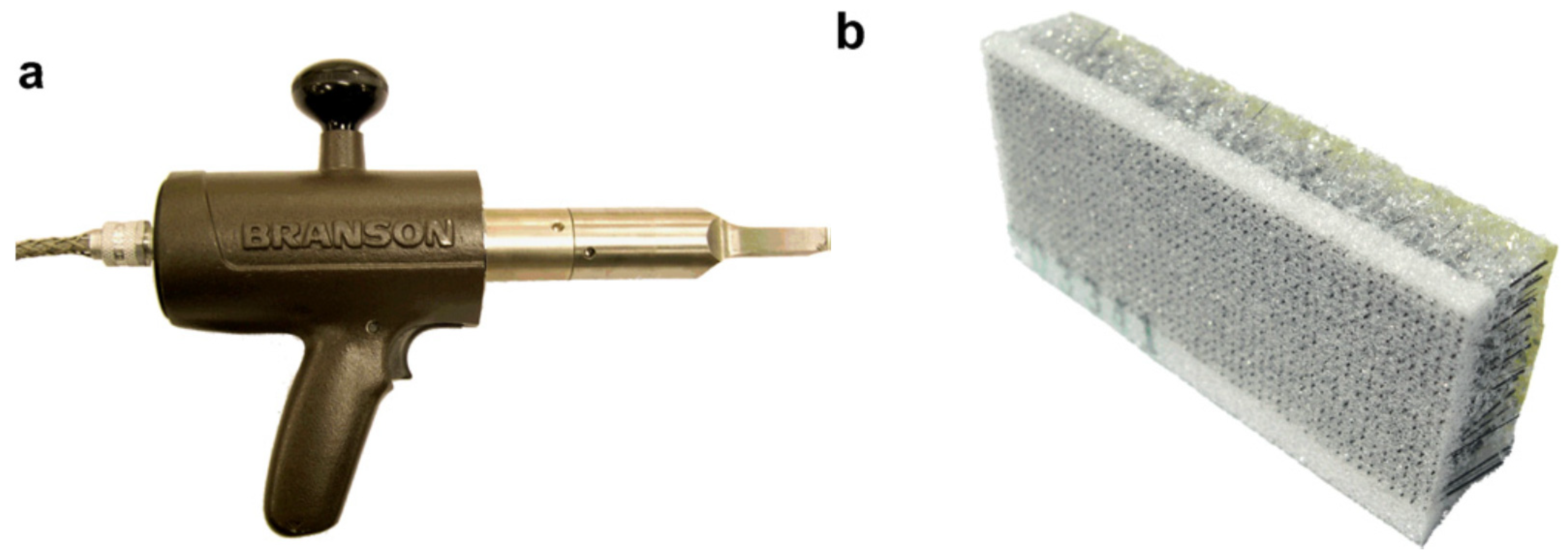
2. Manufacture of z-Pinned Composites
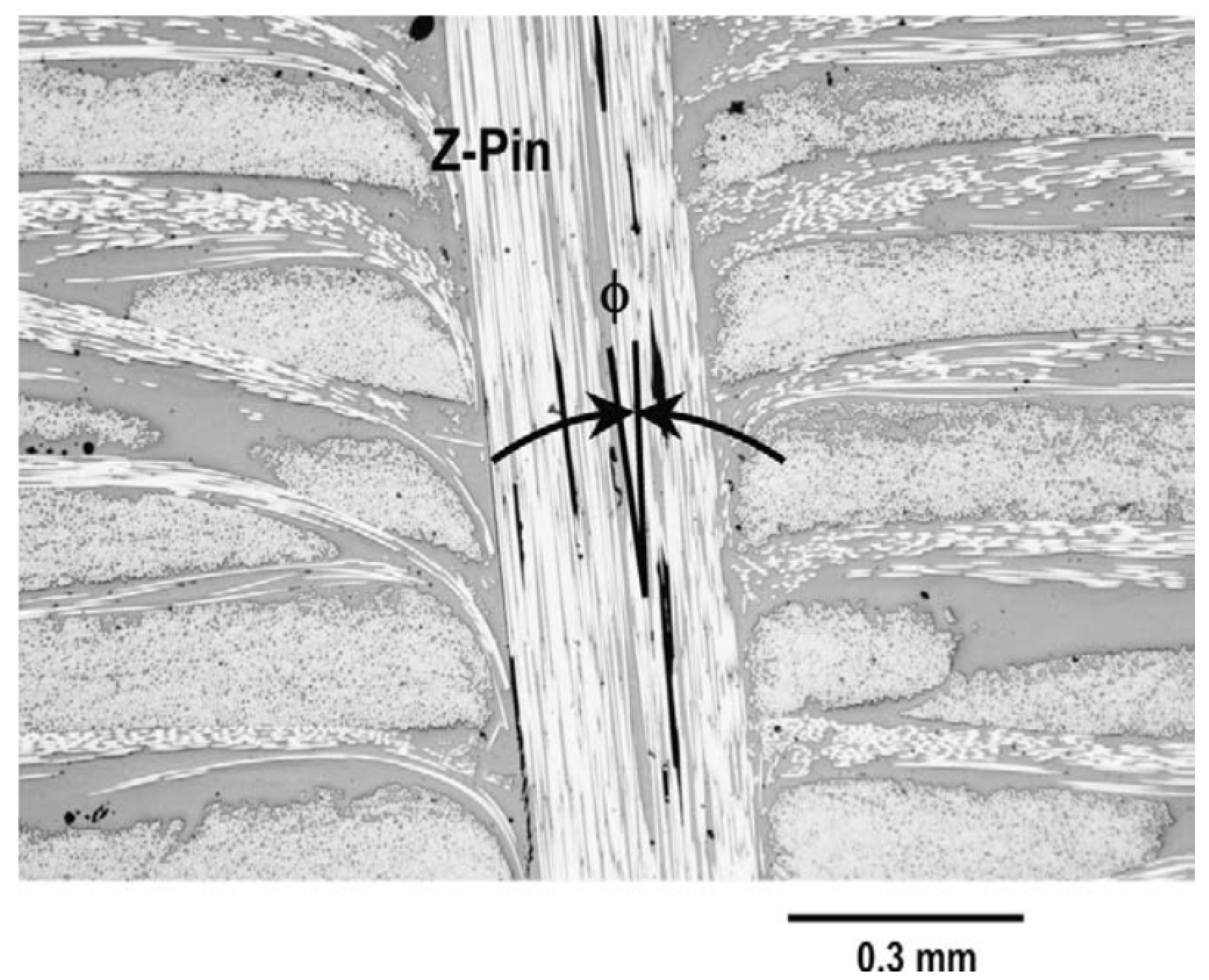
3. Microstructure of z-Pinned Composites
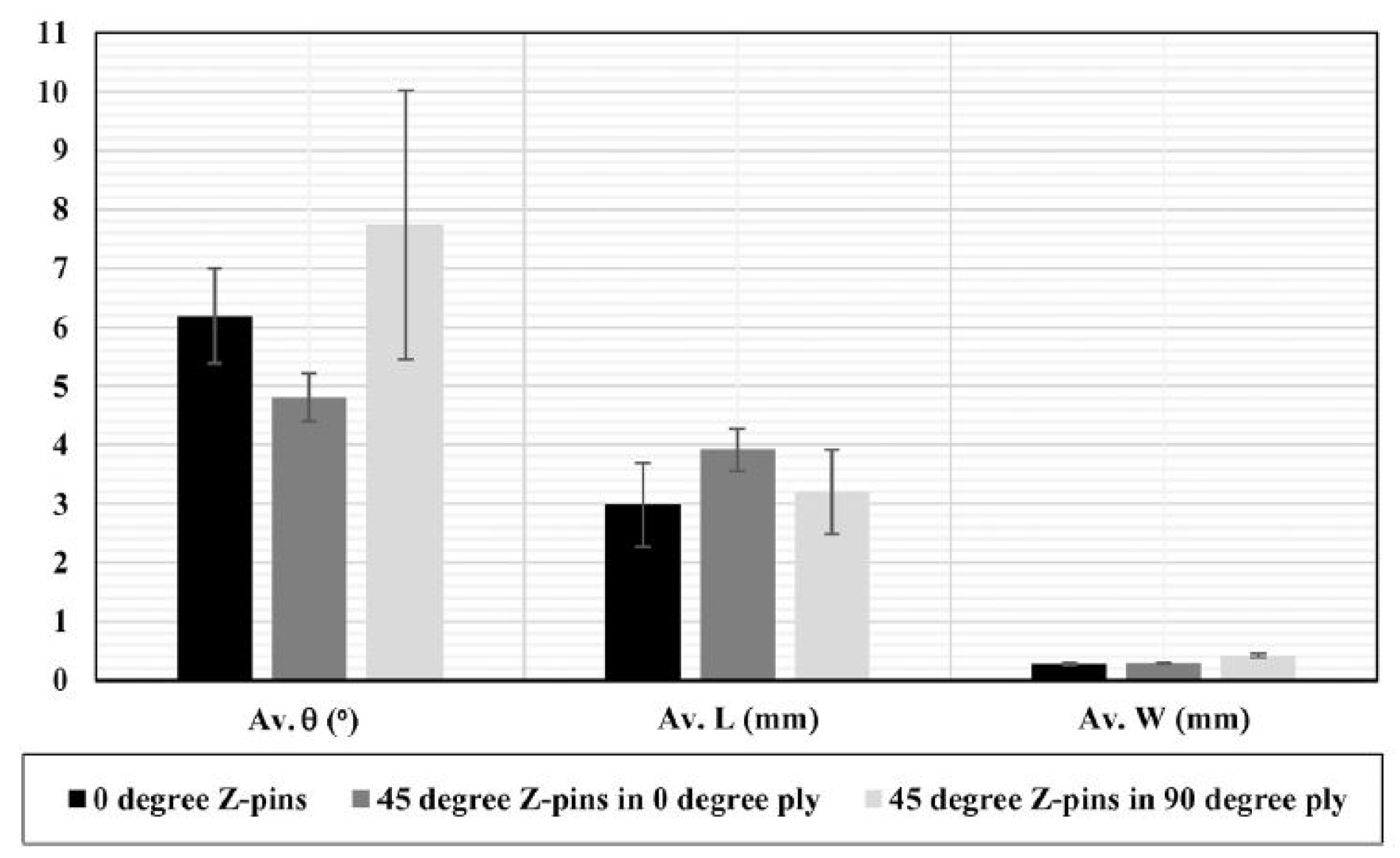
3.1. Fiber Waviness
3.2. Resin-Rich Zones
3.3. Cure Stresses
3.4. Swelling
3.5. z-Pin Offset
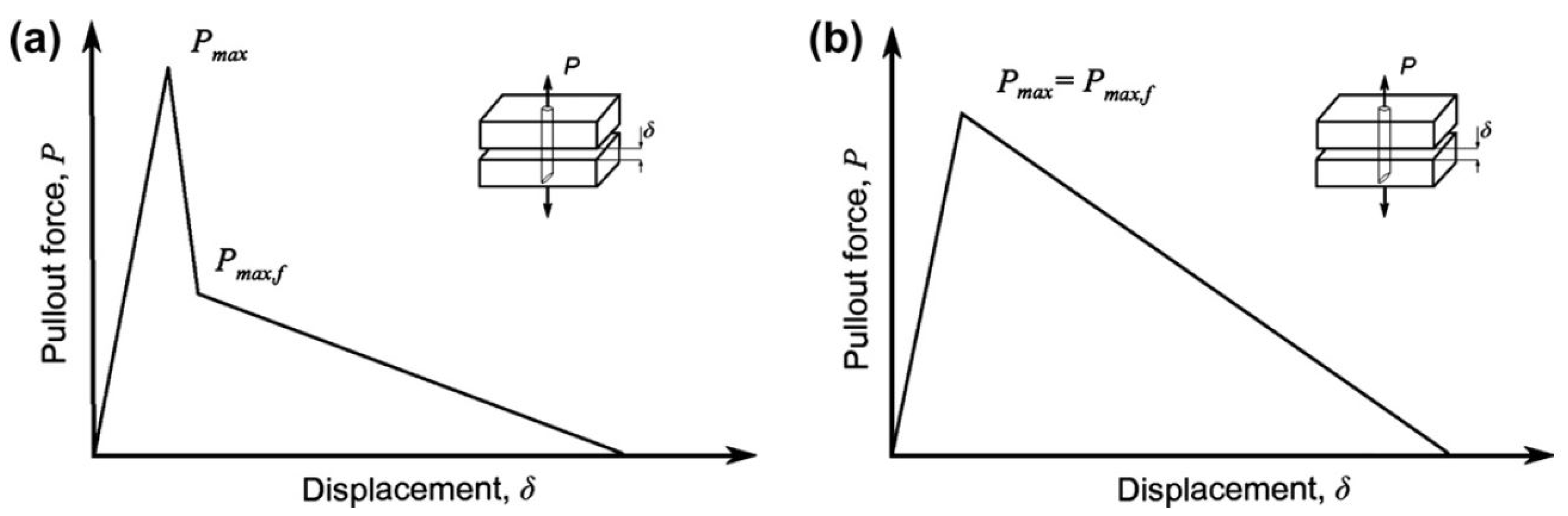
4. Single Pin Response
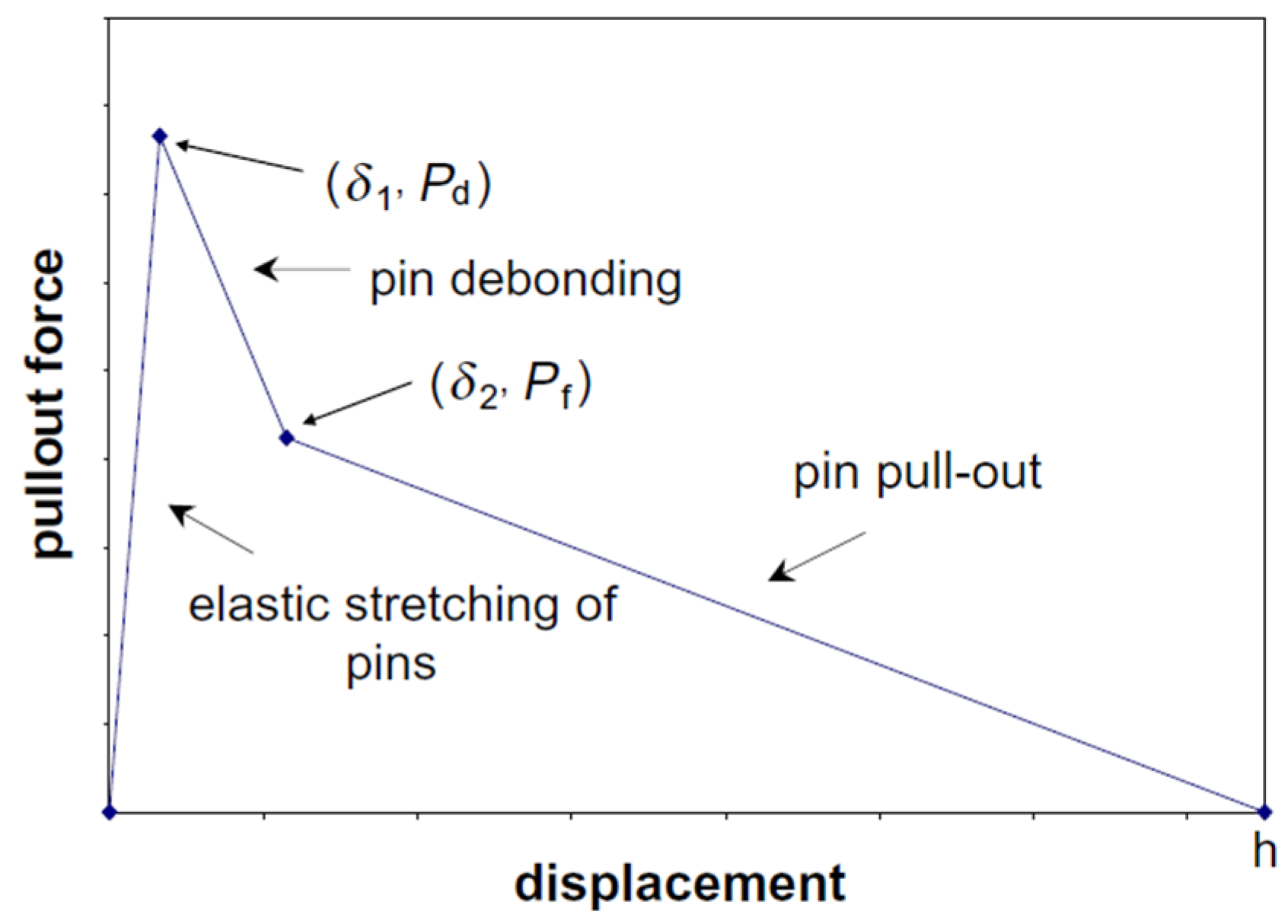
4.1. Single Pin Response – Pull-out
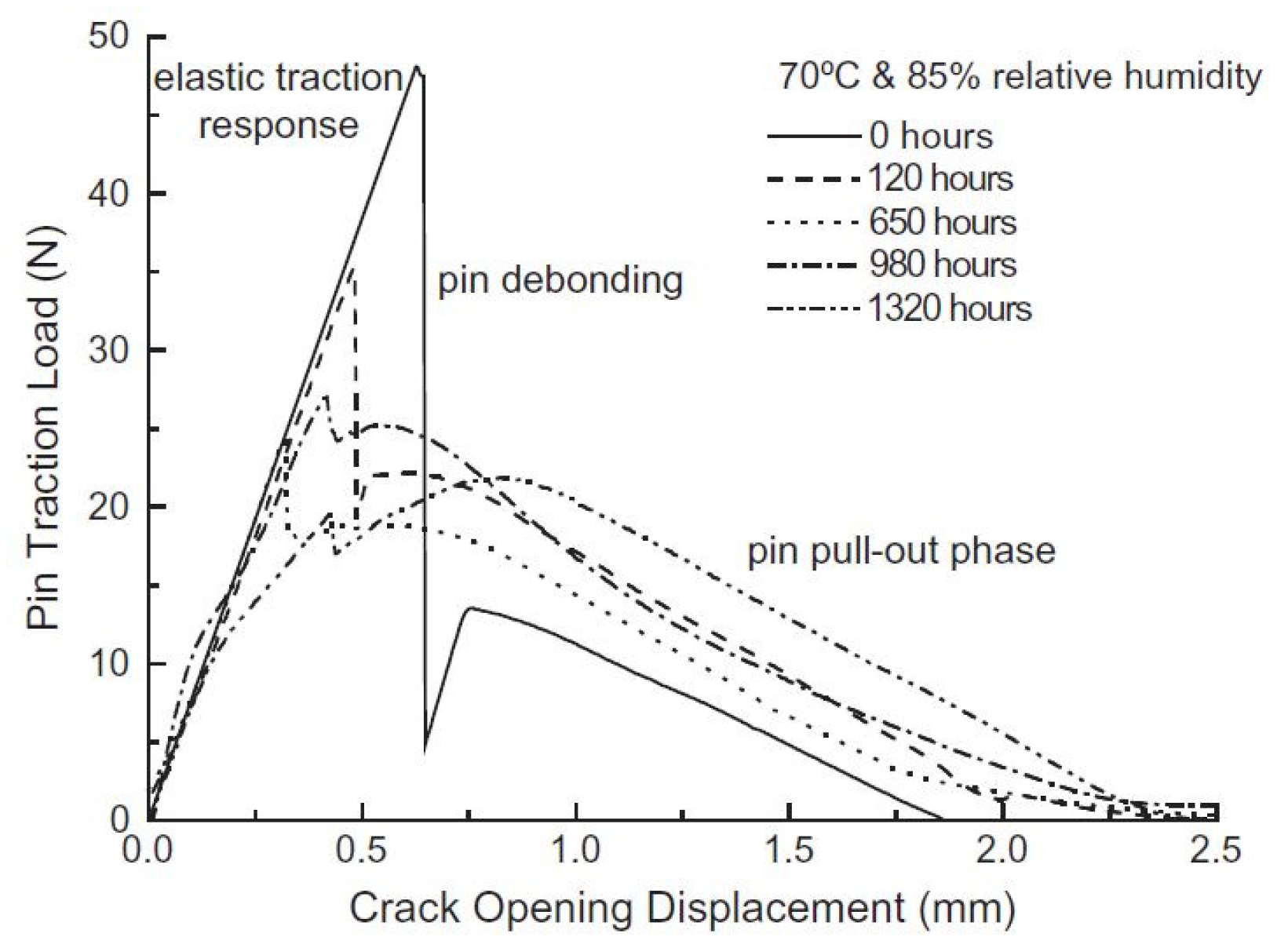
4.2. Single Pin Response – Hygrothermal
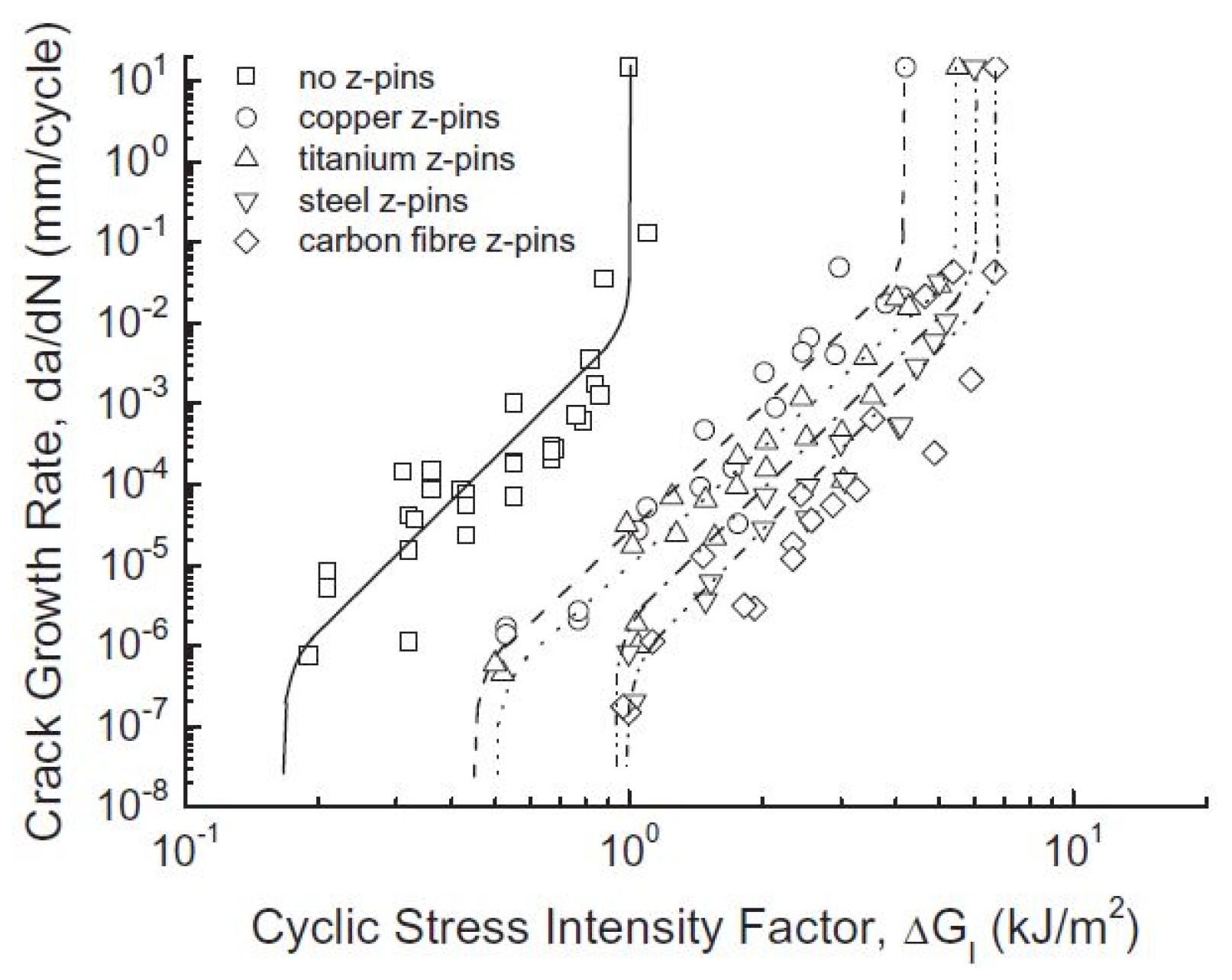
4.3. Single Pin Response – Fatigue Pull-out
5. z-Pinned Laminate Properties
5.1. In-plane Properties
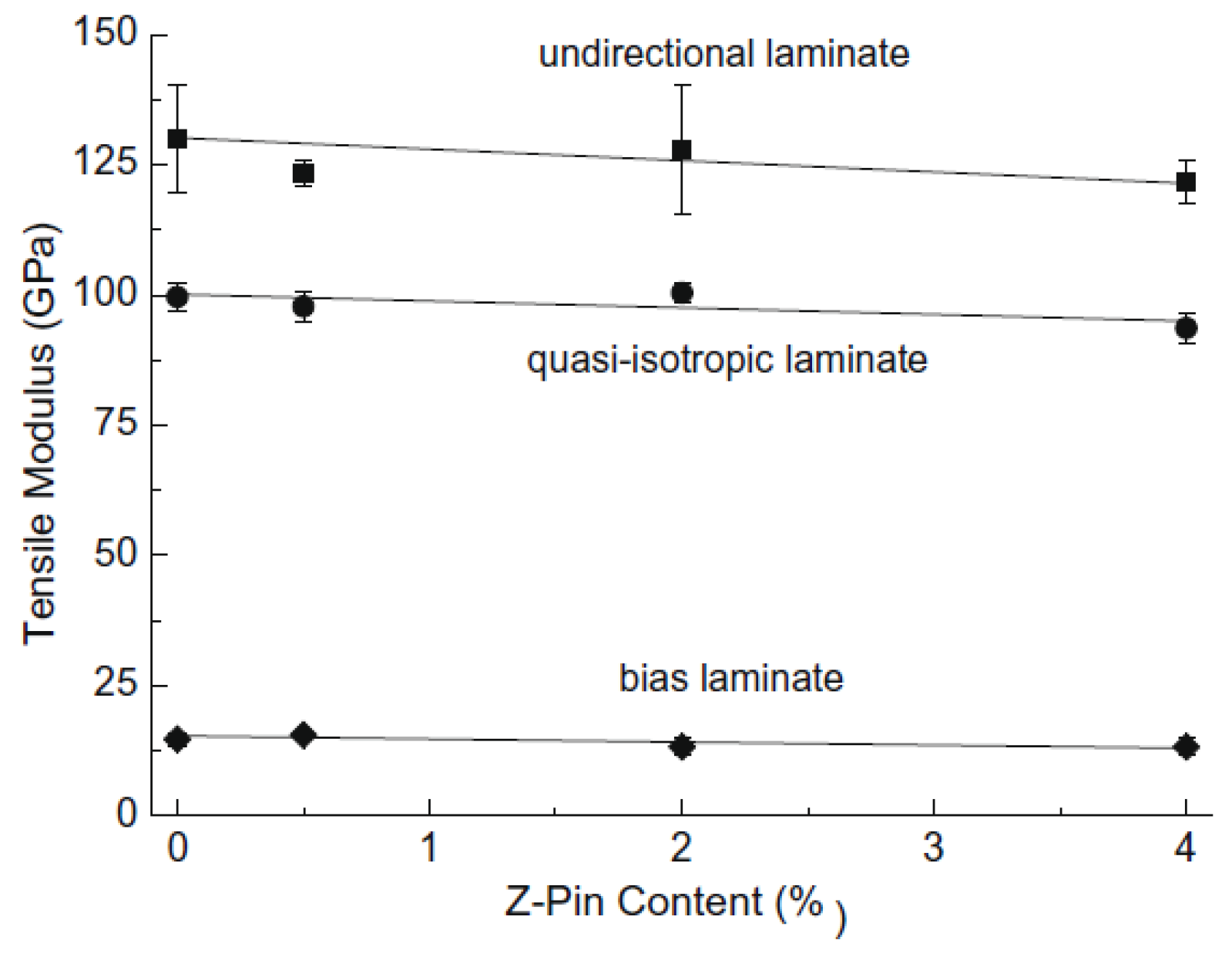
5.1.1. Tension Properties
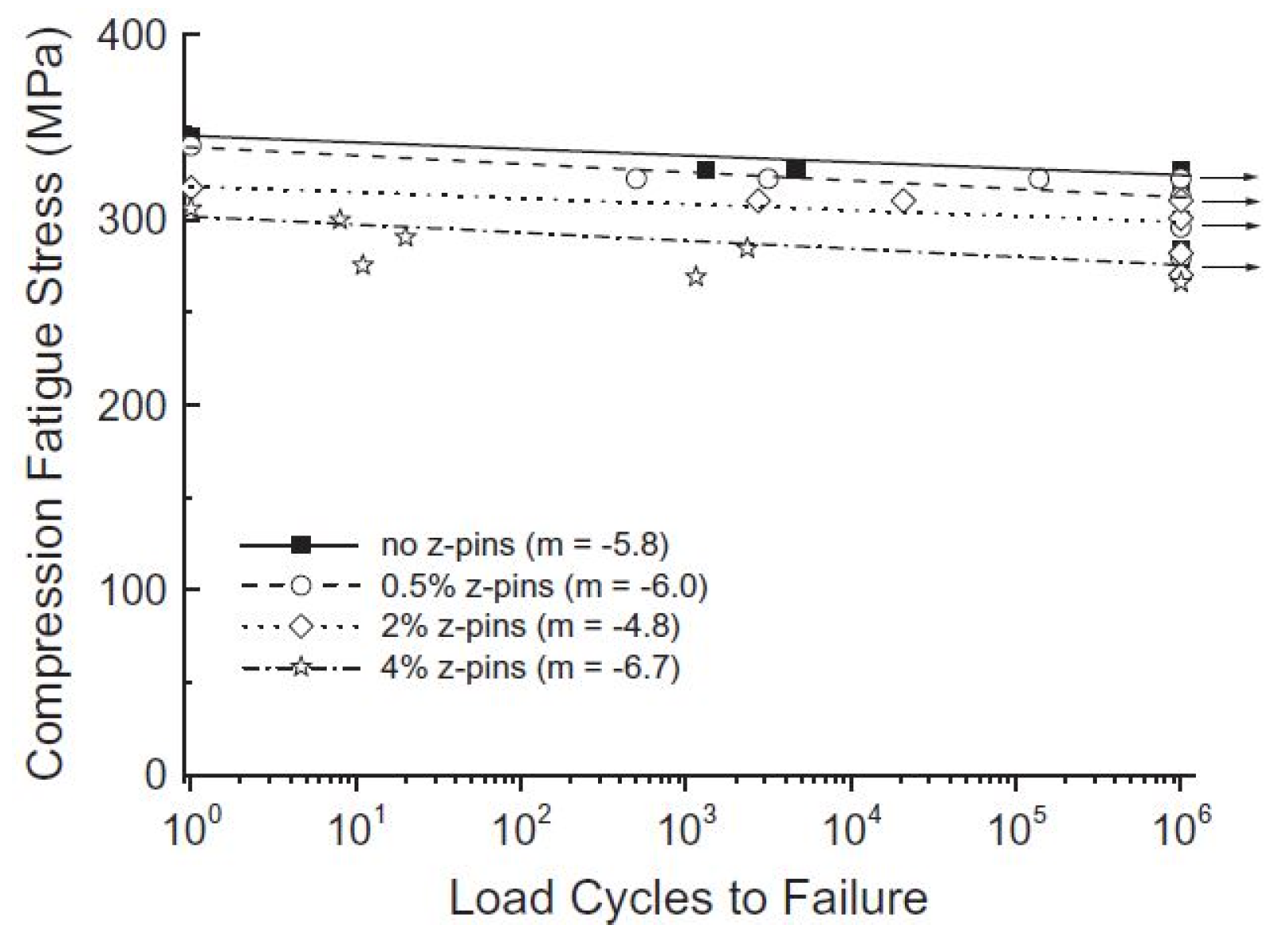
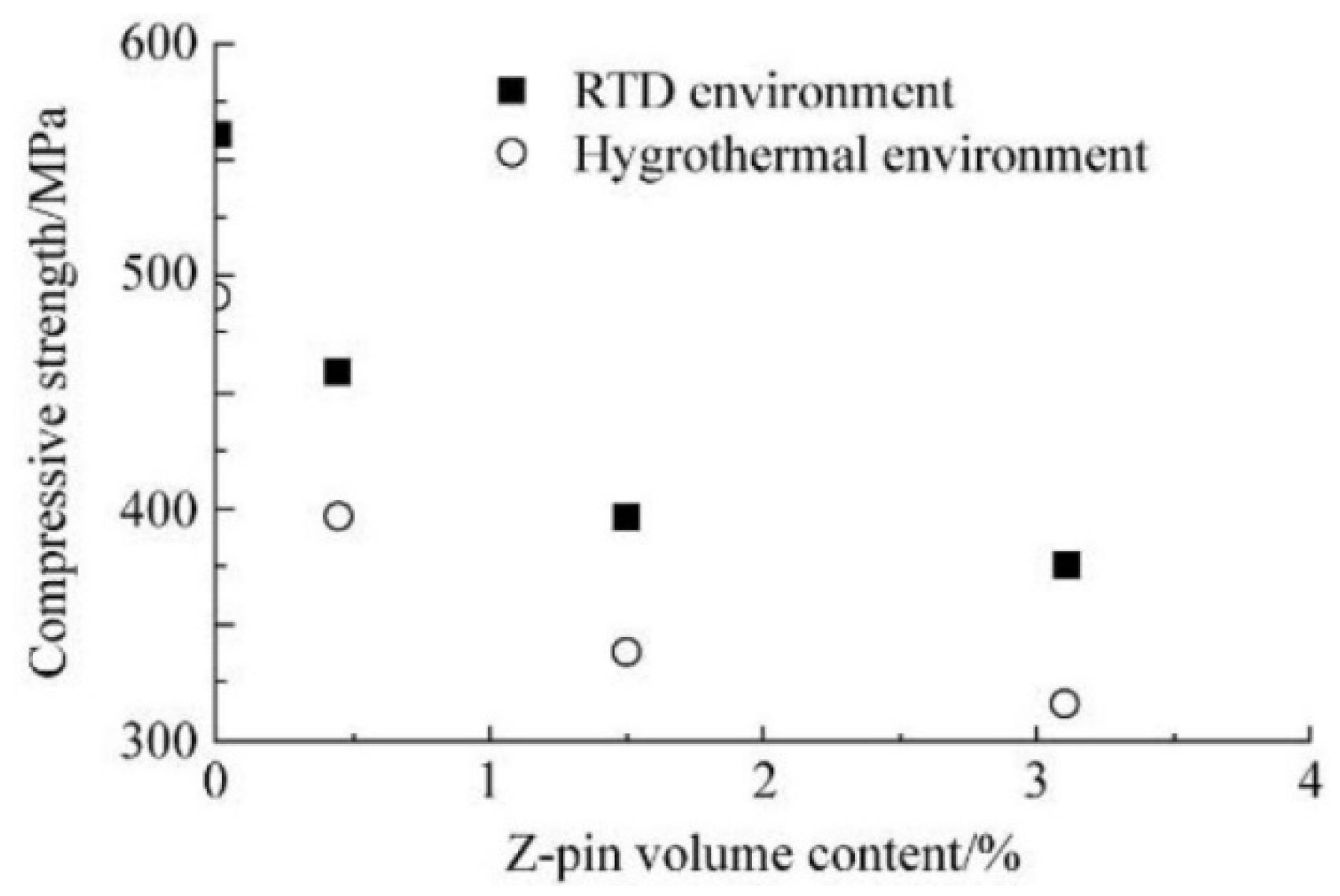
5.1.2. Compression Properties
5.1.3. Flexure Properties
5.2. Interlaminar Properties
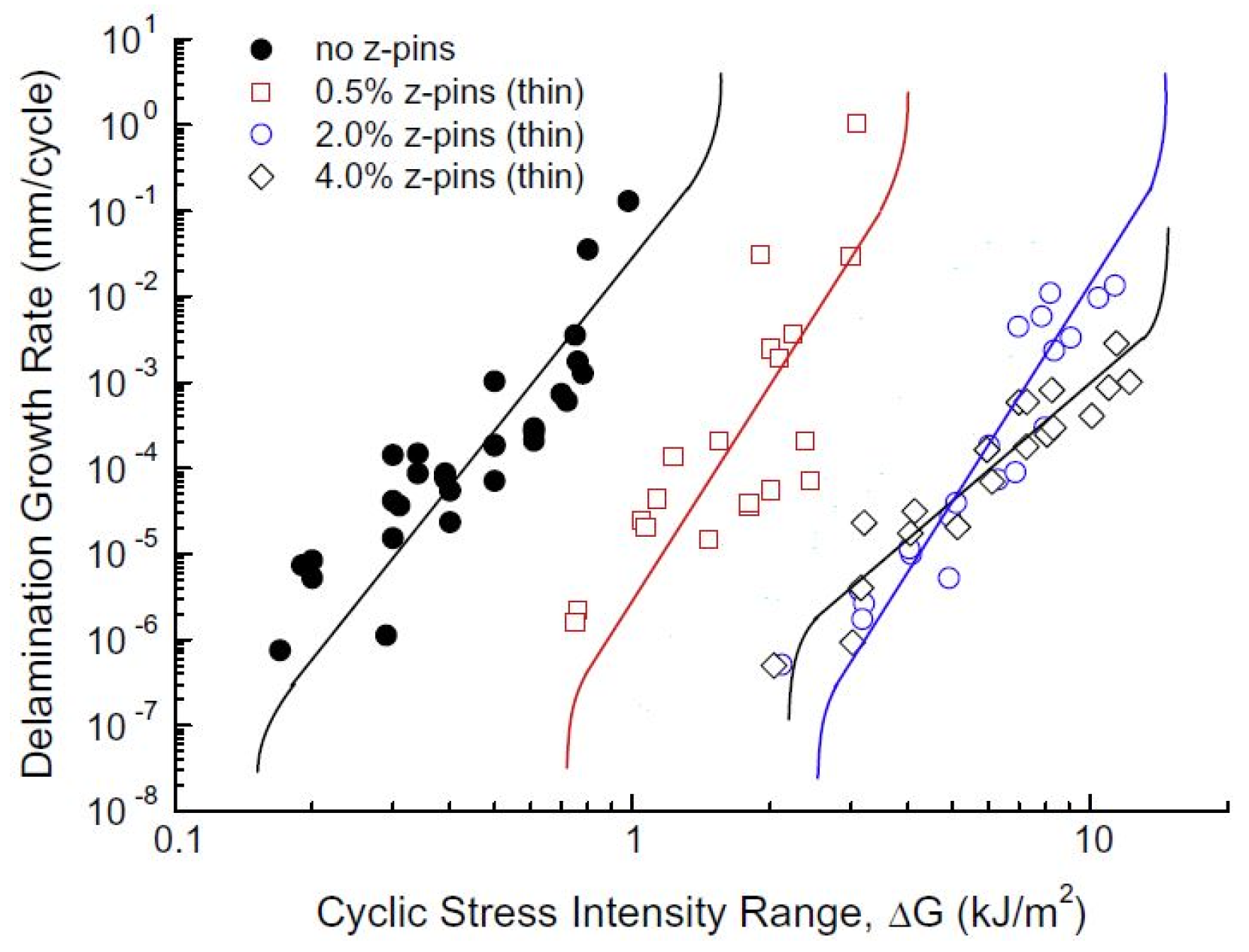
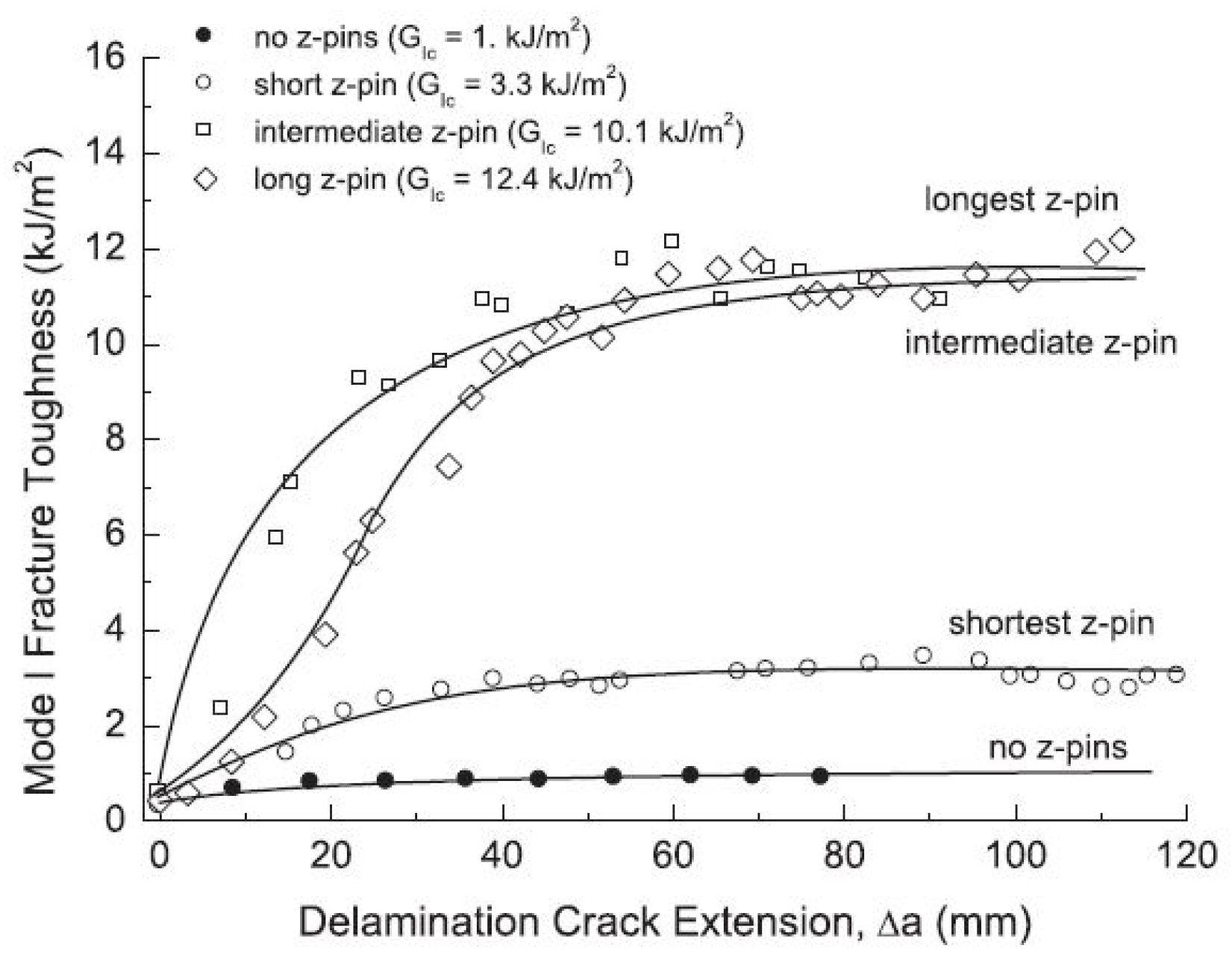
5.2.1. Mode I
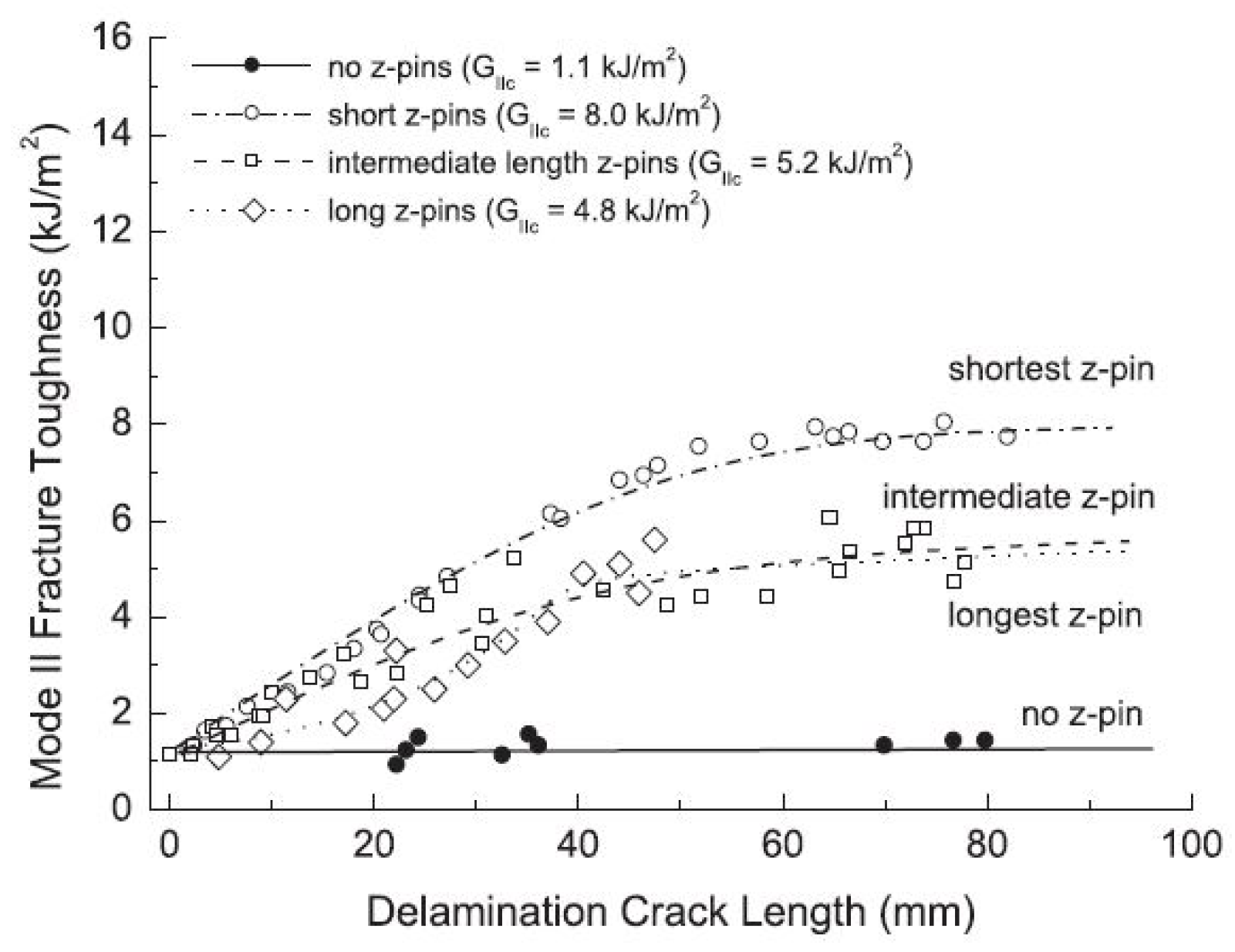
5.2.2. Mode II
5.2.3. Mixed Mode
5.3. Hygrothermal Response
5.4. Impact Toughness
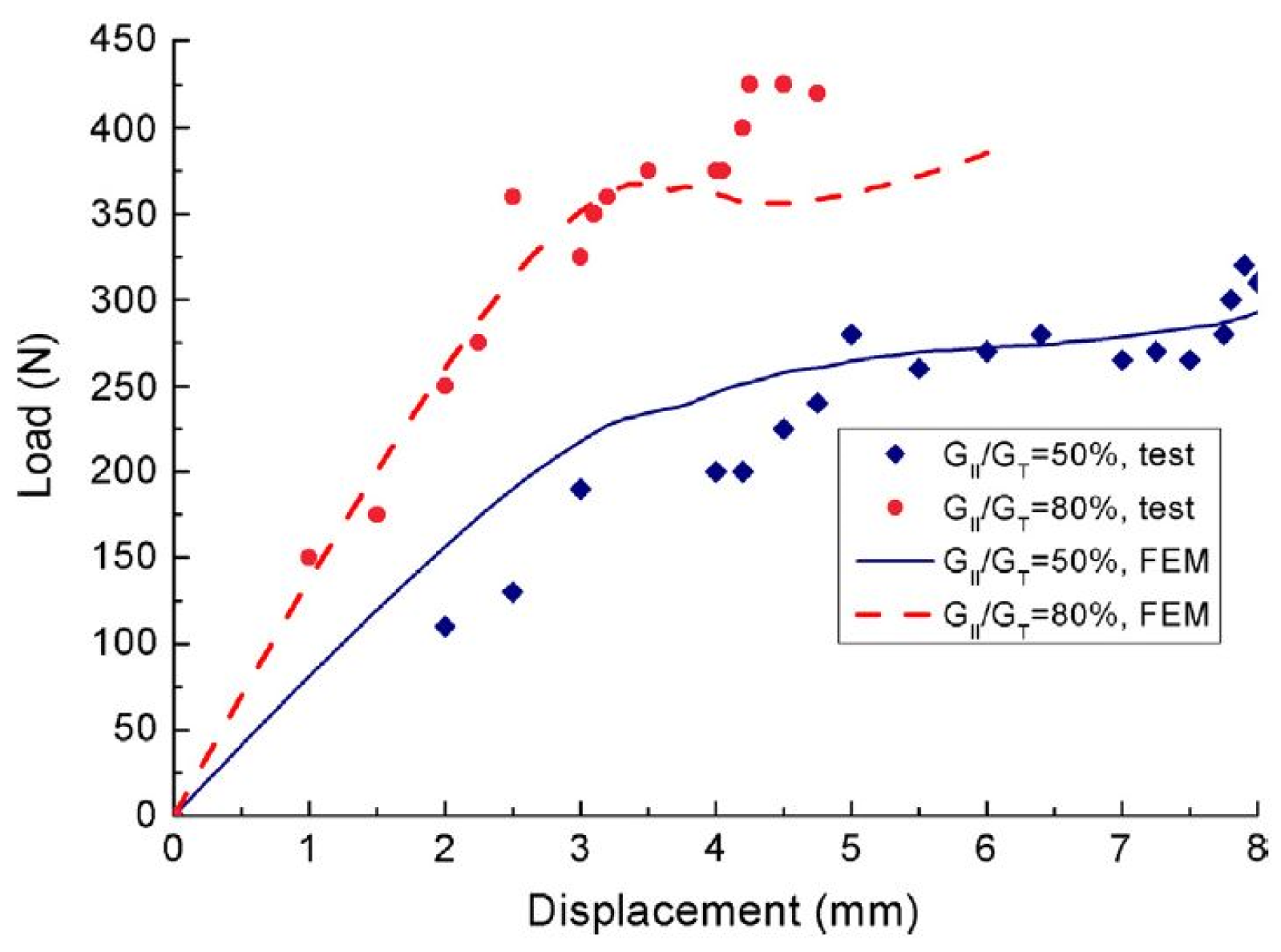
5.5. Behavior of T-joints with low Z-pin
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mouritz, A.P. Review of z-pinned composite laminates. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2383–2397. [Google Scholar] [CrossRef]
- Nanayakkara, A.; Feih, S.; Mouritz, A.P. Experimental analysis of the through-thickness compression properties of z-pinned sandwich composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1673–1680. [Google Scholar] [CrossRef]
- Parkes, P.N.; Butler, R.; Meyer, J.; De Oliveira, A. Static strength of metal-composite joints with penetrative reinforcement. Compos. Struct. 2014, 118, 250–256. [Google Scholar] [CrossRef] [Green Version]
- Li, N.; Chen, P.H.; Liu, X.Y.; Ma, W.; Wang, X.C. A micro-macro finite element model for failure prediction of ComeldTM joints. Compos. Sci. Technol. 2015, 117, 334–341. [Google Scholar] [CrossRef]
- Park, Y.-B.; Lee, B.-H.; Kweon, J.-H.; Choi, J.H.; Choi, I.H. The strength of composite bonded T-joints transversely reinforced by carbon pins. Compos. Struct. 2011, 94, 625–634. [Google Scholar] [CrossRef]
- Song, Q.; Li, Y.; Qi, J.; Wen, L.; Xiao, J.; Ni, J. Study on an automatic multi-pin insertion system for preparing Z-pin composite laminates. Chin. J. Aeronaut. 2013, 27, 413–419. [Google Scholar] [CrossRef] [Green Version]
- Isa, M.D.; Feih, S.; Mouritz, A.P. Compression fatigue properties of z-pinned quasi-isotropic carbon/epoxy laminate with barely visible impact damage. Compos. Struct. 2011, 93, 2269–2276. [Google Scholar] [CrossRef]
- Foster-Miller, Inc. Composite Structure Reinforcement. U.S. Patent 4,808,461, 28 February 1989. [Google Scholar]
- Dickinson, L.C.; Farley, G.L.; Hinders, M.K. Translaminar reinforced composites: A review. J. Compos. Technol. Res. 1999, 21, 3–15. [Google Scholar]
- Mukesh, V.; Jagannathan, N.; Gaddikeri, K.M.; Sundaram, R.; Bharath, T.; Manjunath, D.M. Development of z-pinning technique for laminated composites. In Proceedings of the 14th ISAMPE, Hyderabad, India, 22–23 January 2016. [Google Scholar]
- Chang, P.; Mouritz, A.P.; Cox, B.N. Properties and failure mechanisms of z-pinned laminates in monotonic and cyclic tension. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1501–1513. [Google Scholar] [CrossRef]
- Allegri, G.; Yasaee, M.; Partridge, I.K.; Hallett, S.R. A novel model of delamination bridging via Z-pins in composite laminates. Int. J. Solids Struct. 2014, 51, 3314–3332. [Google Scholar] [CrossRef] [Green Version]
- Mouritz, A.P.; Koh, T.M. Re-evaluation of mode I bridging traction modelling for Z-pinned laminates based on experimental analysis. Compos. Part B Eng. 2013, 56, 797–807. [Google Scholar] [CrossRef]
- Sweeting, R.D.; Thomson, R.S. The effect of thermal mismatch on Z-pinned laminated composite structures. Compos. Struct. 2004, 66, 189–195. [Google Scholar] [CrossRef]
- Mouritz, A.P.; Cox, B.N. A mechanistic interpretation of the comparative in-plane mechanical properties of 3D woven, stitched and pinned composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 709–728. [Google Scholar] [CrossRef] [Green Version]
- Mouritz, A.P.; Chang, P. Tension fatigue of fibre-dominated and matrix-dominated laminates reinforced with Z-pins. Int. J. Fatigue 2009, 32, 650–658. [Google Scholar] [CrossRef]
- M’membe, B.; Gannon, S.; Yasaee, M.; Hallett, S.R.; Partridge, I.K. Mode II delamination resistance of composites reinforced with inclined Z-pins. Mater. Des. 2016, 94, 565–572. [Google Scholar] [CrossRef] [Green Version]
- Chang, P.; Mouritz, A.P.; Cox, B.N. Properties and failure mechanisms of pinned composite lap joints in monotonic and cyclic tension. Compos. Sci. Technol. 2006, 66, 2163–2176. [Google Scholar] [CrossRef]
- Tao, Y.; Jiao, G.; Wang, B.; Chang, Y. Effect of Z-pins’ diameter, spacing and overlap length on connecting performance of CMC single lap joint. Acta Mech. Solida Sin. 2008, 21, 461–471. [Google Scholar] [CrossRef]
- Cartie, D.R.; Gornet, L.; Ijaz, H. Inelastic interface damage modeling with friction effects: Application to Z-pinning reinforcement in carbon fiber epoxy matrix laminates. J. Compos. Mater. 2010, 44, 2067–2081. [Google Scholar]
- Bianchi, F.; Zhang, X. A cohesive zone model for predicting delamination suppression in Z-pinned laminates. Compos. Sci. Technol. 2011, 71, 1898–1907. [Google Scholar] [CrossRef] [Green Version]
- Vazquez, J.T.; Castanié, B.; Barrau, J.-J.; Swiergiel, N. Multi-level analysis of low-cost Z-pinned composite joints. Part 1: Single Z-pin behaviour. Compos. Part A Appl. Sci. Manuf. 2011, 42, 2070–2081. [Google Scholar] [CrossRef]
- Bianchi, F.; Zhang, X. Predicting mode-II delamination suppression in Z-pinned laminates. Compos. Sci. Technol. 2012, 72, 924–932. [Google Scholar] [CrossRef] [Green Version]
- Mouritz, A.P. Delamination properties of Z-pinned composites in hot-wet environment. Compos. Part A Appl. Sci. Manuf. 2013, 52, 134–142. [Google Scholar] [CrossRef]
- Cui, H.; Li, Y.; Koussios, S.; Zub, L.; Beukers, A. Bridging micromechanisms of Z-pin in mixed mode delamination. Compos. Struct. 2011, 93, 2685–2695. [Google Scholar] [CrossRef]
- Ucsnik, S.; Scheerer, M.; Zaremba, S.; Pahr, D.H. Experimental investigation of a novel hybrid metal-composite joining technology. Compos. Part A Appl. Sci. Manuf. 2009, 41, 369–374. [Google Scholar] [CrossRef]
- Pegorin, F.; Pingkarawat, K.; Daynes, S.; Mouritz, A.P. Mode II interlaminar fatigue properties of Z-pinned carbon fibre reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2014, 67, 8–15. [Google Scholar] [CrossRef]
- Legarth, B.N. Debonding analyses of closely spaced Z-pins bridging an unbonded interface. Mater. Des. 2009, 30, 3743–3751. [Google Scholar] [CrossRef]
- Zhang, B.; Allegri, G.; Yasaee, M.; Hallett, S.R. Micro-mechanical finite element analysis of Z-pins under mixed-mode loading. Compos. Part A Appl. Sci. Manuf. 2015, 78, 424–435. [Google Scholar] [CrossRef]
- Cui, H.; Li, Y.; Koussios, S.; Beukers, A. Mixed mode cohesive law for Z-pinned composite analyses. Comput. Mater. Sci. 2013, 75, 60–68. [Google Scholar] [CrossRef]
- Yasaee, M.; Lander, J.K.; Allegri, G.; Hallett, S.R. Experimental characterisation of mixed mode traction-displacement relationships for a single carbon composite Z-pin. Compos. Sci. Technol. 2014, 94, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Pegorin, F.; Pingkarawat, K.; Daynes, S.; Mouritz, A.P. Influence of z-pin length on the delamination fracture toughness and fatigue resistance of pinned composites. Compos. Part B Eng. 2015, 78, 298–307. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Mouritz, A.P. Improving the mode I delamination fatigue resistance of composites using z-pins. Compos. Sci. Technol. 2013, 92, 70–76. [Google Scholar] [CrossRef]
- Son, H.-G.; Park, Y.-B.; Kweon, J.-H.; Choi, J.-H. Fatigue behaviour of metal pin-reinforced composite single-lap joints in a hygrothermal environment. Compos. Struct. 2013, 108, 151–160. [Google Scholar] [CrossRef]
- Ko, M.-G.; Kweon, J.-H.; Choi, J.-H. Fatigue characteristics of jagged pin-reinforced composite single-lap joints in hygrothermal environments. Compos. Struct. 2014, 119, 59–66. [Google Scholar] [CrossRef]
- Zhang, A.-Y.; Liu, H.-Y.; Mouritz, A.P.; Mai, Y.-W. Experimental study and computer simulation on degradation of Z-pin reinforcement under cyclic fatigue. Compos. Part A Appl. Sci. Manuf. 2007, 39, 406–414. [Google Scholar] [CrossRef]
- Pingkarawat, K.; Mouritz, A.P. Comparative study of metal and composite z-pins for delamination fracture and fatigue strengthening of composites. Eng. Fract. Mech. 2016, 154, 180–190. [Google Scholar] [CrossRef]
- Mouritz, A.P. Environmental durability of Z-pinned carbon fibre-epoxy laminate exposed to water. Compos. Sci. Technol. 2012, 72, 1568–1574. [Google Scholar] [CrossRef] [Green Version]
- Mouritz, A.P. Compression properties of Z-pinned composite laminates. Compos. Sci. Technol. 2007, 67, 3110–3120. [Google Scholar] [CrossRef]
- Mouritz, A.P. Tensile fatigue properties of 3D composites with through-thickness reinforcement. Compos. Sci. Technol. 2008, 68, 2503–2510. [Google Scholar] [CrossRef]
- Chun, H.-J.; Son, J.; Kang, K.-T.; Byun, J.-H.; Umb, M.-K.; Lee, S.-K. Prediction of elastic properties for woven Z-pinned composites. Compos. Part B Eng. 2014, 64, 59–71. [Google Scholar] [CrossRef]
- Li, C.; Yan, Y.; Wang, P.; Qi, D.; Wen, Y. Study on compressive properties of z-pinned laminates in RTD and hygrothermal environment. Chin. J. Aeronaut. 2011, 25, 64–70. [Google Scholar] [CrossRef] [Green Version]
- Huang, H.J.; Waas, A.M. Modeling and predicting the compression strength limiting mechanisms in Z-pinned textile composites. Compos. Part B Eng. 2009, 40, 530–539. [Google Scholar] [CrossRef]
- Huang, H.; Waas, A.M. Compressive response of Z-pinned woven glass fiber textile composite laminates: Experiments. Compos. Sci. Technol. 2008, 69, 2331–2337. [Google Scholar] [CrossRef]
- Huang, H.; Waas, A.M. Compressive response of Z-pinned woven glass fiber textile composite laminates: Modeling and computations. Compos. Sci. Technol. 2009, 69, 2338–2344. [Google Scholar] [CrossRef]
- Hoffmann, J.; Scharr, G. Compression properties of composite laminates reinforced with rectangular Z-pins. Compos. Sci. Technol. 2018, 167, 463–469. [Google Scholar] [CrossRef]
- Song, M.C.; Sankar, B.V.; Subhash, G.; Yen, C.F. Analysis of mode I delamination of z-pinned composites using a non-dimensional analytical model. Compos. Part B Eng. 2012, 43, 1776–1784. [Google Scholar] [CrossRef]
- Huang, H.S.; Waas, A.M. Quasi-static mode II fracture tests and simulations of Z-pinned woven composites. Eng. Fract. Mech. 2014, 126, 155–165. [Google Scholar] [CrossRef]
- Cui, H.; Yasaee, M.; Hallett, S.R.; Partridge, I.K.; Allegri, G.; Petrinic, N. Dynamic bridging mechanisms of through-thickness reinforced composite laminates in mixed mode delamination. Compos. Part A Appl. Sci. Manuf. 2018, 106, 24–33. [Google Scholar] [CrossRef] [Green Version]
- Cui, H.; Mahadik, Y.; Hallett, S.R.; Partridge, I.K.; Allegri, G.; Ponnusami, S.A.; Petrinic, N. Coupon scale Z-pinned IM7/8552 delamination tests under dynamic loading. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105565. [Google Scholar] [CrossRef]
- Francesconi, L.; Aymerich, F. Effect of Z-pinning on the impact resistance of composite laminates with different layups. Compos. Part A Appl. Sci. Manuf. 2018, 114, 136–148. [Google Scholar] [CrossRef]
- Li, M.; Chen, P.; Li, X.; Gong, N. Experimental and numerical study on the tensile properties of T-joints with low Z-pin volume density. Polymer Composites 2020, 41. [Google Scholar] [CrossRef]










































































© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kostopoulos, V.; Sarantinos, N.; Tsantzalis, S. Review of Through-the-Thickness Reinforced z-Pinned Composites. J. Compos. Sci. 2020, 4, 31. https://doi.org/10.3390/jcs4010031
Kostopoulos V, Sarantinos N, Tsantzalis S. Review of Through-the-Thickness Reinforced z-Pinned Composites. Journal of Composites Science. 2020; 4(1):31. https://doi.org/10.3390/jcs4010031
Chicago/Turabian StyleKostopoulos, Vassilis, Nikolaos Sarantinos, and Stavros Tsantzalis. 2020. "Review of Through-the-Thickness Reinforced z-Pinned Composites" Journal of Composites Science 4, no. 1: 31. https://doi.org/10.3390/jcs4010031
APA StyleKostopoulos, V., Sarantinos, N., & Tsantzalis, S. (2020). Review of Through-the-Thickness Reinforced z-Pinned Composites. Journal of Composites Science, 4(1), 31. https://doi.org/10.3390/jcs4010031