1. Introduction
Composites are increasingly used by a broad range of industries. The broader use, especially outside of the aerospace industry, creates a demand for large quantities of low cost composite products. Pultrusion is one of the most productive composite manufacturing processes and can help to satisfy the demand, especially for simple geometries. Pultrusion, as the analogy of continuous casting for composite manufacturing, excels at satisfying this demand. While this technique is already highly automated, there is currently no in-line quality management for the state of cure, which could be used to control the pultrusion parameters. This lack of control may result in a lower machine productivity and a higher amount of scrap material. While this problem is usually tackled by the incorporation of extensive testing and/or computer simulations a high security factor remains to account for material differences. An inline cure monitoring could solve this problem but there are was a lack of techniques to measure the state of cure inside of closed tools. This gap was closed by the introduction of resonant ultrasonic spectroscopy as described in [
1].
While there are a lot of techniques to monitor cure in closed tools like dielectric cure monitoring [
2,
3] and fiber optic techniques [
4,
5] most of them cannot be applied in pultrusion because the process inside the mould is highly abrasive in nature. Even the widespread ultrasonic cure monitoring described in [
6,
7] cannot be used in all scenarios. In particular, it is not applicable for complex geometries and the use of inner cores required for hollow profiles like pipes. We recently adapted the resonant ultrasonic spectroscopy method for cure monitoring of closed mould processes [
1] and showed that the technique can be used to monitor polymerization processes. In this paper, we apply the technique to monitor the curing process inside a pultrusion mould and control the machine parameters based on the acquired sensor data.
This technique uses one piezo element as actuator and a second as sensor. Actuator and sensor are approximately 2–3 cm apart. The actuator creates a harmonic signal which is reflected on the boundary between actuator and material. The amplitude of the reflected signal is directly related to the difference in the acoustic impedances. During cure the acoustic impedance of the epoxy increases which decreases the reflected signal. This decrease in signal level culminates in the glass transition point, when the increase in acoustic impedance and the peak of the loss modulus of the resin create a global minimum for the signal. This way the glass transition point is clearly visible.
To increase the signal-noise-ratio, the applied excitation frequency coincides with the resonance between actuator and material. The low inner damping of the steel used for the tool causes a high amplification of up to 100. During the curing process the boundary conditions change, resulting in a shift of the resonance frequencies. To accommodate this behavior a broadband excitation signal is chosen instead of a harmonic signal. The mean value of the resulting cross spectrum amplitude is used to evaluate the measurement signal of the individual sensors [
1]. This method has a number of benefits over other cure monitoring methods for the pultrusion process:
No process caused sensor wear
Works inside of closed tools
Uses a relatively simply setup and widely applied electronic hardware
A distance of approximately 5 mm between actuator and material creates a high amplitude cross spectrum and subsequently a good signal noise ratio between 200 kHz and 600 kHz. This distance between actuator and material is chosen as compromise between tool durability and sensitivity of the sensors. A higher distance reduces the sensor focus. The change of the mean value of the absolute cross spectrum amplitude over time and the curing of the epoxy show an excellent correlation [
1].
A literature search on the subject of “pultrusion control”, especially with regard to direct inline control using the search term “pultrusion AND (control* OR monitor* OR optimiz* OR cur*)” yielded 655 research papers. Of those 655, based on their individual abstracts, only 141 are relevant for the research topic of this paper. Of the remaining 141, 46 can be excluded after closer examination. Of the remaining papers of interest, 64 were simulation based with no input of the current curing state. Many of the remaining 30 Papers (28) are conference proceedings which are irretrievable. The two remaining papers [
8,
9] are not directly addressing sensor based pultrusion control but rather sensor based FEM-Model tuning and non-inline process optimization. None of the papers propose any way of direct in-line sensor based pultrusion control.
This paper focuses on the adaption of RUS-cure-monitoring to control the state of cure in a laboratory pultrusion system, shown in
Figure 1, by controlling the pultrusion speed based on the state of cure inside of the tool.
The speed of a pultrusion process controls the time the material is cured inside the tool hence a slower speed allows more curing time resulting in a higher degree of cure. While a higher degree of cure is favorable, the maximum degree of cure is limited by the die and material temperature. This results in an optimization task in which a higher speed creates a better profitability but is limited by the desired state of cure.
The following describes the successful implementation of RUS cure monitoring used for controlling the speed of a pultrusion system. The resulting material changes due to the changing pultrusion speed are visualized in pictures.
2. Experimental Setup
The method of RUS-cure-monitoring is explained comprehensively in [
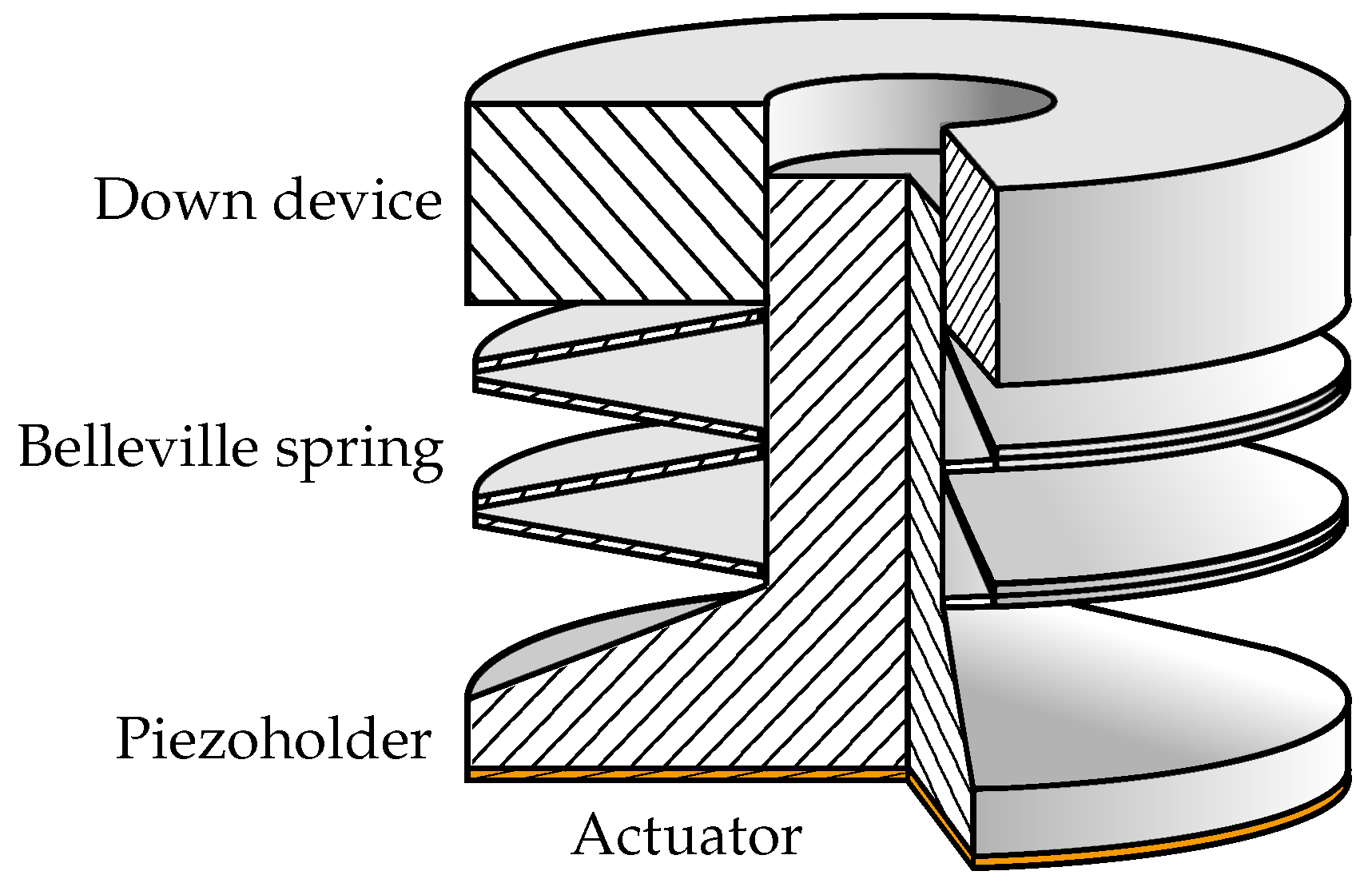
1]. The method creates an ultrasonic resonant vibration between a piezoelectric actuator and the material inside of the tooling. The amplitude of this vibration depends on the loss at the boundary between tool and material. This loss is directly influenced by the changing acoustic properties of the material during curing. An additional piezoelectric sensor is measuring the response spectrum. Both are made of the material PIC 255. The actuator design is shown in
Figure 2. It consists of a piezoelectric element (orange) that is glued to an electrode and held down by a belleville spring setup. The whole sensor-actuator setup is insulated on the sides and the top to prevent them from creating a short circuit with the tool. The piezoelectric material uses the tool itself as one electrode and the metal part of the sensor/actuator (everything except the actuator in
Figure 2) as the counter-electrode.
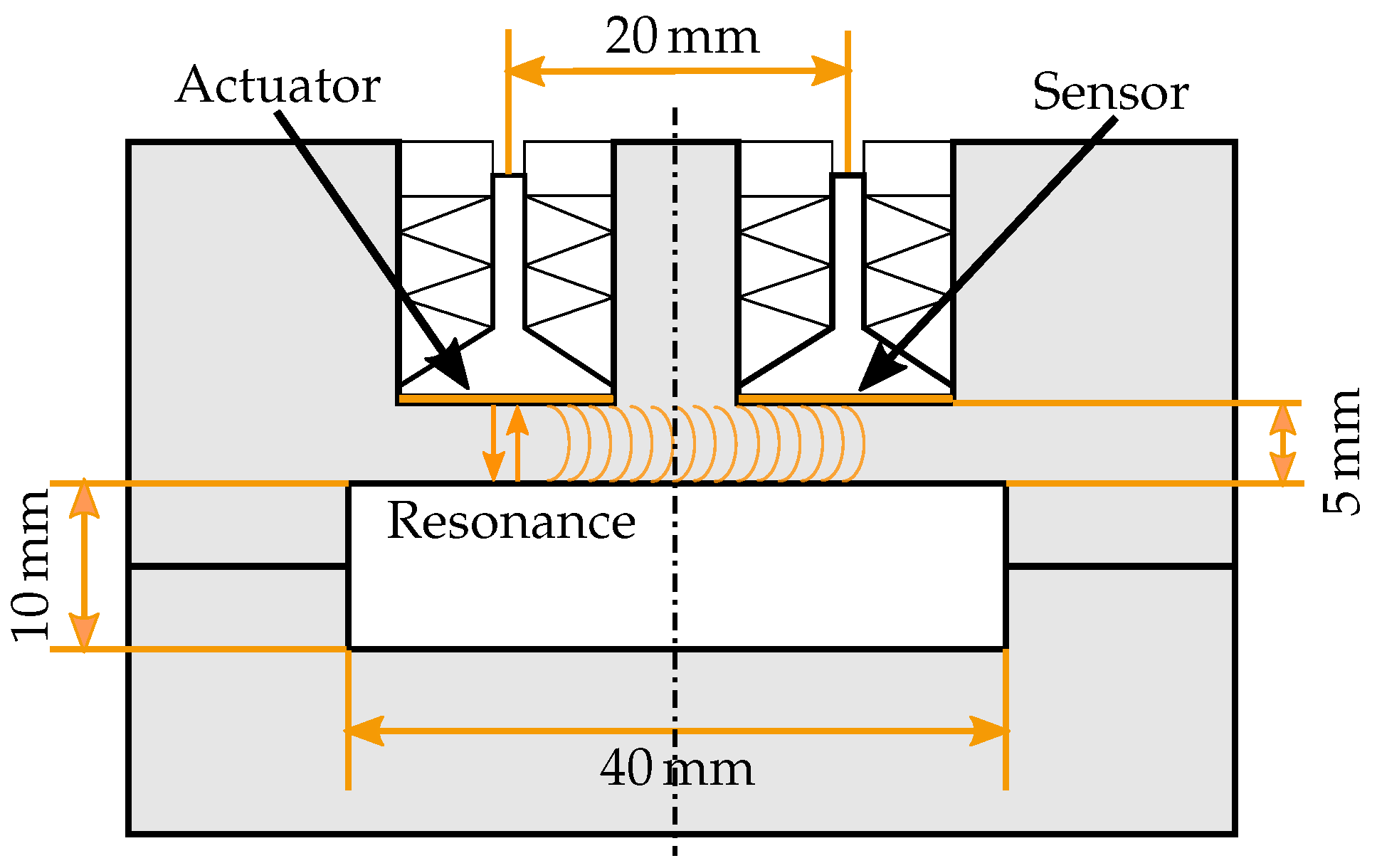
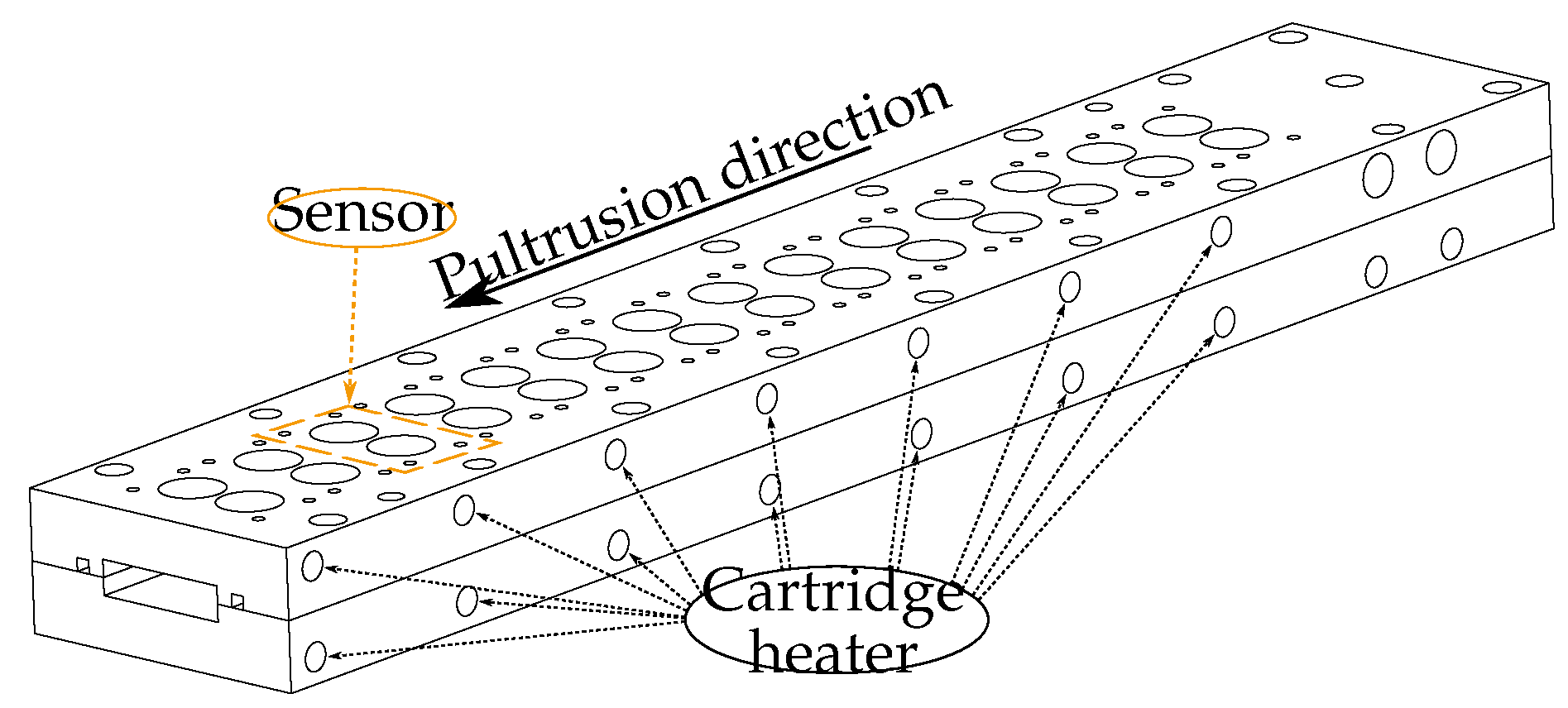
Actuator and sensor are pressed into the tool and held down by a piece of metal as shown in
Figure 3. The tool itself as well as the sensor position is shown in
Figure 4.
The measuring system uses a step sine excitation and a carrier frequency amplifier to record a discrete acoustic transmission spectrum between the actuator and the sensor element. It uses a frequency range of 150 kHz to 650 kHz with 12 V excitation voltage. The mean of the response spectrum relative to the response spectrum of the empty tool is used as sensor signal. This signal allows an estimation of the absorption of the sound waves at the boundary layer between die and material. The referenced sensor signal obtained this way serves as a basis for the speed control. As a result of the vastly different time constants at speed ups or slow downs, depending on the target and source speed, a pultrusion length proportional PI-Controller is used. This way, the different time constants are compensated, because the time it takes for the system to reach a new steady state is the time the material needs to travel from the beginning of the tool to the sensor position.
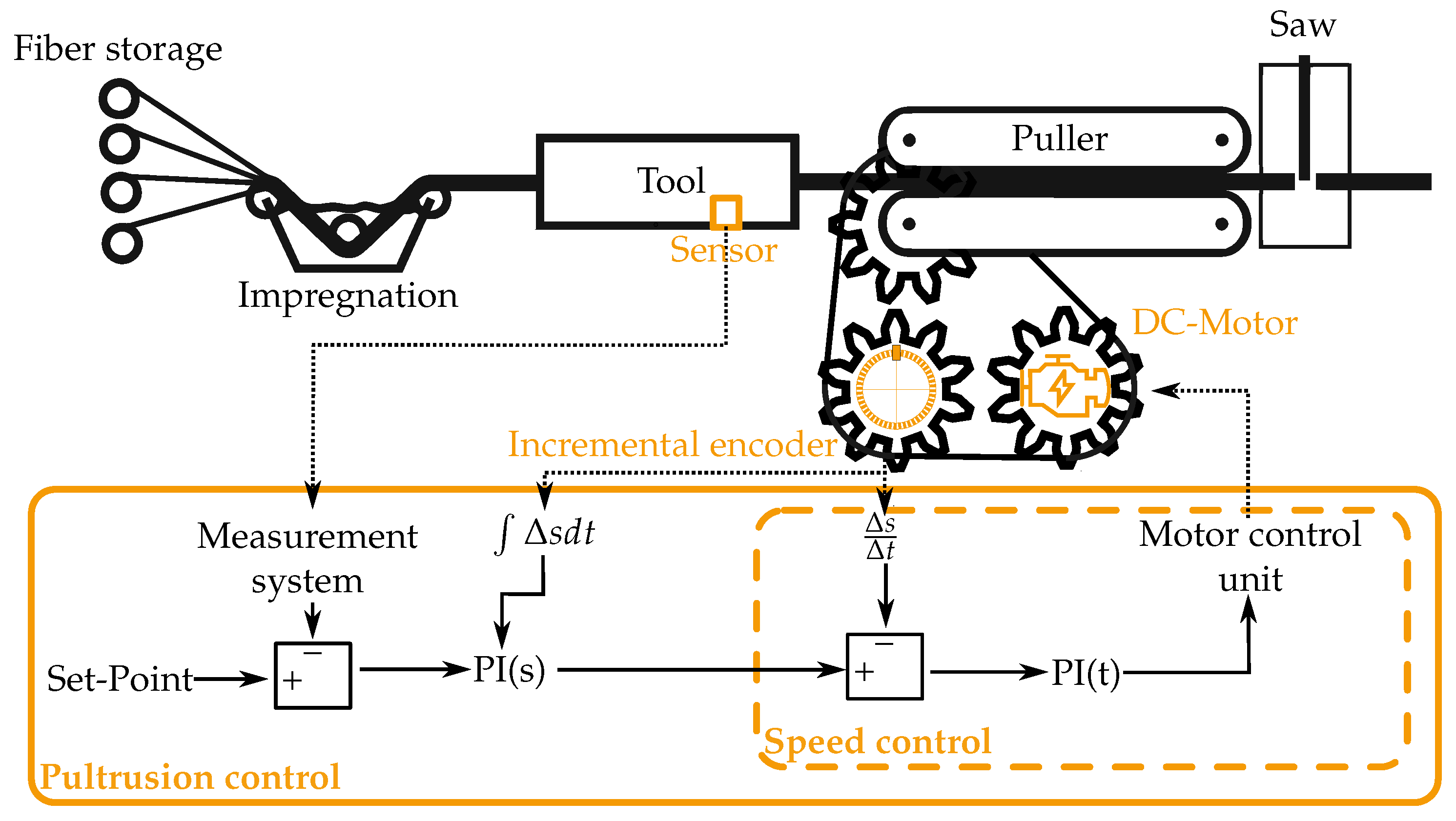
Figure 5 schematically shows the complete control system for the laboratory pultrusion system. The control system consists of two separate control mechanisms. The first inner mechanism controls the speed directly and counteracts speed loss as a result of different pulling forces. The outer control mechanism uses the sensor data to set a speed target for the inner control mechanism.
The outer PI controller compares the specified set-point for the sensor signal with the actual sensor signal, which the measuring system continuously calculates. The P and I components of the speed dependent PI controller can be changed during the test. The P component at the beginning is 0.5 and the I component 7. Only one sensor is used which is 400 mm from the beginning of the tool. The sampling rate of the cure-monitoring sensor is 5 s or 0.2 Hz.
The glass fiber volume content of the pultrudate is approximately 50%. The matrix resin used is RIMR426 with the hardener RIMH435. The tool temperature is 140 °C.
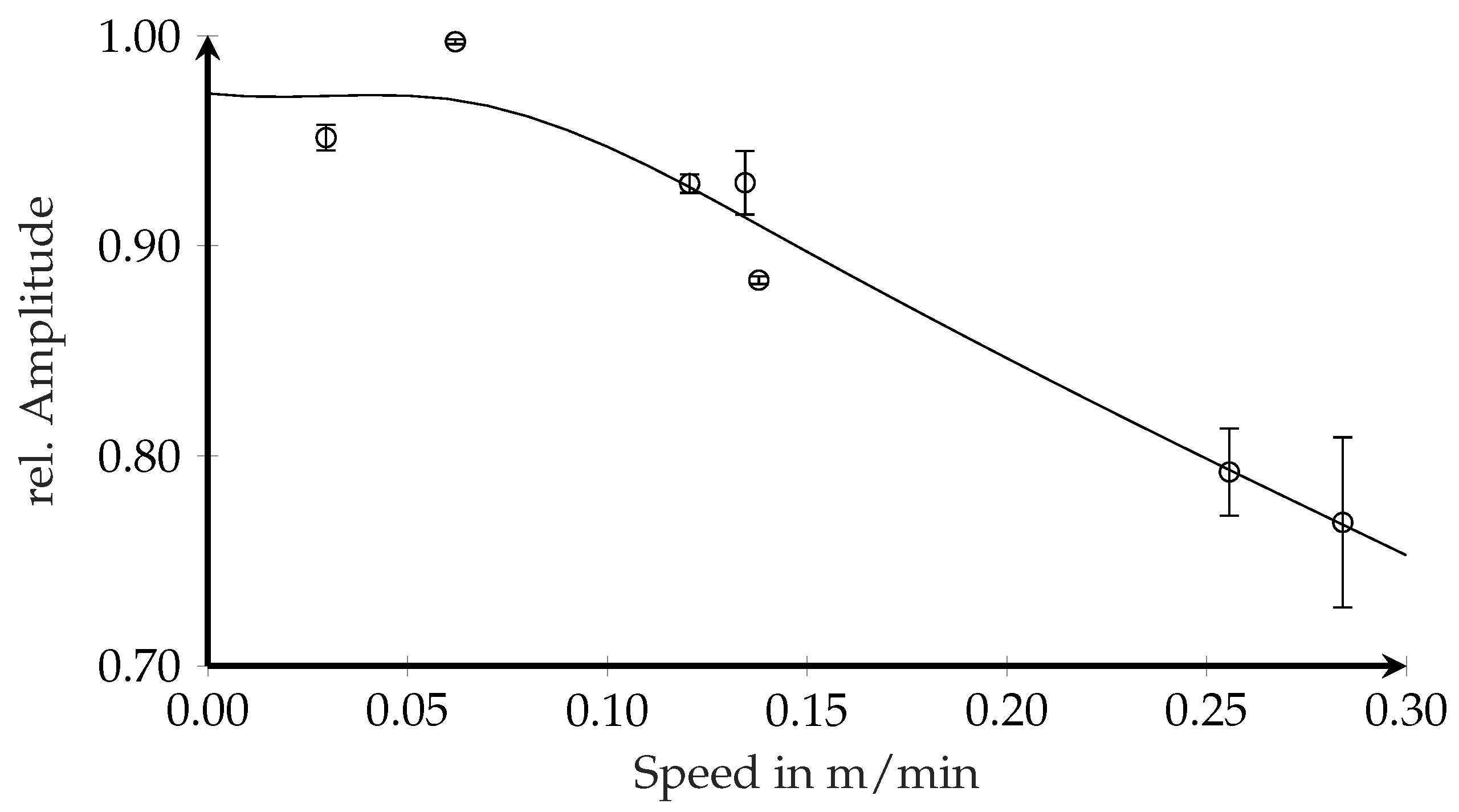
This control setup is validated first inside of a simple 2D FEM simulation with an Epoxy model acquired by extensive differential calorimetry measurements. To gain the sensor signal to state of cure correlation multiple pultrusion processes with a similar setup are used as validation. The result of this correlation for one such process is shown in
Figure 6 where multiple speeds are held for a pultrudated length of at least 1 m each.
With the simulation and sensor signal to state of cure correlation the experiment is run once to validate the general control concept. While multiple runs might bring better fine tuning the control concept is validated in general by the combination of simulation and experiment.
3. Results
At the beginning of the test sequence, a low speed is manually set until the die is completely filled with material. The change of the sensor signal during filling serves as a first estimate for possible influences of constructive or destructive interferences on the sensor signal inside of the tool.
The expectation for the test is a slightly increasing speed with a constant sensor signal after a short adjustment as well as the return to optimum speed after external disturbances. The slight increase in speed is expected due to the increasing curing of the resin in the resin bath.
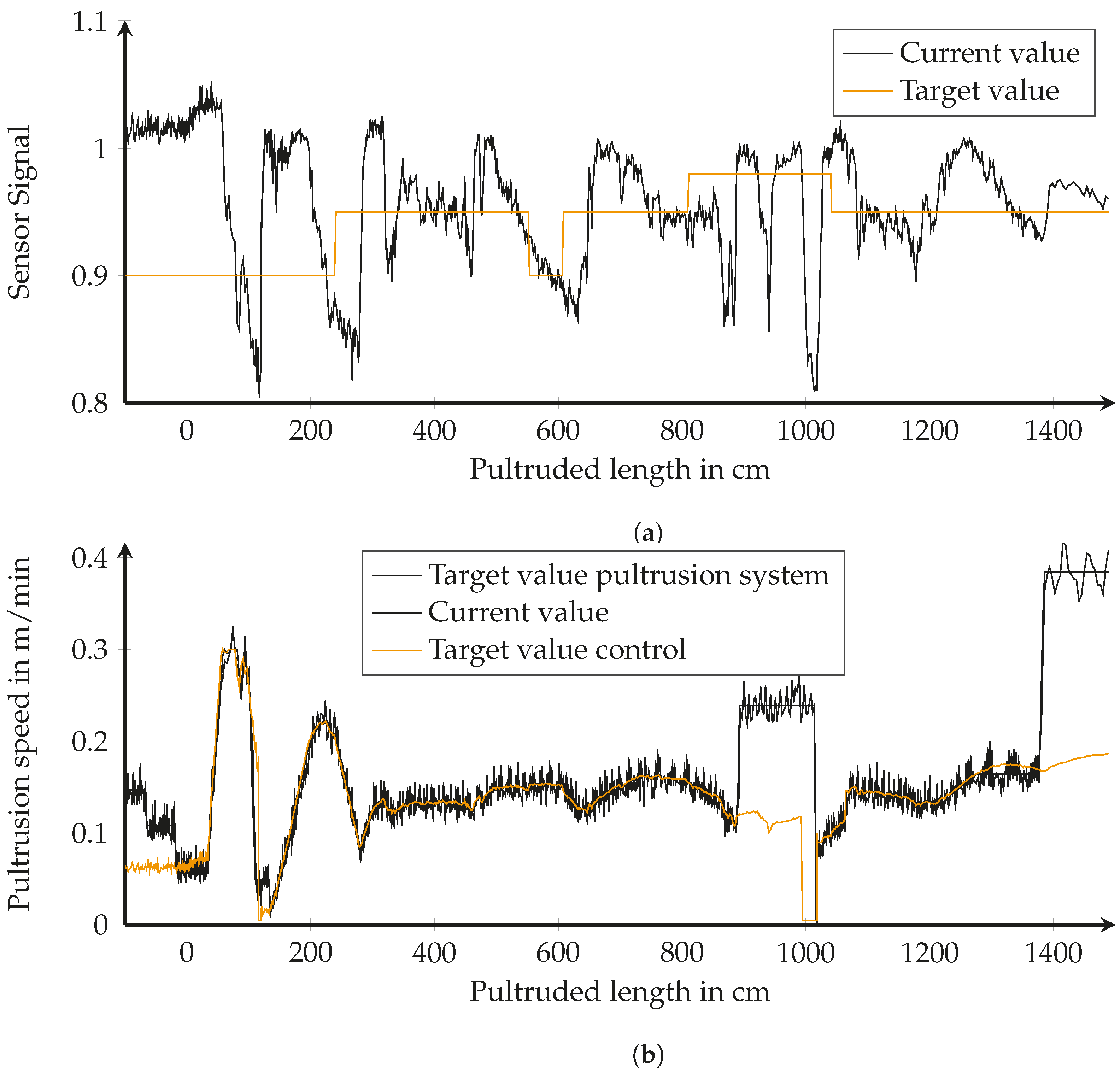
Figure 7 shows the result of the experiment. The upper
Figure 7a shows the actual sensor signal (black) and the target sensor signal (orange) over the pultruded distance. The bottom
Figure 7b shows the actual speed (grey), the target speed of the pultrusion control (orange) and the target speed of the line (black) along the pultruded distance. The nominal speed of the line and the speed of the pultrusion control deviate from each other whenever manual control is used.
The sensor signal deviates from the target value more frequently. The reason for this is different based on the point in the process. Bigger deviation like the start are explained later and are mostly a result of a bigger problems in the process itself. The high level of noise is a result of the high sensor sensitivity.
Figure 7 shows no major change in the sensor signal prior to 0 cm. The noise width is ±2%. However, as the tool fills up from 0 cm to about 30 cm with the material, the signal increases slightly, indicating a slight destructive interference in the empty tool that is reduced by the material. The control is activated at 32 cm and initially creates an increase in the target speed which is too steep. The speed increases so strongly that the material leaves the tool in a partially liquid state.
Figure 8 illustrates this by a significant thickening due to the lack of strength of the material.
The reason for the controller deviation is a strong hysteresis effect. This hysteresis effect leads to supercritical controller behavior with the initial parameters as displayed in
Figure 9. Stable operation, shown in
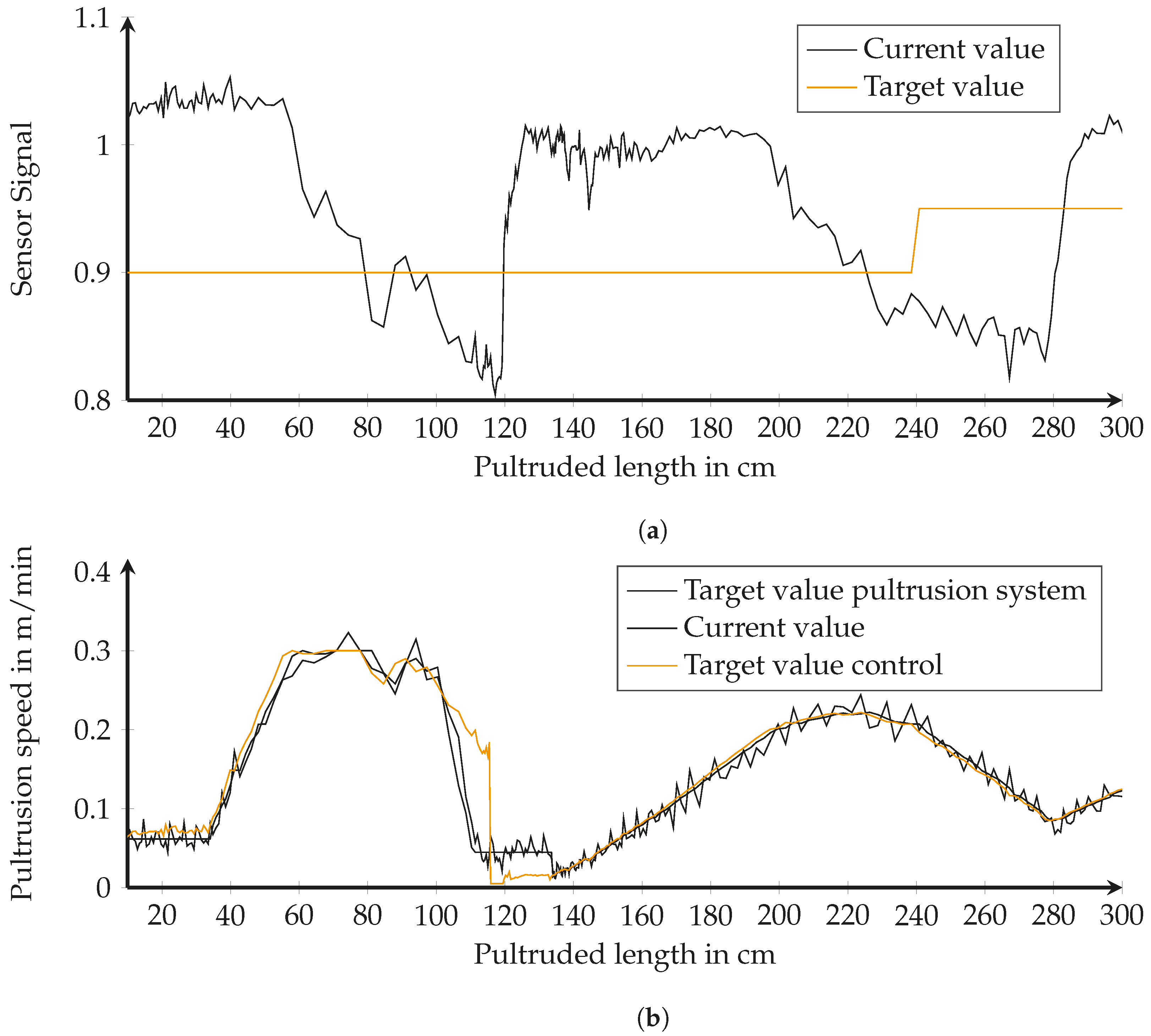
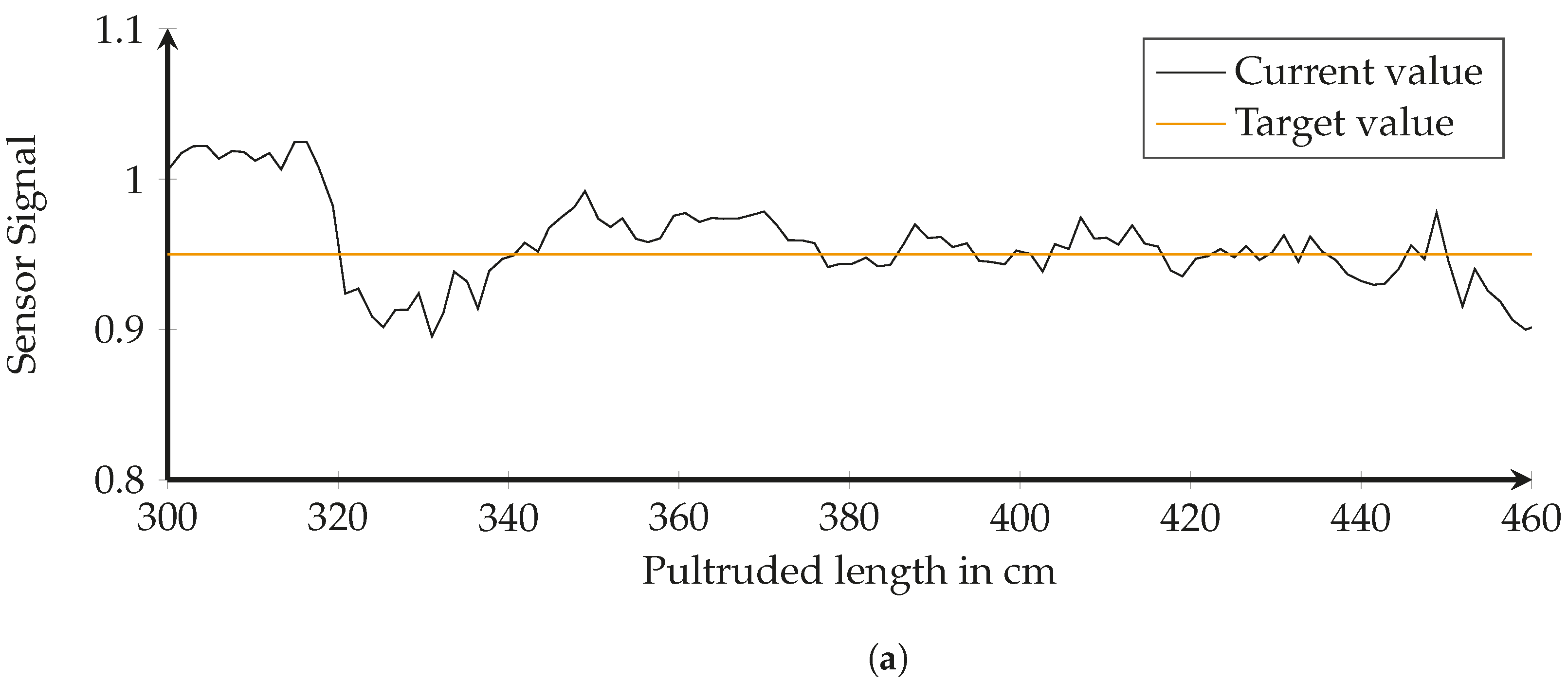
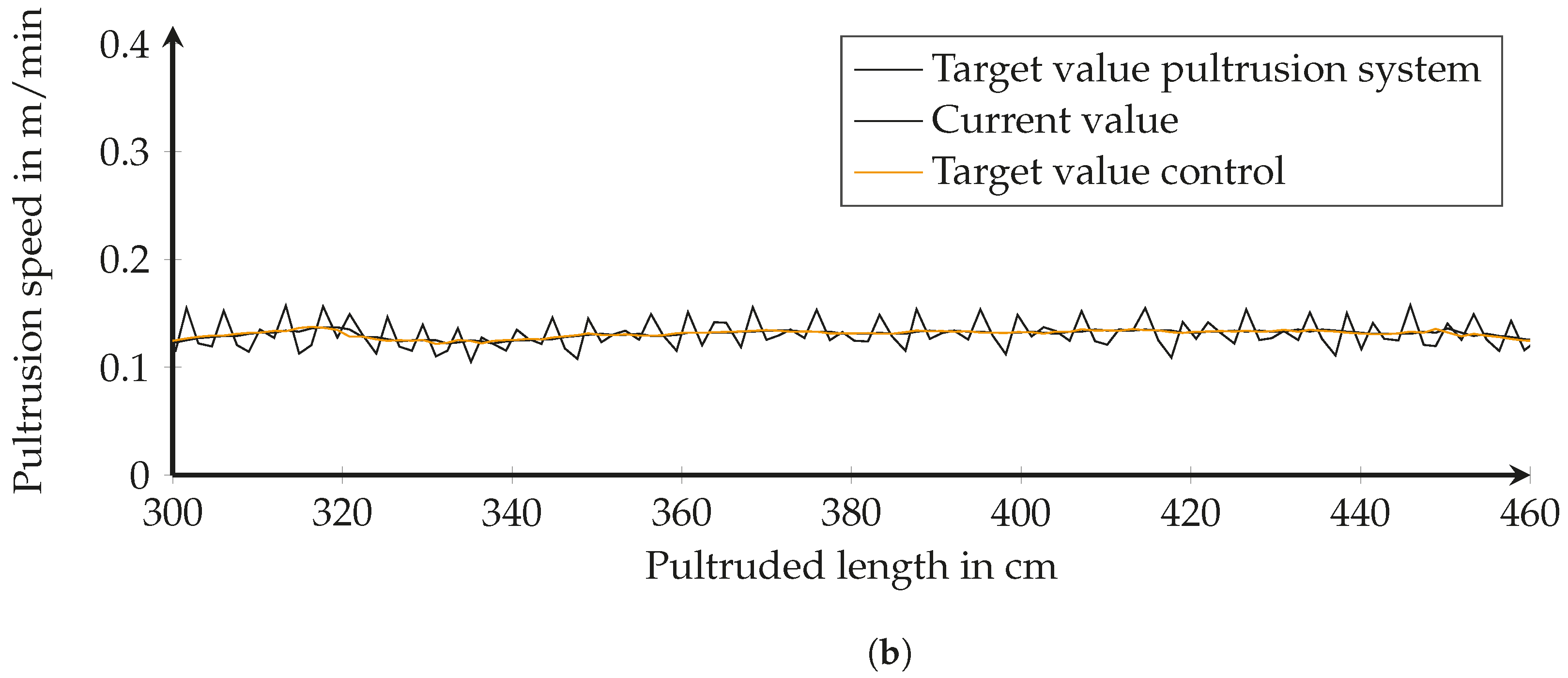
Figure 10, is only achieved by reducing the P and I values twice, finally at 304 cm with a P value of 0.3 and an I value of 1. The stable operation is displayed in
Figure 10 and characterized by a very stable speed and sensor signal. A light undershoot and overshoot in the sensor signal is visible between 300 and 340. This is also accompanied by a small deviation in speed. Even so the deviation was very small, the effect on the sensor signal is high, which shows a high sensitivity of the sensor system.
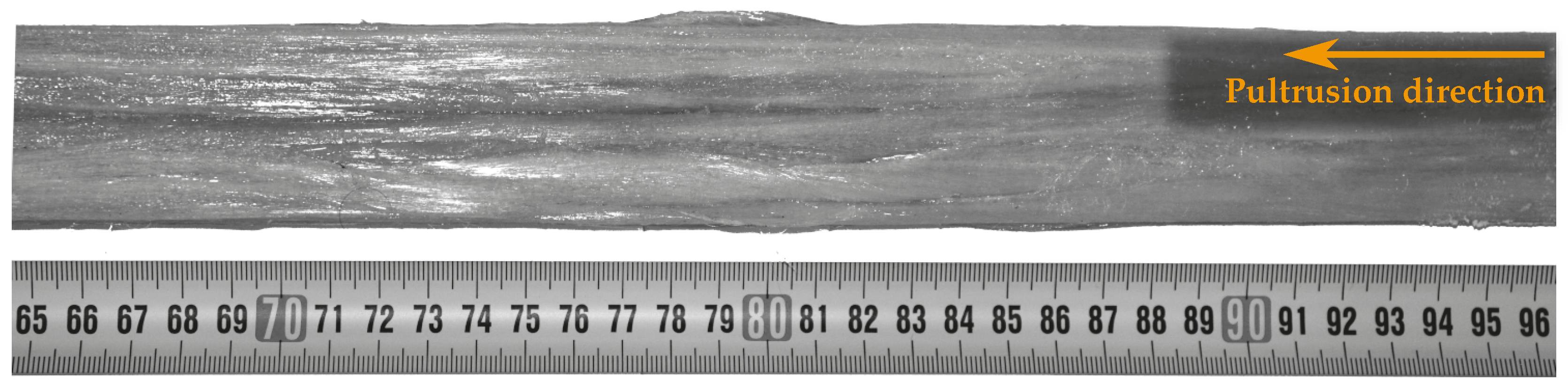
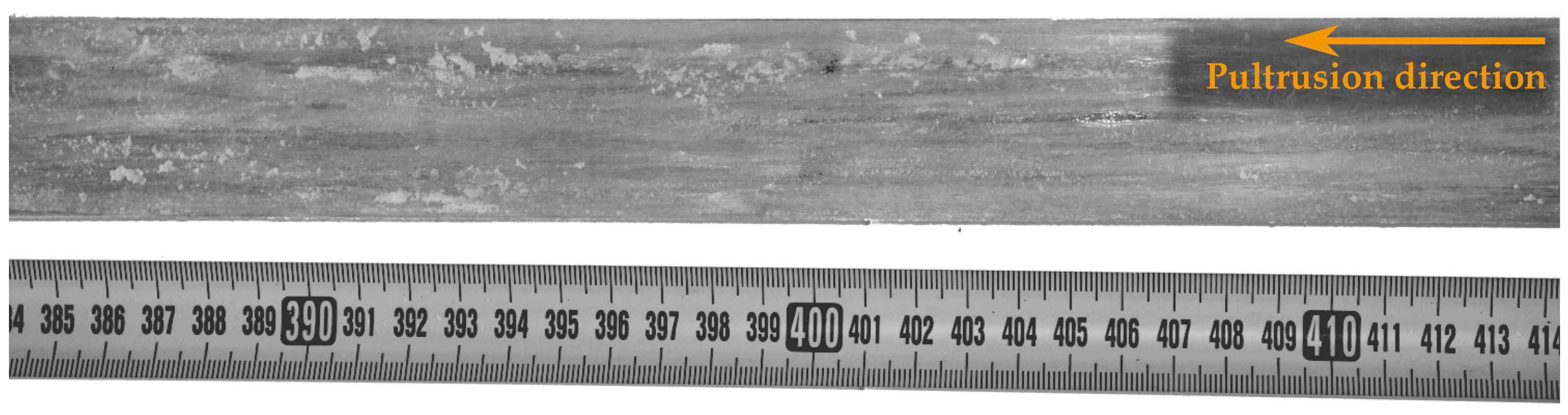
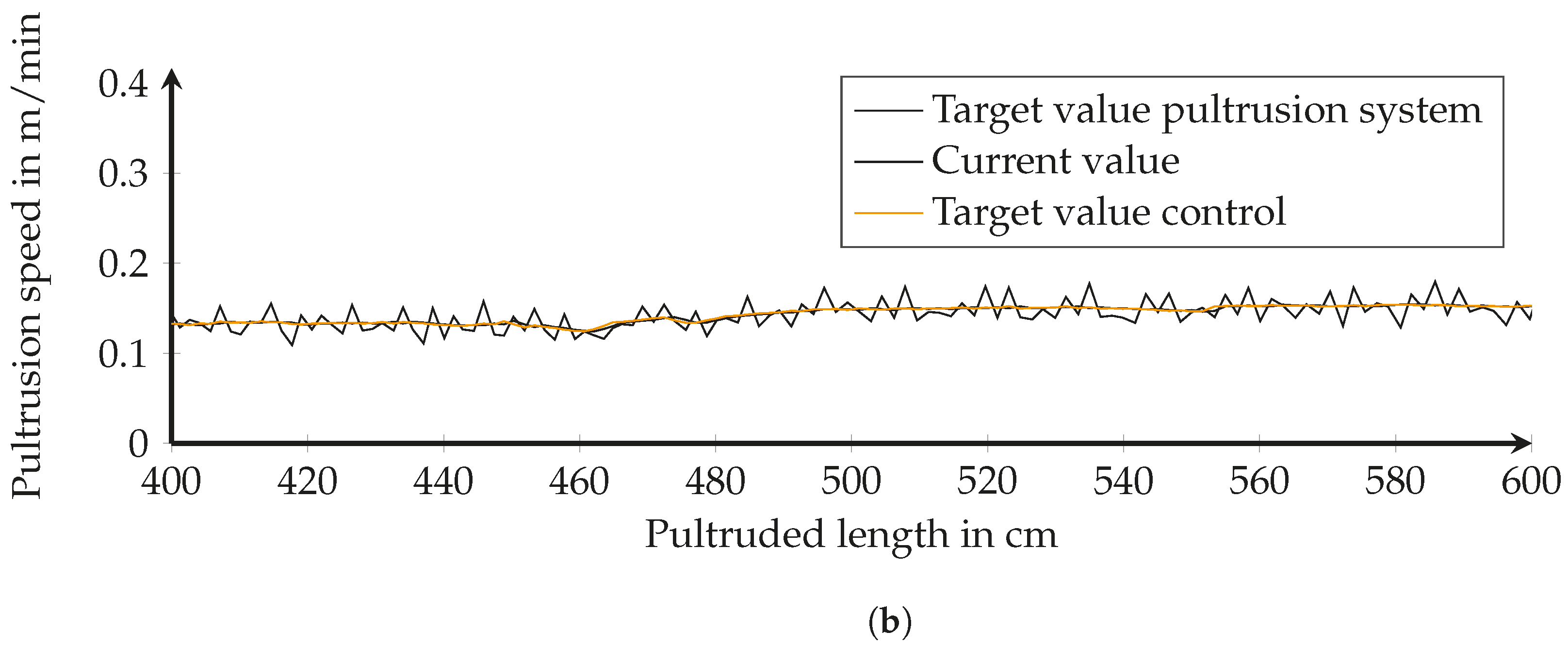
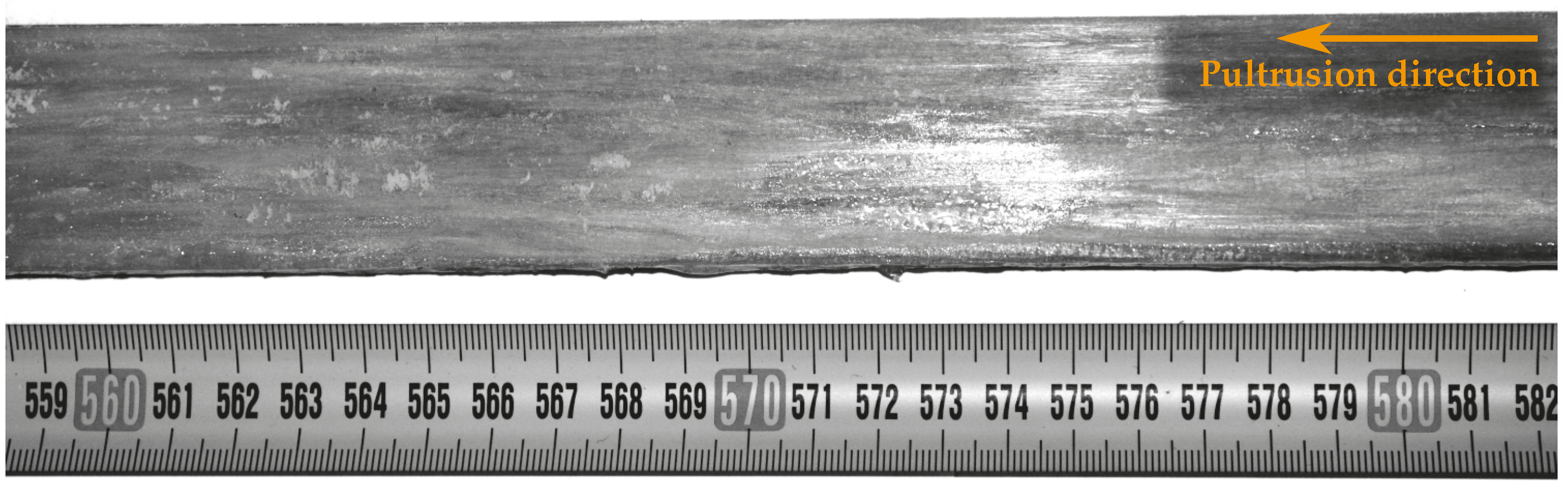
With the final parameters, the control loop can hold the target value at about 400 cm for 100 cm by itself. The material is solid in this range, as can be seen in
Figure 11.
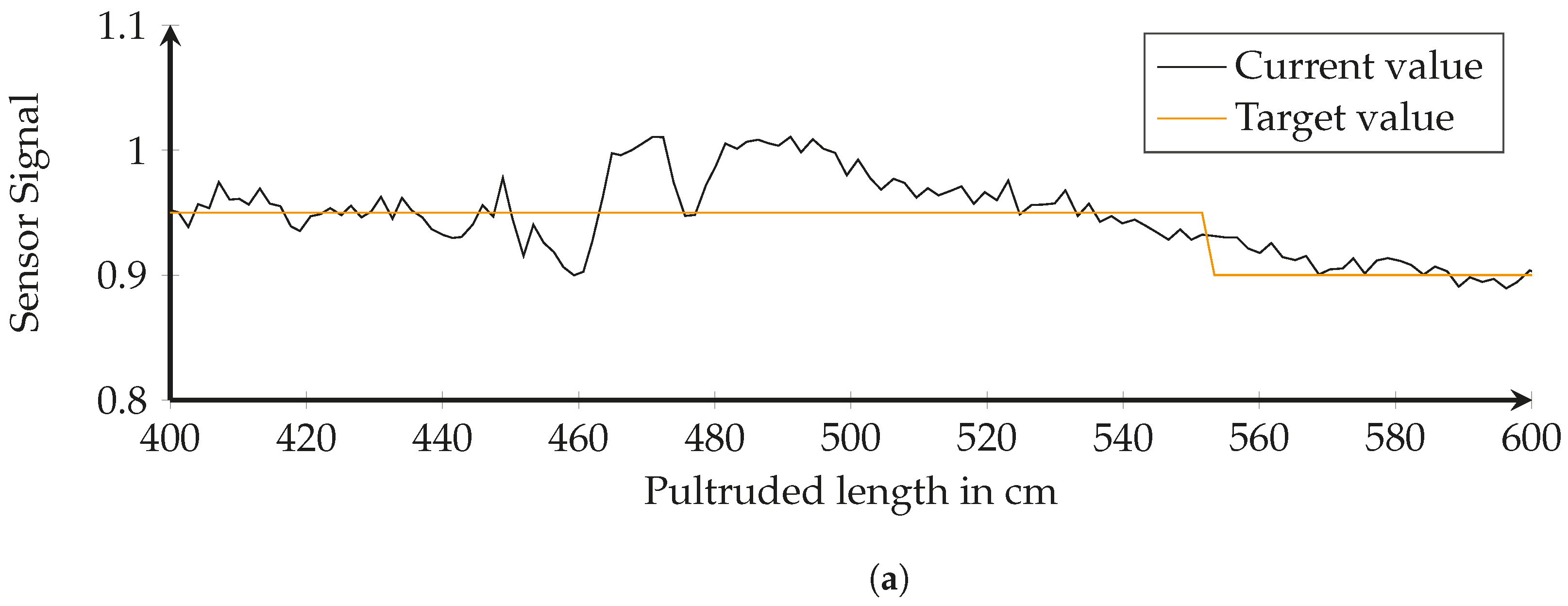
At 463 cm, the signal increases abruptly as shown in
Figure 12a even so the speed is not changing drastically
Figure 12b. The cause is not immediately apparent. One possibility is the formation of a wedge in the tool in front of the sensor, which pushes material away from the tool wall and thus creates an air cushion under the sensor. The controller counteracts this increase without becoming unstable. The subsequent change of the set-point to 0.9 leads to a partially liquid, non stable material, as can be seen in the
Figure 13 from the shape deviations on the underside. The material has too little time here to cure completely.
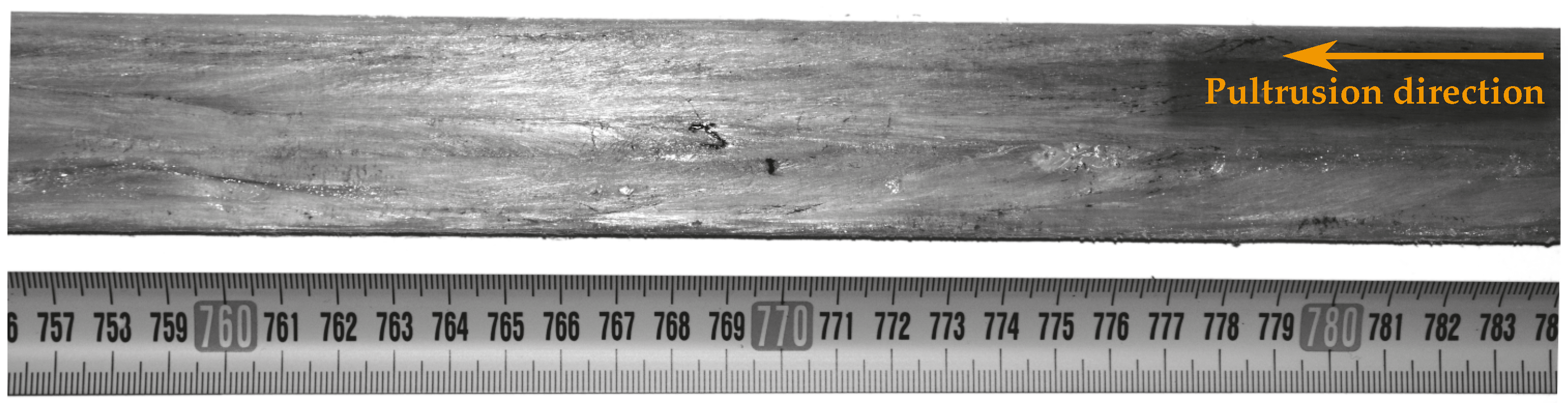
For this reason, the set-point is reset to 0.95. The controller then adjusts to a similar speed as before and maintains it successfully. The material is of good quality in this range (see
Figure 14). This also shows the functionality of the controller.
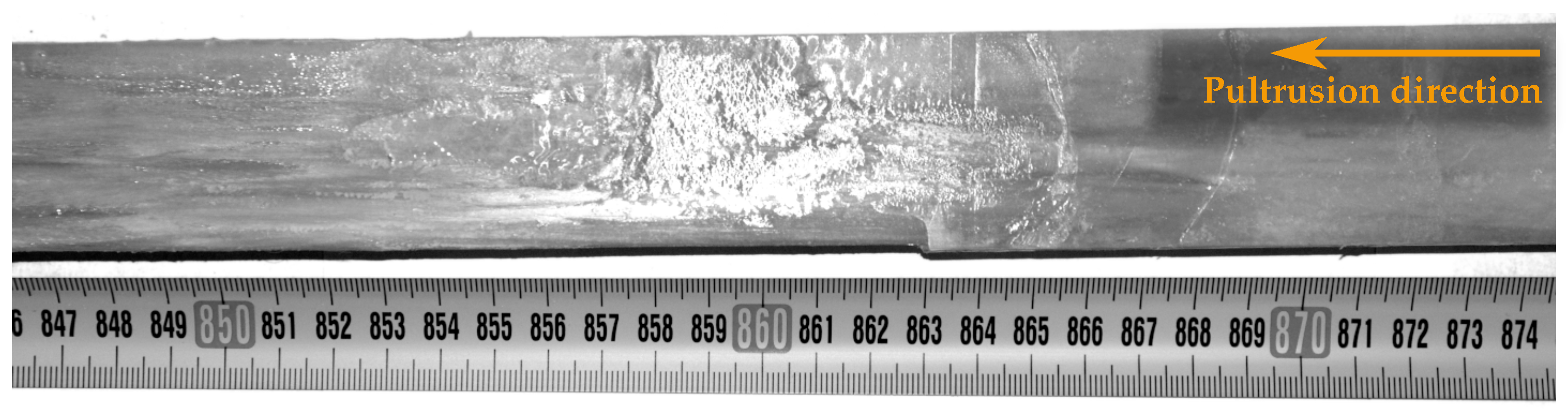
At about 840 cm an abrupt signal dip occurs, which is the result of a strong slip of the material in the pulling mechanism. The material was not moved by the pulling system in this area. The cause of the slippage is a result of contamination on the rubber jaws of the puller, probably caused by the internal release agent, and a wedge of material that grows into the material in the tool. This wedge can be seen in
Figure 15. After this malfunction, the controller successfully set the speed again and produces a good material quality. The release agent used in these settings ensures the permanent separation of material residues on the sides of the material. This is probably due to a non-optimal setting of the resin-hardener release agent system. A measurement of the pultruded material yields a pultruded length of ≈10 m at a theoretical pultruded length of ≈13 m, which suggests little slip adjacent to the standstill.
In addition to the slip, the conversion factor of ticks to length within the speed control also has an influence on the pultruded length. Another interesting aspect of this measurement technique is the indifference to other types of defects, except for underfilling. Currently there no defect dependendent changes in the sensor signals, which where not based on change in filling of the tool or state of cure. While there may be influences, which are currently ignored by the current evaluation method for the sensor signal, further studies need to be conducted.
4. Discussion and Conclusions
The experiments of
Section 3 proofs the concept pf the control theory presented in this paper (
Figure 5) with some exceptions. The use of resonant ultrasonic spectroscopy, as described in [
1], allows for a measurement of the state of cure in closed moulds, which are typical in pultrusion. The method utilizes the change of the acoustic boundary impedance between tool and material by analysing the mean value of the absolute transfer function amplitude. This method generates a clear correlation between speed and sensor signal in
Figure 7, thus creating a correlation between state of cure and sensor signal. A higher speed decreases the time of a piece of material spend inside of the tool thus lowering the state of cure.
This method is also highly robust to smaller defects like the ones seen in
Figure 14. While those smaller defects might influence single frequencies inside of the spectrum the overall mean value remains unchanged. By using machine learning algorithms to analyse the raw sensor signal it might be possible to catch such small errors as well.
Larger problems, like those seen at 860 cm in
Figure 15, create a clear change in the sensor signal as they influence the state of cure below the tool be creating either an air gap, which creates a signal similar to an empty tool or full stops in material transportation which create a signal similar to an RTM process. While those defects would break the control chain used in this paper, this problem can easily be avoided by measuring the dimensions of the material behind the tool as well as material speed independently. While this is state of the art in large pultrusion production processes it was not installed in the small test pultrusion system used in the presented experiments.
One of the biggest problems in the experiment on small experimental pultrusion systems as the one used in the experiments is the right usage of internal mould release. The mould release, if not optimally used, can create flakes on the surface which create small air gaps. Those flakes where observed in this experiment as well. This theory would explain the ejected material at the end of the tool and the sudden signal increase at 463 cm.
Even with those problems, which create a worse case system, the control system proposed in this paper shows a remarkable stability and created a highly uniform output at a self set optimal speed of around 1.5 m/min. In the future more research regarding the influence of the release agent on the sensor signal is necessary as well as advanced control mechanisms. Another possible point for future research is the application of a machine learning algorithm to create an inverse model of the pultrusion process to create a better forward control system.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
















