
Buckling Optimization of Variable Stiffness Composite Panels for Curvilinear Fibers and Grid Stiffeners


Abstract
:1. Introduction
2. Numerical Modeling
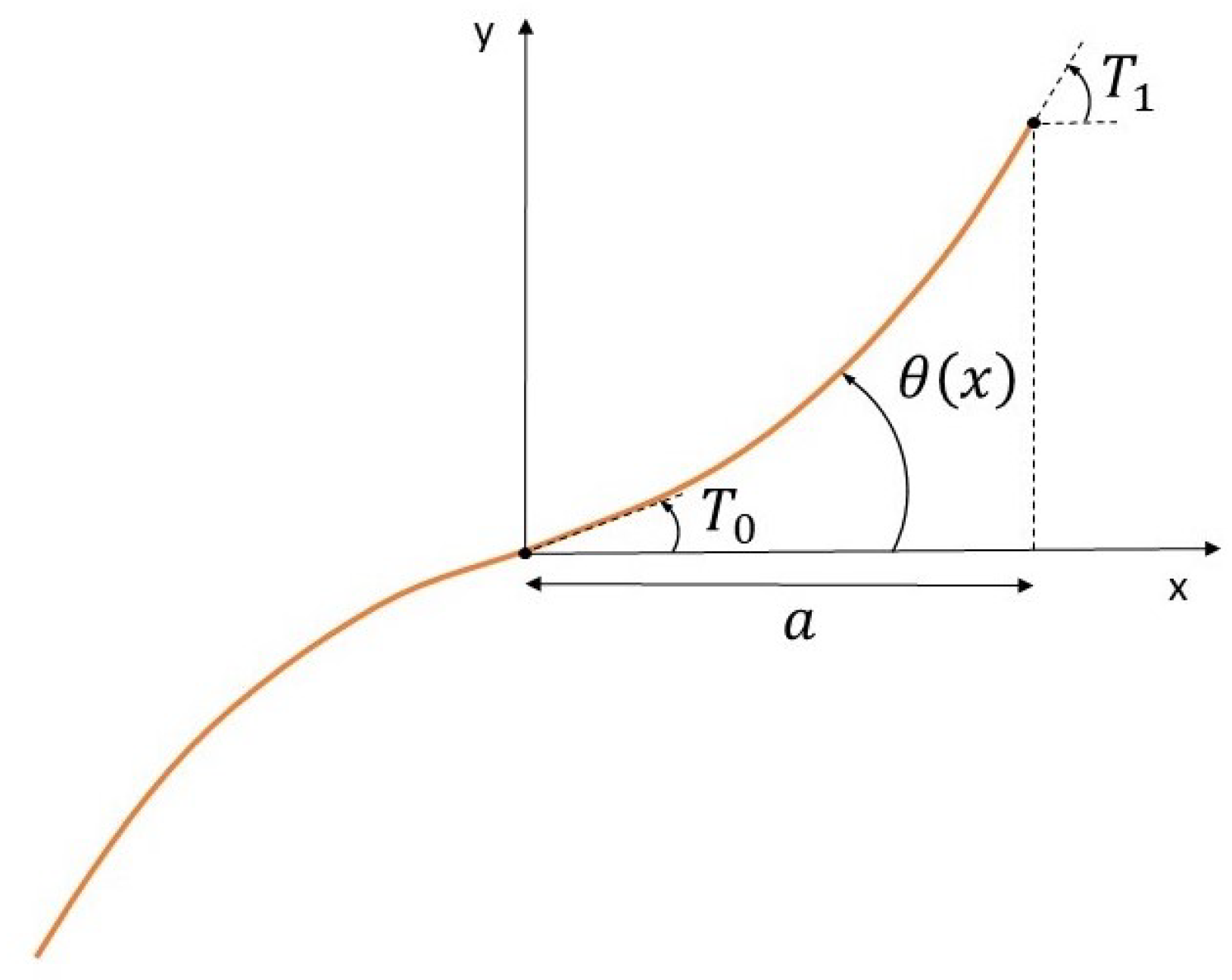
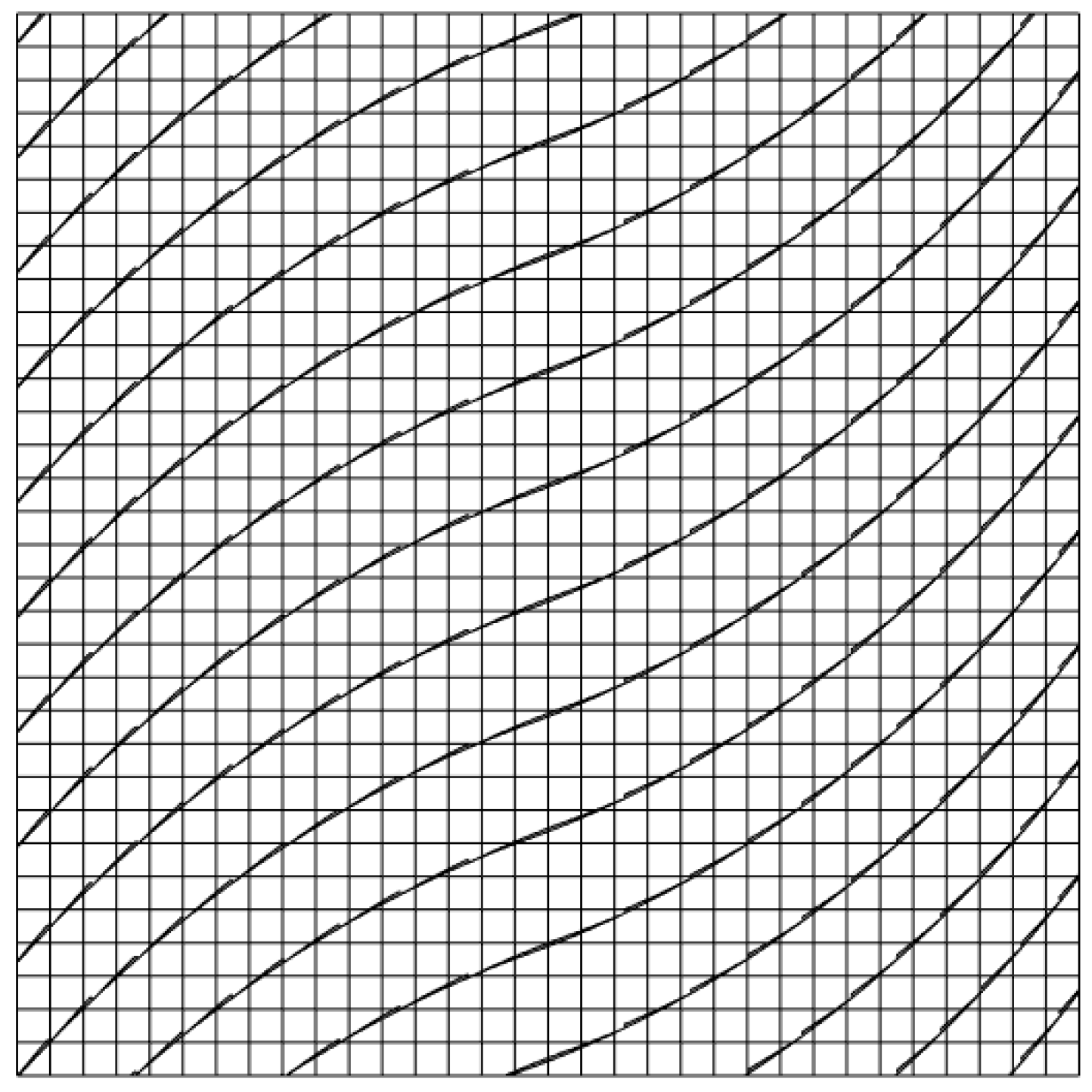
2.1. Curvilinear Skin Fibers
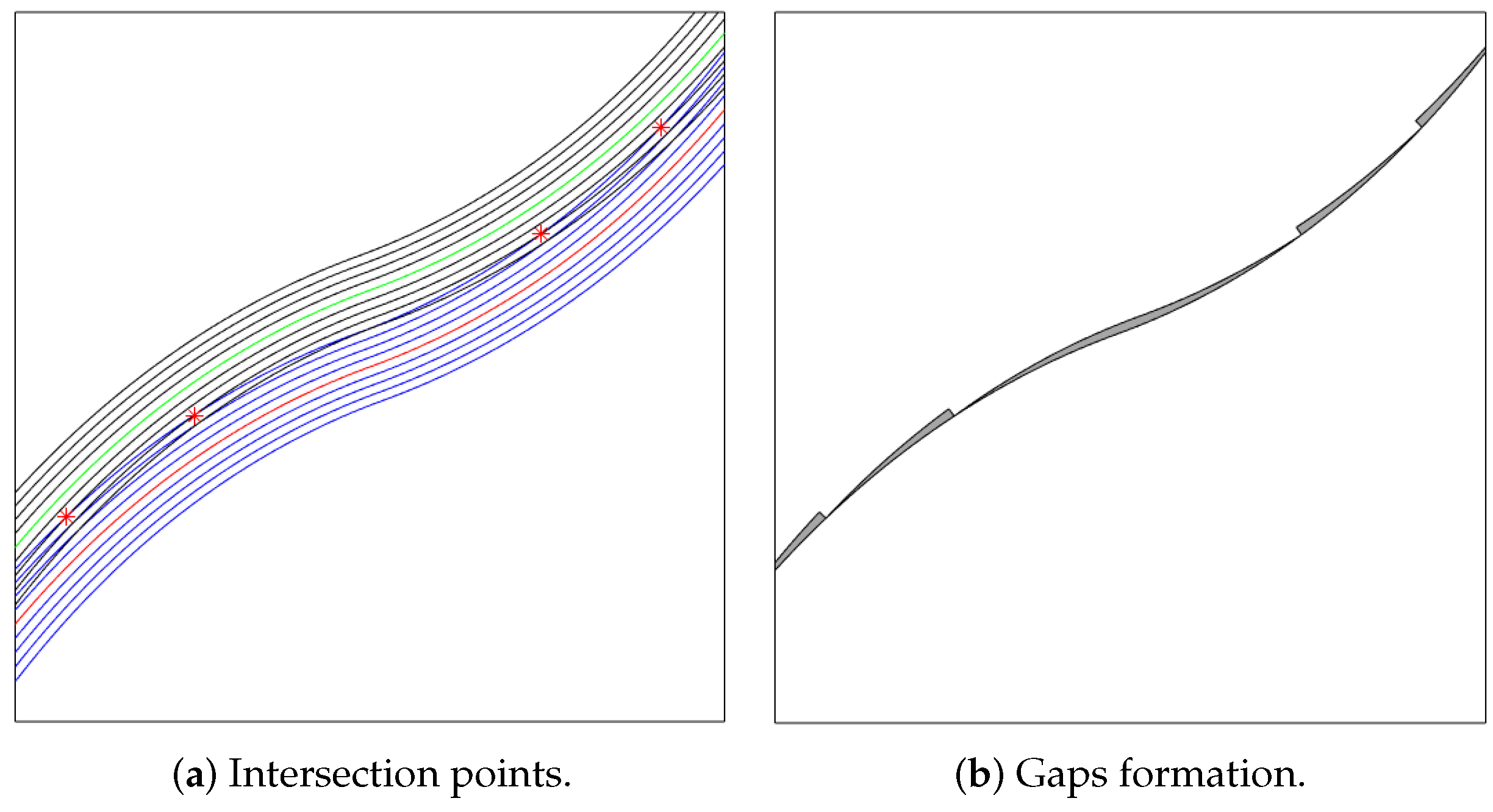
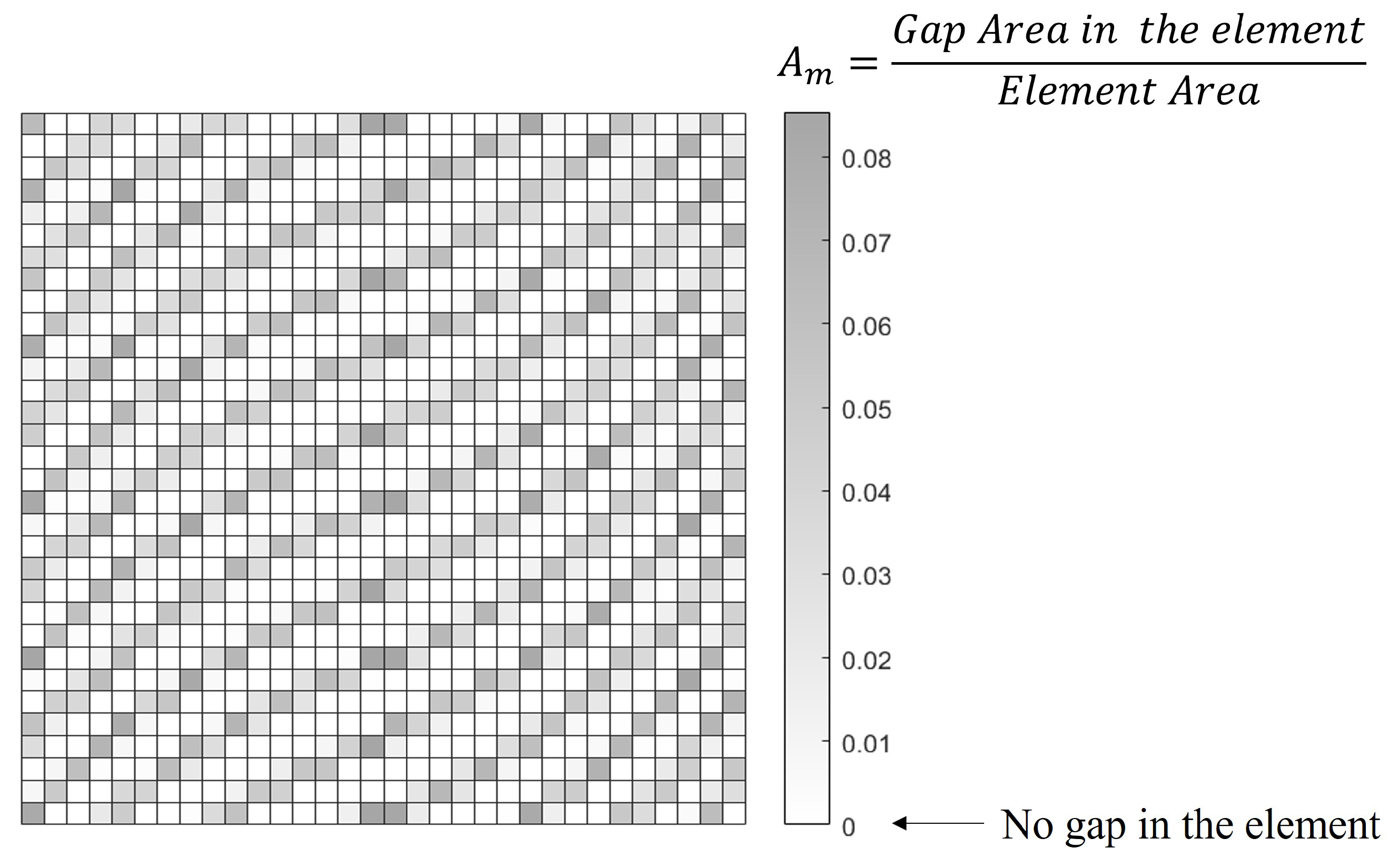
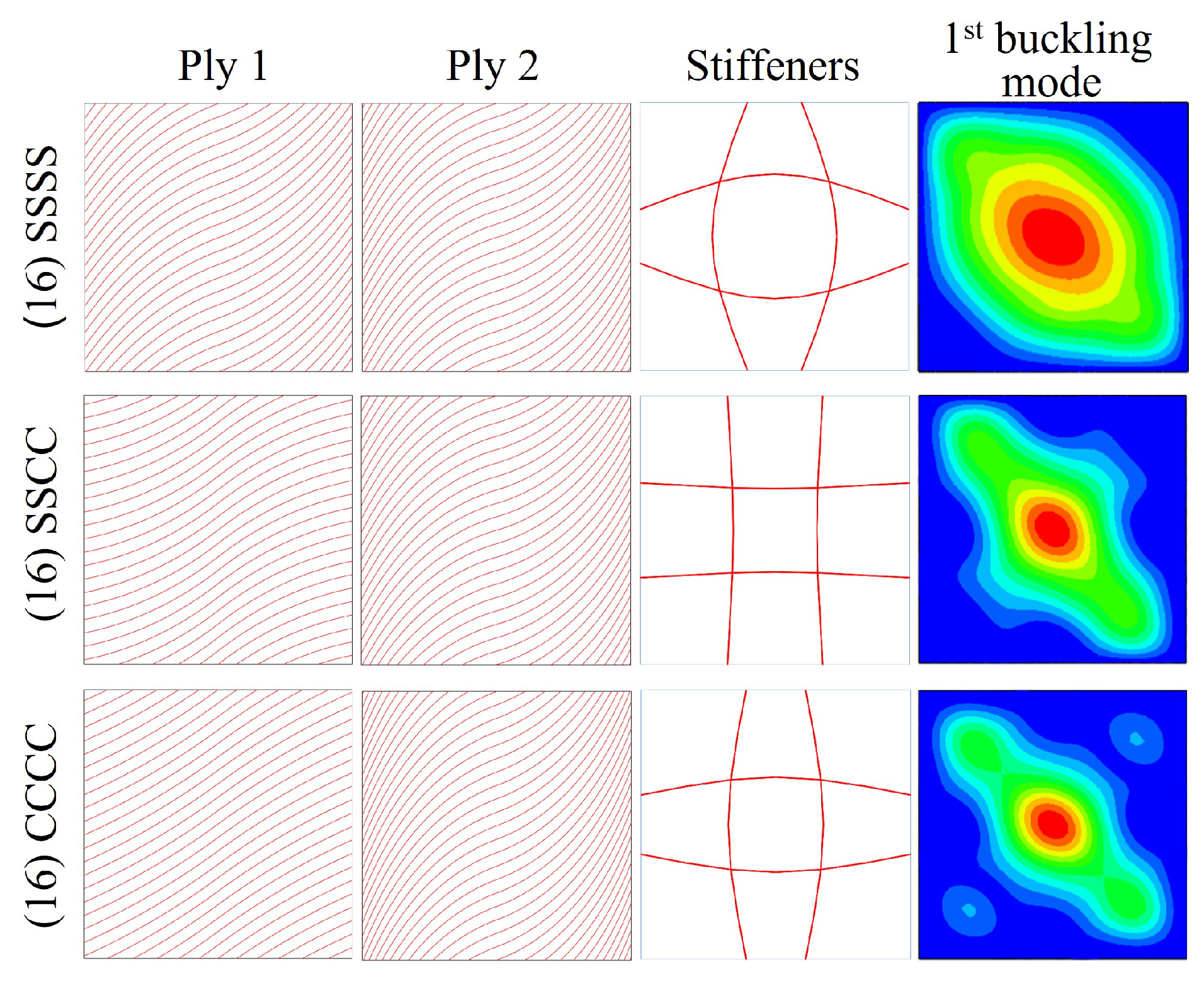
2.2. Modeling of Gaps induced by VS Laminate Manufacturing
2.3. Stiffener Layout
2.3.1. Stiffener Path
2.3.2. Stiffener Cross Section
3. Optimization Statement
3.1. Curvature Constraint
3.1.1. Skin Fibers Curvature Constraint
3.1.2. Stiffener Curvature Constraint
4. Results
4.1. Case Studies
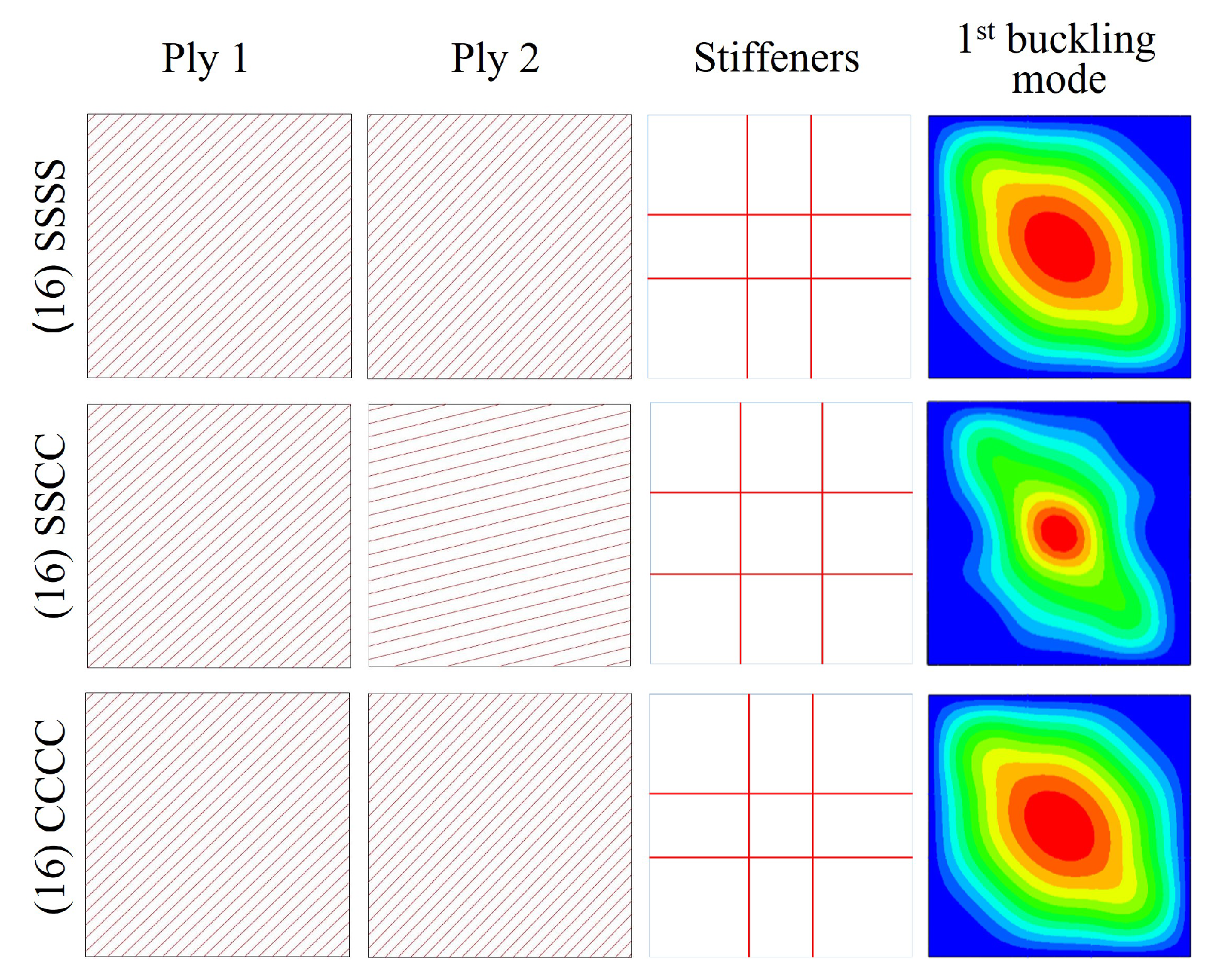
4.2. Straight Fiber Optimization
4.2.1. Biaxial Compression Load Case
4.2.2. Biaxial Compression Plus Shear Load Case
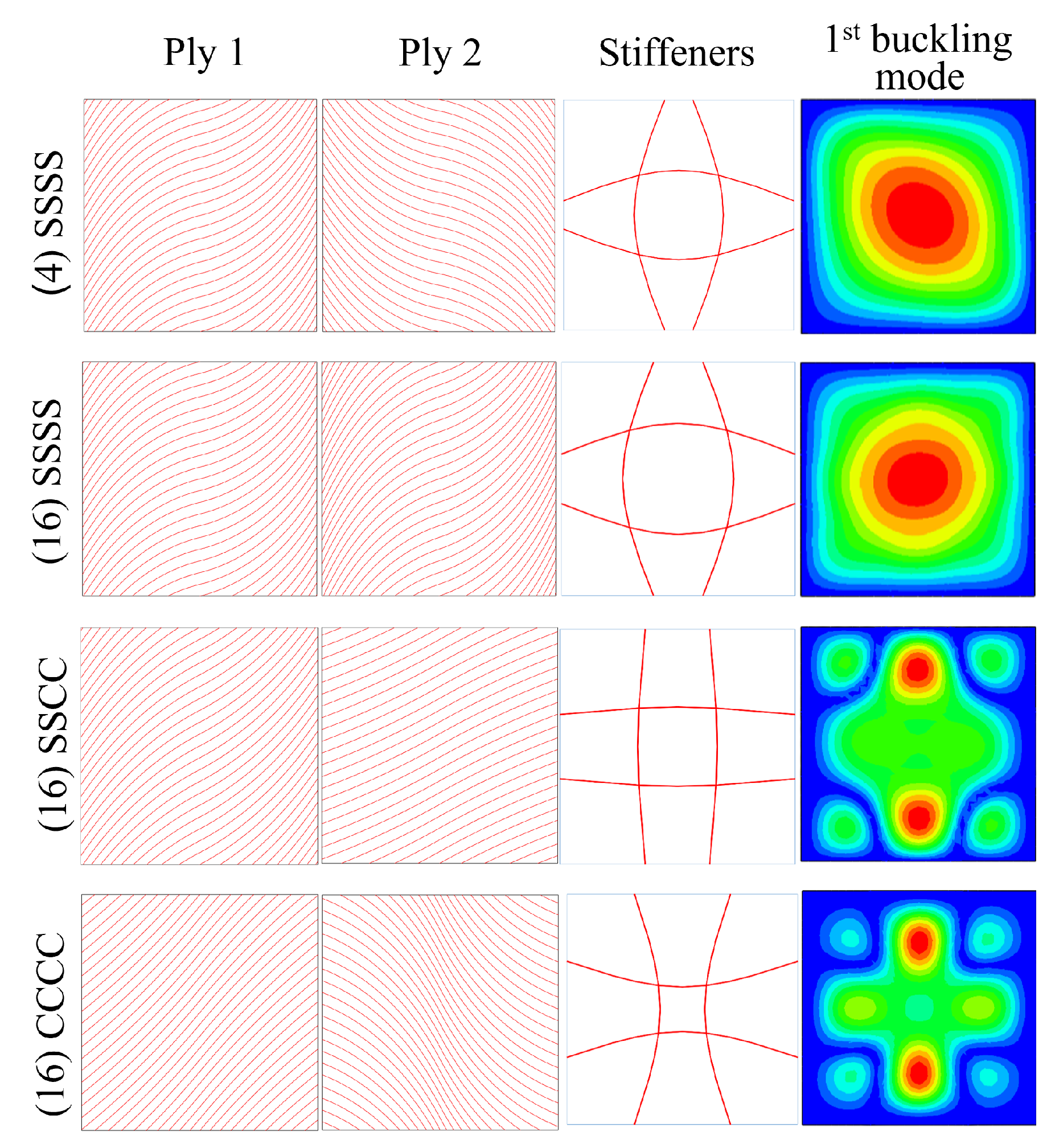
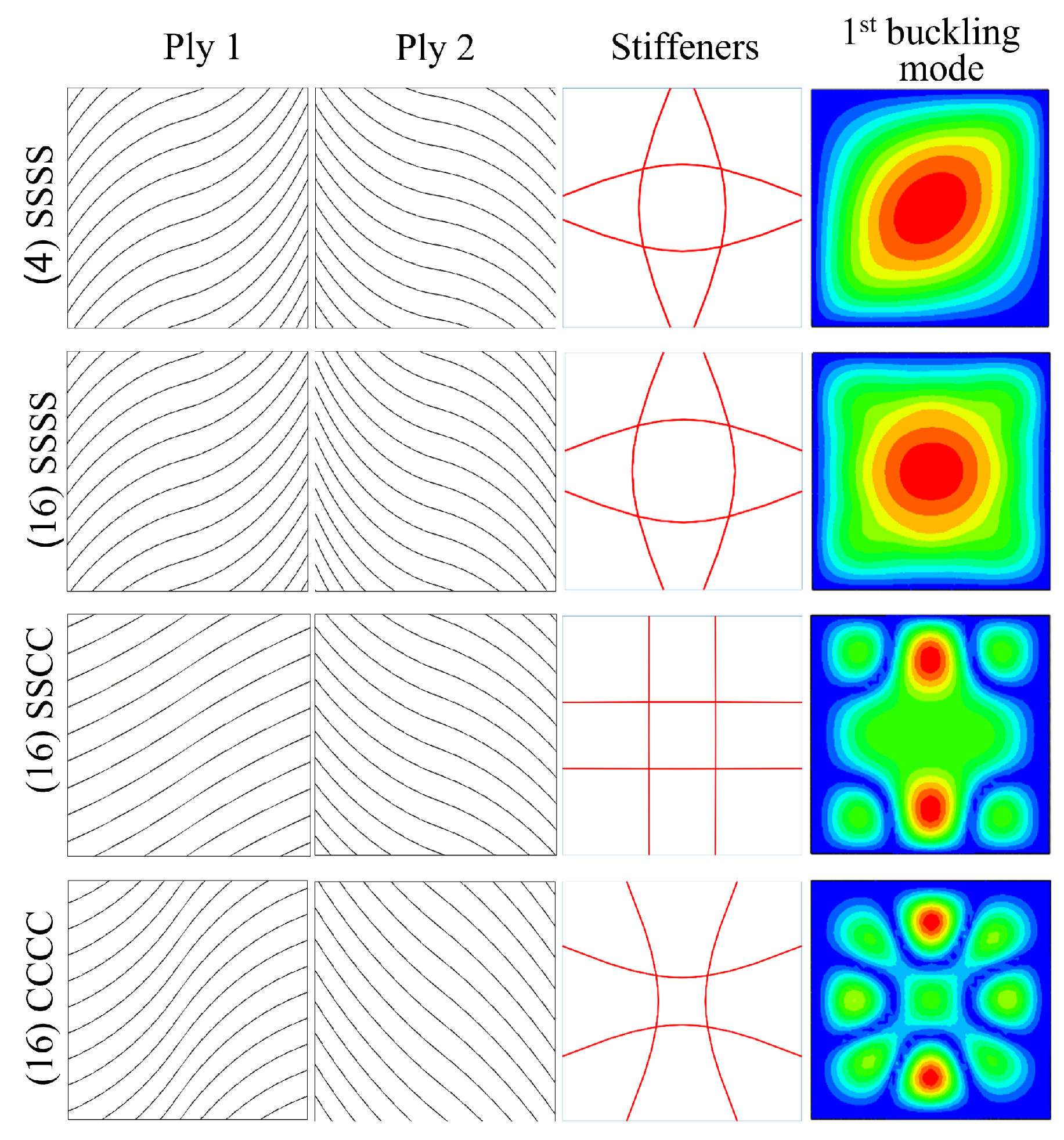
4.3. Curvilinear Fiber Optimization
4.3.1. Biaxial Compression Load Case
4.3.2. Biaxial Compression Plus Shear Load Case
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| AFP | Automated Fiber Placement |
| BF | Buckling Factor |
| CS | Constant Stiffness |
| FEM | Finite Element Model |
| GA | Genetic algorithm |
| NURBS | Non-Uniform Rational B-Splines |
| VS | Variable Stiffness |
References
- Olmedo, R.; Gurdal, Z. Buckling response of laminates with spatially varying fiber orientations. In Proceedings of the Collection of Technical Papers—AIAA/ASME Structures, Structural Dynamics and Materials Conference, La Jolla, CA, USA, 19–22 April 1993; pp. 2261–2269. [Google Scholar] [CrossRef]
- Almeida, J.; St-Pierre, L.; Wang, Z.; Ribeiro, M.; Amico, S.; Castro, S. Design, modeling, optimization, manufacturing and testing of variable-angle filament-wound cylinders. Compos. Part B Eng. 2021, 225, 109224. [Google Scholar] [CrossRef]
- Wang, Z.; Almeida, J.; St-Pierre, L.; Wang, Z.; Castro, S. Reliability-based buckling optimization with an accelerated Kriging metamodel for filament-wound variable angle tow composite cylinders. Compos. Struct. 2021, 254, 112821. [Google Scholar] [CrossRef]
- Castro, S.; Almeida, J.; St-Pierre, L.; Wang, Z. Measuring geometric imperfections of variable-angle filament-wound cylinders with a simple digital image correlation set up. Compos. Struct. 2021, 276, 114497. [Google Scholar] [CrossRef]
- Almeida, J.; Bittrich, L.; Nomura, T.; Spickenheuer, A. Cross-section optimization of topologically-optimized variable-axial anisotropic composite structures. Compos. Struct. 2019, 225, 111150. [Google Scholar] [CrossRef]
- Almeida, J.; Bittrich, L.; Jansen, E.; Tita, V.; Spickenheuer, A. Buckling optimization of composite cylinders for axial compression: A design methodology considering a variable-axial fiber layout. Compos. Struct. 2019, 222, 110928. [Google Scholar] [CrossRef]
- Dang, T.; Kapania, K.; Slemp, W.; Bhatia, M.; Gurav, S. Optimization and postbuckling analysis of curvilinear-stiffened panels under multiple-load cases. J. Aircr. 2010, 47, 1656–1671. [Google Scholar] [CrossRef]
- Nagendra, S.; Haftka, H.; Gürdal, Z. Design of a blade stiffened composite panel by a genetic algorithm. In Proceedings of the Collection of Technical Papers—AIAA/ASME Structures, Structural Dynamics and Materials Conference, La Jolla, CA, USA, 19–22 April 1993; pp. 2418–2436. [Google Scholar]
- Hao, P.; C, L.; Yuan, X.; Wang, B.; Li, G.; Zhu, T.; Niu, F. Buckling optimization of variable-stiffness composite panels based on flow field function. Compos. Struct. 2017, 181, 240–255. [Google Scholar] [CrossRef]
- Sohouli, A.; Yildiz, M.; Suleman, A. Design optimization of thin-walled composite structures based on material and fiber orientation. Compos. Struct. 2017, 176, 1081–1095. [Google Scholar] [CrossRef]
- Wu, Z.; Weaver, P.; Raju, G.; Kim, B. Buckling analysis and optimisation of variable angle tow composite plates. Thin-Walled Struct. 2012, 60, 163–172. [Google Scholar] [CrossRef] [Green Version]
- Ijsselmuiden, S. Optimal Design of Variable Stiffness Composite Structures Using Lamination Parameters. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2011. [Google Scholar]
- Blom, A.; Lopes, C.; Kromwijk, P.; Gurdal, Z.; Camanho, P.P. A Theoretical Model to Study the Influence of Tow-drop Areas on the Stiffness and Strength of Variable-stiffness Laminates. J. Compos. Mater. 2009, 43, 403–425. [Google Scholar] [CrossRef]
- Fayazbakhsh, K.; Nik, M.; Pasini, D.; Lessard, L. Defect layer method to capture effect of gaps and overlaps in variable stiffness laminates made by Automated Fiber Placement. Compos. Struct. 2013, 97, 245–251. [Google Scholar] [CrossRef] [Green Version]
- Brooks, T.; Martins, J. On manufacturing constraints for tow-steered composite design optimization. Compos. Struct. 2018, 204, 548–559. [Google Scholar] [CrossRef]
- Alhajahmad, A.; Mittelstedt, C. Buckling performance of curvilinearly grid-stiffened tow-placed composite panels considering manufacturing constraints. Compos. Struct. 2021, 260, 113271. [Google Scholar] [CrossRef]
- Liu, D.; Hao, P.; Zhang, K.; Tian, K.; Wang, B.; Li, G.; Xu, W. On the integrated design of curvilinearly grid-stiffened panel with non-uniform distribution and variable stiffener profile. Mater. Des. 2020, 190, 108556. [Google Scholar] [CrossRef]
- Wang, D.; Abdalla, M.; Zhang, W. Buckling optimization design of curved stiffeners for grid-stiffened composite structures. Compos. Struct. 2017, 159, 656–666. [Google Scholar] [CrossRef]
- Praticò, L.; Galos, J.; Cestino, E.; Frulla, G.; Marzocca, P. Experimental and numerical vibration analysis of plates with curvilinear sub-stiffeners. Eng. Struct. 2020, 209, 109956. [Google Scholar] [CrossRef]
- Zhao, W.; Kapania, R. Buckling analysis of unitized curvilinearly stiffened composite panels. Compos. Struct. 2016, 135, 365–382. [Google Scholar] [CrossRef]
- Kapania, R.; Li, J.; Kapoor, H. Optimal design of unitized panels with curvilinear stiffeners. In Proceedings of the Collection of Technical Papers—AIAA 5th ATIO and the AIAA 16th Lighter-than-Air Systems Technology Conference and Balloon Systems, Arlington, VA, USA, 26–28 September 2005; Volume 3, pp. 1708–1737. [Google Scholar] [CrossRef]
- Singh, K.; Kapania, R. Buckling load maximization of curvilinearly stiffened tow-steered laminates. J. Aircr. 2019, 56, 2272–2284. [Google Scholar] [CrossRef]
- Vescovini, R.; Oliveri, V.; Pizzi, D.; Dozio, L.; Weaver, P. Pre-buckling and Buckling Analysis of Variable-Stiffness, Curvilinearly Stiffened Panels. Aerotec. Missili Spaz. 2020, 99, 43–52. [Google Scholar] [CrossRef]
- Tatting, B.; Gürdal, Z. Design and Manufacture Tow Placed Plates of Elastically Tailored; NASA/CR: Silicon Valley, CA, USA, 2002.
- Dassault Systemes. Abaqus 6.14 Documentation. 2014. Available online: http://130.149.89.49:2080/v6.14/ (accessed on 10 December 2021).
- Waldhart, C. Analysis of Tow-Placed, Variable-Stiffness Laminates. Master’s Thesis, Faculty of the Virginia Polytechnic Institute and State University, Arlington, VA, USA, 1996. [Google Scholar]
- Zhao, W.; Kapania, R. Vibration analysis of curvilinearly stiffened composite panel subjected to in-plane loads. AIAA J. 2017, 55, 981–997. [Google Scholar] [CrossRef]
- Blom, A.W. Structural performance of fiber-placed, variable-stiffness composite conical and cylindrical shells. Ph.D. Thesis, Delft University of Technology, Delft, The Netherlands, 2010. [Google Scholar]
- Kiusalass, J. Numerical Methods in Engineering with MATLAB; Cambridge University Press: Cambridge, UK, 2010; Chapter 3. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lower bound | −1 | −1 | −1 | 0 | −1 |
| Upper bound | 1 | 1 | 1 | 0.25 | 1 |
| Graphite-Epoxi | Epoxi | ||
|---|---|---|---|
| 132.38 GPa | |||
| 10.76 GPa | 3.7 GPa | ||
| 10.76 GPa | |||
| 0.24 | |||
| 0.24 | 0.3 | ||
| 0.49 | |||
| 5.65 GPa | |||
| 5.65 GPa | 1.4 GPa | ||
| 3.38 GPa | |||
| Total Plies | Boundary Conditions | Buckling Load | |||
|---|---|---|---|---|---|
| 4 | SSSS | 44.9 | −45.3 | 0.140 | 119 |
| 16 | SSSS | 44.8 | −45.1 | 0.146 | 20,340 |
| 16 | SSCC | 31.5 | −32.5 | 0.094 | 43,310 |
| 16 | CCCC | 45.3 | −45.5 | 0.088 | 48,780 |
| Total Plies | Boundary Conditions | Buckling Load | |||
|---|---|---|---|---|---|
| 16 | SSSS | 43.9 | 45.9 | 0.095 | 35,380 |
| 16 | SSCC | 42 | 13.9 | 0.086 | 67,650 |
| 16 | CCCC | 48.3 | 40.1 | 0.157 | 85,840 |
| Total Plies | Boundary Conditions | Max Curvature | Buckling Load | Improvement | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 4 | SSSS | 14.2 | 60.9 | −11.6 | −57.8 | 0.110 | 0.387 | 150 | 25 | |
| 16 | SSSS | 13.9 | 59.5 | 18.5 | 66.2 | 0.0987 | 0.475 | 24,210 | 19 | |
| 16 | SSCC | 27.5 | 56 | 29.3 | 20.4 | 0.159 | −0.337 | 41,360 | −4 | |
| 16 | CCCC | 50.2 | 38.9 | −62.1 | −21.6 | 0.177 | −0.193 | 49,770 | 2 | |
| Total Plies | Boundary Conditions | Max Curvature | Gap Area (%) | Buckling Load | Improvement (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 4 | SSSS | 15.4 | 60.7 | −9 | −54.6 | 0.138 | −0.364 | 2.03 | 145 | 22 | |
| 16 | SSSS | 15.6 | 57.4 | −15.6 | −62.2 | 0.104 | 0.433 | 2.07 | 24,190 | 19 | |
| 16 | SSCC | 34 | 23.6 | −20 | −50.4 | 0.160 | −0.280 | 1.76 | 41,010 | −5 | |
| 16 | CCCC | 55.2 | 21 | −38.8 | −56.6 | 0.183 | −0.197 | 1.86 | 49,360 | 1 | |
| Total Plies | Boundary Conditions | Max Curvature | Buckling Load | Improvement | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 16 | SSSS | 20.2 | 55.0 | 17.3 | 63.1 | 0.100 | 0.464 | 41,000 | 16 | |
| 16 | SSCC | 37.9 | 11.2 | 16.1 | 63.0 | 0.169 | −0.311 | 69,050 | 2 | |
| 16 | CCCC | 36.2 | 23.9 | 20.3 | 68.7 | 0.0976 | 0.353 | 85,620 | −0.2 | |
| Total Plies | Boundary Conditions | Max Curvature | Gap Area (%) | Buckling Load | Improvement (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 16 | SSSS | 15.9 | 61 | −13.6 | −60.2 | 0.0949 | 0.488 | 2.08 | 40,870 | 15 | |
| 16 | SSCC | 42.4 | 10.4 | 16.8 | 62.4 | 0.161 | −0.295 | 1.97 | 69,010 | 2 | |
| 16 | CCCC | 72.7 | 36.2 | 26.3 | 64.2 | 0.099 | 0.322 | 2.26 | 81,450 | −5 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arranz, S.; Sohouli, A.; Suleman, A. Buckling Optimization of Variable Stiffness Composite Panels for Curvilinear Fibers and Grid Stiffeners. J. Compos. Sci. 2021, 5, 324. https://doi.org/10.3390/jcs5120324
Arranz S, Sohouli A, Suleman A. Buckling Optimization of Variable Stiffness Composite Panels for Curvilinear Fibers and Grid Stiffeners. Journal of Composites Science. 2021; 5(12):324. https://doi.org/10.3390/jcs5120324
Chicago/Turabian StyleArranz, Sofía, Abdolrasoul Sohouli, and Afzal Suleman. 2021. "Buckling Optimization of Variable Stiffness Composite Panels for Curvilinear Fibers and Grid Stiffeners" Journal of Composites Science 5, no. 12: 324. https://doi.org/10.3390/jcs5120324
APA StyleArranz, S., Sohouli, A., & Suleman, A. (2021). Buckling Optimization of Variable Stiffness Composite Panels for Curvilinear Fibers and Grid Stiffeners. Journal of Composites Science, 5(12), 324. https://doi.org/10.3390/jcs5120324