
The Versatility of HVOF Burner Rig Testing for Ceramic Matrix Composite Evaluation

Abstract
:1. Introduction
2. Experimental
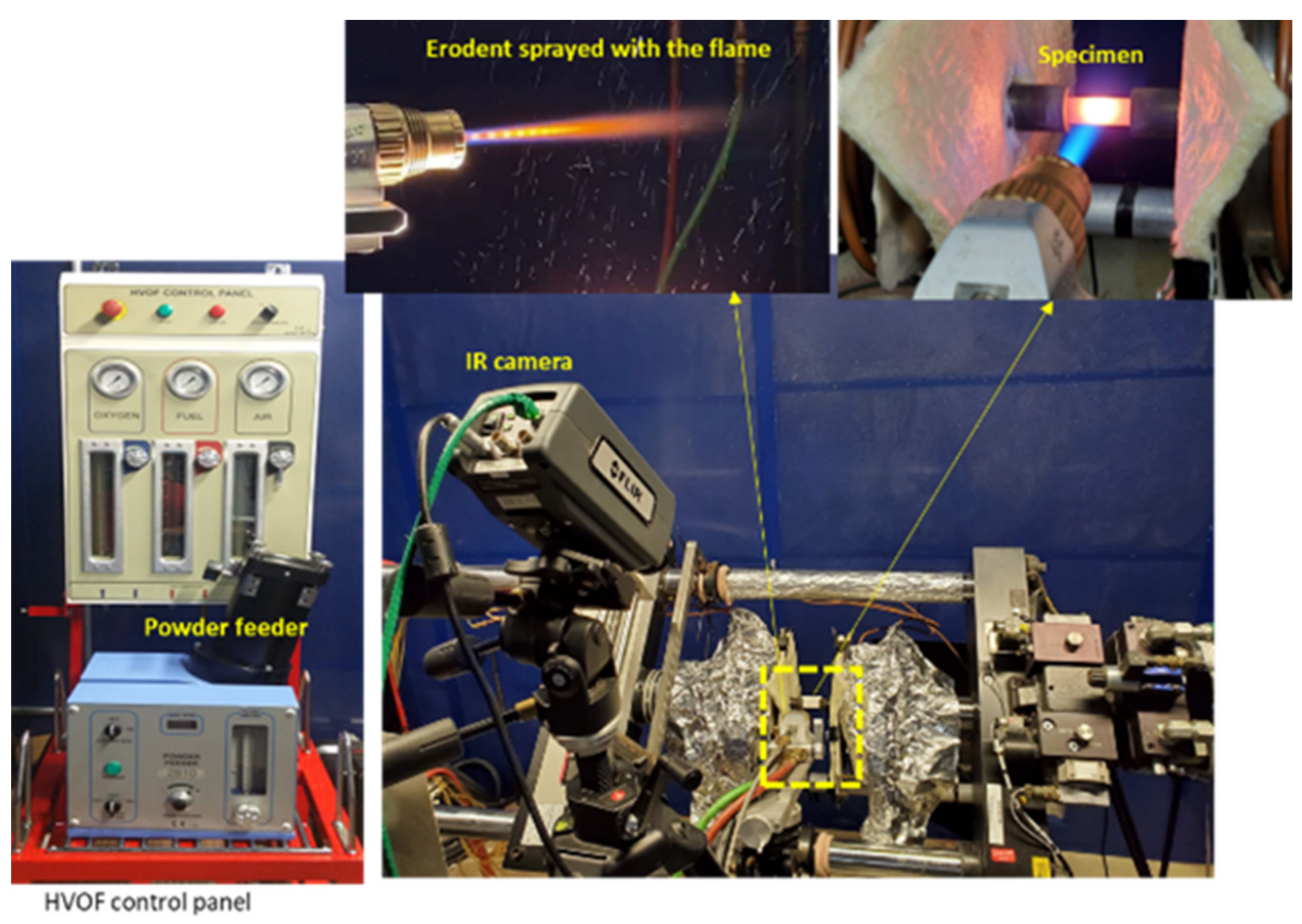
2.1. Burner Rig Facility
2.2. Experiments and Materials
3. Results and Discussion
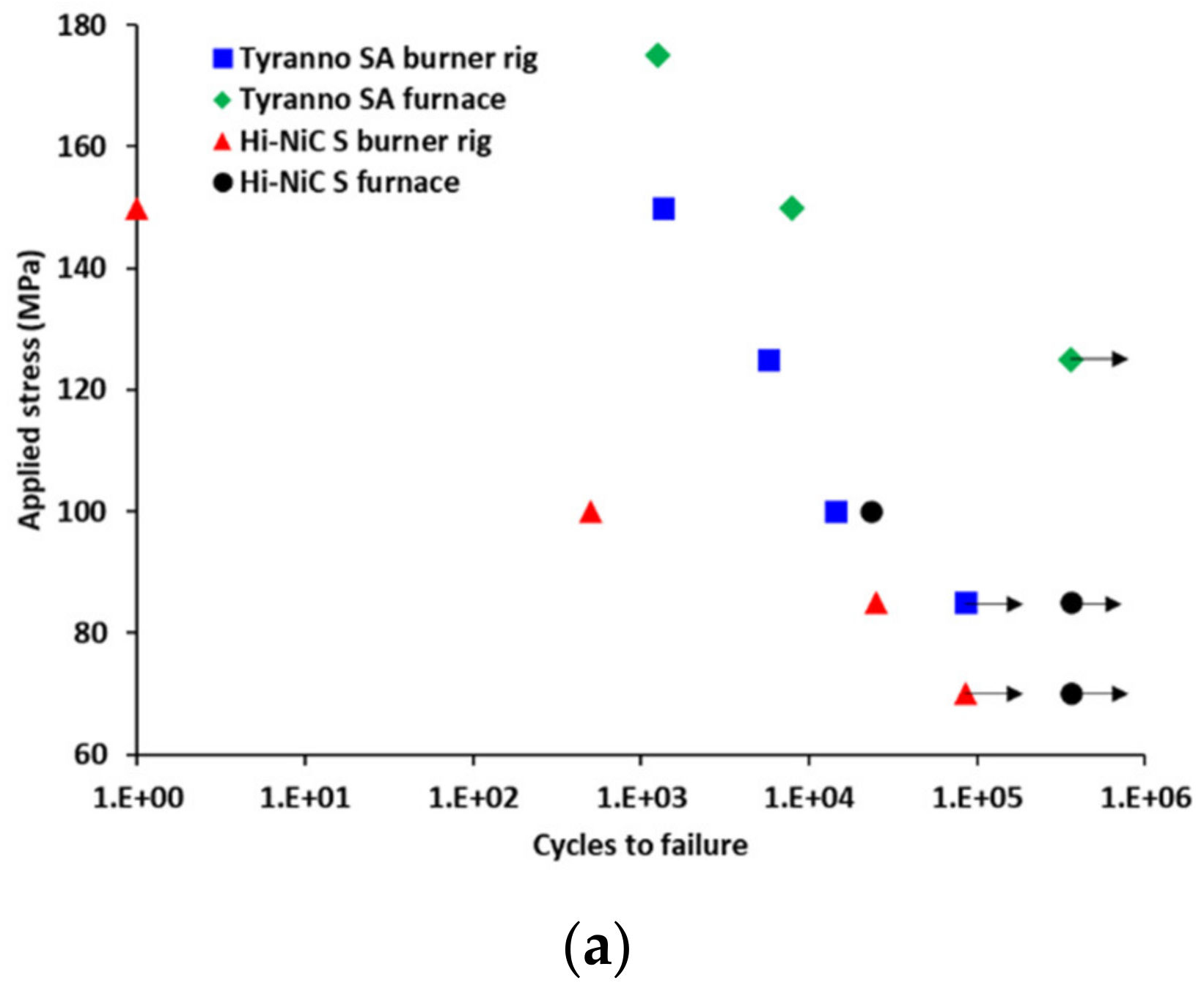
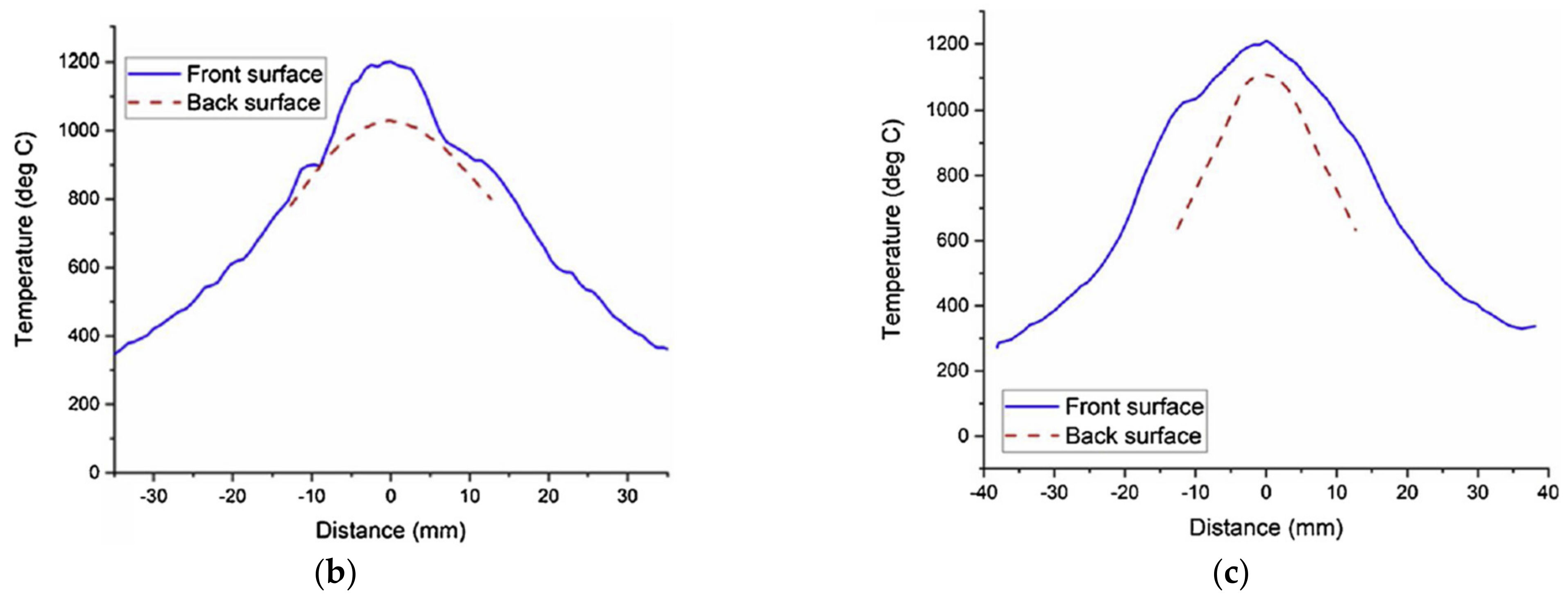
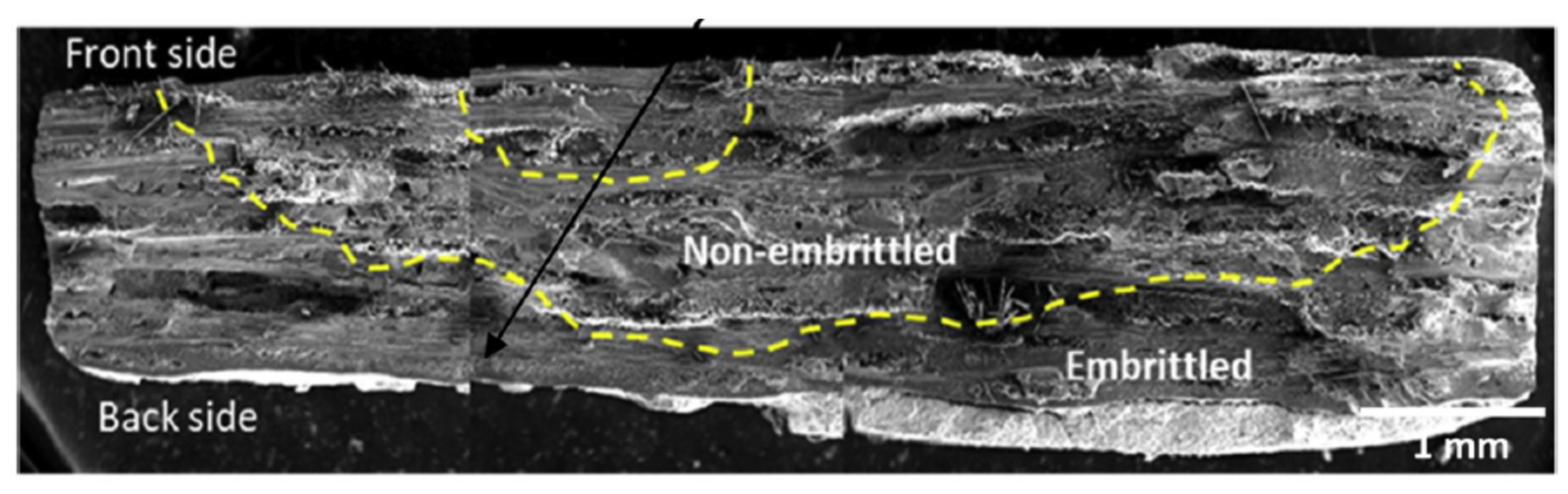
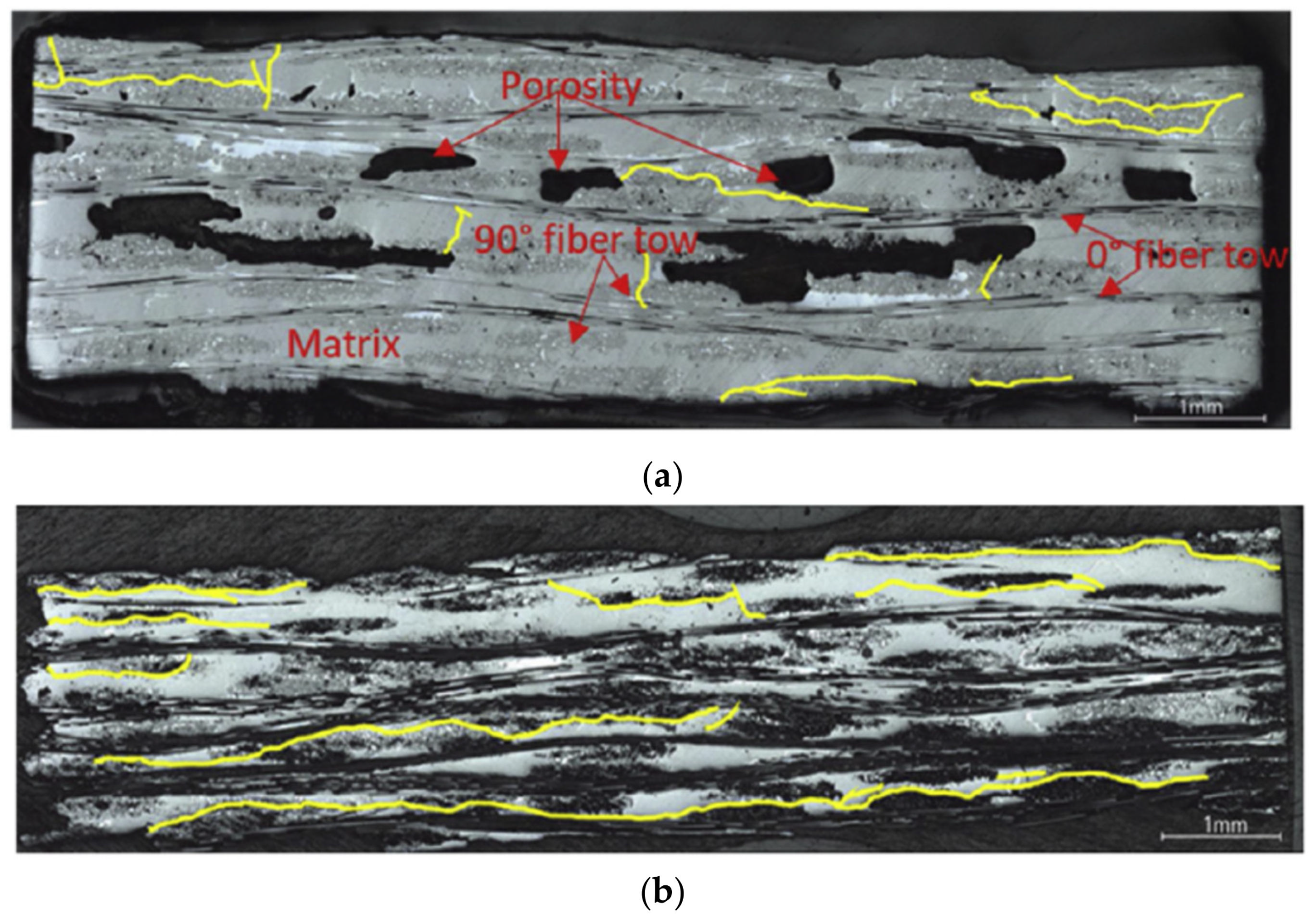
3.1. Effect of Burner Rig Compared to Typical Furnace Environment under Fatigue
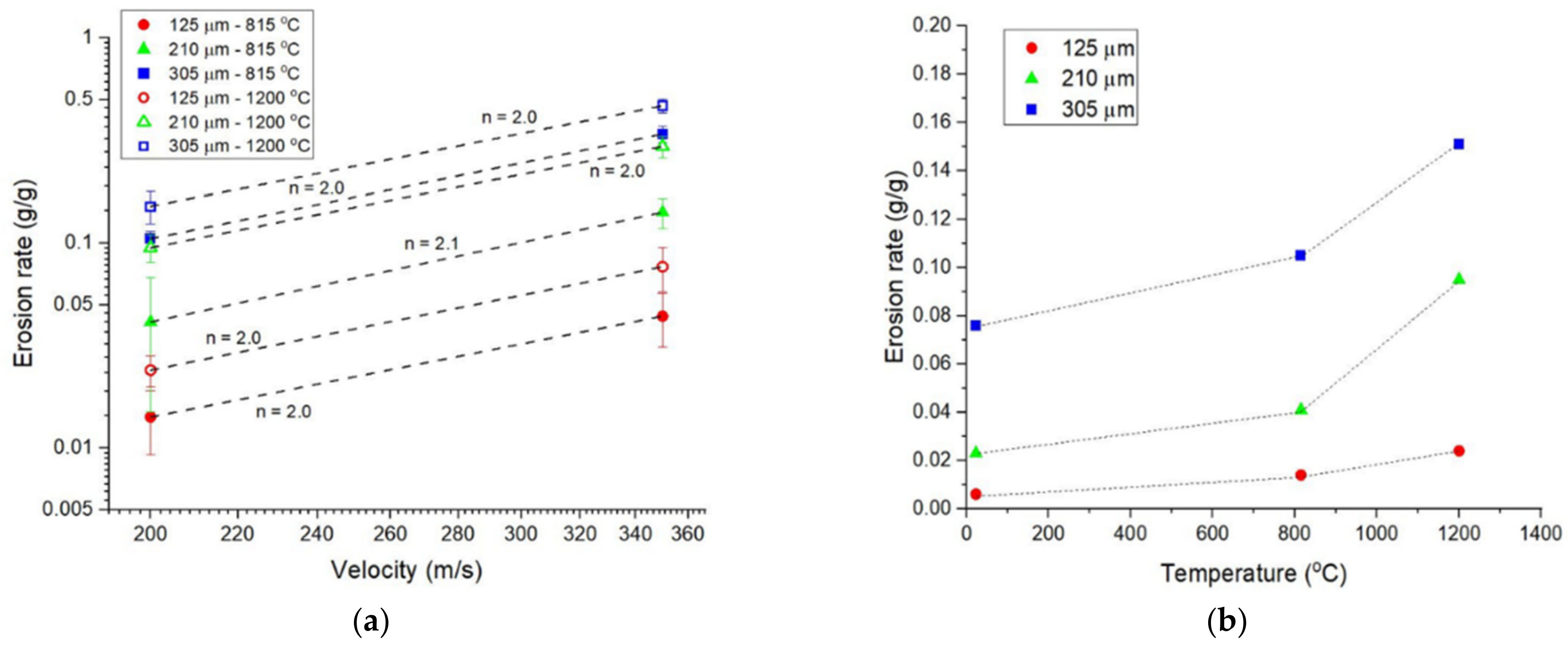
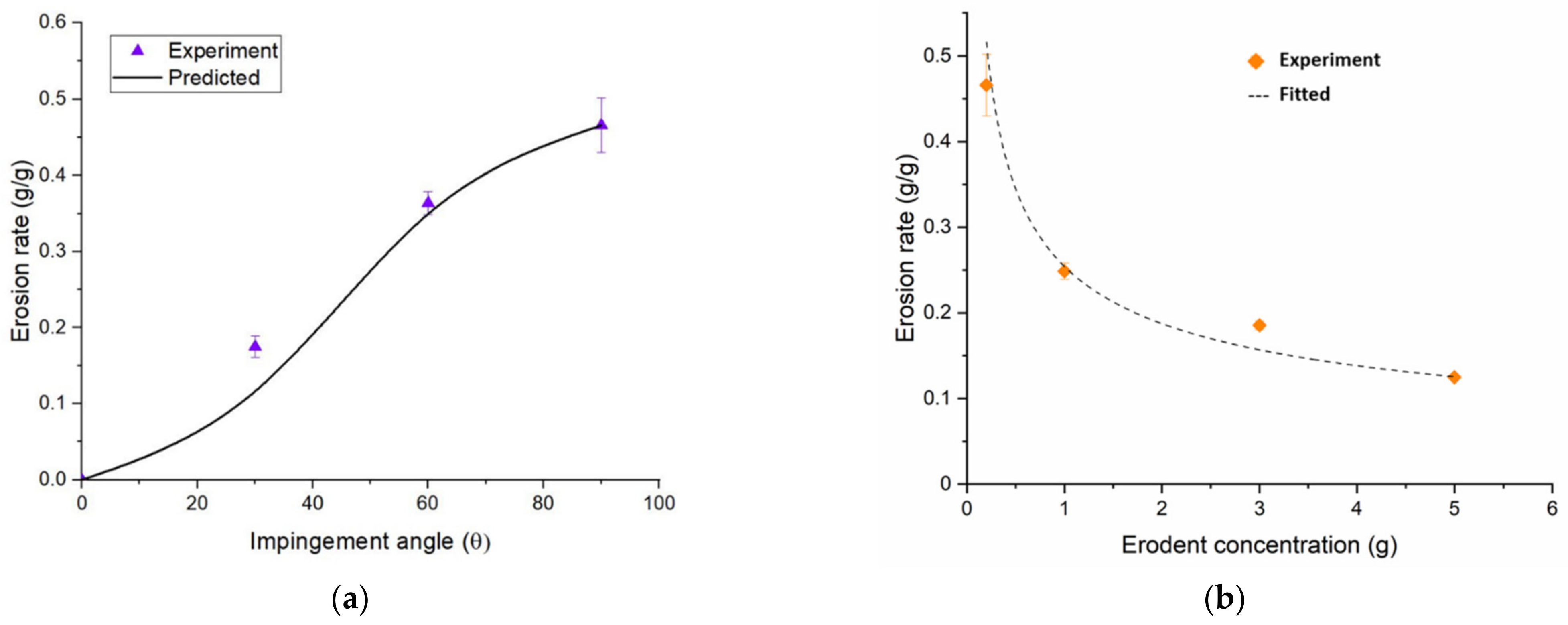
3.2. Use of HVOF Burner Rig to Understand High Temperature Particle Erosion
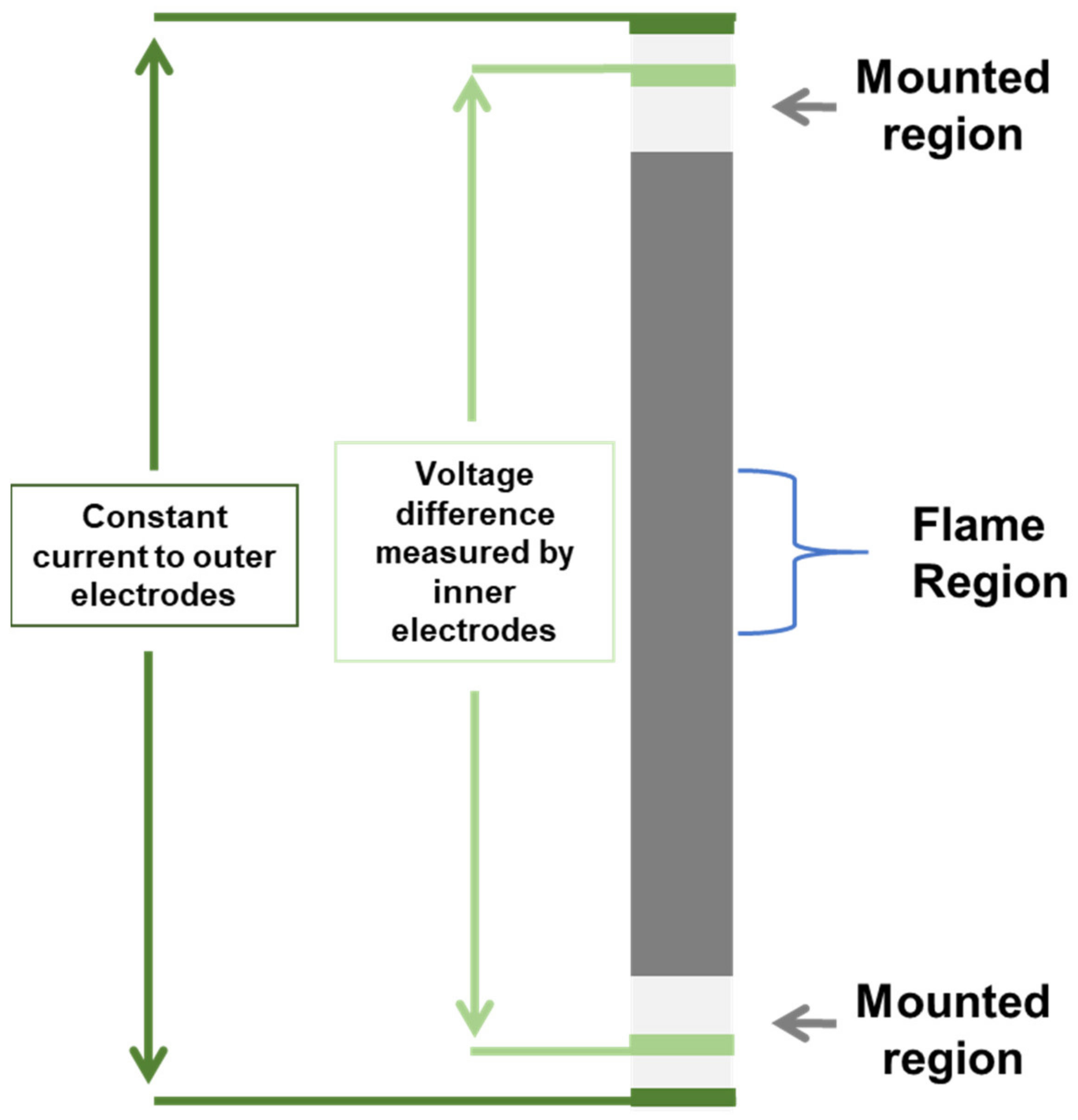
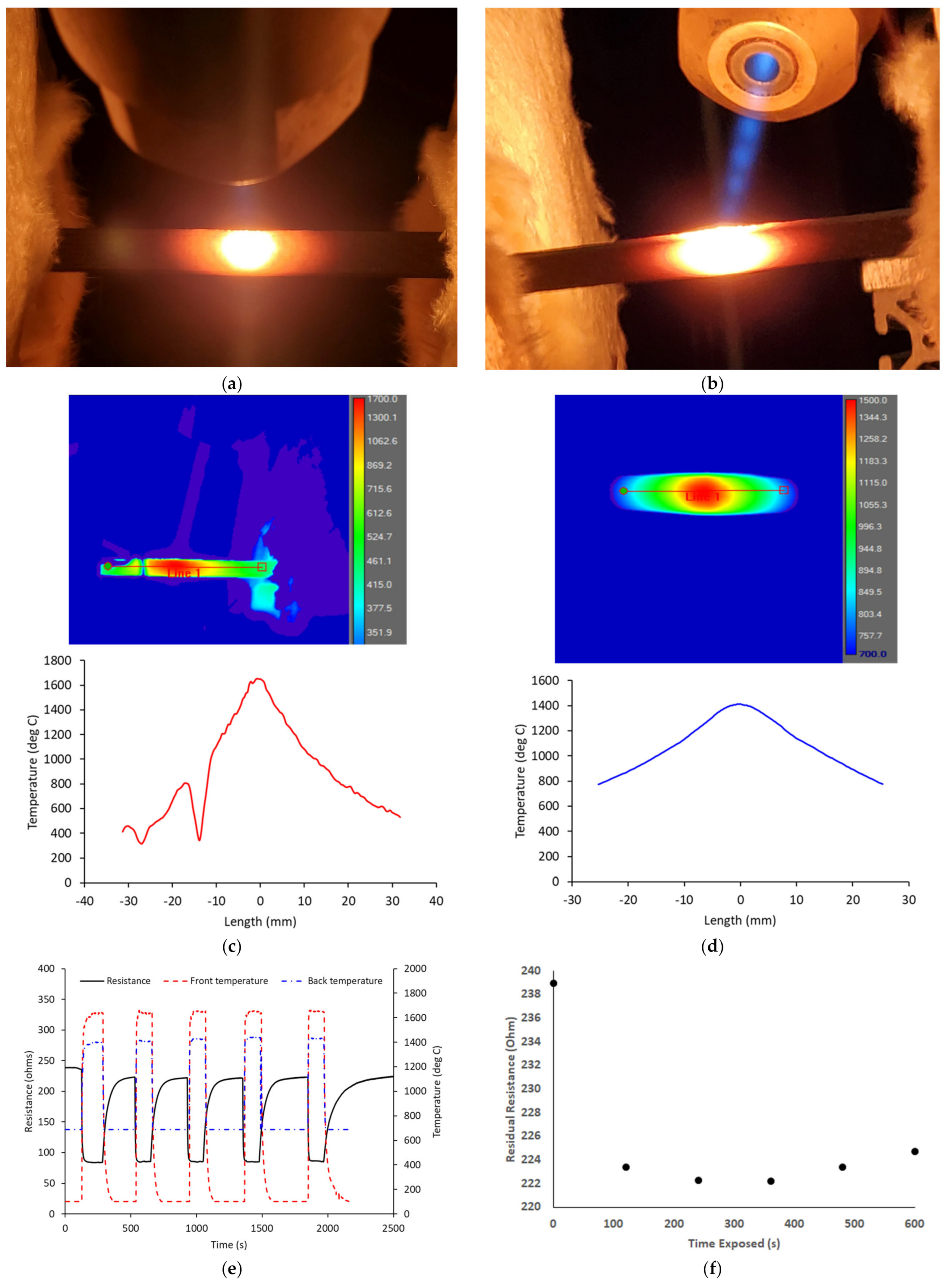
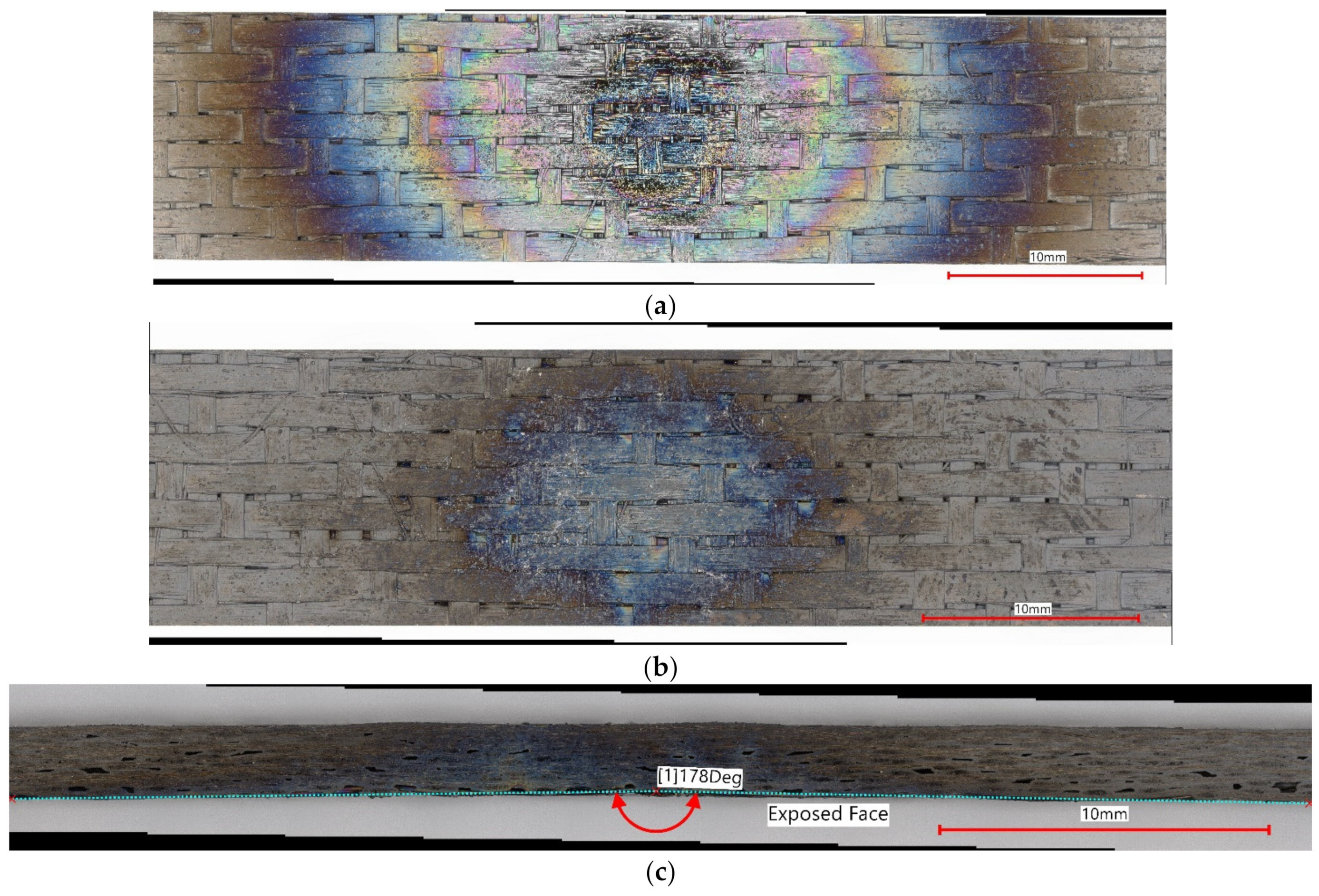
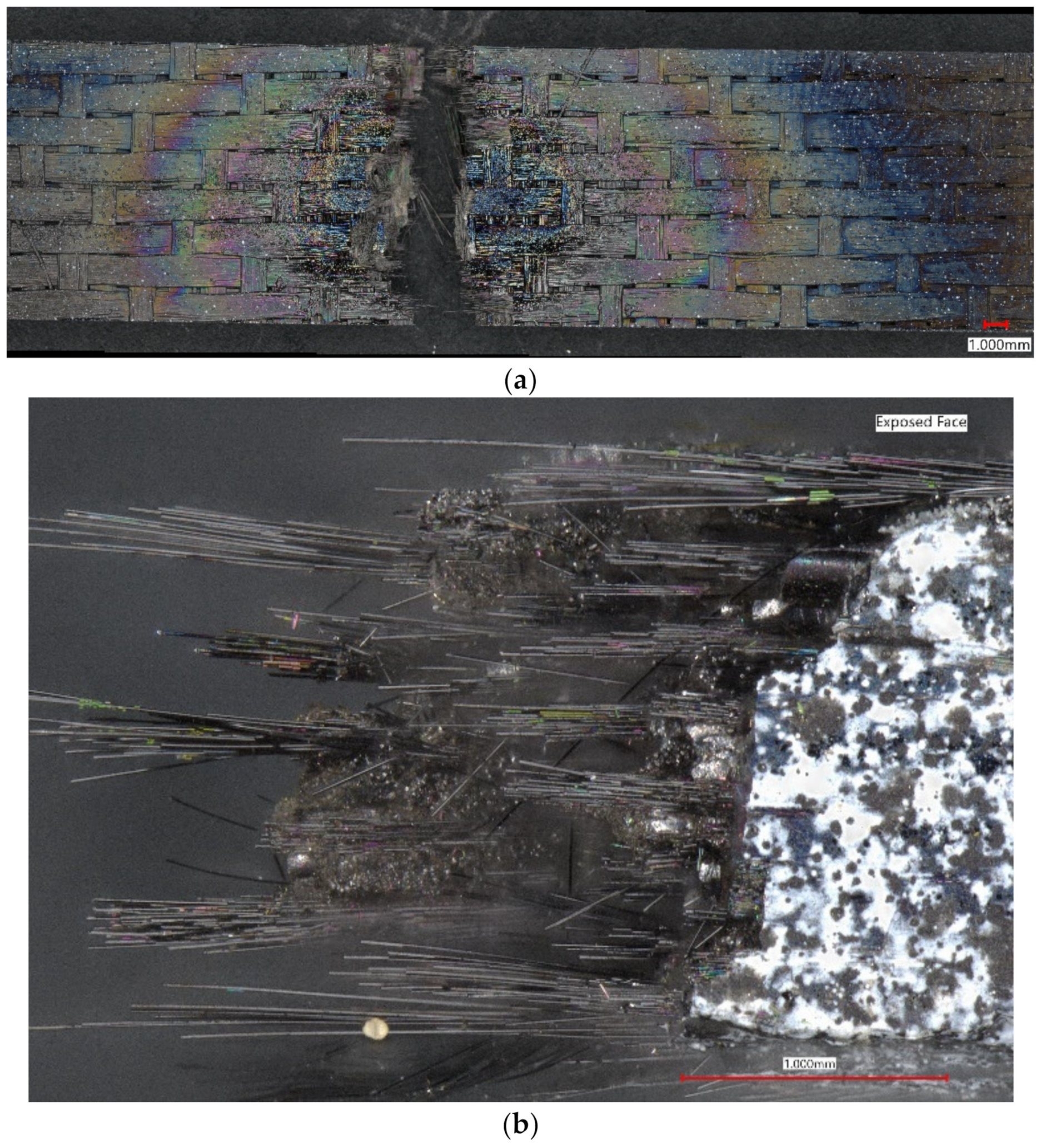
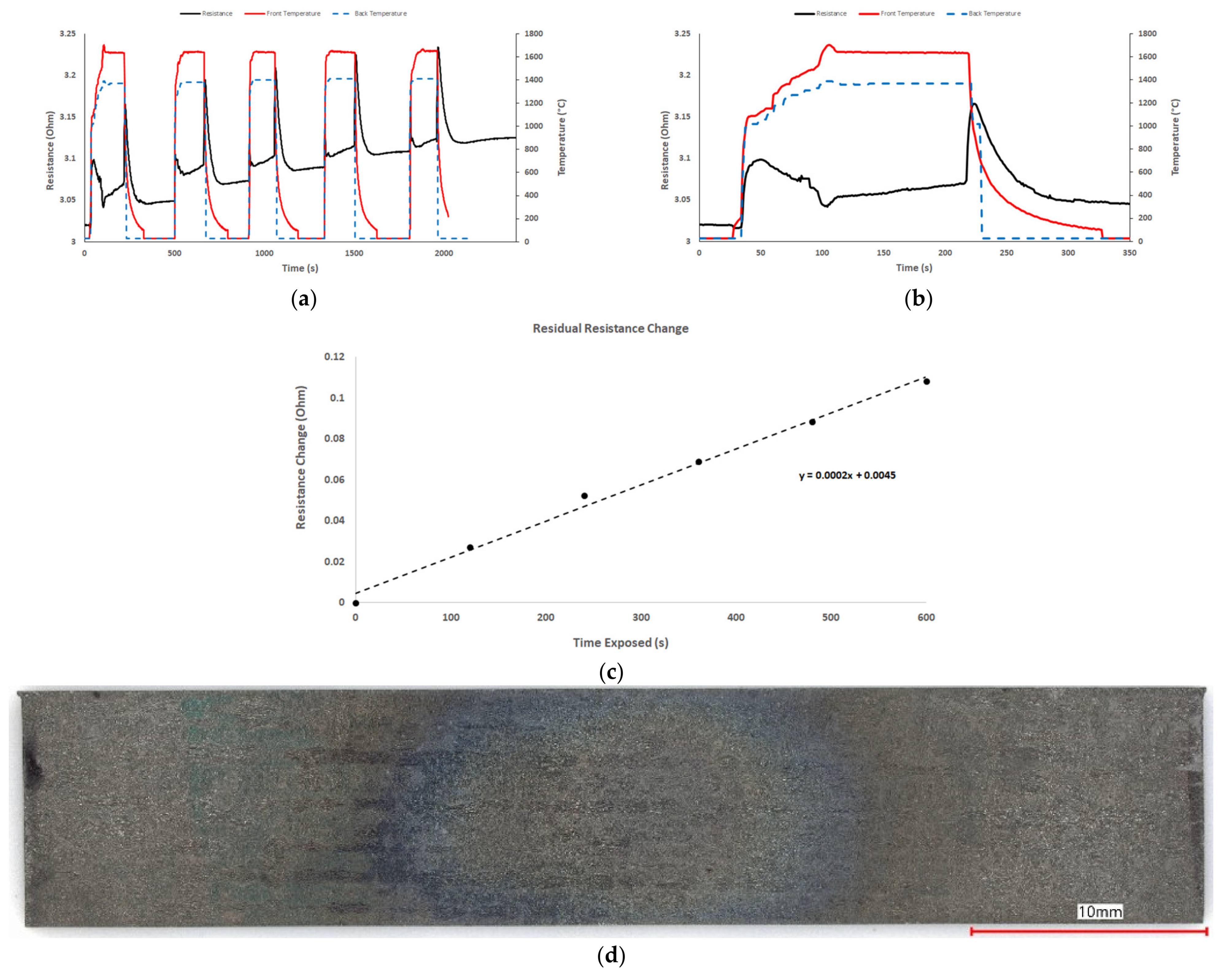
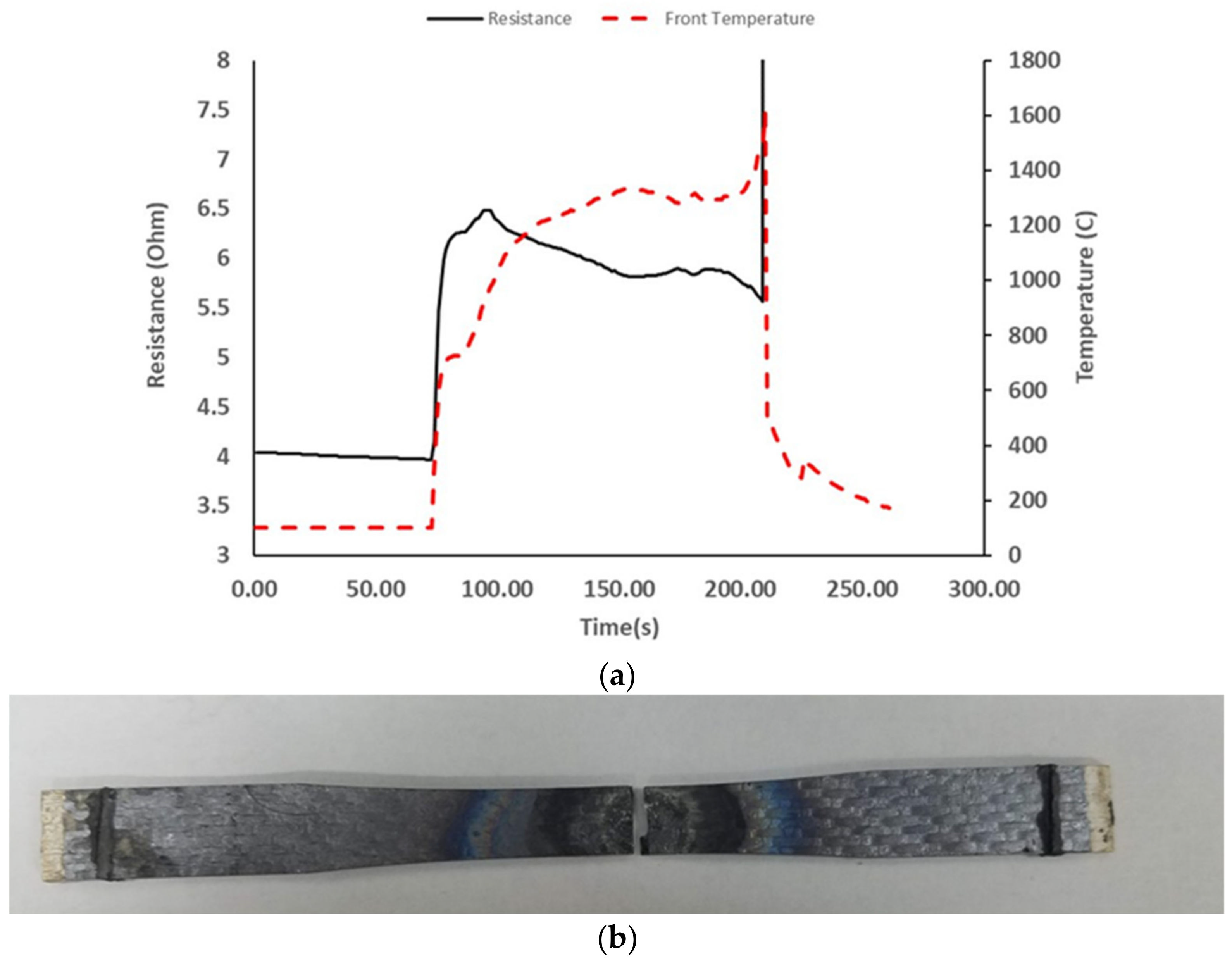
3.3. Use of HVOF Burner Rig towards Hypersonic Conditions
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Steibel, J. Ceramic Matrix Composites Taking Flight at GE Aviation. Am. Ceram. Soc. Bull. 2019, 98, 30–33. [Google Scholar]
- Fox, D.S.; Miller, R.A.; Zhu, D.; Perez, M. Mach 0.3 Burner Rig Facility at the NASA Glenn Materials Research Laboratory; NASA/TM-2011-216986; Glenn Research Center: Cleveland, OH, USA, 2011.
- Craig, R. NASA GRC’s High Pressure Burner Rig Facility and Materials Test Capabilities; Glenn Research Center: Cleveland, OH, USA, 1999; pp. 1–14.
- Kim, T.T.; Shankar, M.; Larry, P.Z.; George, J. Simultaneous Fatigue and Combustion Exposure of a SiC/SiC Ceramic Matrix Composite. J. Comp. Mater. 2010, 44, 2991–3016. [Google Scholar] [CrossRef]
- Glass, D.E. Oxidation and Emittance Studies of Coated Mo-Re; NASA CR-201753; Langley Research Center: Hampton, VA, USA, 1997.
- Szalai, C.; Beck, R.A.S.; Gasch, J.; Alunni, A.I.; Chavez-Garcia, J.F.; Brewer, A. Thermal Protection System Aerothermal Screening Tests in the HYMETS Facility. In Proceedings of the 42nd AIAA Thermophysics Conference, Honolulu, HI, USA, 27–30 June 2011. [Google Scholar] [CrossRef]
- Inman, J.; Bathel, B.F.; Johansen, C.T.; Danehy, P.M.; Jones, S.B.; Gragg, J.G.; Splinter, S.C. Nitric Oxide PLIF Measurements in the Hypersonic Materials Environmental Test System (HYMETS). In Proceedings of the 49th AIAA Aerospace Sciences Meeting including the New Horizons Forum and Aerospace Exposition, Orlando, FL, USA, 4–7 January 2011. [Google Scholar] [CrossRef] [Green Version]
- Scramjet Test Complex. Available online: https://researchdirectorate.larc.nasa.gov/wp-content/uploads/sites/63/2015/08/Scramjet_fact_sheet.pdf (accessed on 28 June 2021).
- Gruber, M.; Smith, S.; Mathur, T. Experimental Characterization of Hydrocarbon-Fueled, Axisymmetric, Scramjet Combustor Flowpaths. In Proceedings of the 17th AIAA International Space Planes and Hypersonic Systems and Technologies Conference, San Francisco, CA, USA, 11–14 April 2011. [Google Scholar] [CrossRef]
- Kidd, F.G.; Narayanaswamy, V.; Danehy, P.M.; Inman, J.A.; Bathel, B.F.; Cabell, K.F.; Hass, N.; Capriotti, D.; Drozda, T.G.; Johansen, C.T. Characterization of the NASA Langley Arc Heated Scramjet Test Facility using NO PLIF. In Proceedings of the 30th AIAA Aerodynamic Measurement Technology and Ground Testing Conference, Atlanta, GA, USA, 16–20 June 2014. [Google Scholar] [CrossRef] [Green Version]
- Mungiguerra, S.; Di Martimo, G.D.; Cecere, A.; Savino, R.; Silvestroni, L.; Vinci, A.; Zoli, L.; Sciti, D. Arc-jet wind tunnel characterization of ultra-high-temperature ceramic matrix composites. Corros. Sci. 2019, 149, 18–28. [Google Scholar] [CrossRef]
- Plasma Wind Tunnel Complex. Available online: https://www.cira.it/en/research-infrastructures/plasma-wind-tunnels/Plasma%20Wind%20Tunnel%20Complex (accessed on 28 June 2021).
- De Filippis, F. the International Academy of Astronautics and the International Institute of Space Law. SCIROCCO PWT Facility for High Temperature Resistant Material Assemblies Tests. In Proceedings of the 54th International Astronautical Congress of the International Astronautical Federationthe, International Academy of Astronautics, and the International Institute of Space Law (IAC-03-I.3.04), Bremen, Germany, 29 September–3 October 2003. [Google Scholar] [CrossRef]
- Savino, R.; Aurigemma, R.; Dell’Aversana, P.; Gramiccia, L.; Longo, J.; Marraffa, L.; Punzo, F.; Scolamiero, L. European Sounding Rocket Experiment on Hypersonic Deployable Re-entry Demonstrator Background of the Project. In Proceedings of the 8th European Symposium on Aerothermodynamics for Space Vehicles, Lisbon, Portugal, 2–5 March 2015. [Google Scholar]
- Russo, G.; Filippis, F.; Borrelli, S.; Marini, M.; Caristia, S. The SCIROCCO 70-MW Plasma Wind Tunnel: A New Hypersonic Capablity. In Advanced Hypersonic Test Facilities; Lu, F., Marren, D., Eds.; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2002; pp. 315–351. [Google Scholar]
- Borrelli, R.; Martucci, A. SCIROCCO Plasma Wind Tunnel: Synergy between Numerical and Experimental Activities for Tests on Aerospace Structures. In Wind Tunnels and Experimental Fluid Dynamics Research; InTechOpen: London, UK, 2011. [Google Scholar] [CrossRef] [Green Version]
- Mauget, F.; Marchand, D.; Benoit, G.; Morisset, M.; Bertheau, D.; Cormier, J.; Mendez, J.; Hervier, Z.; Ostoja-Kuczynski, E.; Moriconi, C. Development and use of a new burner rig facility to mimic service loading conditions of Ni-based single crystal superalloys. MATEC Web Conf. 2014, 14, 20001. [Google Scholar] [CrossRef] [Green Version]
- Bottin, B.; Chazot, O.; Carbonaro, M.; Van der Haegen, V.; Paris, S. The VKI Plasmatron Characteristics and Performance; DTIC ADP010745; 2000; p. 27. Available online: https://www.researchgate.net/profile/S-Paris/publication/235134810_The_VKI_Plasmatron_Characteristics_and_Performance/links/542547e50cf26120b7ac893a/The-VKI-Plasmatron-Characteristics-and-Performance.pdf (accessed on 1 August 2021).
- Potanin, A.Y.; Vorotilo, S.; Pogozhev, Y.S.; Rupasov, S.I.; Loginov, P.A.; Shvyndina, N.V.; Sviridova, T.A.; Levashov, E.A. High-temperature oxidation and plasma torch testing of MoSi2–HfB2–MoB ceramics with single-level and two-level structure. Corros. Sci. 2019, 158, 108074. [Google Scholar] [CrossRef]
- Shen, X.; Shi, Z.; Zhao, Z.; Wang, X.; Li, C.; Huang, J.; Li, K.; Liu, G. Study of the ablation of a carbon/carbon composite at ∼25 MW/m2 with a nitrogen plasma torch. J. Eur. Ceram. Soc. 2020, 40, 5085–5093. [Google Scholar] [CrossRef]
- Shi, Y.A.; Zha, B.L.; Su, Q.D.; Wang, J.J.; Li, S.Y. Thermal performance and ablation characteristics of C/C-SiC for thermal protection of hypersonic vehicle. J. Eur. Ceram. Soc. 2021, 41, 5427–5436. [Google Scholar] [CrossRef]
- Hannemann, K.; Martinez Schramm, J.; Karl, S. Recent Extensions to the High Enthalpy Shock Tunnel Göt-Tingen (HEG). In Proceedings of the 2nd International ARA Days “Ten Years after ARD”, Arcachon, France, 21–23 October 2008; p. 11. [Google Scholar]
- Hannemann, K.; Martinez Schramm, J.; Wagner, A.; Ponchio Camillo, G. The High Enthalpy Shock Tunnel Göttingen of the German Aerospace Center (DLR). J. Large-Scale Res. Facil. 2018, 4, A133. [Google Scholar] [CrossRef]
- Panakarajupally, R.P.; Presby, M.J.; Manigandan, K.; Zhou, J.; Chase, G.G.; Morscher, G.N. Thermomechanical Characterization of SiC/SiCCeramic Matrix Composites in a Combustion Facility. Ceramics 2019, 2, 407–425. [Google Scholar] [CrossRef] [Green Version]
- Panakarajupally, R.P.; El Rassi, J.; Manigandan, K.; Morscher, G.N. Fatigue characterization of SiC/SiC ceramic matrix composites in combustion environment. J. Eng. Gas Turbines Power 2020, 142, 121004. [Google Scholar] [CrossRef]
- Panakarajupally, R.P.; Kannan, M.; Morscher, G.N. Tension-tension fatigue behavior of a melt-infiltrated SiC/SiC ceramic matrix composites in a combustion environment. J. Eur. Ceram Soc. 2021, 41, 3094–3107. [Google Scholar] [CrossRef]
- Panakarajupally, R.P.; Mirza, F.; El Rassi, J.; Morscher, G.N.; Abdi, F.; Choi, S. Solid particle erosion behavior of melt-infiltrated SiC/SiC ceramic matrix composites (CMCs) in a simulated turbine engine environment. Compos. Part B Eng. 2021, 216, 108860. [Google Scholar] [CrossRef]
- Morscher, G.N.; Pujar, V.J. Design Guidelines for In-Plane Mechanical Properties of SiC Fiber-Reinforced Melt-Infiltrated SiC Composites. IJACT 2009, 6, 151–163. [Google Scholar] [CrossRef] [Green Version]
- Ishikawa, T.; Kajii, S.; Matsunaga, K.; Hogami, T.; Kohtoku, Y.; Nagasawa, T. A Tough, Thermally Conductive Silicon Carbide Composite with High Strength up to 1600 °C in Air. Science 1998, 282, 1295–1297. [Google Scholar] [CrossRef]
- Heredia, F.E.; McNulty, J.C.; Zok, F.W.; Evans, A.G. Oxidation Embrittlement Probe for Ceramic-Matrix Comopsites. J. Am. Ceram. Soc. 1995, 78, 2097–2100. [Google Scholar] [CrossRef]
- Morscher, G.N.; Cawley, J.D. Intermediate Temperature Strength Degradation in SiC/SiC Composites. J. Eur. Ceram. Soc. 2002, 22, 2777–2788. [Google Scholar] [CrossRef]
- Kedir, N.; Gong, C.; Sanchez, L.; Presby, M.J.; Kane, S.; Faucett, D.C.; Choi, S.R. Erosion in Gas-Turbine Grade Ceramic Matrix Composites. J. Eng. Gas Turbines Power 2019, 141, 011019. [Google Scholar] [CrossRef]
- Presby, M.J.; Gong, C.; Kane, S.; Kedir, N.; Stanley, A.; Faucett, D.C.; Choi, S.R. Erosion in Melt-Infiltrated SiC/SiC Ceramic Matrix Composites. J. Eng. Gas Turbines Power 2020, 142, 041009. [Google Scholar] [CrossRef]
- Routbort, J.L. Degradation of Structural Ceramics by Erosion. J. Nondestr. Eval. 1996, 15, 107–112. [Google Scholar] [CrossRef] [Green Version]
- Wiederhorn, S.M.; Hockey, B.J. Effect of Material Parameters on the Erosion Resistance of Brittle Materials. J. Mater. Sci. 1983, 18, 766–780. [Google Scholar] [CrossRef]
- Gauthier, W.; Pailler, F.; Lamon, J.; Pailler, R. Oxidation of Silicon Carbide Fibers during Static Fatigue in Air at Intermediate Temperatures. J. Am. Ceram. Soc. 2009, 92, 2067–2073. [Google Scholar] [CrossRef]
- Smith, C.E. Electrical Resistance Changes of Melt Infiltrated SiC/SiC Subject to Long-Term Tensile Loading at Elevated Temperatures. Ph.D. Thesis, The University of Akron, Akron, OH, USA, 2016. [Google Scholar]
- Ishikawa, T. Thermally Conductive, Tough Silicon Carbide Composite Attempting to Mimic Nature with High Strength up to 1600 °C. In Proceedings of the 13th European Conference on Composite Materials, Stockholm, Sweden, 2–5 June 2008; Available online: http://www.escm.eu.org/docs/eccm13/312.pdf (accessed on 19 August 2021).















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Facility | Type | Maximum Velocity (Mach) | Maximum Temp. (°C) |
|---|---|---|---|
| NASA Mach 0.3 BR [2] | Jet fuel combustion | 0.3 | 1316 |
| NASA High Pressure (4–15 atm) [3] | Jet fuel combustion | 0.1 | 1550 |
| AFIT HVOF [4] | Combustion | 1 | 2500 |
| HYMETS [5,6,7] | Arc-plasma | 5 | 2480 |
| NASA Combustion Scramjet * [8] | Combustion Scramjet | 6 | 1400 |
| NASA Arc-Heated Scramjet * [9,10,11] | Arc-heated Scramjet | 8 | 2600 |
| GHIBLI [12] | Arc-plasma | 10 | 9700 |
| SCIROCCO * [13,14,15,16] | Arc-plasma | 12 | 9700 |
| Pprime MAATRE * [17] | Burner Rig | 1 | 1600 |
| VKI Plasmatron * [18] and other plasma [19,20,21] | Induction-Plasma | 1 | 11,700 |
| DRL HEG* [22,23] | Free-Piston Shock Tunnel | 10 | 1176 |
| Case | Burner Rig Experiments | Materials a |
|---|---|---|
| 1. Effect of Burner Rig compared to Typical Furnace Environment | Fatigue at 1200 °C while subject to burner rig (650 m/s) or standard resistance heated furnace. Fatigue conditions: R = 0.1; 1 hz Angle of flame incidence = 45° | Hi-Nicalon Type S (Nippon Carbon Inc., Japan) referred to as HNS and Tyranno SA (Ube Industries, Japan) woven fiber reinforced melt-infiltrated composites fabricated by the former Goodrich Corporation similar to those in Reference [28] with a 0.5-micrometer BN interphase. Both are 8 ply five-harness satin. HNS thickness was 2.7 mm with a fiber volume fraction of 0.3, whereas SA thickness was 2.0 mm with a fiber volume fraction of 0.36. |
| 2. Use of HVOF Burner Rig to Understand High Temperature Particle Erosion | Hard particle (alumina) erosion for three different particle sizes, surface temperatures at either 815 or 1200 °C and two different velocities (200 and 350 m/s). The largest particle size erodent was tested at three different incidence angles (30, 60 and 90°). | Tyranno SA (Ube Industries, Japan) 2D woven (five-harness satin; 8 ply) fiber reinforced melt-infiltrated composites same as Case 1 (similar to [28]) |
| 3. Use of HVOF Towards Hypersonic Conditions | Five iterations of short time (2 min) exposure of SiC-based composites to 1700 m/s and surface temperature of 1650 °C followed by cool down to room temperature. No load was applied for these experiments. Electrical resistance was monitored (130 mm inner lead distance) to understand the response of the composite to the temperature/velocity condition b. Angle of flame incidence = 90° | The following three SiC-based woven composites were tested: (1) 2D woven (five-harness satin) HNS reinforced, BN interphase, full CVI SiC matrix composite (152 mm × 12.7mm × 2.3mm, 0.33 fiber volume fraction) [24]; (2) SA-Tyrannohex (152 mm × 10 mm × 2 mm) [29], a hot-pressed woven SA fiber-only SiC material; and (3) Tyranno SA (152 mm × 10 mm × 2 mm) (Ube Industries, Japan) woven fiber reinforced melt-infiltrated composite the same as Case 1 (similar to [28]) |
| Case | Particle Size (μm) | Gas | Pressure (Psi) | Flow Rate (slpm) | Velocity (m/s) |
|---|---|---|---|---|---|
| 1. Effect of Burner Rig compared to Typical Furnace Environment | Propane Oxygen Compressed Air | 80 150 75 | 50 280 280 | 650 | |
| 2. Use of HVOF Burner Rig to Understand High Temperature Particle Erosion | 125 125 210 210 305 305 | Propane, Oxygen, Compressed Air | 50, 100, 75 50, 100, 70 65, 125, 70 65, 125, 70 80, 140, 70 80, 140, 70 | 22, 110, 150 30, 150, 200 30, 150, 150 45, 250, 300 30, 200, 200 55, 330, 400 | 200 350 200 350 200 350 |
| 3. Use of HVOF Towards Hypersonic Conditions | Propane Oxygen Compressed Air | 110 160 75 | 60 400 580 | 1700 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morscher, G.N.; Panakarajupally, R.P.; Hoffman, L. The Versatility of HVOF Burner Rig Testing for Ceramic Matrix Composite Evaluation. J. Compos. Sci. 2021, 5, 223. https://doi.org/10.3390/jcs5080223
Morscher GN, Panakarajupally RP, Hoffman L. The Versatility of HVOF Burner Rig Testing for Ceramic Matrix Composite Evaluation. Journal of Composites Science. 2021; 5(8):223. https://doi.org/10.3390/jcs5080223
Chicago/Turabian StyleMorscher, Gregory N., Ragav P. Panakarajupally, and Leland Hoffman. 2021. "The Versatility of HVOF Burner Rig Testing for Ceramic Matrix Composite Evaluation" Journal of Composites Science 5, no. 8: 223. https://doi.org/10.3390/jcs5080223
APA StyleMorscher, G. N., Panakarajupally, R. P., & Hoffman, L. (2021). The Versatility of HVOF Burner Rig Testing for Ceramic Matrix Composite Evaluation. Journal of Composites Science, 5(8), 223. https://doi.org/10.3390/jcs5080223