
Industry 4.0 Implementation Framework for the Composite Manufacturing Industry



Abstract
:1. Introduction
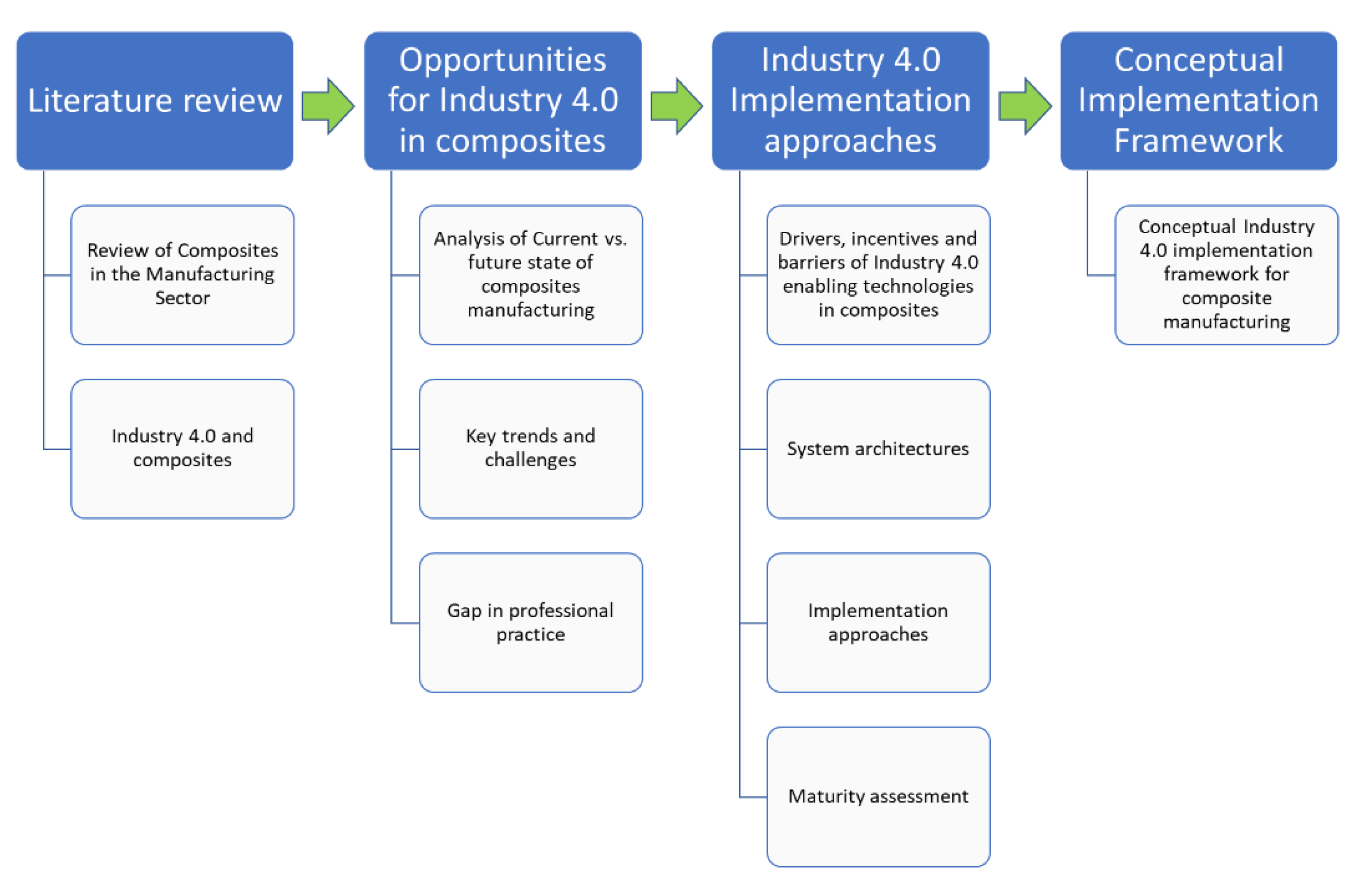
2. Review of Composites in the Manufacturing Sector
2.1. Composite Manufacturing Challenge
2.2. Material State as a Function of the Production Process
2.3. Design for Composite Manufacture
2.4. Composites’ Business Challenges
3. Industry 4.0 and Composites
3.1. The Industrial Internet of Things
3.2. Simulation
3.3. Horizontal and Vertical System Integration
3.4. Autonomous Robots
3.5. Additive Manufacturing
3.6. Big Data and Analytics
3.7. The Cloud
3.8. Cybersecurity
3.9. Augmented Reality
4. Opportunities for Industry 4.0 Usage within the Composite-Manufacturing Sector
4.1. Current vs. Future State of Composite Manufacturing
4.1.1. Innovative Perspective
4.1.2. Manufacturing Perspective
4.1.3. Industry Perspective
4.2. Discussion: Trends, Challenges, and the Gap in Professional Practice
4.2.1. Key Trends and Challenges
- A reduction in manufacturing uncertainty and variability whilst enabling production scaling through: (1.) adopting automation [3,4,15,18,20,40,82,84,85,86]; (2.) developing and deploying a product and process knowledge base following DFM principles [2,20,22,27,31,32,36,38,39]; (3.) enhancing the use of cyber connectivity through IIoT [1,11,62,63,65,66,67,82,83,105]; (4.) application and utilisation of digital twinning [1,11,12,60,70,71,72,73,74].
- A reduction in business model uncertainties through (1.) adequately utilising the wider business ecosystem [36,38,39,48,52]; vertical and horizontal system integration to overcome the issues of market and technology uncertainties, value creation, and supply chain management [1,11,28,52,80,82,83,105].
4.2.2. The Gap in Professional Practice
“Lack of the model for structuring and implementing an appropriate level of Industry 4.0 technology into the composites businesses delivering to a diverse range of sectors, to enable benefiting from the commercialisation of offered technological advances”.
- Identify challenges to the implementation of Industry 4.0 in composite manufacturing for SMEs.
- Develop strategies to manage challenges and deliver on opportunities of Industry 4.0 in composite manufacturing for SMEs.
- Develop an understanding of the relationship between different pillars of Industry 4.0 for composite-manufacturing SMEs.
- Develop a methodology for determining the techno-economic viability of implementing Industry 4.0 technology in the composite-manufacturing companies.
- Verify the developed framework.
5. Industry 4.0 Conceptual Implementation Framework for Composites
- Cost, time, effort, and training to implement I4.0 technologies;
- Value proposition and techno-economic viability which are not fully understood;
- Legacy systems and old methods;
- Leadership and vision;
- Potential for business disruption;
- Scalable computational power, storage, and security;
- Value addition and cost-effectivity of replacing human intervention with automation of some tasks;
- People development and new skills’ acquisition;
- Change in cultural norms and skills is needed to effectively absorb and deploy technology.
5.1. Implementation of Industry 4.0 in the Manufacturing Sector
5.1.1. Industry 4.0 System Architectures
5.1.2. Industry 4.0 Implementation Approaches
5.1.3. Industry 4.0 Maturity
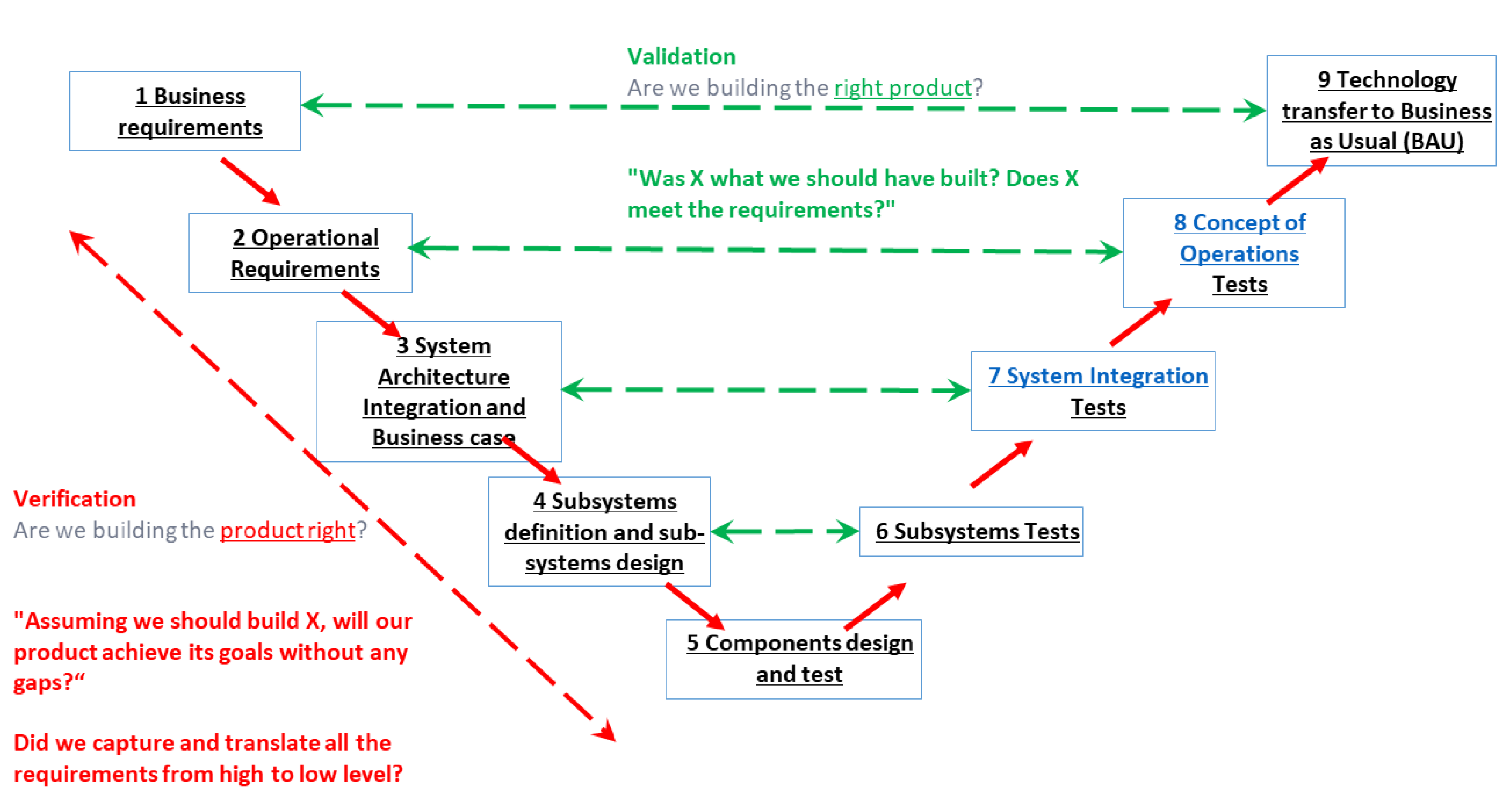
5.2. Conceptual Industry 4.0 Implementation Framework for Composite Manufacturing
- Enable senior sponsorship for this activity;
- Help to define the goals and objectives of Industry 4.0;
- Allow for defining solution architecture able to achieve goals and objectives;
- Provide a tool to evaluate and verify value proposition (ROI and payback);
- Provide a platform to develop, verify, and validate the implementation;
- Bring people on the journey of Industry 4.0;
- Aid implementation efforts.
5.2.1. Phase 1—Business Requirements
5.2.2. Phase 2—Operational Requirements
5.2.3. Phase 3—System Architecture and Business Case
5.2.4. Phase 4–Subsystems Definition and Sub-Systems Design
5.2.5. Phase 5—Component Acquisition
5.2.6. Phase 6—Subsystem Tests
5.2.7. Phase 7—System Integration
5.2.8. Phase 8—Concept of Operations
5.2.9. Phase 9—Technology Transfer to Business as Usual (BAU)
6. Conclusions
- Identify challenges to the implementation of Industry 4.0 in composite manufacturing for SMEs.
- Develop strategies to manage challenges and deliver on opportunities of Industry 4.0 in composite manufacturing for SMEs.
- Develop an understanding of the relationship between different pillars of Industry 4.0 for composite-manufacturing SMEs.
- Develop a methodology for determining the techno-economic viability of implementing Industry 4.0 technology in composite-manufacturing companies.
- Verify the developed framework on a small-scale example.
- The follow-up research will be aimed at targeting the above-identified questions and further developing the proposed implementation model.
Author Contributions
Funding
Conflicts of Interest
References
- Irving, P.; Soutis, C. Polymer Composites in the Aerospace Industry, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2020. [Google Scholar]
- Chatzimichali, A.; Potter, K. From composite material technologies to composite products: A cross-sectorial reflection on technology transitions and production capability. Transl. Mater. Res. 2015, 2, 026001. [Google Scholar] [CrossRef]
- Lucintel. UK Composites Industry Competitiveness and Opportunities; Lucintel & Innovate UK: London, UK, 2020. [Google Scholar]
- O’Dea, N. Global Outlook for the Composites Industry; Lucintel: Birmingham, UK, 2018. [Google Scholar]
- Sloan, J. Boeing Offers Insights on 787 Composites lessons, Composites World. 2014. Available online: https://www.compositesworld.com/blog/post/despite-787-boeing-not-sold-on-composites (accessed on 17 March 2020).
- Fabris, J.; Poursartip, A. Using Process Modelling as a Job-Aid to Reduce Composites Manufacturing Risk. In Proceedings of the SAMPE Seattle 2017, Seattle, WA, USA, 22–25 May 2017. [Google Scholar]
- Slayton, R.; Spinardi, G. Radical innovation in scaling up: Boeing’s Dreamliner and the challenge of so-cio-technical transitions. Technovation 2016, 47, 47–58. [Google Scholar] [CrossRef]
- Marsh, G. Airbus takes on Boeing with composite A350 XWB. Reinfirced Plast. 2007, 51, 26–27. [Google Scholar]
- Lu, K. The Future of Metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef] [PubMed]
- Soutis, C. Aerospace engineering requirements in building with composites. Polym. Compos. Aerosp. Ind. 2020, 1, 3–22. [Google Scholar]
- Black, S. Composites and Industry 4.0: Where Are We? 2017. Available online: https://www.compositesworld.com/articles/composites-and-industry-40-where-are-we (accessed on 29 March 2020).
- Maier, J. Made Smarter Review; Department for Business, Energy & Industrial Strategy: London, UK, 2017.
- Jones, R.M. Mechanics of Composite Materials, 2nd ed.; Taylor & Francis: Philadelphia, PA, USA, 1999. [Google Scholar]
- Esp, B. Practical Analysis of Aircraft Composites, 1st ed.; Grand Oak Publishing: Tulsa, OK, USA, 2017. [Google Scholar]
- Mathes, V. The composites industry: Plenty of opportunities in heterogeneous market. Reinf. Plast. 2018, 62, 44–51. [Google Scholar] [CrossRef]
- Paton, R. Forming Technologies For Thermoset Composites, Composites Forming Technologies, 1st ed.; Woodhead: Cambridge, UK, 2007. [Google Scholar]
- Bloom, L.D.; Elkington, M.; Chatzimichali, A.; Potter, K. On prepreg properties and manufacturability. In Proceedings of the 19th International Conference on ‘Composite Materials’, Montreal, QC, Canada, 24 July 2013; pp. 4397–4409. [Google Scholar]
- Elkington, D.; Bloom, M.; Ward, C.; Chatzimichali, A.; Potter, K. Understanding the Lamination Process; Business: Montreal, QC, Canada, 2013. [Google Scholar]
- Fabris, J.; Roughley, D.; Poursartip, A.; Maine, E. Managing the technological and market uncertainty of compo-sites innovation: A case study of composites manufacturers in Western Canada and interventions by a transla-tional research centre. Transl. Mater. Res. 2017, 4, 046001. [Google Scholar] [CrossRef]
- Potter, K.; Ward, C.; Bloom, D.; Crowley, D.; Elkington, M.; Mahadik, Y. Design for Manufacture: Advancing Lami-Nation Technologies towards Right First Time Every Time; University of Bristol: Bristol, UK, 2016. [Google Scholar]
- Airborne UK. Standard Operating Instruction; Airborne UK: Lambourn, UK, 2019. [Google Scholar]
- Talreja, R. Manufacturing Defects in Composites and Their Effects on Performance. Polym. Compos. Aer-Ospace Ind. 2020, 1, 83–97. [Google Scholar]
- Stojkovic, M. Need for design tools. In Proceedings of the 20th International Conference on Composite Materials, ICCM 20, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Snudden, J.P.; Stojkovic, M. Design for Automation: Lessons from a High Rate Development Project. In Proceedings of the SAMPE Europe 2021 Conference, Baden/Zürich, Switzerland, 29–30 September 2021. [Google Scholar]
- Hinton, P.M.; Kaddour, D.A.S.; Soden, M.P.D. Failure Criteria in Fibre Reinforced Polymer Composites: The World-Wide Failure Exercise, 1st ed.; Elsevier: Oxford, UK, 2004. [Google Scholar]
- Tsai, W.S. Rules of composites design: A review. In Metal Matrix Composites; Woodhead Publishing: Madrid, Spain, 1993. [Google Scholar]
- Potter, K. Achieving low variability, rework and scrap rates in the production of advanced composite parts. In Proceedings of the SEICO 09 SAMPE Europe International Conference, Paris, France, 23–26 March 2009. [Google Scholar]
- Maine, E.; Garnsey, E. Commercializing generic technology: The case of advanced materials ventures. Res. Policy 2006, 35, 375–393. [Google Scholar] [CrossRef]
- Pisano, G.P.; Shih, W.C. Does America Really Need Manufacturing? Harv. Bus. Rev. 2012, 90, 94–102. [Google Scholar]
- Harms, R.; Marinakis, Y.; Walsh, S.T. Lean startup for materials ventures and other science-based ventures: Under what conditions is it useful? Transl. Mater. Res. 2015, 2, 035001. [Google Scholar] [CrossRef]
- Potter, K.D. Introduction to Composite Products—Design, Development and Manufacture; Chapman and Hall: London, UK; Springer: Berlin, Germany, 1997. [Google Scholar]
- Youssef, M.A. Design for Manufacturability and Time-to-Market. Int. J. Oper. Prod. Manag. 1994, 14, 6–21. [Google Scholar] [CrossRef]
- National Research Council. Improving Engineering Design; Design for Competitive Advantage; Manufacturing Study Board, Committee on Engineering Design Theory and Methodology; National Academy Press: Washington, DC, USA, 1991. [Google Scholar]
- Zhang, H.C.; Alting, L. An Exploration of Simultaneous Engineering for Manufacturing Enterprises. Int. J. Adv. Manuf. Technol. 1992, 7, 101–108. [Google Scholar] [CrossRef]
- Whitney, D.E. The Strategic Approach to Product Design: Use of Product Design Teams in Manufacturing. In Automated Factory Handbook; Cleland, D.I., Bidanda, B., Eds.; Tab Professional & Reference: New York, NY, USA, 1990; pp. 200–224. [Google Scholar]
- Barbosa, G.F.; Carvalho, J. Analytical model for aircraft design based on Design for Excellence (DFX) concepts and use of composite material oriented to automated processes. Int. J. Adv. Manuf. Technol. 2013, 69, 2333–2342. [Google Scholar] [CrossRef]
- Hessing, T. Design for X (DFX). Available online: http://www.sixsigmastudyguide.com (accessed on 6 May 2021).
- Sapuan, S.M. Concurrent Engineering in Design and Development of Composite Products. In Composite Materials: Concurrent Engineering Approach; Butterworth-Heinemann: Burlington, VT, USA, 2017. [Google Scholar]
- Andersson, F.; Hagqvist, A.; Sundin, E.; Björkman, M. Design for Manufacturing of Composite Structures for Commercial Aircraft-the Development of a DFM strategy at SAAB Aerostructures. Procedia CIRP 2014, 17, 362–367. [Google Scholar] [CrossRef]
- Composite Leadership Forum. The 2016 UK Composites Strategy; Composite Leadership Forum: Hemel Hempstead, UK, 2016. [Google Scholar]
- Precedence Research. Composites Market. 2021. Available online: https://www.precedenceresearch.com/composites-market (accessed on 15 July 2022).
- Fortune Business Insight. Composites Market. 2019. Available online: https://www.fortunebusinessinsights.com/composites-market-102295 (accessed on 15 July 2022).
- Lucintel. Strategic Growth Opportunities in the Global Composites Industry; Market Research; Lucintel: London, UK, 2020. [Google Scholar]
- Witten, E.; Mathes, V. The Market for Glass Fibre Reinforced Plastics (GRP) in 2020; Industrievereinigung Verstärkte Kunststoffe: Frankfurt, Germany, 2020. [Google Scholar]
- KTN. Materials for Composites-Special Interest Group; KTN-Innovate UK: London, UK, 2018. [Google Scholar]
- Composites UK. Composites UK Hub Report; Composites UK: Berkhamsted, UK, 2021. [Google Scholar]
- Pisano, G.P. The Evolution of Science-Based Business: Innovating How We Innovate. Ind. Corp. Chang. 2010, 19, 465–482. [Google Scholar] [CrossRef]
- Lubik, S.; Garnsey, E. Early Business Model Evolution in Science-based Ventures. Long Range Plan. 2016, 49, 393–408. [Google Scholar] [CrossRef]
- Leonard-Barton, D. Core capabilities and core rigidities: A paradox in managing new product development. Strateg. Manag. J. 1992, 13, 111–125. [Google Scholar] [CrossRef]
- Leonard, A. The Wellsprings of Knowledge; Harvard Business School Press: Boston, MA, USA, 1998. [Google Scholar]
- Cohen, M.; Levinthal, D.A. Absorptive Capacity: A New Perspective on Learning and Innovation. Adm.-Tive Sci. Q. 1990, 35, 128–152. [Google Scholar] [CrossRef]
- Witten, E.; Mathes, V.; Sauer, M.; Kühnel, M. Composites Market Report 2018; Industrievereinigung Verstärkte Kunststoffe: Frankfurt, Germany, 2018. [Google Scholar]
- Penrose, E.T. The Theory of the Growth of the Firm, 4th ed.; Oxford University Press: Oxford, UK, 1959. [Google Scholar]
- Garnsey, E. The Resource-Based Theory of the Growth of the Firm—A Systems Perspective. In Critical Issues in Systems Theory and Practice; Springer: Boston, MA. USA, 1995. [Google Scholar]
- Kagermann, H.; Wolfgang, W.; Johannes, H. Recommnedations for Implementing the Strategic Initiative Industrie 4.0; Acatech: Frankfurt, Germany, 2013. [Google Scholar]
- Lasi, H.; Fettke, P.; Kemper, H.-G.; Feld, T.; Hoffmann, M. Industry 4.0. Bus. Inf. Syst. Eng.-Ing. 2014, 6, 239–242. [Google Scholar] [CrossRef]
- Liao, Y.; Deschamps, F.; Rocha Loures, E.d.F.; Ramos, L.F.P. Past, present and future of Industry 4.0—A system-atic literature review and research agenda proposal. Int. J. Prod. Res. 2017, 55, 3609–3629. [Google Scholar] [CrossRef]
- Chiarello, F.; Trivelli, L.; Bonaccorsi, A.; Fantoni, G. Extracting and mapping industry 4.0 technologies using wikipedia. Comput. Ind. 2018, 100, 244–257. [Google Scholar] [CrossRef]
- Schwab, K. The Fourth Industrial Revolution, 1st ed.; Portfolio Penguin: London, UK, 2017. [Google Scholar]
- Gerbert, P. Industry 4.0: The Future of Productivity and Growth in Manufacturing Industries. 2015. Available online: https://www.bcg.com/publications/2015/engineered_products_project_business_industry_4_future_productivity_growth_manufacturing_industries.aspx (accessed on 30 March 2020).
- Boston Consulting Group. Industry 4.0. Available online: https://www.bcg.com/en-gb/capabilities/manufacturing/industry-4.0 (accessed on 15 September 2021).
- Alcácer, V.; Cruz-Machado, V. Scanning the Industry 4.0: A Literature Review on Technologies for Manufac-turing Systems. Eng. Sci. Technol. 2019, 22, 899–919. [Google Scholar]
- Andulkar, M.; Le, D.T.; Berger, U. A multi-case study on Industry 4.0 for SME’s in Brandenburg, Germany. HICSS 2018, 4544–4553. [Google Scholar]
- Choi, K.; Chung, S.-H. Enhanced time-slotted channel hopping scheduling with quick setup time for industrial Internet of Things networks. Int. J. Distrib. Sens. Netw. 2017, 13, 1–14. [Google Scholar] [CrossRef]
- Advise. Data Scope—CPMS. Available online: https://advise-deta.com/en/pages/deta-scope-cpms (accessed on 1 March 2022).
- Synthesites. Products—Optiflow. Available online: https://www.synthesites.com/ipage.php?p=79&l=60 (accessed on 1 March 2022).
- Composite Integration. Ciject® Injection Equipment Ciject® Five. Available online: https://composite-integration.co.uk/products/ciject-five/ (accessed on 2 March 2022).
- Richardson, M. A Digitally Bright Future for Composites; Composites in Mannufacturing: Rochester, NY, USA, 2020; pp. 18–20. [Google Scholar]
- Rodič, B. Industry 4.0 and the New Simulation Modelling Paradigm. Organizacija 2017, 50, 193–207. [Google Scholar] [CrossRef] [Green Version]
- LMAT. LMAT—Our Software Solutions. Available online: https://www.lmat-uk.com/services/software (accessed on 2 March 2022).
- ESI. Confidently Build Lightweight Composite Products Free From Defects with Easy-to-Use Composite Simulation Software. Available online: https://www.esi-group.com/products/composites (accessed on 2 March 2022).
- iChrome. FASTRTM. Available online: http://ichrome.com/fastrtm/ (accessed on 2 March 2022).
- Anaglyph. Laminate Tools. Available online: https://www.anaglyph.co.uk/laminate_tools.htm (accessed on 2 March 2022).
- Lira, C.; Stojkovic, M. In-line monitoring and numerical verification of resin transfer moulding process with cycom® 890 rtmresin system. In Proceedings of the 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Tyrrell, M. Simulate to Innovate; CIM Composites in Manufacturing: Rochester, NY, USA, 2016; pp. 35–37. [Google Scholar]
- Suri, K.; Cuccuru, A.; Cadavid, J.; Gérard, S.; Gaaloul, W. Model-based development of modular complex sys-tems for accomplishing system integration for industry 4.0. In Proceedings of the 5th International Conference on Model-Driven Engineering and Software Development, Porto, Portugal, 19–21 February 2017; pp. 487–495. [Google Scholar]
- Salkin, C.; Oner, M.; Ustundag, A.; Cevikcan, E. A Conceptual Framework for Industry 4.0. In Industry 4.0: Managing The Digital Transformation; Springer Series in Advanced Manufacturing; Springer: Berlin/Heidelberg, Germany, 2017; pp. 3–23. [Google Scholar]
- Tupa, J.; Simota, J.; Steiner, F. Aspects of risk management implementation for Industry 4.0. In Proceedings of the 27th International Conference on Flexible Automation and Intelligent Manufacturing, FAIM2017, Modena, Italy, 27–30 June 2017. [Google Scholar]
- Foidl, H.; Felderer, M. Research Challenges of Industry 4.0 for Quality Mangement. In Proceedings of the International Conference on Enterprise Resource Planning Systems, Hagenberg, Austria, 14 November 2016. [Google Scholar]
- Deuter, A.; Pethig, F. The Digital Twin Theory—A New View on a Buzzword. Ind. 4.0 Manag. 2019, 35, 27–30. [Google Scholar]
- Perez-Lara, M.; Saucedo-Martinez, J.A.; Marmolejo-Saucedo, J.A.; Salais-Fierro, T.E.; Vasant, P. Vertical and horizontal integration systems in Industry 4.0. Wirel. Netw. 2018, 24, 4767–4775. [Google Scholar] [CrossRef]
- Snudden, J. Progression to the next industrial revolution: Industry 4.0 for compsites. Reinf. Plast. 2019, 63, 136–142. [Google Scholar] [CrossRef]
- Van Mourik, A. The Need for Speed: Why the Composites Industry Should Radically Change. Now. 2018. Available online: https://www.airborne.com/the-need-for-speed-why-the-composites-industry-should-radically-change-now/ (accessed on 6 June 2020).
- Jay, M.L. Rise of the Robots. 2017. Available online: http://compositesmanufacturingmagazine.com/2017/09/composites-industry-will-benefit-from-robotics-and-automation/ (accessed on 2 April 2020).
- Lukaszewicz, D.; Ward, C.; Potter, K. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Jayasekara, D.; Lai, N.Y.G.; Wong, K.-H.; Pawar, K. Level of automation (LOA) in aerospace composite manu-facturing: Present status and future directions towards industry 4.0. J. Manuf. Syst. 2022, 62, 44–61. [Google Scholar] [CrossRef]
- Arsutoria. Available online: https://arsutoriamagazine.com/comelz-industry-4-0/ (accessed on 2 March 2022).
- Just Stile. Lectra Reveals Cloud-Connected Digital Cutting Concept. Available online: https://www.just-style.com/news/lectra-reveals-cloud-connected-digital-cutting-concept/ (accessed on 2 March 2022).
- Papadopoulos, L. More Robots Lead to Hiring More People, Study Shows. 2020. Available online: https://interestingengineering.com/more-robots-lead-to-hiring-more-people-study-shows (accessed on 6 June 2020).
- Fuscaldo, D. No Robots Won’t Take Our Jobs But We Need New Skills. 2019. Available online: https://interestingengineering.com/no-robots-wont-take-our-jobs-but-we-need-new-skills (accessed on 6 June 2020).
- Küpper, D.; Kuhlmann, K.; Köch, S.; Dauner, T.; Burggräf, P. The Factory of the Future. Available online: https://www.bcg.com/publications/2016/leaning-manufacturing-operations-factory-of-future.aspx (accessed on 17 January 2020).
- Kim, H.; Lin, Y.; Tseng, T.-L.B. A review on quality control in additive manufacturing. Rapid Prototyp. J. 2018, 24, 645–669. [Google Scholar] [CrossRef]
- Jiang, R.; Kleer, R.; Piller, F.T. Predicting the future of additive manufacturing: A Delphi study oneconomic and societal implications of 3D printing for 2030. Technol. Forecast. Soc. Chang. 2017, 117, 84–97. [Google Scholar] [CrossRef]
- Hannibal, M.; Knight, G. Additive manufacturing and the global factory: Disruptive technologies and the location of international business. Int. Bus. Rev. 2018, 27, 1116–1127. [Google Scholar] [CrossRef]
- Chong, L.; Ramakrishna, S.; Singh, S. A review of digital manufacturing-based hybrid additive manufacturing processes. Int. J. Adv. Manuf. Technol. 2018, 95, 2281–2300. [Google Scholar] [CrossRef]
- Di Francesco, M. Digital Manufacturing: Turning High-End Composites Manufacturing Systems into 3D Printers. Nantes. 2019. Available online: https://www.airborne.com/insights-in-composites-technical-papers/ (accessed on 15 July 2022).
- Fox, B.; Subic, A. An Industry 4.0 Approach to the 3D Printing of Composite Materials. Engineering 2015, 5, 621–6233. [Google Scholar] [CrossRef]
- ORNL. 3D Printed Tool for Building Aircraft Achieves Guinness World Records Title. Oak Ridge Ntional Laboratory. 2019. Available online: https://www.ornl.gov/news/3d-printed-tool-building-aircraft-achieves-guinness-world-records-title (accessed on 10 August 2022).
- Sauerbier, P.; Anderson, J.; Gardner, D.J. Surface Preparation and Treatment for Large-Scale 3D-Printed Com-posite Tooling Coating Adhesion. Coatings 2018, 8, 457. [Google Scholar] [CrossRef] [Green Version]
- Post, B.; Richardson, B.; Lloyd, P.; Love, L.; Nolet, S.; Hannan, J. Additive Manufacturing of Wind Turbine Molds; United States—Crada Final Report NFE-16–06051; ORNL: Oak Ridge, TN, USA, 2017.
- Bortolini, M.; Ferrari, E.; Gamberi, M.; Pilati, F.; Faccio, M. Assembly system design in the Industry 4.0 era: A general framework. IFAC-Pap. 2017, 50, 5700–5705. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F. Digital Twin and Big Data Towards Smart Manufacturing and Industry 4.0: 360 Degree Compari-son. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Milas, N. Industrial Big Data as a Result of IoT Adoption in Manufacturing. Procedia CIRP 2016, 55, 290–295. [Google Scholar] [CrossRef]
- Butt, J. A Strategic Roadmap for the Manufacturing Industry to Implement Industry 4.0. Designs 2020, 4, 11. [Google Scholar] [CrossRef]
- CFMS. CLAMPS—Machine Learning in Automated Composite Manufacturing; CFMS: Bristol, UK, 2018. [Google Scholar]
- Branco, T.; de Sá-Soares, F.; River, A.L. Key Issues for the Successful Adoption of Cloud Computing. Procedia Comput. Sci. 2017, 121, 115–122. [Google Scholar] [CrossRef]
- Assante, D.; Castro, M.; Hamburg, I.; Martin, S. The Use of Cloud Computing in SMEs. Procedia Comput. Sci. 2016, 83, 1207–1212. [Google Scholar] [CrossRef]
- Kannus, K.; Ilvonen, I. Future Prospects of Cyber Security in Manufacturing. In Proceedings of the Hawaii International Conference on System Sciences, Hilton Waikoloa Village, HI, USA, 3–6 January 2018. [Google Scholar]
- Murillo Piedrahita, A.F.; Gaur, V.; Giraldo, J.; Cardenas, A.A.; Rueda, S.J. Virtual incident response functions in control systems. Comput. Netw. 2018, 135, 147–159. [Google Scholar] [CrossRef]
- Benias, N.; Markopoulos, A.P. A Review on the Readiness Level and Cyber-Security Challenges in Industry 4.0. 2017. Available online: https://ieeexplore.ieee.org/document/8088234#:~:text=Conference%20Location%3A-,Kastoria%2C%20Greece,-I.%20Introduction (accessed on 10 May 2022).
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R.; Torabmostaedi, H. A systematic review of augmented reality applica-tions in maintenance. Robot. Comput.-Integr. Manuf. 2018, 49, 215–228. [Google Scholar] [CrossRef]
- Mourtzis, D.; Zogopoulos, V.; Vlachou, E. Augmented Reality Application to Support Remote Maintenance as a Service in the Robotics Industry. Procedia CIRP 2017, 63, 46–51. [Google Scholar] [CrossRef]
- Rentzos, L.; Papanastasiou, S.; Papakostas, N.; Chryssolouris, G. Augmented Reality for Human-based Assembly: Using Product and Process Semantics. IFAC Proc. Vol. 2013, 46, 98–101. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Danielsson, O.; Holm, M.; Wang, L. Visual Assembling Guidance Using Augmented Reality. Procedia Manuf. 2015, 1, 98–109. [Google Scholar] [CrossRef]
- Syberfeldt, A.; Holma, M.; Danielsson, O.; Wang, L.; Brewster, R.L. Support Systems on the Industrial Shop-floors of the Future—Operators’ Perspective on Augmented Reality. Procedia CIRP 2016, 44, 108–113. [Google Scholar] [CrossRef]
- Palmarini, R.; Erkoyuncu, J.A.; Roy, R. An Innovative Process to Select Augmented Reality (AR) Technology for Maintenance. Procedia CIRP 2017, 59, 23–28. [Google Scholar] [CrossRef]
- ESI. Experience Your Product—Before You Build or Service It—Through the World of Immersive Virtual Reality. Available online: https://www.esi-group.com/products/virtual-reality (accessed on 3 March 2022).
- Anaglyph. Ply Placement Technology. Available online: https://www.anaglyph.co.uk/plymatch.htm (accessed on 3 March 2022).
- University of Bristol. LayupRITE Augmenting Composites Layup Training. Available online: https://layuprite.blogs.bristol.ac.uk/about_layuprite/ (accessed on 3 March 2022).
- Gartner, J.; Fink, M. The magic cube: Towards a theoretical framework to explain the disruptive potential of additive manufacturing. Transl. Mater. Res. 2018, 5, 024003. [Google Scholar] [CrossRef]
- Zhou, K.; Liu, T.; Zhou, L. Industry 4.0: Towards future industrial opportunities and challenges. In Proceedings of the 2015 12th International Conference on Fuzzy Systems and Knowledge Discovery (FSKD), Zhangjiajie, China, 15–17 August 2015. [Google Scholar]
- Bonekamp, L.; Sure, M. Consequences of Industry 4.0 on Human Labour and Work Organisation. J. Bus. Media Psychol. 2016, 6, 33–40. [Google Scholar]
- Machado, G.; Winroth, M.; Carlsson, D.; Almström, P.; Centerholt, V.; Hallin, M. Industry 4.0 readiness in manufacturing companies: Challenges and enablers towards increased digitalization. Procedia CIRP 2019, 81, 1113–1118. [Google Scholar] [CrossRef]
- Prist, M.; Monteriù, A.; Freddi, A.; Pallotta, E.; Cicconi, P.; Giuggioloni, F.; Caizer, E.; Verdini, C.; Longhi, S. Cyber-Physical Manufacturing Systems for Industry 4.0: Architectural Approach and Pilot Case. In Proceedings of the 2019 II Workshop on Metrology for Industry 4.0 and IoT (MetroInd4.0&IoT), Naples, Italy, 4–6 June 2019. [Google Scholar]
- Kannan, S.M.; Suri, K.; Cadavid, J.; Barosan, I.; van den Brand, M.; Alferez, M.; Gerard, S. Towards Industry 4.0: Gap Analy-sis between Current Automotive MES and Industry Standards using Model-Based Requirement Engineering. In Proceedings of the 2017 IEEE International Conference on Software Architecture Workshops, Gothenburg, Sweden, 5–7 April 2017. [Google Scholar]
- Bodiova, Z.; Martinez, F. Assessing process excellence with digitalization. In Proceedings of the 11th International Days of Statistics and Economics, Prague, Czech Republic, 14–16 September 2017. [Google Scholar]
- Björnsson, A. Enabling Automation of Composite Manufacturing through the Use of Off-The-Shelf Solutions. Licentiate Dissertation, Linköping University, Linköping, Sweden, 2014. [Google Scholar]
- Wang, L.; Törngren, M.; Onori, M. Current status and advancement of cyber-physical systems in manufacturing. J. Manuf. Syst. 2015, 37, 517–527. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A survey on technologies, applications and open research issues. J. Ind. Infor-Mation Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Jbair, M.; Ahmad, B.; Ahmad, M.H.; Harrison, R. Industrial Cyber Physical Systems: A Survey for Control-Engineering Tools. In Proceedings of the 2018 IEEE Industrial Cyber-Physical Systems (ICPS), Saint Petersburg, Russia, 15–18 May 2018. [Google Scholar]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing Smart Factory of Industrie 4.0: An Outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef]
- Dalenogarea, L.S.; Beniteza, G.B.; Ayalab, N.F.; Frank, A.G. The expected contribution of Industry 4.0 technologies for industrial performance. Int. J. Prod. Econ. 2018, 204, 383–394. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.-A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Wang, S.; Wan, J.; Zhang, D.; Li, D.; Zhang, C. Towards smart factory for industry 4.0: A self-organized multi-agent system with big data based feedback and coordination. Comput. Netw. 2016, 101, 158–168. [Google Scholar] [CrossRef]
- Stocka, T.; Obenaus, M.; Kunz, S.; Kohl, H. Industry 4.0 as enabler for a sustainable development: A qualitative assessment of its ecological and social potential. Process Saf. Ind. Prot. 2018, 118, 254–267. [Google Scholar] [CrossRef]
- Meyer, H.; Fuchs, F.; Thiel, K. Manufacturing Execution Systems (MES): Optimal Design, Planning, and Deployment, 1st ed.; McGraw Hill LLC.: Columbus, OH, USA, 2009. [Google Scholar]
- Brandl, D. Business to manufacturing (B2M) collaboration between business and manufacturing using ISA-95. Rev. De L Electr. Et De L Electron. 2002, 8, 46–52. [Google Scholar] [CrossRef]
- Lu, Y.; Morris, K.C.; Frechette, S. Current Standards Landscape for Smart Manufacturing Systems; NIST: Gaithersburg, MD, USA, 2016.
- Trunzer, E.; Calà, A.; Leitão, P.; Gepp, M.; Kinghorst, J.; Lüder, A.; Schauerte, H.; Reifferscheid, M.; Vogel-Heuser, B. System architectures for Industrie 4.0 applications. Prod. Eng. 2019, 13, 247–257. [Google Scholar] [CrossRef]
- Sauter, T. The continuing evolution of integration in mnufacturing automation. IEEE Ind. Electron. Mag. 2007, 1, 10–19. [Google Scholar] [CrossRef]
- Jaskó, S.; Skrop, A.; Holczinger, T.; Chován, T.; Abonyi, J. Development of manufacturing execution systems in accordance withIndustry 4.0 requirements: A review of standard- and ontology-basedmethodologies and tools. Comput. Ind. 2020, 123, 103300. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung eV. Reference Architecture Model Industrie 4.0 (RAMI4.0); DIN SPEC 91345; Deutsches Institut für Normung eV: Berlin, Germany, 2016. [Google Scholar] [CrossRef]
- Industrial Internet Consortium. The Industrial Internet of Things. Volume G1: Reference Architecture; Industrial Internet Consortium: Boston, MA, USA, 2017. [Google Scholar]
- Industry Internet Consortium. Cooperation Among Two Key Leaders in the Industrial Internet. 2016. Available online: https://blog.iiconsortium.org/2016/03/the-industrial-internet-is-important-new-technologies-and-new-business-opportunities-will-disrupt-industries-on-many-level.html (accessed on 17 February 2022).
- Bordeleau, F.-E.; Mosconi, E.; De Santa-Eulalia, L.A. Business Intelligence in Industry 4.0: State of the art and research opportunities. In Proceedings of the 51st Hawaii International Conference on System Sciences, Waikoloa, HI, USA, 3–6 January 2018. [Google Scholar]
- Babiceanu, R.F.; Seker, R. Big Data and virtualization for manufacturing cyber-physical systems: A survey of the current status and future outlook. Comput. Ind. 2016, 81, 128–137. [Google Scholar] [CrossRef]
- Butt, J. A Conceptual Framework to Support Digital Transformation in Manufacturing Using an Integrated Business Process Management Approach. Designs 2020, 4, 17. [Google Scholar] [CrossRef]
- Martinez, F. Process excellence the key for digitalisation. Bus. Process Manag. J. 2019, 25, 1716–1733. [Google Scholar] [CrossRef]
- Müller, J.M.; Buliga, O.; Voigt, K.-I. Fortune favours the prepared: How SMEs approach business model innova-tions in Industry 4.0. Technol. Forecast. Soc. Chang. 2018, 132, 2–17. [Google Scholar] [CrossRef]
- Arnold, C.; Kiel, D.; Vogit, K.-I. How the industrial internet of things changes business models in different manufacturing industries. Int. J. Innov. Manag. 2016, 20, 20. [Google Scholar] [CrossRef]
- Radziwon, A.; Bilberg, A.; Bogersa, M.; Madsen, E.S. The Smart Factory: Exploring Adaptive and Flexible Manufacturing Solutions. Procedia Eng. 2014, 69, 1184–1190. [Google Scholar] [CrossRef]
- Schmidt, R.; Möhring, M.; Härting, R.-C.; Reichstein, C.; Neumaier, P.; Jozinović, P. Industry 4.0—Potentials for Creating Smart Products: Empirical Research Results. In Proceedings of the International Conference on Business Information Systems, Poznan, Poland, 24–26 June 2015; Volume 208, pp. 16–27. [Google Scholar]
- Gräßler, I. V-model based development of cyber-physical systems and cyber-physical production systems. Procedia CIRP 2021, 100, 253–258. [Google Scholar] [CrossRef]
- Boehm, B. Guidelines for Verifying and Validating Software Requirements and Design Specifications. In Proceedings of the Euro IFIP 79, London, UK,, 25–28 September 1979; pp. 711–719. [Google Scholar]
- VDI. VDI 2206—Design Methodology for Mechatronic Systems; Beuth Verlag GmbH: Düsseldorf, Germany, 2004. [Google Scholar]
- Gräßler, I. Competitive Engineering in the Age of Industry 4.0 and Beyond. In Proceedings of the 12th International Tools and Methods of Competitive Engineering, Las Palmas de Gran Canaria, Spain, 7–11 May 2018. [Google Scholar]
- Berardinelli, L.; Mazak, A.; Alt, O.; Wimmer, M.; KappelKappel, G. Model-Driven Systems Engineering: Principles and Application in the CPPS Domain. In Multi-Disciplinary Engineering for Cyber-Physical Production Systems; Biffl, S., Gerhard, D., Luder, A., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 261–299. [Google Scholar]
- Arantes, M.; Bonnard, R.; Mattei, A.P.; de Saqui-Sannes, P. General architecture for data analysis in industry 4.0 using SysML and model based system engineering. In Proceedings of the 2018 Annual IEEE International Systems Conference (SysCon), Vancouver, BC, Canada, 23–26 April 2018. [Google Scholar]
- Wiesner, S.; Gaiardelli, P.; Gritti, N.; Oberti, G. Maturity Models for Digitalization—Applicability for SMEs. In Proceedings of the IFIP WG 5.7 International Conference, APMS 2018, Seoul, Korea, 26–30 August 2018. [Google Scholar]
- Schuh, G.; Anderl, R.; Gausemeier, J.; ten Hompel, M.; Wahlster, W. Industrie 4.0 Maturity Index—Managing the Digital Transformation of Companies; acatech STUDY: München, Germany, 2017. [Google Scholar]
- Frank, A.G.; Dalenogare, L.S.; Ayala, N.F. Industry 4.0 technologies: Implementation patterns in manufacturing companies. Int. J. Prod. Econ. 2019, 210, 15–26. [Google Scholar] [CrossRef]
- Lichtblau, K.; Stich, V.; Bertenrath, R.; Blum, M.; Bleider, M.; Millack, A.; Schmitt, K.; Schmitz, E.; Schröter, M. Industrie 4.0 Readiness; Cologne Institute for Economic Research (IW): Aachen, Cologne, 2015. [Google Scholar]
- IMPULS. Industry 4.0 Readiness: Online self-Check for Businesses. Available online: https://www.industrie40-readiness.de/ (accessed on 8 August 2021).
- Rajnai, Z.; Kocsis, I. Assessing Industry 4.0 Readiness of Enterprises. In Proceedings of the 2018 IEEE 16th World Symposium on Applied Machine Intelligence and Informatics (SAMI), Herl’any, Košice, Slovakia, 7–10 February 2018. [Google Scholar]
- Kopp, J.; Basl, J. Study of the Readiness of Czech Companies to the Industry 4.0. J. Syst. Inte-Gration 2017, 8, 40–45. [Google Scholar]
- Hamidi, S.R.; Aziz, A.A.; Shuhidan, S.M.; Aziz, A.A.; Mokhsin, M. SMEs Maturity Model Assessment of IR 4.0 Digital Transformation. In Proceedings of the 7th International Conference on Kansei Engineering and Emotion Research KEER 2018, Kuching, Sarawak, Malaysia, 19–22 March 2018; Lokman, A., Yamanaka, T., Lévy, P., Chen, K., Koyama, S., Eds.; Advances in Intelligent Systems and Computing. Springer: Singapore, 2018; Volume 739. [Google Scholar] [CrossRef]
- Gökalp, E.; Şener, U.; Eren, P.E. Development of an Assessment Model for Industry 4.0: Industry 4.0-MM. In Proceedings of the 17th International Conference on Software Process Improvement and Capability Determination (SPICE), Palma de Mallorca, Spain, 4–5 October 2017. [Google Scholar]
- Birkel, H.S.; Veile, J.W.; Müller, J.M.; Hartmann, E.; Voigt, K.-I. Development of a Risk Framework for Industry 4.0 in the Context of Sustainability for Established Manufacturers. Sustainability 2019, 11, 384. [Google Scholar]
- Joppen, R.; Lipsmeier, A.; Tewes, C.; Kuhn, A.; Dumitrescu, R. Evaliation of investment in the digitalization of a production. Procedia CIRP 2019, 81, 411–416. [Google Scholar] [CrossRef]
- Gardiner, G. Composites 4.0: Digital Transformation, Adaptive Production, New Paradigms; Composites World: Cincinnati, OH, USA, 2020; Available online: https://www.compositesworld.com/articles/composites-40-digital-transformation-adaptive-production-new-paradigms (accessed on 17 September 2021).
- Castelo-Branco, I.; Cruz-Jesus, F.; Oliveira, T. Assessing Industry 4.0 readiness in manufacturing: Evidence for the European Union. Comput. Ind. 2019, 107, 22–32. [Google Scholar] [CrossRef]
- Samaranayake, P.; Ramanathan, K.; Laosirihongthong, T. Implementing Industry 4.0—A technological readiness perspective. In Proceedings of the 2017 IEEE International Conference on Industrial Engineering, Singapore, 10–13 December 2017; pp. 529–533. [Google Scholar]
- Niesen, T.; Houy, C.; Fettke, P.; Loos, P. Towards an integrative big data analysis framework for data-driven risk management in industry 4.0. In Proceedings of the 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, USA, 5–8 January 2016; pp. 5065–5074. [Google Scholar]
- By, R.T. Organisational change management: A critical review. J. Chang. Manag. 2005, 5, 369–380. [Google Scholar] [CrossRef]
- Buye, R. Critical examination of the PESTEL Analysis Model; Project: Action Research for Development; Research Gate: Berlin, Germany, 2021. [Google Scholar]
- Rashain, P. The PESTLE Analysis; Nerdynaut: Avissawella, Sri Lanka, 2017. [Google Scholar]
- Gürel, E.; Tat, M. Swot analysis: A theoretical review. J. Int. Soc. Res. 2017, 10, 994–1006. [Google Scholar] [CrossRef]
- Carroll, B. Leadership in Lean, Empowering Manufacturing Organizations. J. Organ. Excell. 2001, 20, 81–90. [Google Scholar] [CrossRef]
- May, G.; Stahl, B. The significance of organizational change management for sustainable competitiveness in manufacturing: Exploring the firm archetypes. Int. J. Prod. Res. 2017, 55, 4450–4465. [Google Scholar] [CrossRef]
- Daum, M.; Götz, M.; Domaschka, J. Integrating CEP and BPM—How CEP realizes functional requirements of BPM applications (industry article). In Proceedings of the 6th ACM International Conference on Distributed Event-Based Systems, Berlin, Germany, 16 July 2012; pp. 157–166. [Google Scholar]
- Pavlovski, C.J.; Zou, J. Non-Functional Requirements in Business Process Modeling. In Proceedings of the 5th Asia-Pacific Conference on Conceptual Modelling (APCCM2008), Wollongong, NSW, Australia, 22–25 January 2008; pp. 103–112. [Google Scholar]
- Wohed, P.; Van der Aalst, W.; Dumas, M.; Ter, A.; Russell, N. On the suitability of BPMN for business process modelling. In Proceedings of the International Conference on Business Process Management, Vienna, Austria, 5–7 September 2006; Springer: Berlin/Heidelberg, Germany, 2006; pp. 161–176. [Google Scholar]
- Fernández-Caramés, M.; Blanco-Novoa, O.; Froiz-Míguez, I.; Fraga-Lamas, P. Towards an Autonomous Industry 4.0 Warehouse: A UAV and Blockchain-Based System for Inventory and Traceability Applications in Big Da-ta-Driven Supply Chain Management. Sensors 2019, 19, 2394. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, T. FREE Flowchart and Diagram Apps. 2017. Available online: https://medium.com/pm101/8-flowcharts-and-diagrams-apps-837373859e87 (accessed on 17 July 2022).
- Mouritsen, J.; Mahama, H.; Chua, W.F. Actor-Network Theory and the Study of Interorganisational Net-work-Relations. In Accounting in Networks; Routledge: London, UK, 2010; pp. 293–313. [Google Scholar]
- Gregory, A.J.; Atkins, J.P.; Midgley, G.; Hodgson, A.M. Stakeholder identification and engagement in problem structuring interventions. Eur. J. Oper. Res. 2020, 283, 321–340. [Google Scholar] [CrossRef]
- Monfared, R.; West, A.; Harrison, R.; Weston, R.H. An implementation of the business process modelling ap-proach in the automotive industry. Proc. Inst. Mech. Eng. Part B—J. Eng. Manuf. 2002, 216, 1413–1427. [Google Scholar] [CrossRef]
- Gemino, A.; Drew, P. Use case diagrams in support of use case modeling: Deriving understanding from the picture. J. Database Manag. 2009, 20, 1–24. [Google Scholar] [CrossRef]
- GIll, R. Change management—Or change leadership? J. Chang. Manag. 2010, 3, 307–318. [Google Scholar] [CrossRef]
- Altamony, H.; Al-Salti, Z.; Gharaibeh, A.; Elyas, T. The relationship between change management strategy and successful enterprise resource planning (ERP) implementations: A theoretical perspective. Int. J. Bus. Manag. Econ. Res. 2016, 7, 690–703. [Google Scholar]
- Lefley, F. Capital investment appraisal of advanced manufacturing technology. Int. J. Prod. Res. 1994, 32, 2751–2776. [Google Scholar] [CrossRef]
- Naim, M.M.; Wikner, J.; Grubbström, R.W. A net present value assessment of make-to-order and make-to-stock manufacturing systems. Int. J. Manag. Sci. 2007, 35, 524–532. [Google Scholar] [CrossRef]
- Boehm, B.; Huang, L.; Jain, A.; Madachy, R. The ROI of software dependability: The iDAVE model. IEEE Comput. Soc. 2004, 21, 54–61. [Google Scholar] [CrossRef]
- Joppen, R.; Kühn, A.; Hupach, D.; Dumitrescu, R. Collecting data in the assessment of investments within production. In Proceedings of the 12th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Gulf of Naples, Italy, 18–20 July 2018. [Google Scholar]
- de Weck, O. Fundamentals of Systems Engineering. 2015. Available online: https://ocw.mit.edu/courses/16-842-fundamentals-of-systems-engineering-fall-2015/pages/lecture-notes/ (accessed on 23 May 2022).
- Vanpoucke, E.; Vereecke, A.; Muylle, S. Leveraging the impact of supply chain integration through information technology. Int. J. Oper. Prod. Manag 2017, 37, 510–530. [Google Scholar] [CrossRef]
- Zarei, M.; Mohammadian, A.; Ghasemi, R. Internet of things in industries: A survey for sustainable development. Int. J. Innov. Sustain. Dev. 2016, 10, 419–442. [Google Scholar] [CrossRef]
- IBM. Subsystems. 2021. Available online: https://www.ibm.com/docs/en/i/7.2?topic=concepts-subsystems (accessed on 5 May 2022).
- Brusa, E. Synopsis of the MBSE, Lean and Smart Manufacturing in the product and process design for an assessment of the strategy “Industry 4.0”. In Proceedings of the CIISE 2018, Rome, Italy, 28–30 November 2018; pp. 21–30. [Google Scholar]
- Acheson, C.; Mackle, D.; Murphy, A.; Butterfield, J.; Higgins, P.; Collins, R.; Tame, R. Using design of experiments to define factory simulations for manufacturing investment decisions. In Proceedings of the 34th International Manufacturing Conference, Sligo, Ireland, 30–31 August 2017. [Google Scholar]
- Sukthomya, W.; Tannock, J. The optimisation of neural network parameters using Taguchi’s design of experi-ments approach: An application in manufacturing process modelling. Neural Comput. Appl 2005, 14, 337–344. [Google Scholar] [CrossRef]
- Chelladurai, S.J.S.; Murugan, K.; Ray, A.P.; Upadhyaya, M.; Narasimharaj, V.; Gnanasekaran, S. Optimization of process parameters using response surface methodology: A review. Mater. Today: Proc. 2021, 37, 1301–1304. [Google Scholar] [CrossRef]
- Hessing, T. Pilot Plan. Available online: https://sixsigmastudyguide.com/pilot-plan/ (accessed on 6 June 2022).
- Leach, L. Schedule and cost buffer sizing: How to account for the bias between project performance and your model. Proj. Manag. J. 2003, 34, 34–47. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Industry-4.0-Enabling Technologies | Drivers Cause a Particular Phenomenon to Happen | Incentives Motivate or Encourage Someone to Do Something | Barrier–Specific An Obstacle That Prevents Movement or Access |
|---|---|---|---|
| The IioT [1,10,11,12,62,63,65,66,67,82,83,105,122,123] | Connectivity of the physical assets of the production or supply value chain (sensorised and automated equipment) to the cyberspace using resources such as IIoT. | The “right-first-time” approach for composites aided by collecting real-time data on materials, parts, kits, processes, machines, tools, supply chains, and customer demands enables full traceability of products or supply chains and checking at any stage via digital twins. | Digital enterprise platforms able to integrate data from different sources and with different protocols enabling the formation of a digital twin (compatibility of sensors, data, interfaces, and software). |
| Simulation [1,11,12,60,70,71,72,73,74,82] | Formation and use of digital-twin simulations of the products, processes, and supply chain along the entire value chain, where a “body of knowledge” delivered through a digital twin grows throughout the product life. | Ability to optimise production or supply chain settings in the virtual world before the physical actions take place, thereby driving down waste, enabling both the vertical and horizontal integration of the value chains and increasing the quality of the composite-manufacturing process, e.g., automated compensation for tolerance issues due to the composite-manufacturing route. | Expertise, resources, simulation tools, trust in simulation, and resistance by the manufacturers, but also adoption, company values, culture, and change in processes. |
| Horizontal and vertical system integration [1,2,11,20,22,27,31,32,36,37,38,39,47,51,53,80,82,83,105,123,124,125,126] | The integration of value chains, represented by the communication framework allowing connected data flow and integrated view of the asset’s data throughout its lifecycle across companies, departments, functions, and capabilities, giving the right info to the right place at the right time. | Integrated and automated value chains reduce waste and deliver added value as well as support achieving DFM/DFX by overcoming the issues of uncertainties, value creation, and supply chain management, offering efficient one-sourced solutions and performing as a supplier on all levels of the value chain. | Progression from nonexisting or hierarchical systems that use enterprise resource planning (ERP) and manufacturing execution system (MES) software to manage automation technology for self-adapting and self-organizing production; capturing and managing relevant operational and manufacturing data amongst all levels of horizontal or vertical integration. |
| Autonomous Robots [2,3,4,15,18,19,20,40,82,84,85,86,87,88,127] | Ability to automate manufacturing processes and achieve “right-first-time” quality, by reducing uncertainty and variability, is attractive. However, self-adapting/self-organising production requires intelligent and autonomous machines/robots. | Driving down uncertainty and variability, whilst increasing repeatability, and health and safety. Intelligent, autonomous robots deliver manufacturing and energy efficiency, increased control, cost savings, remove heavy reliance on tacit knowledge and skilled craftsmanship, enabling scale, rate, design, or process change. | Composite automation lacks material behaviour consideration and feedback loops causing process reliability and productivity issues and requires human monitoring and inspection to verify automated operation; requires a clear understanding of the complex interactions between the parameters governing the manufacturing process and material state. |
| Additive Manufacturing [82,86,96,97,98,99,100] | Integration of manufacturing steps enabled by Industry 4.0 enables 3D-printing manufacturing philosophy in composite manufacturing, whilst traditional additive manufacturing offers the ability for rapid moulds and tooling development. | Generating competitive products for a variety of markets enabled by this paradigm shift reduces the cost of development and production, and enables flexible, adaptive production allowing for high volume and bespoke solutions “batch/lot size one”, faster certification process, reduced scrap, and more robust process chains. | Manufacturers’ abilities to absorb advanced technologies. |
| Big data and analytics [2,19,20,22,28,47,48,49,50,51,89,90,91,122,123,126] | Firstly, knowledge base formation to support development, production, and certification, secondly using AI and business analytics for decision support in minimising defect manufacturing of composite parts. | Digital knowledge base enables capturing tacit knowledge from manufacturing development, translating it into design and manufacturing guidelines for training, enabling workforce expansion, scaling up of production, traceability of process parameters, and environmental impact. Understanding of functional dependencies between manufacturing process, material state, and defects delivers “right-first-time” product and process quality and rapid qualification. | Cultural norms still present in the current manufacturing practice do not allow for generic organised knowledge capture, only direct 1-to-1 training, as well as the ability to appropriately monitor the entire manufacturing-process chain where most of the operations are manual. |
| The Cloud [11,62,106,107,124] | The cloud offers rapid elasticity and measured ICT service, on-demand self-service, and broad network access. | IT infrastructure cost reduction, large data storage and computing power for data analysis, seamless data sharing across sites, utilising data analytics and artificial intelligence as a service, and enabling Cloud Manufacturing concept. | |
| Cybersecurity [62,104,108,109,110,123] | Valuable information and data created by the application of Industry 4.0 require protection due to the critical value for the industry’s success. | Trust that the valuable information is protected and only shared with whom it is intended. This drives customer confidence as well as productivity. | |
| Augmented Reality [82,111,112,113,114,115,116,117,118] | Immersing users in a computer-generated world, and overlaying digital information onto the physical world | Increasing reality perception by making use of additional information about the environment. As composite manufacturing is a dominantly manual process, there is added value to all aspects of the product lifecycle including training, design, manufacturing, operations, service, sales, and marketing. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stojkovic, M.; Butt, J. Industry 4.0 Implementation Framework for the Composite Manufacturing Industry. J. Compos. Sci. 2022, 6, 258. https://doi.org/10.3390/jcs6090258
Stojkovic M, Butt J. Industry 4.0 Implementation Framework for the Composite Manufacturing Industry. Journal of Composites Science. 2022; 6(9):258. https://doi.org/10.3390/jcs6090258
Chicago/Turabian StyleStojkovic, Miroslav, and Javaid Butt. 2022. "Industry 4.0 Implementation Framework for the Composite Manufacturing Industry" Journal of Composites Science 6, no. 9: 258. https://doi.org/10.3390/jcs6090258
APA StyleStojkovic, M., & Butt, J. (2022). Industry 4.0 Implementation Framework for the Composite Manufacturing Industry. Journal of Composites Science, 6(9), 258. https://doi.org/10.3390/jcs6090258