1. Introduction
The circular economy (CE) has gained undeniable importance in various fields. The circular economy challenges the traditional approach and is considered a suitable alternative to the obsolete linear economy (make, use, dispose). The circular economy aims to maximize economic value while reducing waste and environmental pollution [
1]. Nonetheless, the construction industry, specifically road engineering, is still in the initial stages of embracing this concept [
1,
2]. There have been alarming reports of the increase in greenhouse gases caused by the construction industry and the consequences thereof on the ecosystem [
1]. Reports indicate that 36% of energy consumption and 37% of CO
2 emissions are related to the construction industry [
1]; 28% of energy consumption and 22% of CO
2 emissions are related to road engineering [
3]. These statistics have led the global community toward circular and low-carbon construction [
1,
4]. Implementing a circular economy in the road engineering industry can help reduce waste and carbon footprints while avoiding increased costs, delays, and other financial market consequences such as material instability [
5].
Today, the length of the asphalt road network in the United States and the European Union has reached more than 8.5 million kilometers [
6]. Considering that one kilometer of road with a width of 10 m and a thickness of 150 mm requires 3750 tons of hot-mix asphalt (HMA), millions of tons of recycled asphalt pavement (RAP) are produced annually during road maintenance [
7]. The amount of RAP stored in the world’s developed countries amounts to one billion tons, of which only 47% has been used in the construction of new pavements [
8,
9,
10]. However, using RAP in asphalt mixtures can significantly reduce carbon footprints and increase economic efficiency [
4]. The use of one ton of asphalt containing 93% RAP has been reported to reduce 64% of the carbon [
11] and up to 97% of other pollutants such as CH
4, NO
x, CO, and SO
2 [
9,
11,
12]. Moreover, using 20–50% RAP reduces costs by 15–40% [
13,
14]. Despite the advantages of RAP over decarbonization, the utilization of these materials in asphalt mixtures also presents disadvantages. Aged bitumen in RAP is stiffer than virgin bitumen, and mixtures containing RAP are more rigid and brittle [
15]. Studies have shown that using mixtures containing over 20% RAP weakens the asphalt mixture’s resistance to cracking and fatigue [
15,
16,
17,
18]. Therefore, in many countries, the use of RAP is limited to low percentages. To improve the performance of asphalt mixtures containing RAP, rejuvenators and softer bitumen are used; in recent years, to develop a circular economy, waste oils have been considered as rejuvenators [
15].
Reports indicate that more than 208 million tons of waste cooking oil (WCO) and 400 million tons of waste engine oil (WEO) are produced annually, of which only 40% are recycled [
9,
19,
20,
21,
22]. Improper disposal of these materials causes environmental pollution; one liter of WEO can contaminate one million liters of fresh water [
19,
23]. Moreover, the discharge of WCO in water has caused the algal bloom phenomenon: excessive growth of phytoplankton, microorganisms, and algae [
24]. Since both these types of waste oil have low viscosity, high aromatic content, and molecular structures similar to asphalt binder, the use of these materials in asphalt mixtures containing RAP not only improves the asphalt’s performance but also contributes to the development of a circular economy [
9,
23,
25,
26].
Table 1 lists several studies investigating the addition of various rejuvenators to RAP. Despite the mentioned advantages, waste oils are not used in some areas because the oily structure of these materials reduces the rutting resistance of mixtures containing RAP [
15]. Therefore, virgin asphalt and modified polymer bitumen in combination with rejuvenated RAP are suggested. The rutting performance of asphalt mixtures has been improved using polymers such as polyethylene (PE) [
27,
28], polyethylene terephthalate (PET) [
29,
30], and polypropylene (PP) [
31]. Despite the proper performance of polymers in asphalt mixtures, producing these materials has become a serious environmental concern. Statistics show that plastic production has increased from 15 million tons to 311 million tons in the last 50 years; a significant share of this amount is high-density polyethylene (HDPE), with an annual production of 58 million tons [
32,
33]. It is expected that if this trend continues, the emission of greenhouse gases caused by plastic waste will increase by more than 282% by 2050 [
34]. Reports indicate that only 18% of the world’s plastic waste was recycled in 2015, and 4.8 to 12.7 million tons of plastic waste enter the oceans annually [
32,
35]. In light of the existing pollution, reusing waste plastic in asphalt mixtures could help develop a circular economy and reduce carbon footprints.
Today, the advancement of the circular economy within various sectors of civil engineering, particularly in road construction, has garnered significant attention. The utilization of reclaimed asphalt pavement (RAP) in new constructions has emerged as a focal point, not only for its cost-saving benefits but also for its contribution to reducing carbon emissions. Moreover, the incorporation of diverse additives such as rejuvenators and recycled polymers, alongside the mitigation of environmental pollutants in RAP, underscores the significance of this endeavor. This multifaceted approach not only diminishes environmental pollutants and carbon emissions but also enhances the performance of asphalt mixtures containing RAP.
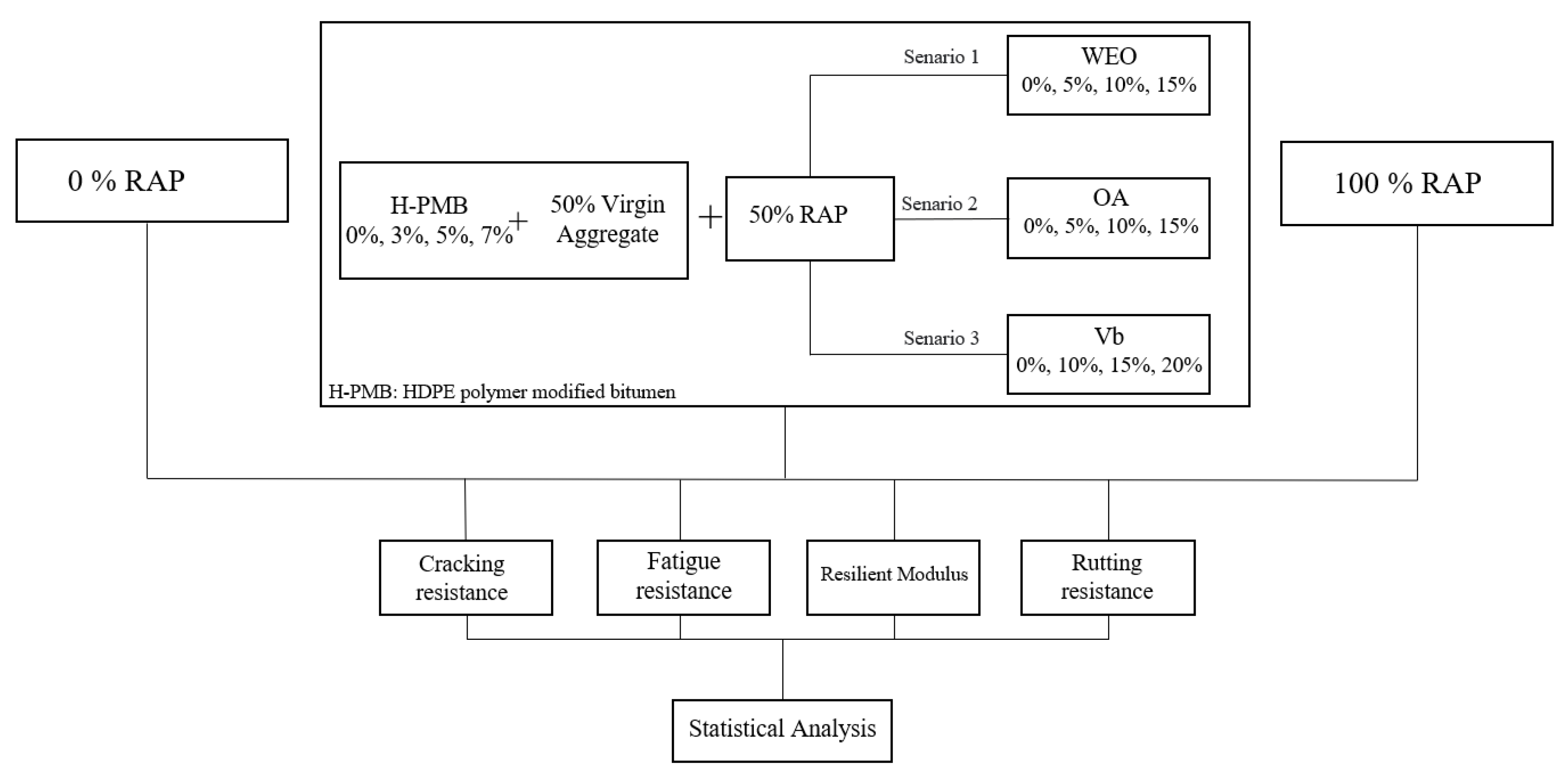
However, due to the disparate chemical compositions of rejuvenators and the aged bitumen present in RAP, the selection and dosage of rejuvenators compatible with recycled polymers are paramount. It is imperative to comprehensively evaluate the performance of RAP containing such additives. Hence, this research endeavors to address this challenge by utilizing three distinct types of rejuvenators that vary in chemical composition: waste engine oil (paraffin oil-based), oleic acid (derived from waste cooking oil) from the fatty acid category, and VB from the basic bitumen category. These rejuvenators were employed at four different percentages. Additionally, recycled high-density polyethylene (HDPE) was utilized at four different percentages, both separately and concurrently with the rejuvenators.
Subsequently, the performance of the modified RAP mixtures was evaluated across a spectrum of temperatures, encompassing low, medium, and high ranges. Assessments encompassed crack resistance at −12 °C, fatigue resistance and resilient modulus at 25 °C, and rutting resistance at 50 °C. The obtained results were meticulously analyzed. The process of conducting experiments is presented in
Figure 1.
In essence, the novelty of our research lies in its holistic approach to evaluating the performance of recycled asphalt mixtures, considering the combined effects of different rejuvenators and recycled polyethylene across a range of temperatures. This approach allows for a thorough understanding of how these materials interact and perform under varying environmental conditions, thereby contributing to the advancement of knowledge in the field of sustainable pavement materials and carbon sequestration.
4. Results and Discussion
4.1. Resilient Modulus
Figure 3 shows the results of the resilient modulus (Mr) test at 25 °C. As can be seen, with an increase in RAP percentage, the value of Mr also increases [
39,
83]. The Mr of the sample containing 100% recycled asphalt is 32% higher than the Mr of the sample containing 100% virgin material. Mr is a parameter used to determine a pavement’s needed thickness and evaluate the material’s relative quality. The value of Mr significantly depends on the properties of an asphalt mixture’s components. This measure is the response of asphalt to dynamic stresses and related strains. A higher value of Mr indicates a stiffer mixture that can lead to better resistance to repeated loads and, thus, to less pavement thickness [
83].
In the aged bitumen present in RAP, functional chemical groups such as carbonyl (C=O) and sulfoxide (S=O) have deviated from equilibrium, resulting in a decreased maltene-to-asphaltene ratio. Consequently, the aged bitumen possesses a higher asphaltene content and is stiffer than virgin samples. Therefore, the Mr of samples containing RAP is higher than the Mr of samples containing virgin materials. The Mr increases with the age of the samples [
39,
83]. Furthermore, the addition of rejuvenators has led to a decrease in Mr. Studies have shown that the number of honeycomb-like structures increases with binder aging. Adding a rejuvenator to RAP reduces the honeycomb structure and restores the morphology of the old binder. Consequently, during this process, the maltene-to-asphaltene ratio reaches equilibrium, resulting in reduced mixture stiffness and improved flexibility. However, the percentage of reduction varies among rejuvenators depending on their composition. The effect of VB on reducing the Mr was less than the effects of the other two rejuvenators. Because of VB’s higher viscosity compared to the other two rejuvenators and VB’s good adhesion, VB acts like a viscoelastic liquid and somewhat maintains the adhesion of the sample components. For this reason, the stiffness of the samples is less affected. Further, the addition of recycled HDPE caused a significant increase in Mr. The addition of 7% recycled HDPE increased the Mr by 35% compared to the control sample (RL). These results are caused by the stiffening effect of recycled HDPE [
83]. In other words, this material has a higher elastic component and can withstand more load before failure [
84]. Finally, the simultaneous addition of the rejuvenator and recycled HDPE increased the Mr compared to the samples containing only the rejuvenator. It decreased the Mr compared to the samples containing only the recycled HDPE. The highest increase was related to samples containing VB and recycled HDPE. Among the simultaneous additions, the lowest Mr was related to the sample containing oleic acid and recycled HDPE. Because of its lower viscosity compared to the other two rejuvenators, oleic acid had a more significant effect on reducing the stiffness of the samples.
4.2. Fatigue Resistance
Figure 4 shows the results of the indirect tensile fatigue test at 25 °C. As can be seen, the fatigue life decreased with an increase in RAP [
85]. Because of the lack of proper adhesion between asphalt mastic and RAP in samples containing RAP, micro-fatigue cracks propagate rapidly. The fatigue cracks are generally divided into two stages: crack initiation and crack propagation. Mixtures containing RAP perform weakly in the crack propagation stage due to the presence of aged bitumen and inadequate adhesion between mixture components. Consequently, fatigue cracks propagate rapidly, resulting in a relatively low fatigue life. However, in the L100 sample, because of adequate bonding between the asphalt mastic and aggregate, crack propagation occurs at a lower speed [
78], resulting in higher fatigue life. In addition, adding any of the three rejuvenators improved a sample’s fatigue life. Due to oxidation, the polarity of asphaltene molecules in RAP increases, leading to an enlargement of large molecular structures (LMS) and a reduction in the average (MMS) and small molecular sizes (SMS). The addition of rejuvenators has resulted in a decrease in the number of LMS and an increase in the number of MMS and SMS. This process facilitates the softening of aged bitumen and enhances its flexibility in asphalt mixtures. The most significant improvement was related to the samples RLE15 and RLV20, which improved the fatigue life compared to the control sample (RL) by 71% and 63%, respectively. Adding WEO improved the mixing process and increased the mixture’s homogeneity, uniformity, and flexibility. Moreover, previous studies have shown that the microstructure of mixtures containing WEO is significantly improved compared to the sample without a rejuvenator. This confirms the aged binder’s activation and increases the mixtures’ flexibility [
86]. Furthermore, adding VB increased the adhesion between asphalt mastic and RAP at 25 °C. As a result, the initiation and propagation of micro-fatigue cracks occur more slowly in this state. As a result, it leads to improvement in fatigue life. Adding rejuvenators generally causes decreases in the carbonyl index, the sulfoxide index, and the colloidal index. As a result, this process stabilizes the colloidal structure and restores the chemical composition of the aged binder [
87]. Further, the addition of recycled HDPE significantly increased the fatigue life of the mixtures. As can be seen, the addition of 7% recycled HDPE improved the fatigue life of asphalt mixtures by 164% compared to the control sample. The addition of recycled HDPE increases the adhesion between the asphalt mastic and RAP, increasing the cracking resistance of the samples [
18]. The improved adhesion between the asphalt components causes small cracks to form later and propagate more slowly [
39,
44,
88].
Further, adding engine oil or VB combined with recycled HDPE significantly improved fatigue life. Compared to the control sample (RL), the fatigue life of RLE15P7 and RLV20P7 was enhanced by 241% and 156%, respectively. Rejuvenators improve the microstructure and increase the participation of aged bitumen in the asphalt mixture. Moreover, the addition of recycled HDPE increased the stiffness and adhesion of the mix, which significantly increased the fatigue life. This means that the simultaneous use of rejuvenators and recycled HDPE substantially increases the fatigue resistance of asphalt mixtures.
It is noteworthy that despite the positive impact of other binder modifiers, such as styrene-butadiene-styrene, on the fatigue behavior of mixtures containing RAP [
89], the use of waste and recycled additives is prioritized due to economic and environmental issues [
49].
4.3. Rutting Resistance
Figure 5 shows the results of the rutting test at a temperature of 50 °C. As can be seen, the rutting depth decreased with an increase in RAP percentage. In other words, the mixtures containing RAP were more resistant to permanent deformation than those without RAP [
39,
49,
83]. These results are attributed to the higher stiffness of aged binders in RAP. Aged bitumen in RAP has a stiffer colloidal structure than virgin bitumen [
90]. Therefore, aged bitumen positively affected the rutting resistance of asphalt binders [
49]. As the amount of RAP increases, the depth of rutting decreases [
44]. The results showed that the rutting depth of the R100 sample is 40% less than the rutting depth of the L100 sample.
The addition of rejuvenators hindered the improvement of rutting performance and increased the depth of rutting. The addition of rejuvenators increased the degree of penetration and plasticity of asphalt and decreased the softening point and viscosity [
91]. Moreover, at a higher percentage of rejuvenators, the effect of lubrication on the aggregates increases, which causes interlocking of the aggregates to be interrupted and increases the depth of rutting [
68].
The addition of recycled HDPE significantly reduced the depth of rutting. The addition of 7% recycled HDPE reduced the rutting depth by 80% compared to the control mixture (RL). Recycled HDPE reduces the penetration and increases the softening point of asphalt mixtures. As a result, modified mixtures have higher stiffness and lower temperature sensitivity. Furthermore, recycled HDPE increases adhesion and interlocking between asphalt binder and aggregate. Recycled HDPE is a type of thermoplastic material that enhances the adhesion of bitumen, leading to improved bonding between bitumen and aggregates. This process reduces the deformation under repeated loading. Additionally, increasing the content of recycled HDPE can absorb more light-phase components from the bitumen, resulting in increased stiffness of the bitumen and enhanced elastic response. This factor also contributes to the increased stiffness of the mixture and its elastic response, ultimately improving its resistance to rutting. For these reasons, recycled HDPE increases rutting resistance [
88].
The combined addition of rejuvenator and recycled HDPE increased the rutting depth compared to samples containing only recycled HDPE. However, in samples containing only a rejuvenator, the rutting resistance was reduced compared to the control mixture (RL). These results show that the addition of recycled HDPE and a rejuvenator is a suitable combination to compensate for the reduced rutting resistance caused by the addition of only a rejuvenator. Regarding prioritization, the mixture containing only recycled HDPE at 7% had the highest resistance to permanent deformation. This was followed by the mixtures containing only recycled HDPE at 5% and 3%. Next in order were the mixtures containing rejuvenating compounds and recycled HDPE, the sample containing 100% RAP, the sample containing 50% RAP + 50% virgin materials, the samples containing only rejuvenating agents, and finally, the sample containing 100% pure materials.
4.4. Cracking Resistance
Figure 6 shows the results of the fracture energy at −12 °C. As can be seen, the fracture energy decreased significantly with an increase in the RAP percentage. The fracture energy of samples containing 100% virgin materials was 31% higher than that of samples containing 100% RAP. These results show that aged bitumen is very brittle at low temperatures and has low flexibility. Next, the amount of fracture energy was improved by adding a rejuvenator. So, adding 15% oleic acid, 15% waste engine oil, or 15% VB rejuvenator improved the fracture energy by 76%, 36%, or 12%, respectively, compared to the control mixture. The rejuvenator made aged bitumen more active and made stone materials adhere to it better [
92]. Also, because of the presence of OH groups in oleic acid, strong covalent bonds are formed, causing a further improvement in the fracture energy of samples containing oleic acid. Further, the amount of fracture energy was slightly improved with the addition of recycled HDPE. Adding recycled HDPE causes an asphalt sample to harden and increases the peak load. Increasing the peak load also increases the area under the graph in the diagram and increases the fracture energy. Finally, using the simultaneous combination of a rejuvenator and recycled HDPE improved the fracture energy of asphalt mixtures. The RLE15P7 sample had the most positive effect among the samples that had rejuvenator and recycled HDPE. The fracture energy of this sample was enhanced by 66% compared to the control sample and by 18% compared to the sample containing 100% virgin materials. The added rejuvenator interacted with asphaltene molecules, leading to the disentanglement and separation of nano asphaltenes [
93]. Also, adding recycled HDPE increased the adhesion between asphalt binder and aggregate [
88], improving the fracture energy.
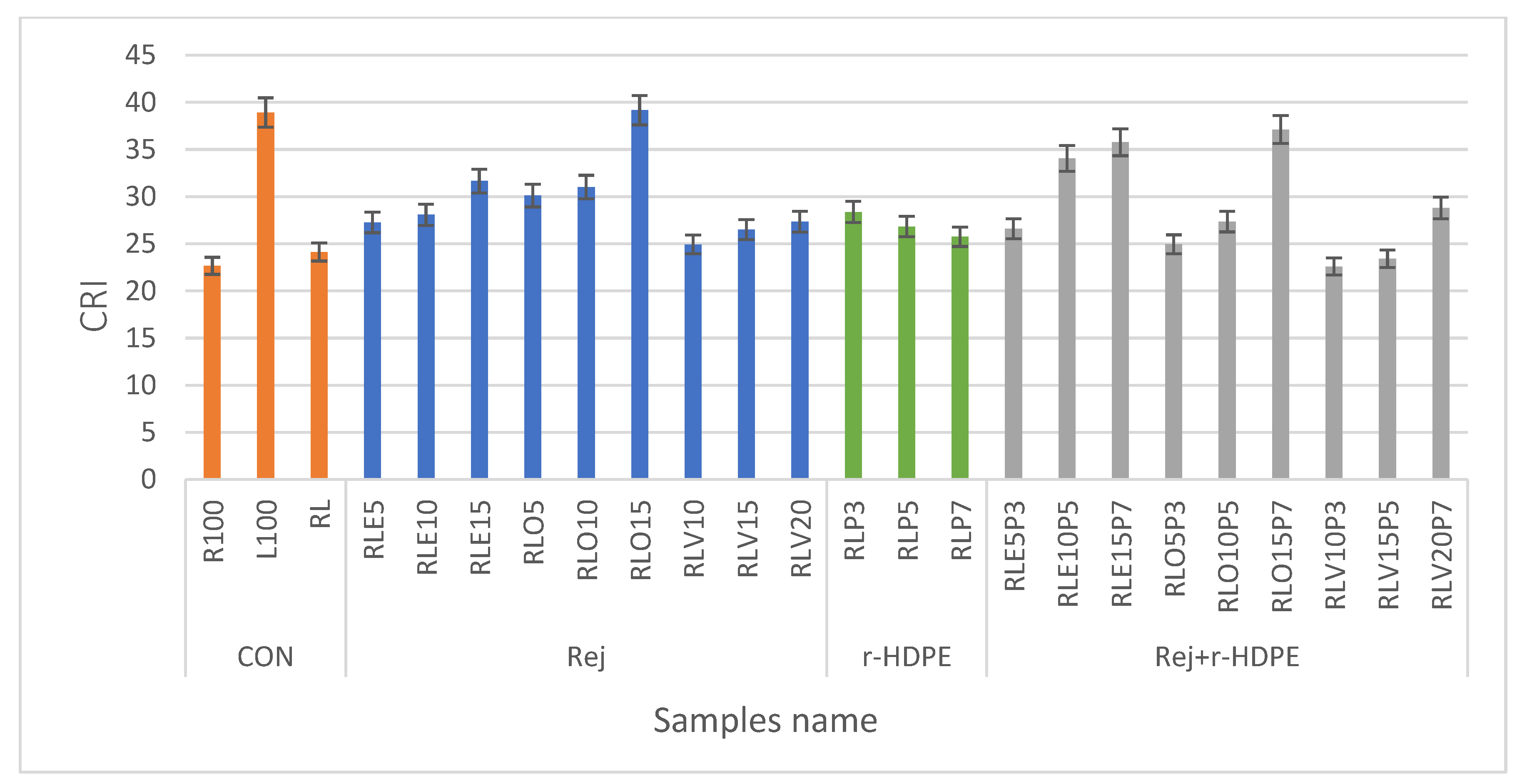
Figure 7 shows the results for the cracking resistance index (CRI) at −12 °C. As can be seen, the cracking resistance index decreased with an increase in RAP percentage. The CRI of the sample with 100% new materials is 72% higher than the CRI of the sample with 100% RAP. This means aged bitumen is brittle at low temperatures and does not resist cracks. Adding different types of rejuvenators with different amounts will increase the CRI value [
49]. Adding rejuvenators can significantly reduce the large molecular size (LMS) caused by asphalt aging. Moreover, rejuvenators increase the medium molecular size (MMS) and small molecular size (SMS), thus reducing asphalt’s viscosity. As a result, there is increased flexibility in the samples containing the rejuvenating agents, and the resistance of these samples to crack initiation and propagation is improved [
94,
95]. Because of its low viscosity, oleic acid has a faster release rate and better effect against cracking than the other two rejuvenators. These results show that the molecular structures and type of rejuvenators affect its diffusion efficiency, and low viscosity of rejuvenators is required for proper diffusion at low temperatures [
96].
Compared to the control, the addition of 3% recycled HDPE increases the value of CRI; however, the addition of 5% or 7% recycled HDPE leads to successively lower increases in the value of CRI compared to the control. These results mean that adding only 5% or 7% recycled HDPE provides less resistance against cracking than adding only 3% recycled HDPE because increasing the recycled HDPE makes the sample stiffer and it can thus withstand more peak load. As a result, according to Equation (2), the value of CRI decreases. At low temperatures, the presence of recycled HDPE (without rejuvenator) causes the sample to become brittle, causing cracks to propagate at a faster rate.
The simultaneous use of a rejuvenator and recycled HDPE led to an improvement in the CRI. Compared to the control sample (RL), the CRI of RLO15P7, RLE15P7, and RLV20P7 samples improved by 54%, 46%, and 19%, respectively. These results show that the simultaneous use of recycled HDPE and rejuvenator improves the resistance to crack initiation and propagation at low temperatures. Furthermore, rejuvenators have been able to decrease the glass transition temperature (Tg) to approach that of the virgin binder and establish chemical equilibrium between asphaltene and naphthalene.
5. Statistical Analysis
After investigating the effect of a rejuvenator and recycled HDPE on the performance of asphalt mixtures containing RAP, the importance of the type and amount of these materials on the performance of asphalt mixtures was analyzed with one-way analysis of variance (ANOVA) using SPSS version 26 software. Several studies have used ANOVA tests to evaluate the effect of various parameters in asphalt mixtures [
97,
98,
99]. ANOVA statistical analysis is used to investigate the impact of an independent variable on a response variable [
98]. The results of this test are summarized in
Table 8; a significance level of 0.05 was used. A confidence level of 0.05 is commonly used in statistical analysis. In this research, the independent variables are the type and amount of rejuvenator and the type and amount of the combination of rejuvenator and recycled HDPE. As shown in
Table 8, the rejuvenator dosage has a significant effect on the resilient modulus, and the rejuvenator dosage has a significant effect on fatigue. These results confirm the importance of the rejuvenator dosage on the resilient modulus and fatigue of asphalt mixtures containing RAP. Moreover, according to the F value, the impact of the rejuvenator dosage on fatigue performance was greater than the impact of the rejuvenator dosage on the resilient modulus. Another independent variable that was known to affect the performance of the samples was the combined amount of rejuvenator and recycled HDPE. As shown in
Table 8, the significance level of this independent variable on rutting performance was less than 0.05. This result confirmed the importance of the combined rejuvenator and recycled HDPE on the rutting performance of asphalt mixtures containing RAP. The effect of other independent variables on the performance of asphalt mixtures was not significant at the 0.05 level.
In a continuation of the statistical analysis, Spearman’s and Pearson’s tests were used in this research to check the correlation between the performed tests [
100,
101]. Pearson’s correlation coefficient is one of the most popular methods of measuring the linear correlation between two variables or quantities. However, Pearson’s correlation coefficient has some weaknesses. The most critical weakness of Pearson’s correlation coefficient is that it analyzes linear dependence or connection between two variables; it cannot examine samples’ non-linear dependence or non-linear relationship. Another characteristic of Pearson’s correlation coefficient is that it is sensitive to outliers. These two weaknesses led to the discovery of ordinal correlations. Spearman’s rank correlation is one of the essential correlations to mitigate these weaknesses [
100].
Spearman’s rank correlation coefficient is a statistic used to measure the ordinal association between two estimated quantities. The correlation coefficient values are always between +1 and −1. The number 1 indicates a positive correlation, 0 indicates no correlation, and −1 indicates a negative correlation [
101,
102]. Based on statistical methods [
103], for both Pearson’s and Spearman’s methods, a correlation coefficient in absolute value higher than 0.7 indicates a relatively strong correlation between the two parameters, and a correlation coefficient in absolute value between 0.4 and 0.7 indicates a moderate correlation. Moreover, a correlation coefficient in absolute value less than 0.4 indicates a weak correlation or no correlation between the two parameters. This range of correlation coefficients has been considered in other studies related to asphalt mixtures [
101,
104]. As shown in
Table 9, the value of the Pearson correlation coefficient between the CRI index and fracture energy is 92.5%, which indicates a relatively strong correlation between these two indices at −12 °C. Furthermore, a minimal significance value of zero (0.000) was obtained. Therefore, this correlation is significant with 99% confidence. In other words, it can be said that at −12 °C temperature, these two indicators can be used to predict each other.
Table 10 for this case shows the value of Spearman’s correlation coefficient was 92.2%, a strong correlation confirming the Pearson test results. In addition, there was a relatively strong negative correlation between rutting and the resilient modulus. In this case, the Spearman correlation coefficient is −81.2% and the Pearson correlation coefficient is −83.2%. A minimal significance value of zero (0.000) was obtained in this case. Therefore, the correlation is significant in this case with 99% confidence. In this case, the Spearman and Pearson correlation coefficients are very close. From
Table 9 and
Table 10, there is a moderate positive correlation between fatigue and fracture energy, and there is a moderate negative correlation between rutting and fatigue. Significant indicators also show that all observed correlations are acceptable with 99% confidence.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}