
Influence of SiC Doping on the Mechanical, Electrical, and Optical Properties of 3D-Printed PLA

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
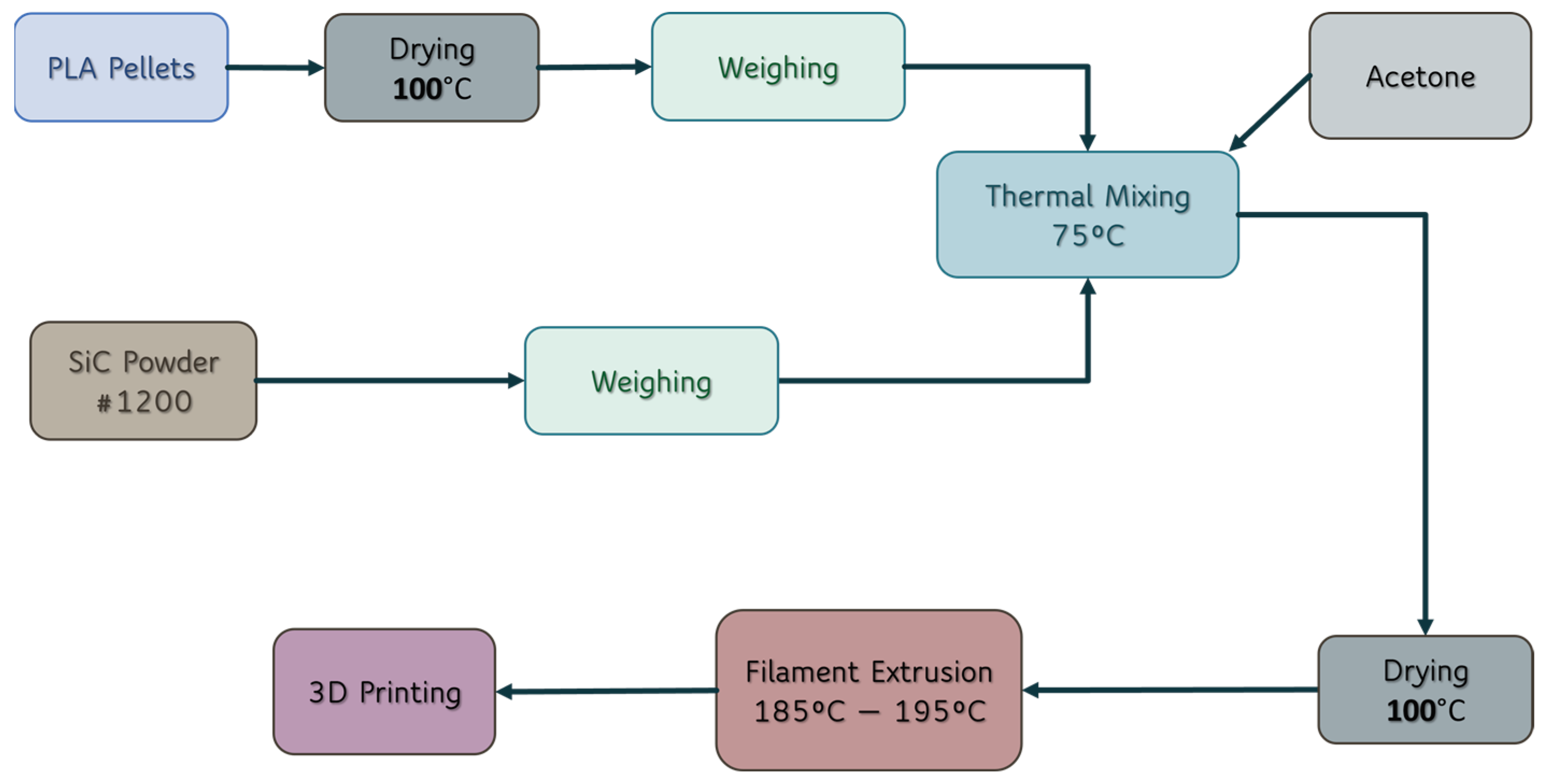
2.2. Preparation of the SiC-Doped PLA Filaments and Test Samples
2.3. Mechanical Characterization
2.3.1. Tensile Testing to Failure after Fatigue
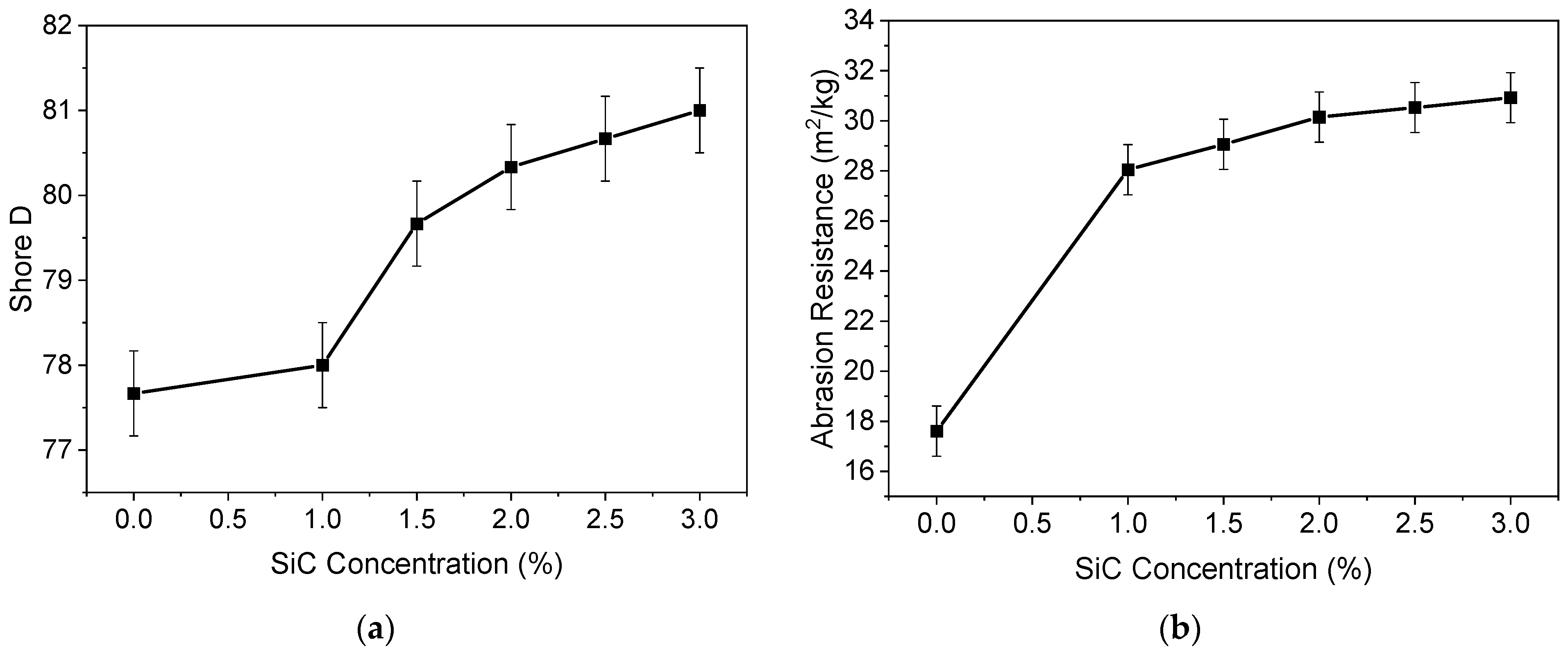
2.3.2. Shore D Hardness
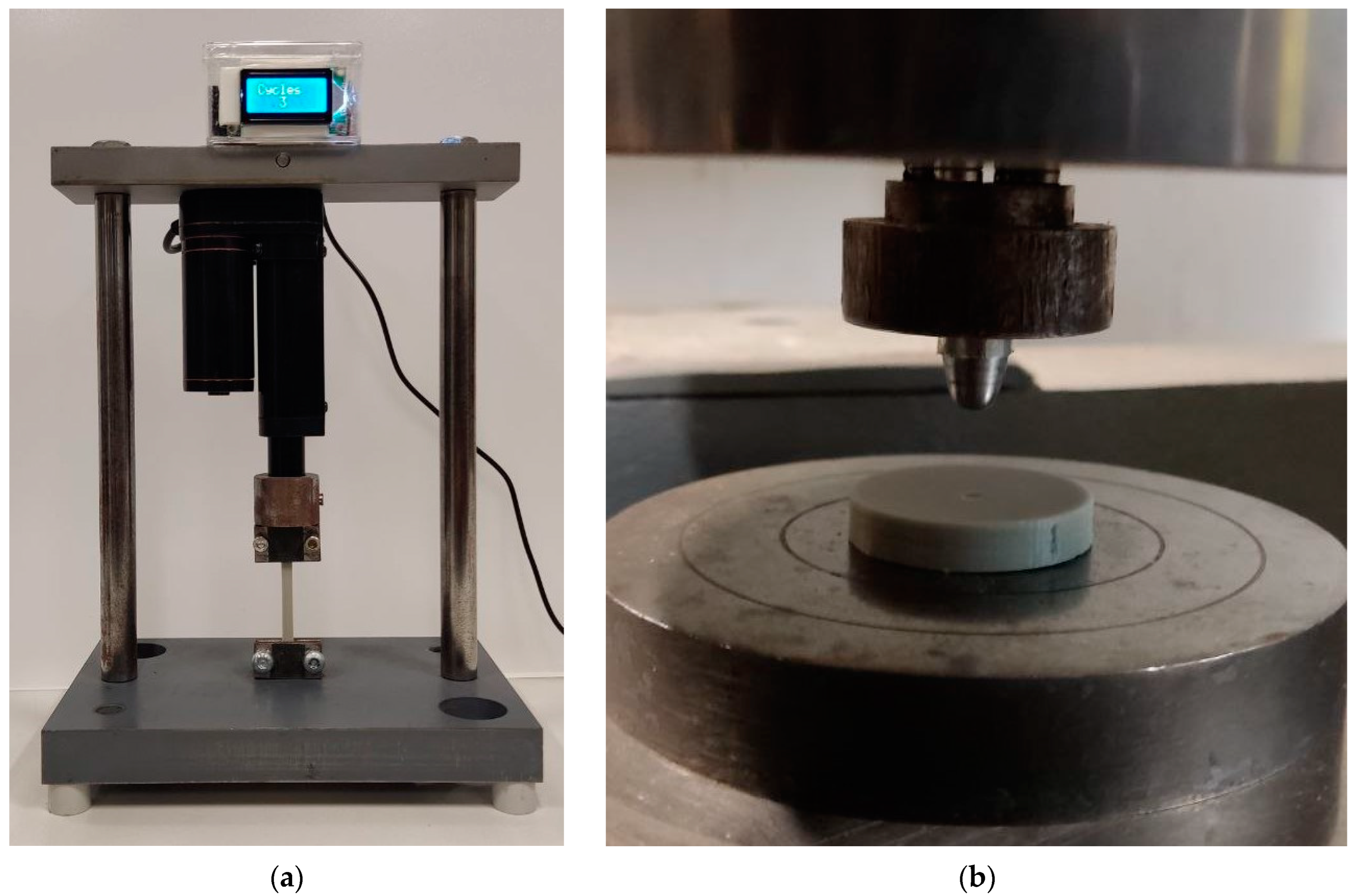
2.3.3. Abrasion Resistance
2.3.4. Hertzian Point Compression
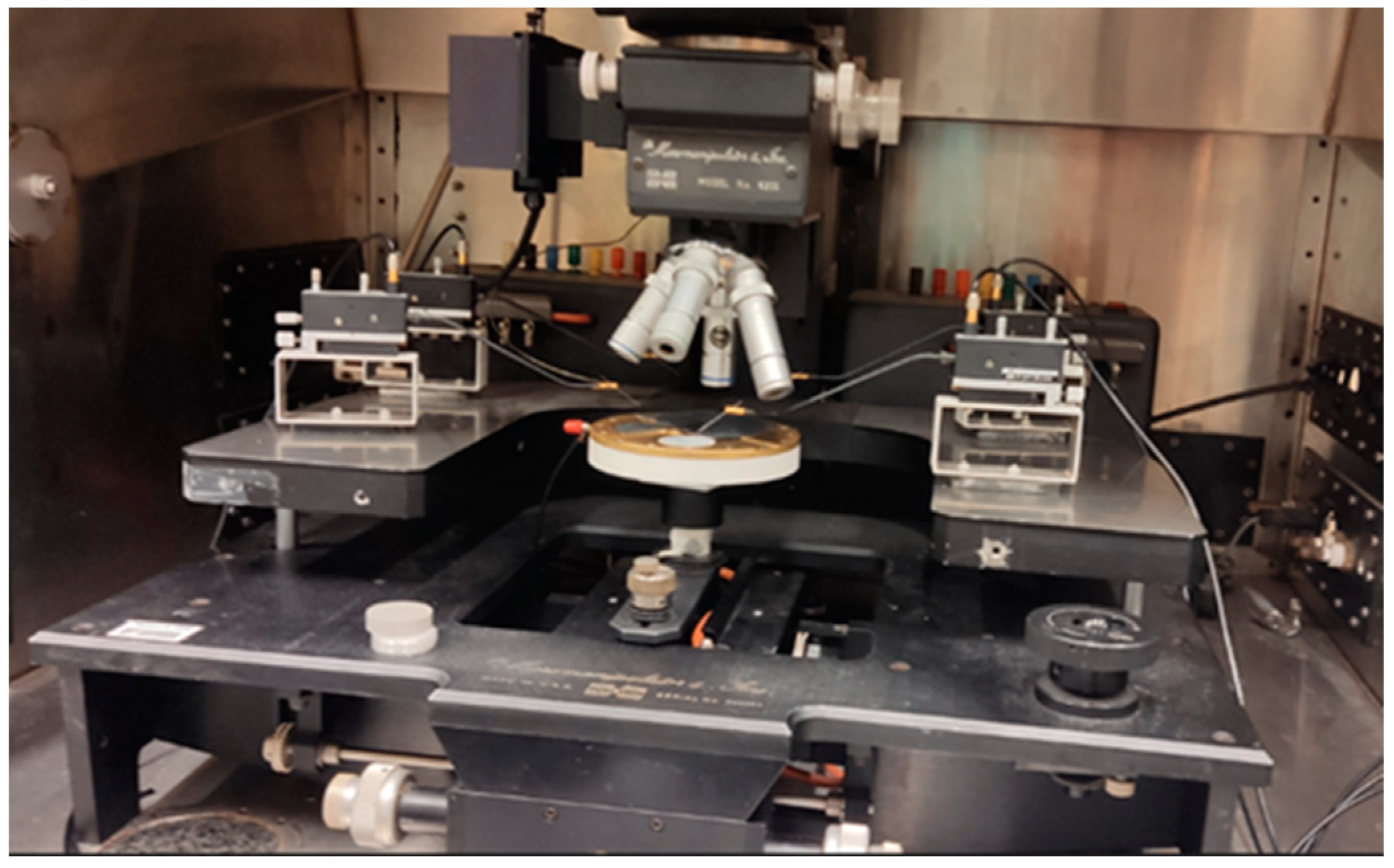
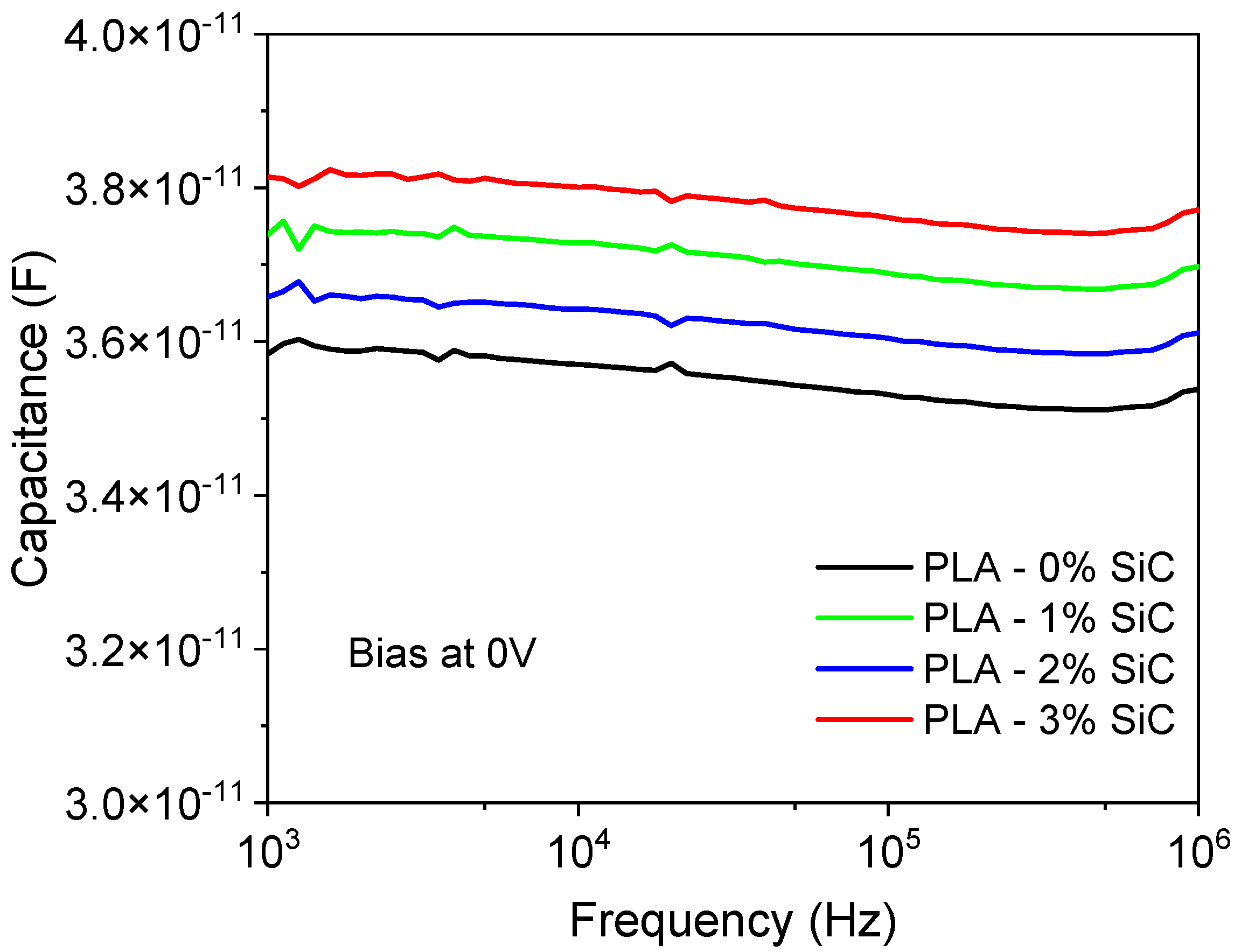
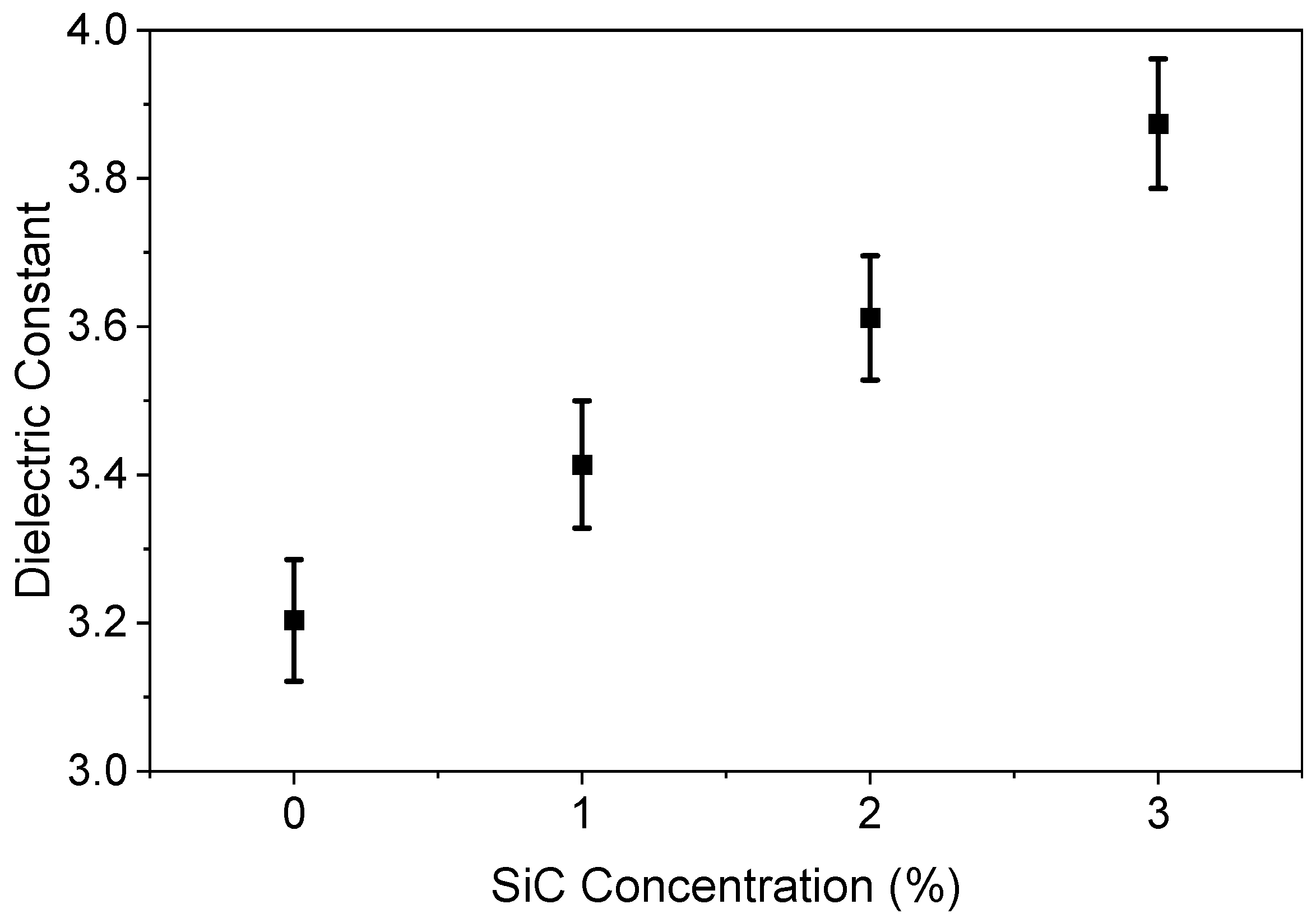
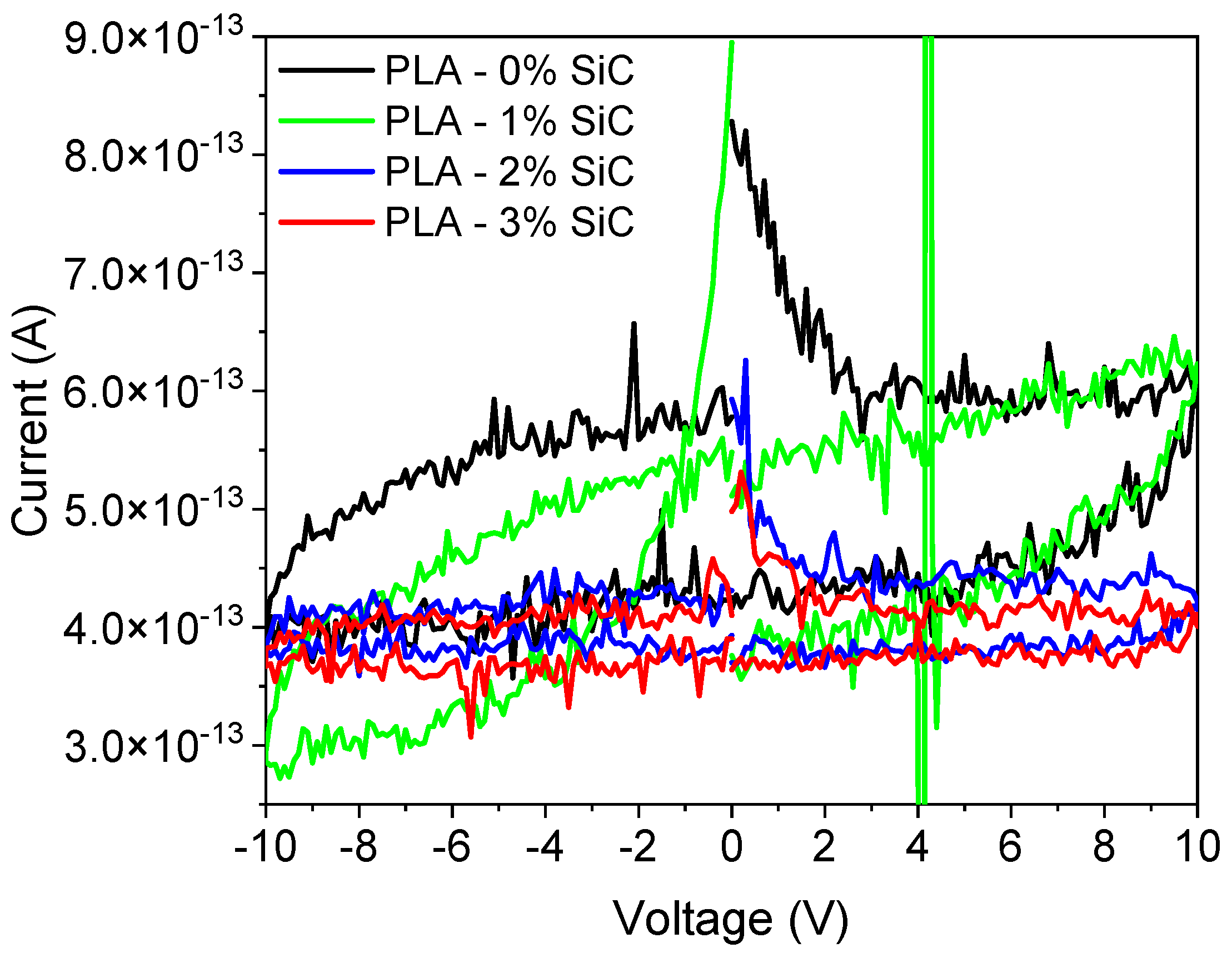
2.4. Electrical Characterization
2.5. Optical Characterization
3. Results and Discussion
3.1. Microstructural Characterization
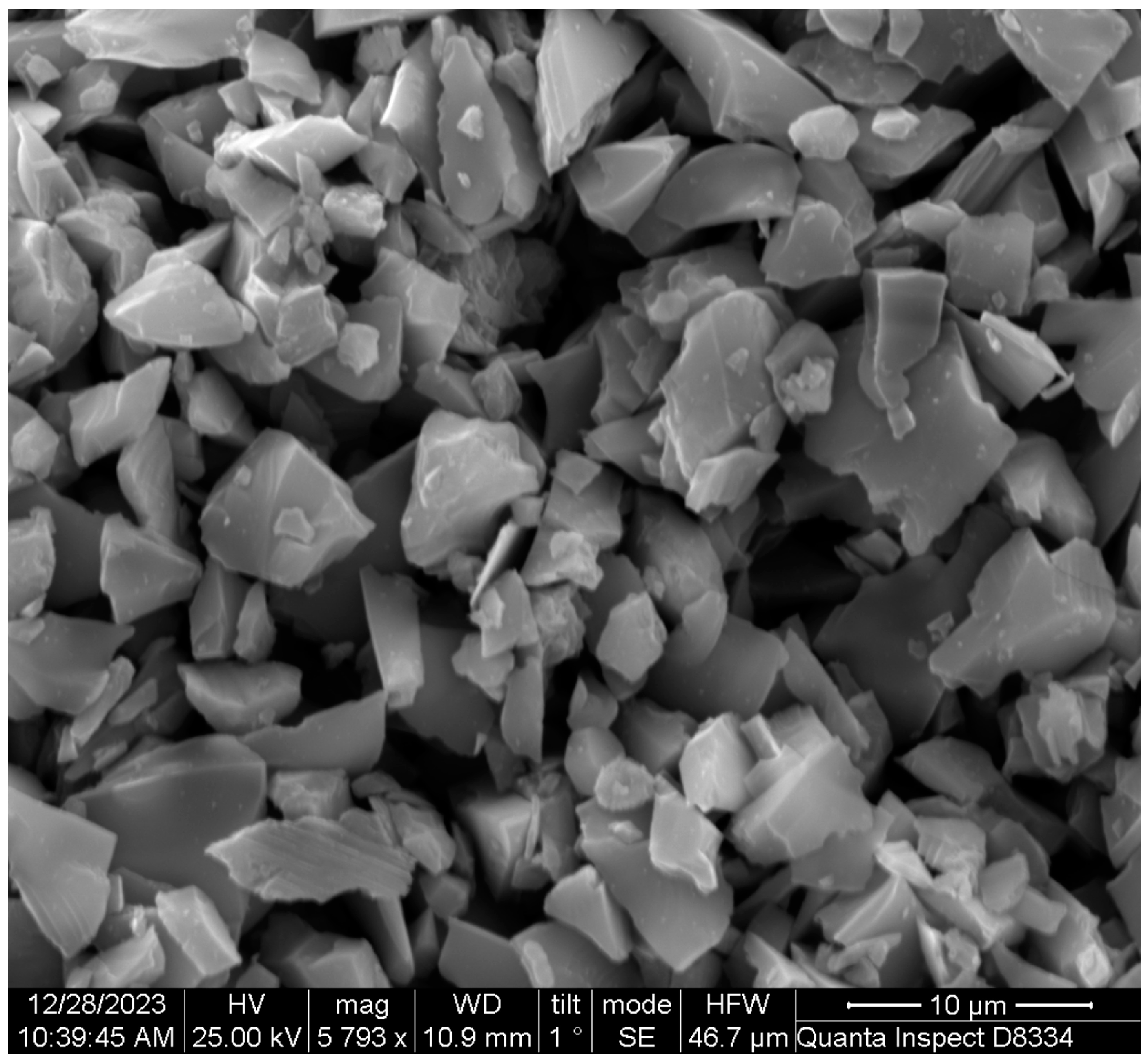
3.1.1. SiC Powder
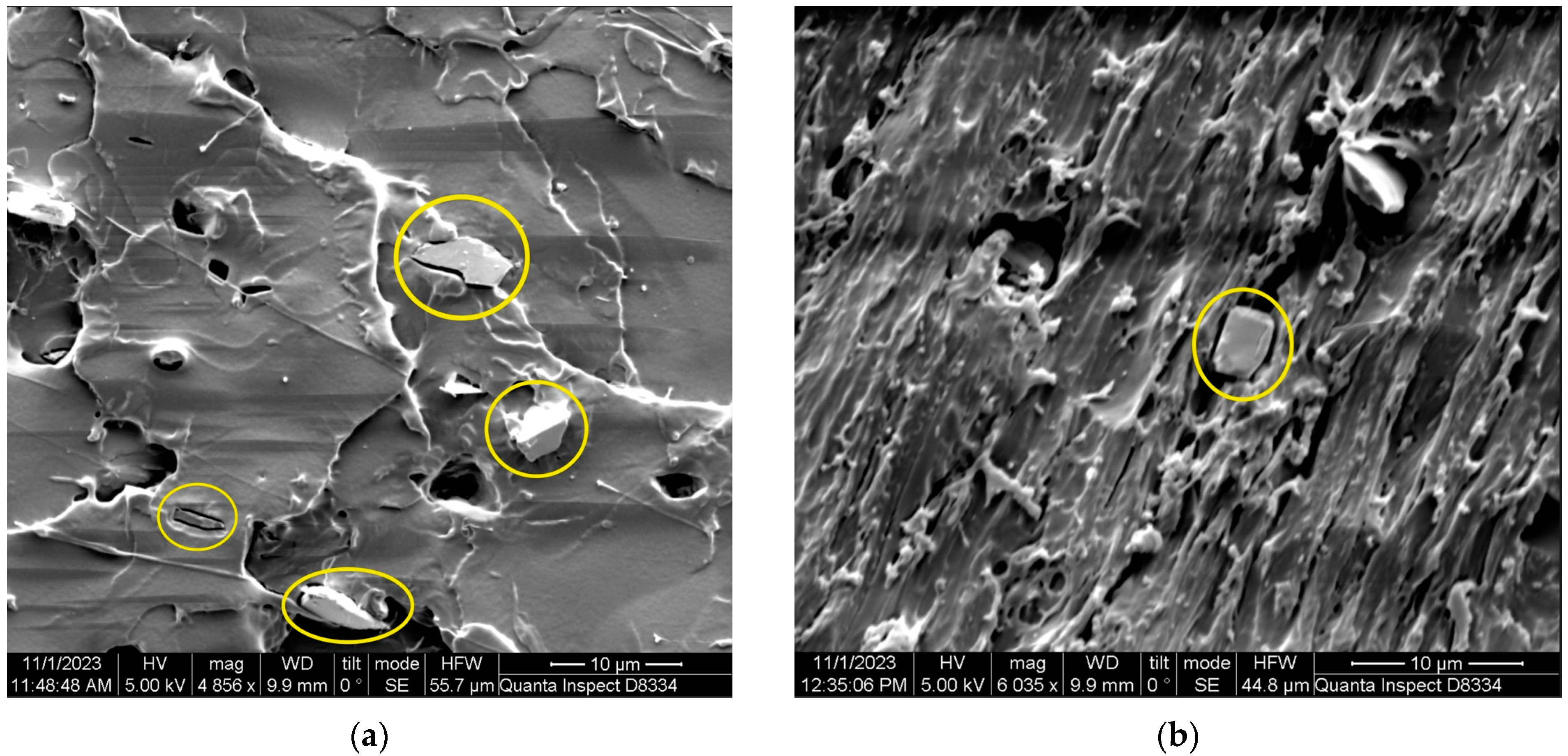
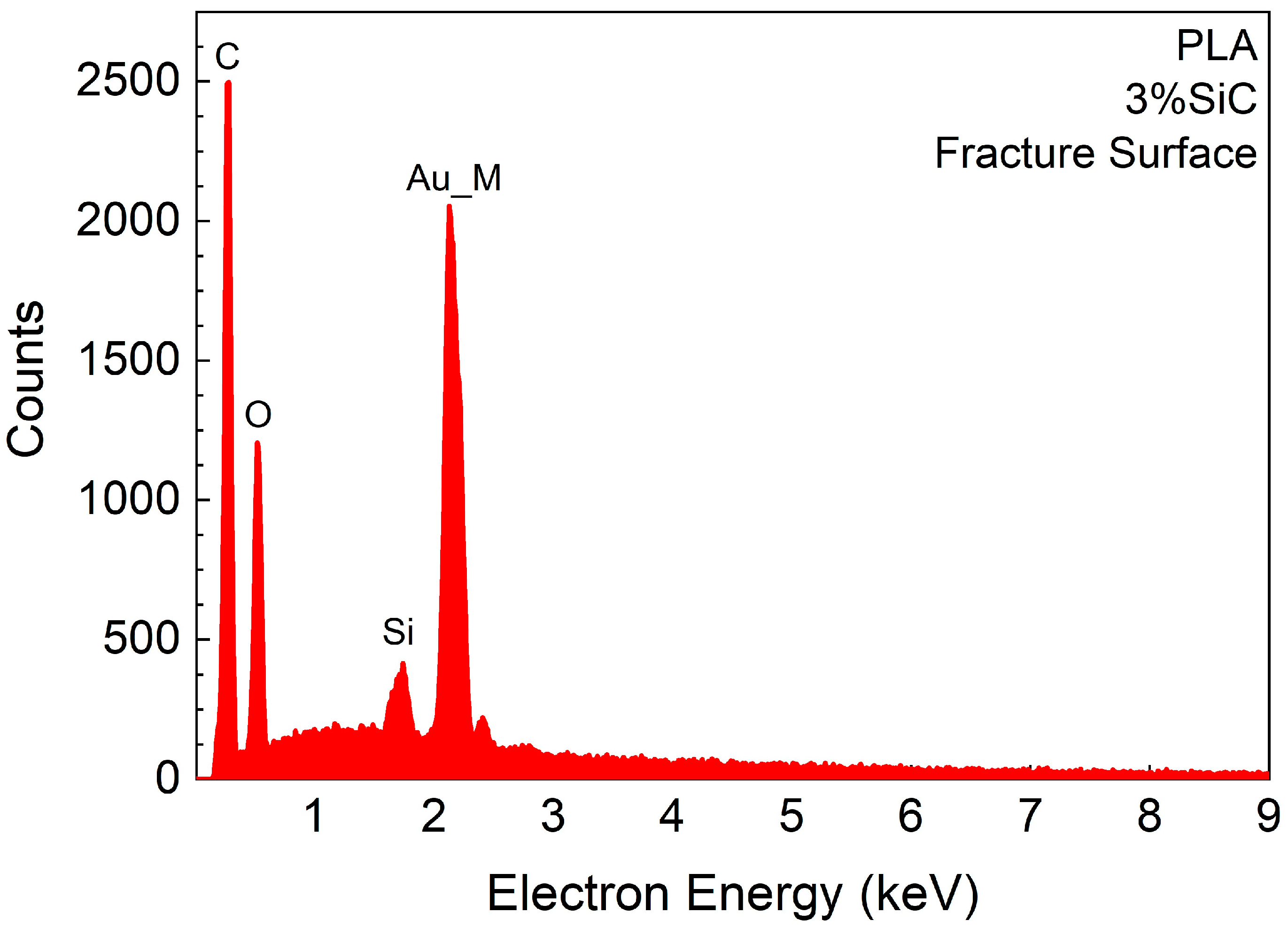
3.1.2. Fracture Surfaces
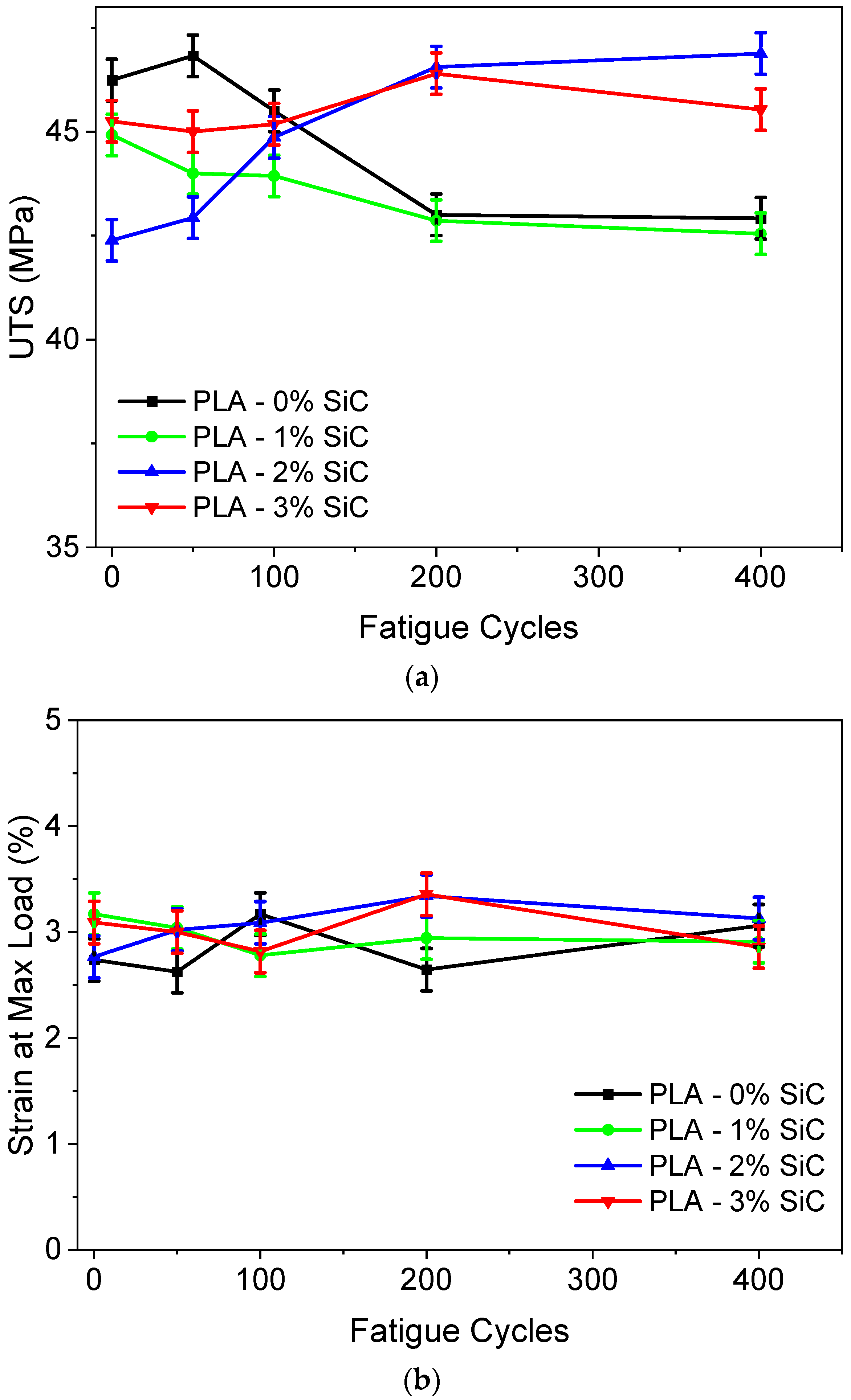
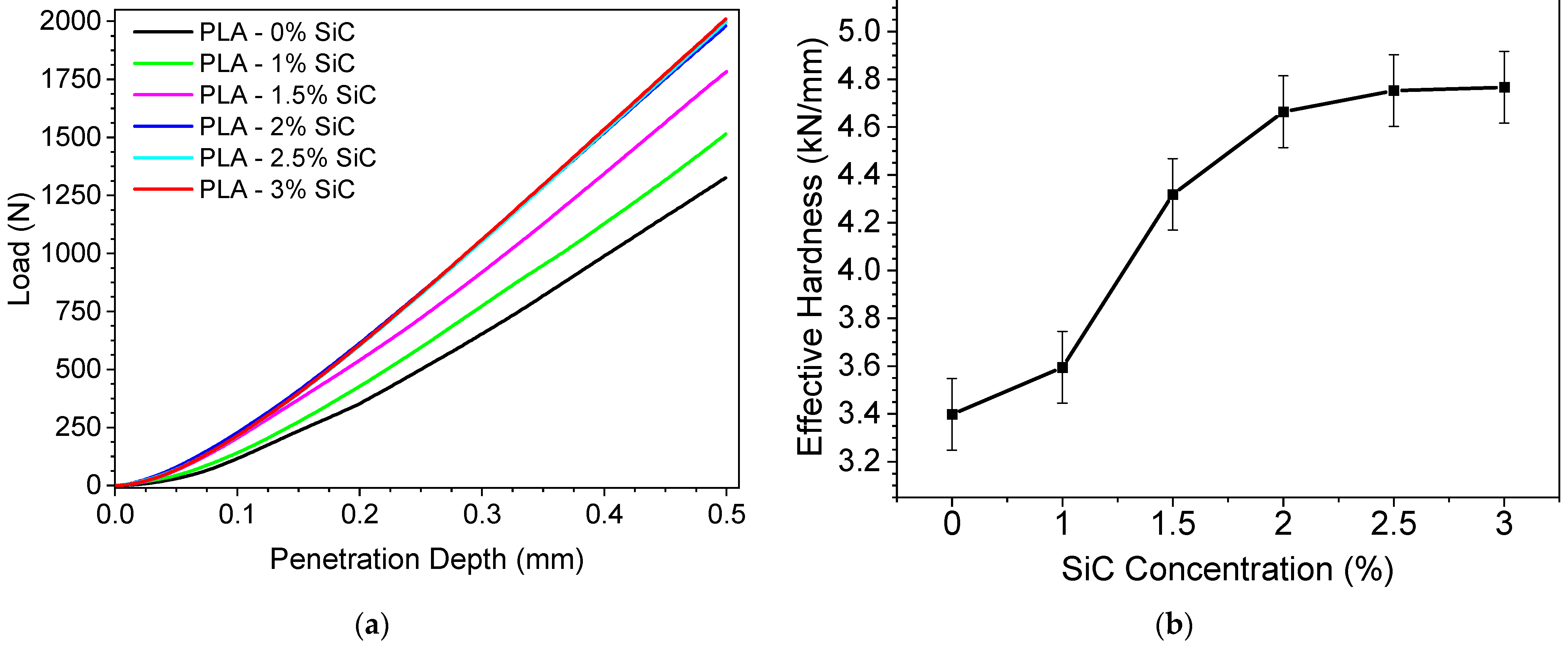
3.2. Mechanical Characterization
3.3. Electrical Characterization
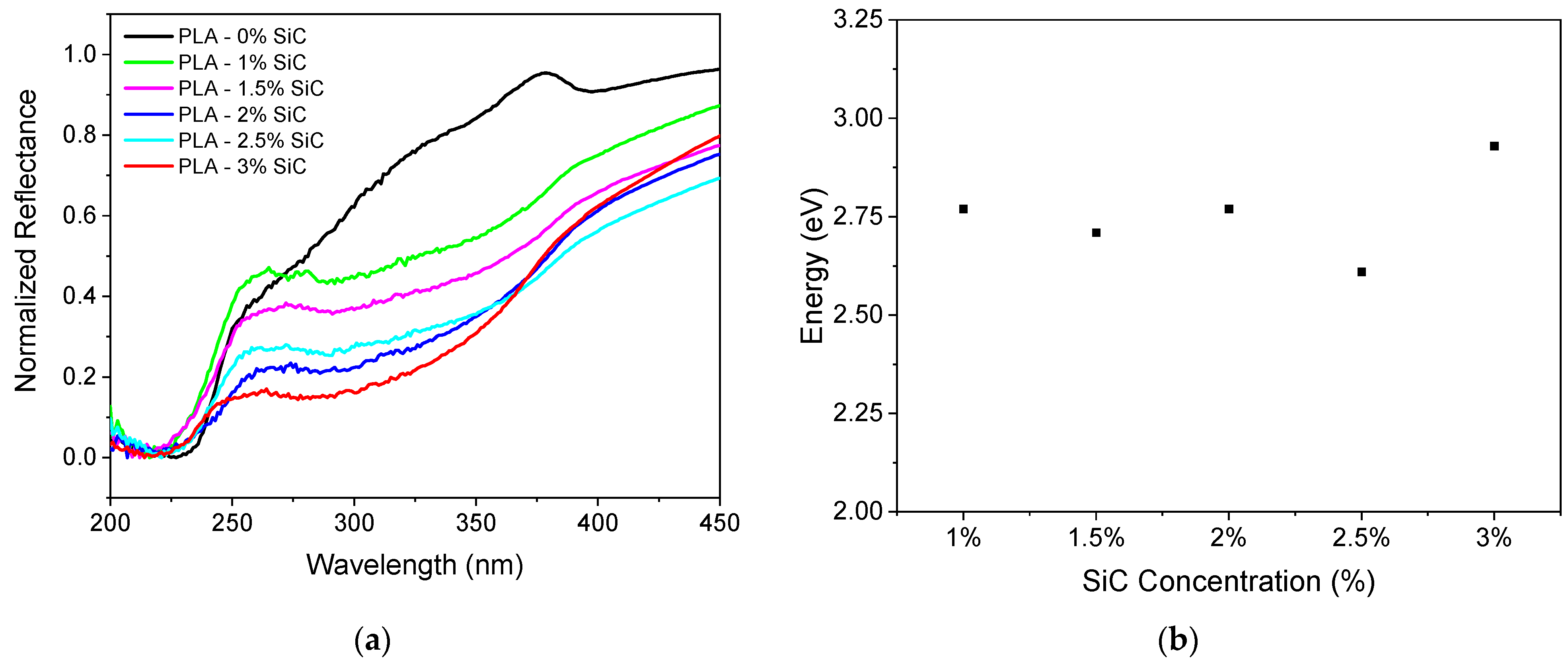
3.4. Optical Characterization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Khosravani, M.R.; Berto, F.; Ayatollahi, M.R.; Reinicke, T. Characterization of 3D-printed PLA parts with different raster orientations and printing speeds. Sci. Rep. 2022, 12, 1016. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers 2023, 15, 4305. [Google Scholar] [CrossRef]
- Kanishka, K.; Acherjee, B. Revolutionizing manufacturing: A comprehensive overview of additive manufacturing processes, materials, developments, and challenges. J. Manuf. Process. 2023, 107, 574–619. [Google Scholar] [CrossRef]
- Jandyal, A.; Chaturvedi, I.; Wazir, I.; Raina, A.; Ul Haq, M.I. 3D printing—A review of processes, materials and applications in industry 4.0. Sustain. Oper. Comput. 2022, 3, 33–42. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An overview on 3D printing technology: Technological, materials, and applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Bergaliyeva, S.; Sales, D.L.; Delgado, F.J.; Bolegenova, S.; Molina, S.I. Manufacture and Characterization of Polylactic Acid Filaments Recycled from Real Waste for 3D Printing. Polymers 2023, 15, 2165. [Google Scholar] [CrossRef]
- Tezel, T.; Kovan, V.; Topal, E.S. Effects of the Printing Parameters on Short-Term Creep Behaviors of Three-Dimensional Printed Polymers. J. Appl. Polym. Sci. 2019, 136, 47564. [Google Scholar] [CrossRef]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef]
- Anwer, M.A.S.; Naguib, H.E. Study on the morphological, dynamic mechanical and thermal properties of PLA carbon nanofiber composites. Compos. Part B Eng. 2016, 91, 631–639. [Google Scholar] [CrossRef]
- Yao, X.; Luan, C.; Zhang, D.; Lan, L.; Fu, J. Evaluation of carbon fiber-embedded 3D printed structures for strengthening and structural-health monitoring. Mater. Des. 2017, 114, 424–432. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Fabijanski, M. Mechanical Properties of Polylactide Filled with Micronized Chalcedonite. J. Compos. Sci. 2022, 6, 387. [Google Scholar] [CrossRef]
- Mansour, M.T.; Tsongas, K.; Tzetzis, D. Carbon-Fiber- and Nanodiamond-Reinforced PLA Hierarchical 3D-Printed Core Sandwich Structures. J. Compos. Sci. 2023, 7, 285. [Google Scholar] [CrossRef]
- Dichtl, C.; Sippel, P.; Krohns, S. Dielectric Properties of 3D Printed Polylactic Acid. Adv. Mater. Sci. Eng. 2017, 2017, 6913835. [Google Scholar] [CrossRef]
- Kuzmanić, I.; Vujović, I.; Petković, M.; Šoda, J. Influence of 3D printing properties on relative dielectric constant in PLA and ABS materials. Prog. Addit. Manuf. 2023, 8, 703–710. [Google Scholar] [CrossRef]
- Choi, D.; Lee, Y.; Lin, Z.H.; Cho, S.; Kim, M.; Ao, C.K.; Soh, S.; Sohn, C.; Jeong, C.K.; Lee, J.; et al. Recent Advances in Triboelectric Nanogenerators: From Technological Progress to Commercial Applications. ACS Nano 2023, 17, 11087–11219. [Google Scholar] [CrossRef] [PubMed]
- Suo, X.; Li, B.; Ji, H.; Mei, S.; Miao, S.; Gu, M.; Yang, Y.; Jiang, D.; Cui, S.; Chen, L.; et al. Dielectric Layer Doping for Enhanced Triboelectric Nanogenerators. Nano Energy 2023, 114, 108651. [Google Scholar] [CrossRef]
- Skorda, S.; Bardakas, A.; Tsamis, C. Influence of SiC and ZnO doping on the electrical performance of PLA-based triboelectric nanogenerators. Sensors, 2024; submitted. [Google Scholar]
- ISO 527-1:2019; Plastics-Determination of Tensile Properties. International Organization for Standardization: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/80370.html (accessed on 1 February 2024).
- Colella, R.; Chietera, F.P.; Catarinucci, L. Analysis of fdm and dlp 3d-printing technologies to prototype electromagnetic devices for rfid applications †. Sensors 2021, 21, 897. [Google Scholar] [CrossRef]
- Behzadnezhad, B.; Collick, B.D.; Behdad, N.; McMillan, A.B. Dielectric properties of 3D-printed materials for anatomy specific 3D-printed MRI coils. J. Magn. Reson. 2018, 289, 113–121. [Google Scholar] [CrossRef]
- Yang, H.J.; Yuan, J.; Li, Y.; Hou, Z.L.; Jin, H.B.; Fang, X.Y.; Cao, M.S. Silicon carbide powders: Temperature-dependent dielectric properties and enhanced microwave absorption at gigahertz range. Solid State Commun. 2013, 163, 1–6. [Google Scholar] [CrossRef]
- Sareni, B.; Krähenbühl, L.; Beroual, A.; Brosseau, C. Effective dielectric constant of periodic composite materials. J. Appl. Phys. 1996, 80, 1688–1696. [Google Scholar] [CrossRef]
- Guo, R.; Ren, Z.; Bi, H.; Xu, M.; Cai, L. Electrical and thermal conductivity of polylactic Acid (PLA)-based biocomposites by incorporation of nano-graphite fabricated with fused deposition modeling. Polymers 2019, 11, 549. [Google Scholar] [CrossRef]
- Froš, D.; Králová, I. Conductive FDM Filament: Electrical Resistivity Assessment and Sensor Applications. In Proceedings of the 2023 46th International Spring Seminar on Electronics Technology (ISSE), Timisoara, Romania, 10–14 May 2023. [Google Scholar] [CrossRef]
- Landi, S.; Segundo, I.R.; Freitas, E.; Vasilevskiy, M.; Carneiro, J.; Tavares, C.J. Use and misuse of the Kubelka-Munk function to obtain the band gap energy from diffuse reflectance measurements. Solid State Commun. 2022, 341, 114573. [Google Scholar] [CrossRef]
- Peng, G.; Zhou, Y.; He, Y.; Yu, X.; Zhang, X.A.; Li, G.Y.; Haick, H. UV-Induced SiC Nanowire Sensors. J. Phys. D Appl. Phys. 2015, 48, 055102. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Thickness (μm) | δThickness (μm) |
|---|---|---|
| 0% SiC | 400 | 10.0 |
| 1% SiC | 390 | 10.0 |
| 2% SiC | 420 | 10.0 |
| 3% SiC | 420 | 10.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skorda, S.; Bardakas, A.; Segkos, A.; Chouchoumi, N.; Hourdakis, E.; Vekinis, G.; Tsamis, C. Influence of SiC Doping on the Mechanical, Electrical, and Optical Properties of 3D-Printed PLA. J. Compos. Sci. 2024, 8, 79. https://doi.org/10.3390/jcs8030079
Skorda S, Bardakas A, Segkos A, Chouchoumi N, Hourdakis E, Vekinis G, Tsamis C. Influence of SiC Doping on the Mechanical, Electrical, and Optical Properties of 3D-Printed PLA. Journal of Composites Science. 2024; 8(3):79. https://doi.org/10.3390/jcs8030079
Chicago/Turabian StyleSkorda, Stefania, Achilleas Bardakas, Apostolos Segkos, Nikoleta Chouchoumi, Emmanouel Hourdakis, George Vekinis, and Christos Tsamis. 2024. "Influence of SiC Doping on the Mechanical, Electrical, and Optical Properties of 3D-Printed PLA" Journal of Composites Science 8, no. 3: 79. https://doi.org/10.3390/jcs8030079
APA StyleSkorda, S., Bardakas, A., Segkos, A., Chouchoumi, N., Hourdakis, E., Vekinis, G., & Tsamis, C. (2024). Influence of SiC Doping on the Mechanical, Electrical, and Optical Properties of 3D-Printed PLA. Journal of Composites Science, 8(3), 79. https://doi.org/10.3390/jcs8030079