1. Introduction
Steel materials are celebrated for their well-documented array of advantages, including their remarkable strength, ease of manipulation, and cost-effectiveness, making them indispensable in a plethora of manufacturing sectors [
1]. Nevertheless, their widespread application in outdoor environments, particularly within industries such as transportation [
2,
3], construction [
4], and the automotive sector [
5,
6], exposes steel to the pervasive threat of corrosion, precipitating substantial economic ramifications and heightened security concerns [
7,
8]. This corrosion menace extends beyond financial losses, as it also engenders severe environmental pollution risks, amplifying its global footprint. Addressing the scourge of steel corrosion thus assumes paramount importance, not only for its economic implications but also for its profound societal and environmental ramifications, underscoring the imperative for concerted global action [
9].
To protect steel and extend its service life, the industry has developed various anti-corrosion technologies, including electroplating, painting, thermal spraying, surface chemical treatment, and physical vapor deposition. These mainly form different types of coatings on the surface of steel, such as Zn based alloys (ZnNi, Zn-Al, Zn-Al-Mg), polymers (epoxy resin, polyurethane), etc., to protect the substrate and extend its service life [
10,
11,
12,
13]. However, despite their efficacy, these methods often encounter hurdles such as exorbitant production or maintenance expenses and relatively brief lifespans. In stark contrast, hot-dip galvanizing technology has emerged as a preeminent solution for bolstering the corrosion resistance of steel. Renowned for its affordability, robust hardness, prolonged protective coating cycles, and minimal maintenance demands, hot-dip galvanizing stands as a cornerstone method in the realm of corrosion prevention [
14,
15,
16,
17,
18]. The zinc (Zn) coating industry plays a pivotal role, consuming an estimated fifty percent of the world’s zinc production [
19]. At the heart of this industry lies the established technique of hot-dip galvanizing, a surface treatment process that immerses steel into a bath of molten zinc. Within this fiery crucible, a symphony of physical and chemical reactions unfolds, orchestrated by the interplay of iron (Fe) within the steel substrate and the molten zinc coating. Through a dance of dissolution and diffusion, a symbiotic bond forms, yielding a uniform alloy layer upon the steel’s emergence from the searing zinc bath. This metamorphosis endows the surface with enhanced corrosion resistance, bolstered wear resilience, and a visually pleasing aesthetic allure, cementing hot-dip galvanizing’s stature as an indispensable pillar of the corrosion protection arsenal [
20]. The limitations of pure zinc (Zn) coatings in meeting the diverse demands of various service environments have prompted a shift towards the development of alloy coatings. By integrating additional metallic elements, such as aluminum (Al), magnesium (Mg), tin (Sn), lead (Pb), bismuth (Bi), and rare earth elements (REs), into the zinc bath, a new frontier in corrosion protection has emerged. These alloy coatings have proven to be immensely effective in fortifying steel against corrosion across a wide spectrum of applications [
21,
22,
23,
24,
25,
26,
27,
28]. Despite the undeniable value of this approach, a comprehensive review dedicated specifically to this burgeoning field remains conspicuously absent. Consequently, this review endeavors to bridge this gap by meticulously examining and synthesizing the latest research findings on the fabrication techniques of hot-dip galvanizing and the intricate interplay of metallic elements in shaping the characteristics of composite coatings. Moreover, keen attention is directed towards elucidating the current challenges encountered in this realm and proposing viable pathways towards their resolution, thus advancing our understanding and application of alloy coatings in corrosion prevention.
2. Hot-Dip Galvanizing Process for Steel Anticorrosive Coatings
Steel, being the cornerstone substrate material for hot-dip plating technology, imposes a crucial requirement: the melting point of the selected anticorrosive coating metal must be significantly lower than that of steel itself. This criterion ensures successful application without compromising the integrity of the steel base. Among the diverse array of metals utilized for such coatings, zinc (Zn), iron (Fe), aluminum (Al), nickel (Ni), chromium (Cr), tin (Sn), copper (Cu), lead (Pb), and an assortment of others feature prominently. The genesis of this transformative technology dates back to the 16th century when tin, boasting a melting point of 231.89 °C, held sway as the primary metal source employed for corrosion protection. As industrial practices evolved, lead, with its heightened fluidity and cost-efficiency, ascended to prominence, eclipsing tin in widespread adoption. However, despite its initial allure, lead’s utilization has progressively encountered stringent scrutiny and regulatory measures due to its adverse impact on human health and environmental well-being, prompting a quest for safer alternatives in the realm of anticorrosive coatings.
Owing to its affordability, ease of implementation, and substantial fortification of steel against environmental corrosion, coupled with its comprehensive protective capabilities, hot-dip galvanizing has emerged as the preeminent method in the realm of corrosion protection [
29]. Its widespread adoption can be attributed to a multitude of advantages when juxtaposed with alternative corrosion protection methods [
28]:
- (1)
Coverage: In contrast to techniques such as painting or coating, the protective layer generated through hot-dip galvanizing boasts expansive coverage, enveloping a broader surface area of the steel substrate. This comprehensive coverage extends even to structurally intricate steel products, ensuring complete shielding against environmental elements. By effectively isolating the steel from external factors, the galvanized coating acts as an impenetrable barrier, significantly enhancing corrosion resistance. This meticulous coverage not only safeguards the structural integrity of the steel but also prolongs its lifespan, making hot-dip galvanizing a superior choice for long-lasting corrosion protection;
- (2)
Hardness: Enhancing the hardness of the coating is paramount for providing robust mechanical protection, crucial for safeguarding steel against potential damage during transportation and operation. By fortifying the coating’s resilience, hot-dip galvanizing ensures that the steel substrate remains shielded from the rigors of handling, transit, and utilization in diverse industrial settings. This augmented hardness not only bolsters the structural integrity of the steel but also mitigates the risk of abrasions, impacts, and wear over the course of its service life, thereby enhancing its overall durability and longevity;
- (3)
Galvanic protection: A fundamental principle underlying hot-dip galvanizing lies in the stark contrast of reactivity between zinc (Zn) and iron (Fe), illustrated by their standard electrode potentials of −0.76 V and −0.44 V, respectively. This discrepancy paves the way for galvanic protection mechanisms to come into play. In the event of severe damage or exposure of the steel substrate due to external factors, such as abrasion or corrosion, a microcell forms between the zinc coating and the underlying steel. Within this microcell, zinc sacrificially acts as the anode, undergoing controlled oxidation, while the steel assumes the protective role of the cathode. Through this electrochemical process, the steel substrate receives a shield against corrosion, ensuring its longevity and structural integrity even in challenging environments. This symbiotic interaction between zinc and steel not only exemplifies the efficacy of galvanic protection but also underscores the resilience and durability inherent in hot-dip galvanized coatings.
Through ongoing technological advancements, the industrial hot-dip galvanizing process has evolved to encompass a comprehensive series of seven steps (
Figure 1).
2.1. Caustic Cleaning
Throughout processing and storage, steel surfaces are susceptible to contamination by various impurities, including grease, oil, and other residues. Failure to adequately remove these contaminants can severely compromise the efficacy of subsequent acid pickling, fluxing, and galvanizing processes. For instance, if grease infiltrates the high-temperature zinc bath, it swiftly vaporizes, releasing gases that induce the formation of countless pinholes in the coating, thereby diminishing its overall quality. To address this issue, several degreasing methods may be employed, encompassing chemical, electrolytic, ultrasonic, and biological techniques [
29]. Each method offers unique advantages and is tailored to suit specific industrial requirements, ensuring thorough surface preparation and optimal performance of the hot-dip galvanizing process.
In the realm of hot-dip galvanizing, surface oil contamination on steel products typically does not reach egregious levels. However, despite their seemingly innocuous nature, even minor oil residues can impede the effectiveness of subsequent treatment processes. To tackle this challenge while balancing cost considerations and operational feasibility, industries have traditionally turned to alkaline solutions infused with potent chemicals like sodium carbonate, sodium silicate, and sodium phosphate for the immersion treatment of steel surfaces. This strategic approach not only facilitates the dissolution of stubborn grease but also leverages the application of heat to expedite the removal process, ensuring swift and thorough cleansing [
30,
31]. Following the alkaline wash, a crucial step ensues: rinsing the steel surface meticulously with pristine water. This rinsing stage is paramount for eliminating any residual chemicals or contaminants, guaranteeing the pristine condition necessary for the subsequent galvanizing process.
2.2. Pickling
Upon prolonged exposure to the atmosphere, steel surfaces inevitably undergo oxidation, resulting in the formation of oxide products such as Fe
2O
3, FeO, and Fe
3O
4. These oxide layers, if left unaddressed, can have a deleterious impact on the subsequent fluxing process, precipitating a notable decline in the quality of the galvanized coating. Recognizing the criticality of this issue, meticulous preparation becomes imperative, with acid pickling emerging as an indispensable pretreatment step to ensure the attainment of a pristine steel surface. Acid pickling, a cornerstone process in this regard, involves the application of various acids—sulfuric acid, hydrochloric acid, nitric acid, and organic acids, among others—to dissolve and remove these stubborn oxide layers effectively. Of these, hydrochloric acid reigns supreme as the industry’s preferred choice, owing to its compact volume, ease of inhibition, and the absence of heating requirements, making it a pragmatic and efficient solution for optimizing the galvanizing process [
30]. Thus, the judicious application of acid pickling not only guarantees the attainment of a smooth and immaculate steel surface but also lays the foundation for the successful deposition of a high-quality galvanized coating, ensuring enhanced durability and corrosion resistance in the final product.
2.2.1. Problems Encountered in the Pickling Process
During the acid pickling process, several critical factors demand careful consideration, as outlined in numerous studies [
32,
33,
34,
35,
36,
37]. Firstly, the risk of over-pickling looms large, precipitated by excessively prolonged pickling times, elevated acid concentrations, or soaring temperatures. Such conditions not only compromise the quality of the pickled steel but also exacerbate the occurrence of surface defects, undermining the integrity of the final product. Moreover, the generation of copious amounts of hydrogen during acid pickling poses a significant concern. These hydrogen atoms have a propensity to infiltrate the metal’s interior, inducing hydrogen embrittlement—a phenomenon that impairs the material’s toughness, ductility, and plasticity. Secondly, the issue of industrial acid mist arises as a byproduct of acid pickling, presenting formidable challenges on multiple fronts. This corrosive and hazardous substance not only poses a direct threat to the integrity of metal equipment within the production workshop but also inflicts harm upon the atmospheric ecological environment. Furthermore, exposure to acid mist jeopardizes the health and safety of workers, necessitating the implementation of efficient and cost-effective strategies for its suppression. Addressing these multifaceted concerns surrounding acid pickling is paramount, calling for the development and implementation of innovative solutions to mitigate its adverse effects on both industrial processes and environmental sustainability.
Although there are currently various acid pickling additives available to address issues such as excessive acid mist, over-pickling, hydrogen embrittlement, and high costs, industrial production still faces many challenges, including high acid-mist emissions and significantly reduced anti-mist effects during winter usage. Further research and development are needed to explore acid pickling additives with more comprehensive performance and superior effectiveness.
The acid pickling process entails the reaction between acids and metal oxides, whereby prolonged usage of the pickling solution results in the accumulation of excessive Fe
2+, Fe
3+, and Zn
2+ ions, while the concentration of H
+ gradually diminishes due to continual consumption. Such conditions may adversely affect the pickling rate and efficiency. When the total concentration of iron ions in the acid reaches 1.0–1.4 M [
38], the solution becomes unusable and necessitates disposal, followed by replenishment with fresh acid to ensure effective pickling. The discharged waste acid must be treated at centralized facilities hundreds or thousands of kilometers away from the factory, thus posing a significant environmental and economic burden on the galvanizing company. The discarded acid, commonly referred to as waste acid, contains high concentrations of heavy metal ions and exhibits acidity, posing risks not only to metallic waterworks such as pipes and reinforced concrete but also to soil composition and groundwater quality. This can lead to severe consequences, including the poisoning of aquatic organisms, crop withering, hindrance to biological reproduction and growth in wastewater treatment systems, and reduced agricultural yields. Prolonged consumption of groundwater or lake water contaminated by waste acid poses health risks to humans and animals, potentially causing gastrointestinal inflammation and even burns. In summary, waste acid presents a significant threat to the sustainability of ecosystems, human health, and the environment, necessitating effective treatment before disposal [
39].
2.2.2. Methods for Waste Acid Treatment
Currently, the primary methods for treating waste acids include neutralization precipitation [
40], ion exchange resin adsorption [
41], membrane diffusion osmosis [
42], and spray roasting [
43]. Traditionally, alkaline neutralization treatment is widely utilized in industries. This method primarily involves the reaction of carbonized slag or lime digestate with acids and metal ions in the waste acid to form a precipitate of Fe(OH)
2. Due to its simplicity and rapid reaction kinetics, this method has become one of the most widely applied techniques. However, this traditional alkaline neutralization approach has several significant drawbacks. Firstly, it requires large amounts of alkali and flocculants, leading to the generation of considerable amounts of sludge during the treatment process [
44,
45]. The disposal of these sludges poses a challenge, as they are either landfilled or stored for further treatment. This approach not only wastes metal resources but also has the potential to cause secondary pollution issues.
In recent years, membrane technologies have garnered significant attention in the field of waste acid treatment. Membrane diffusion dialysis, membrane electrodialysis, and membrane distillation are membrane techniques [
46,
47,
48] that offer advantages such as the absence of the need for chemical additives, a small footprint, and ease of large-scale application. Nevertheless, due to the high concentration of impurity ions in industrial waste acid bath treatments, the treatment costs are relatively high. Consequently, despite being considered simple, effective, and sustainable treatment methods [
49,
50,
51,
52], membrane technologies are still primarily in the laboratory research stage and have not yet been applied to practical large-scale treatments.
In conclusion, there is an urgent need to develop a cost-effective, environmentally friendly waste acid treatment method with minimal equipment investment to address the environmental and economic challenges associated with current waste acid treatment practices [
53]. This will contribute to the sustainable development of the waste acid treatment industry and promote green transformation in related sectors.
2.3. Rinsing
Following the pickling process, steel surfaces tend to retain residual hydrochloric acid, iron ions, and various other components, presenting potential impediments to the efficacy of subsequent fluxing and galvanizing stages. These lingering residues have the propensity to compromise the quality of surface treatment and induce instability in subsequent production processes. To mitigate these adverse effects, thorough rinsing of the steel surface is imperative before immersion in the fluxing solution. This meticulous rinsing not only ensures optimal surface preparation but also safeguards against the onset of subpar treatment outcomes. Furthermore, it plays a pivotal role in optimizing the consumption of reagents and raw materials during subsequent surface-treatment processes for steel, thereby enhancing operational efficiency and resource utilization [
54]. By prioritizing thorough rinsing as an integral step in the galvanizing process, manufacturers can uphold stringent quality standards and bolster the overall efficiency and sustainability of steel production practices.
However, the imperative to minimize water wastage and mitigate pollution underscores the need for thoughtful consideration. Efficient utilization of cleaning water is paramount, prompting the adoption of various water-saving methodologies [
55]:
- (1)
Embracing hot water: Leveraging hot water at temperatures exceeding 25 °C proves instrumental in effectively dissolving and flushing residual hydrochloric acid and iron ions from the workpiece surface. This heightened temperature optimizes cleansing efficacy, ensuring thorough removal of contaminants while conserving water resources;
- (2)
Implementing a two-stage counterflow rinsing process: Embracing a two-stage counterflow rinsing approach involves orchestrating the flow of rinsing water in reverse order along the rinsing tank sequence. This strategic maneuver maximizes water usage efficiency by directing rinse water from each subsequent tank into the preceding one, facilitating comprehensive purging of contaminants from workpieces while minimizing water consumption;
- (3)
Recycling alkaline rinsing water: In facilities equipped with alkaline degreasing tanks, a recycling strategy involves blending alkaline rinsing water from the degreasing tank with rinse water from the pickling tank. Subsequent pH adjustment using lime, sodium carbonate, calcium carbonate, calcium carbide slag, or similar additives promotes neutralization and impurity precipitation. The purified upper layer of water is then transferred to the rinsing tank for reuse, effectively closing the loop and conserving water resources.
By implementing these water-saving measures, industries can significantly curtail water wastage, reduce pollution, and bolster environmental sustainability while maintaining stringent quality standards throughout the galvanizing process.
2.4. Fluxing
Fluxing stands as a pivotal stage within the hot-dip galvanizing process, essential for the thorough removal of residual iron salts and oxides that may persist on the steel surface post-pickling and rinsing [
56,
57]. The predominant flux utilized in contemporary galvanizing operations typically consists of a carefully calibrated blend of ZnCl
2 and NH
4Cl. Upon fluxing, a dense salt film composed of ZnCl
2 and NH
4Cl envelops the steel surface, serving as a robust protective barrier against corrosion. This formidable film acts as a shield, effectively warding off atmospheric oxygen and thwarting the onset of oxidation and rusting during the brief interlude between the steel’s extraction from the fluxing tank and its immersion into the molten zinc.
Moreover, the role of flux extends beyond corrosion inhibition; it also serves to rectify surface imperfections resulting from oxidation. Additionally, the flux plays a pivotal role in ensuring the seamless and comprehensive wetting of the steel surface by the molten zinc bath during the subsequent galvanizing phase. This seamless wetting is paramount for facilitating the formation of an alloy phase, a critical component in the creation of a robust, corrosion-resistant coating.
It is noteworthy that failure to adequately flux the steel before immersion in the zinc kettle can result in subpar coating quality, characterized by missed coverage areas, commonly referred to as skip coating. This generates a large amount of zinc dross, which affects the quality of the coating and the overall zinc consumption. Thus, by emphasizing the indispensable role of fluxing in the galvanizing process, manufacturers can ensure uniform coating application, thereby enhancing the durability, longevity, and overall effectiveness of the final galvanized product.
2.5. Galvanizing
Galvanizing emerges as a cornerstone of the entire process, representing the pivotal step where steel undergoes transformation into a resilient, corrosion-resistant entity. The essence of this process lies in the stark contrast between the melting points of the metal coating and steel itself, with the former typically much lower than the latter’s formidable 1538 °C [
1]. The fundamental procedure revolves around the meticulous heating of zinc ingots within a zinc kettle, gradually melting them into a lustrous pool of molten Zn, typically maintained at temperatures ranging between 450 and 480 °C [
29].
Upon achieving the desired molten state, the pre-treated steel, meticulously cleansed and primed in the preceding stages, is carefully immersed into this shimmering bath of molten zinc. A symphony of physical and chemical interactions unfolds as the steel interfaces with the molten metal. Heat transfer becomes palpable as the steel absorbs the scorching temperatures, triggering a cascade of reactions between the surface’s iron (Fe) elements and the enveloping molten zinc. Gradually, a transformative metamorphosis occurs, as the steel surface undergoes a metamorphosis, transmuting into a resilient amalgamation with the molten zinc. This culmination results in the formation of a robust, zinc-containing coating, known as a Fe-Zn alloy layer. Zinc is more reactive than iron and can act as a sacrificial anode in electrochemical corrosion, providing protection. Compared with untreated steel, zinc-coated steel can increase lifespan by 15 to 30 times. Situated at the interface between the steel substrate and the molten zinc, this alloy layer epitomizes durability, fortifying the steel against the ravages of corrosion and ensuring enduring protection in the face of environmental adversities.
2.5.1. The Impact of Temperature on Hot-Dip Galvanizing [29]
Temperature is crucial for the galvanizing process, and the optimal galvanizing temperature varies for steel substrates with varying elemental content. Methods can generally be categorized as conventional galvanizing, low-temperature galvanizing, or ultra-low-temperature galvanizing, as depicted in
Table 1.
In practical industrial production, 445–465 °C is the optimal temperature range for galvanizing, as it enhances the fluidity of the zinc solution, optimizes coating quality, shortens galvanizing time, and improves production efficiency. However, when the silicon content in steel is high, it may negatively impact the coating quality. In such cases, it is advisable to reduce the galvanizing temperature within this range to improve the coating’s quality and ensure optimal galvanizing results;
For silicon-killed steel, to prevent the formation of “gray coating”, a low-temperature galvanizing process can be adopted. At this point, it is necessary to ensure that the minimum galvanizing temperature is set appropriately, based on the standard that the zinc liquid can naturally and smoothly slide off the surface of the workpiece after it is removed from the zinc liquid. This low-temperature galvanizing technology can effectively suppress the formation of iron–zinc alloys, reducing the production of zinc ash and slag, thereby ensuring the safe operation of the zinc pot and helping to save energy and reduce consumption. Practical production experience has shown that when the temperature of the zinc solution decreases by 20 °C, the amount of zinc slag generated during the immersion process is significantly reduced to half of the original amount. Although the production efficiency of low-temperature galvanizing is slightly lower than that of conventional-temperature galvanizing in some cases, its advantages in preventing “gray coating” and improving product quality have been widely applied and recognized;
Practical production experience indicates that further reducing the galvanizing temperature is an effective solution for addressing the gray coating or color difference issues that arise during the dipping process of high-silicon, manganese carbon structural steels, such as Q345 and 16Mn. This temperature range is suitable for the manufacturing of thin parts like cable trays and solar equipment brackets. However, for other types of plated parts, adopting ultra-low temperature galvanizing poses a series of challenges. Firstly, due to the low galvanizing temperature, the fluidity of the zinc liquid significantly deteriorates. When the workpiece is removed from the zinc liquid, the zinc liquid can hardly flow smoothly, resulting in a significant increase in the thickness of the pure zinc layer after galvanizing. Moreover, when a large number of workpieces are put into production at once or the workpieces themselves are heavy, the temperature of the zinc solution further decreases, necessitating an extension of the immersion time to ensure coating quality, which undoubtedly reduces production efficiency.
To avoid such occurrences, it is crucial to ensure that there is a sufficient amount of molten zinc in the zinc pot. Typically, the amount of molten zinc in the pot should be at least 60 times greater than the production volume or the mass of the largest workpiece. Additionally, to improve the fluidity of the zinc solution at low temperatures, an appropriate amount of pentary zinc–aluminum–tin–selenium–mixed-rare-earth alloy can be added, which can achieve satisfactory galvanizing results. By taking these measures, we can better control the galvanizing process, improve product quality, and enhance production efficiency.
2.5.2. The Impact of Time on Hot-Dip Galvanizing
Experimental results indicate that during the hot-dip galvanizing process, the immersion time has a significant impact on the amount of zinc adhering to steel plates of the same thickness. Specifically, the longer the immersion time, the greater the amount of zinc adhering to the steel plate. However, prolonged immersion can lead to an increase in the thickness of the iron–zinc alloy layer, which is often brittle and has poor flexibility, sometimes resulting in a grayish-black appearance on the surface. Conversely, if the immersion time is too short, the iron–zinc alloy layer will be thinner and have better flexibility, but it may be insufficient to form a complete alloy layer, resulting in only a thin layer of zinc adhering to the surface of the steel plate. Such a coating is prone to peeling off.
Furthermore, the temperature of the zinc bath is also a crucial factor affecting the galvanizing effect. Under the same immersion time, a higher temperature of the zinc bath leads to an increase in the amount of zinc adhering to the galvanized steel plate, thickening of the iron–zinc alloy layer, and increased brittleness, which may result in a grayish hue on the surface. Conversely, at lower zinc bath temperatures, the amount of zinc adhering to the galvanized steel piece decreases, the iron–zinc alloy layer becomes thinner, and the pure zinc layer thickens, thereby improving flexibility. However, if the temperature of the zinc bath is too low, the iron–zinc alloy layer may not form, and only a layer of pure zinc adheres to the surface of the steel piece, which is also prone to peeling off. Therefore, excessively high and low temperatures of the zinc bath are both unfavorable for obtaining the desired galvanizing effect.
In summary, when the temperature of the zinc bath remains constant, extending the immersion time can result in a thicker galvanized layer. Moreover, even with a shorter immersion time, a comparable thickness of the galvanized layer can be achieved at higher zinc-bath temperatures. Therefore, when galvanizing a particular type of steel product, it is first necessary to determine the temperature of the galvanizing solution. Then, based on the user’s requirements for the thickness of the galvanized layer, an appropriate immersion time should be pre-determined to ensure the desired galvanizing effect is achieved.
2.6. Cooling
Following galvanization, the steel emerges at an exceedingly high temperature, necessitating immediate cooling to impede further growth of the alloy layer and stave off surface oxidation of the coating. Water quenching stands as a widely employed method in continuous galvanizing production lines, wherein the steel is promptly submerged into a water tank for rapid cooling. Renowned for its cost-effectiveness, expeditious cooling rate, and minimal energy consumption, the water-cooling method is a preferred choice [
55]. This approach seamlessly aligns with the imperatives of rapid and large-scale production while adhering to principles of energy efficiency and environmental sustainability.
The importance of prompt cooling cannot be overstated, as any delay may culminate in undesirable consequences. Without swift cooling, the steel’s surface may manifest as dull and matte for regular thickness coatings, while thicker steel surfaces may exhibit characteristic “spangle” patterns. These phenomena can significantly compromise the smoothness and corrosion resistance of the zinc layer, detracting from the overall effectiveness and longevity of the galvanized coating. Thus, adherence to rigorous cooling protocols remains imperative to ensure the pristine quality and optimal performance of galvanized steel products.
During the water-cooling process of hot-dip galvanizing, the primary task is to maintain the cooling water temperature at 50–80 °C in order to minimize the temperature difference between the galvanized part and the cooling water. This helps prevent uneven contraction due to the difference in expansion coefficients between zinc and iron, which can lead to cracking and ultimately affect the quality and corrosion resistance of the galvanized layer. Once the workpiece is immersed in the water, it should be cooled rapidly through shaking and swinging. In particular, long and tubular parts should be lifted at an angle to prevent deformation. After cooling, it is essential to thoroughly remove all surface and internal water from the workpiece to avoid carrying moisture into the next passivation process.
On addition to the water-cooling method, there exists an industrial air-cooling method in which galvanized steel is placed in the air to naturally cool down. Despite the similarity in the phase composition of coatings achieved through both air and water cooling, the water-cooling method suffers from significant issues of water resource wastage and large space requirements compared with air cooling. On the other hand, the air-cooling method typically maintains the relative integrity of the coating, whereas the water cooling method tends to result in fragmentation of the outer layer structure. Nevertheless, it is noteworthy that during the uncontrolled cooling process in the air, dendrite growth and thickening of the interdendritic regions occur, leading to an increase of approximately 25% in coating thickness.
In practical industrial production, in order to enhance production efficiency, it is typically required that galvanized steel can be rapidly cooled to facilitate timely subsequent processing and storage. In this crucial step, the water-cooling method stands out due to its unique advantages, which are unparalleled by air-cooling. Consequently, in actual production processes, most enterprises still prefer to adopt the water-cooling method to achieve rapid cooling of steel.
2.7. Passivating
While galvanized steel boasts commendable corrosion resistance, a notable caveat lies in the substantial potential difference between the steel substrate and the zinc coating, potentially hastening the dissolution of the latter. Particularly in humid environments, the propensity for microcell reactions escalates, precipitating the corrosion of the zinc coating and the emergence of a white corrosion product. Comprising predominantly ZnO and Zn(OH)2, this product, commonly referred to as white rust, manifests as a disfiguring blemish on the surface of the coating.
The formation of white rust exacts a toll on the appearance, quality, and corrosion resistance of the zinc coating, undermining its efficacy in safeguarding the substrate over the long term [
58,
59]. Left unchecked, white rust not only compromises the aesthetic appeal of the galvanized steel but also undermines its protective capabilities, ultimately thwarting the overarching objective of shielding the substrate from environmental degradation. Therefore, effective measures to mitigate the formation of white rust are indispensable for preserving the integrity and performance of galvanized steel in diverse operational environments.
To extend the service life of the zinc coating, passivation treatment is commonly used to form a dense protective film of oxides or other compounds on the surface of the galvanized parts [
60,
61,
62]. This film effectively isolates the steel from the external environment, thereby slowing down or preventing the corrosion process, preventing the formation of white rust on the surface, or delaying the onset of white rust, thus maintaining the appearance of the coating.
2.7.1. Chromate Passivation
Currently, passivation processes are mainly divided into two categories: chromate passivation and non-chromium passivation [
63,
64,
65,
66]. Traditional passivation processes mainly use chromium-containing hexavalent chromium Cr (VI) salts, which are inherently efficient anodic inhibitors, offering advantages of low cost and simple process, and the film formed through passivation has good corrosion resistance and self-repair capabilities. However, Cr (VI) is carcinogenic and poses a fatal threat to biological organisms after environmental pollution. Prolonged exposure can cause symptoms such as headaches, coma, rhinitis, nasal perforation, skin ulcers, and various cancers, posing a significant health hazard to people. Therefore, researchers are actively conducting research on non-chromium passivation.
Although there has been a large amount of research on traditional chromate conversion coatings and many valuable insights have been proposed, the detailed process and mechanism of their inhibition of corrosion in galvanized coatings are not yet fully understood, and only the basic core reactions can be summarized. Currently, scholars generally believe that the formation of chromate conversion coatings is actually an oxidation–reduction reaction between Cr (VI) ions and the base metal (Zn). This reaction process can be briefly described as follows: first, the zinc on the coating surface dissolves into an acidic solution containing Cr (VI), and it then undergoes an oxidation–reduction reaction with Cr (VI). Cr (VI) is reduced to Cr (III), forming a precipitate attached to the coating surface.
Current research suggests that the precipitation in chromate coatings is a decisive factor in inhibiting zinc layer corrosion and reducing white rust formation. Meanwhile, soluble components (including Cr (VI)) are considered to provide only supplementary protection. Even if soluble Cr (VI) has completely detached from chromate conversion coatings, the overall corrosion resistance can still be maintained at a high level. However, other researchers hold different opinions, as it was found that soluble Cr (VI) can move to scratches and other local damage areas of the coating and bring effective re-passivation, which can also be demonstrated by the self-healing performance of the chromate conversion film. Therefore, they believe that soluble Cr (VI) plays an important role in anti-corrosion, and the anti-corrosion effect actually depends on the content of Cr (VI) remaining in the coating (or adsorbed on the coating) after chromate treatment.
2.7.2. Non-Chromate Passivation
In recent years, considerable efforts have been made to find alternatives to chromate-based passivation, leading to some research breakthroughs. The current chromium-free passivation technology primarily involves inorganic salts and organic compounds. Among inorganic salts, molybdate is the most extensively studied, as molybdenum and chromium are both members of Group VIA in the periodic table. Its compounds can form a molybdate passivation film with zinc oxides, thereby reducing the formation of white rust. Phytic acid, which has been extensively studied in organic compounds, is an effective metal integrator. When it complexes with metals, it forms multiple integrating rings, ensuring the stability of the complexes over a wide pH range. A dense, single-molecule organic protective film formed by these complexes can effectively prevent O2 and other substances from entering the metal surface, thereby improving anti-corrosion performance and reducing the occurrence of white rust.
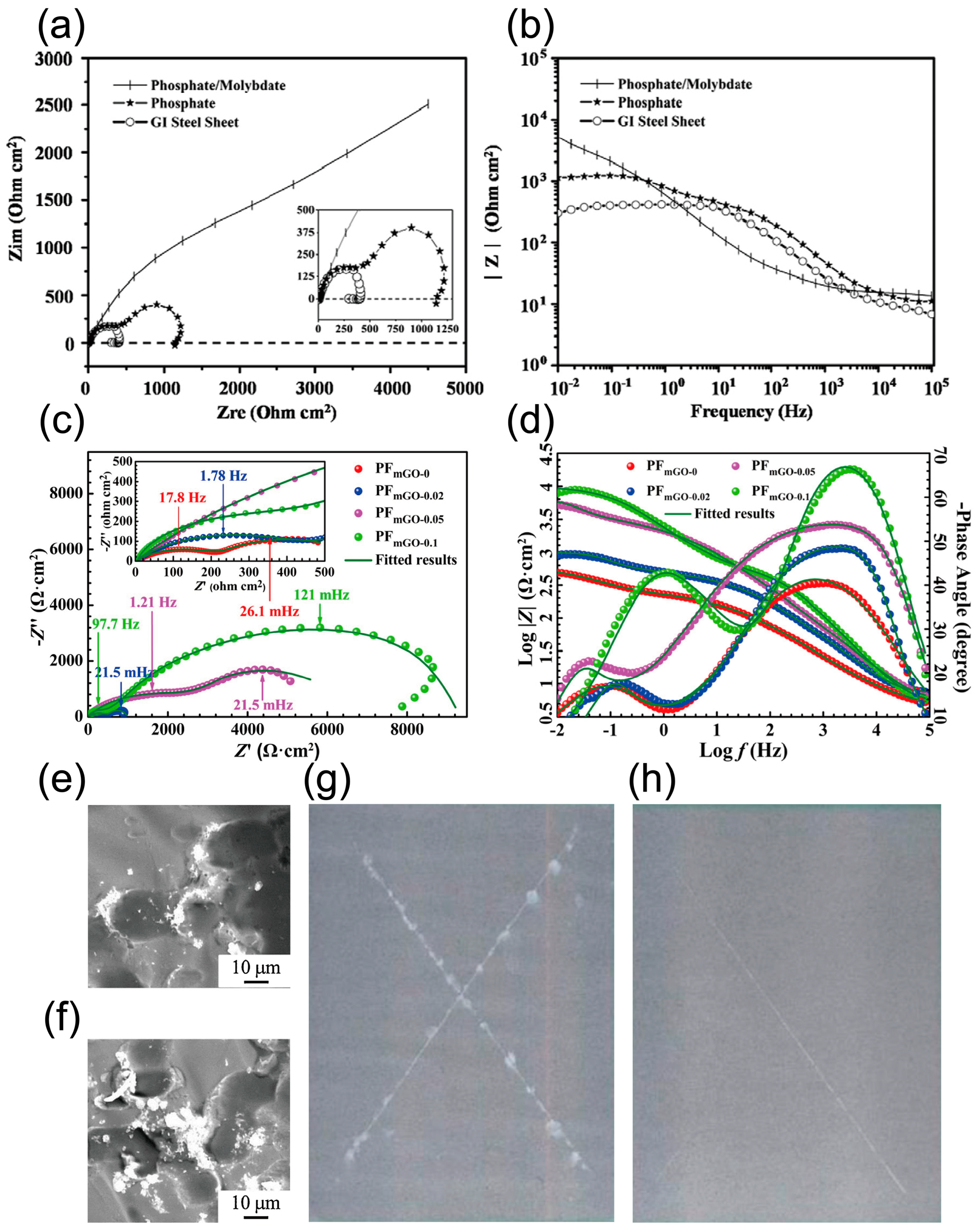
Before delving into the research on passivation, it is necessary to first introduce some corrosion testing methods. There are various evaluation methods for the corrosion resistance of metal surface coatings, including routine testing, salt spray testing, damp heat testing, and electrochemical testing. Among these, electrochemical impedance spectroscopy (EIS) stands out as a particularly prominent method. It employs small-amplitude sinusoidal wave perturbation signals, exerting minimal impact on the system. EIS can accurately and rapidly obtain information such as coating capacitance and resistance, including the capacitance and resistance at the interface between the coating and the substrate, precisely reflecting the corrosion status of the metal under the coating. Furthermore, its broad measurement frequency range allows more kinetic and electrode interface structural information to be obtained than other conventional electrochemical methods. Therefore, EIS is a primary electrochemical method for evaluating the corrosion resistance of coatings.
For example, researchers [
67] investigated the effectiveness of two-step roller-coating passivation treatments using phosphate and molybdate solutions to enhance the corrosion resistance of hot-dip galvanized steel plates (
Figure 2a,b). This approach forms porous amorphous zinc phosphate coatings and semi-spherical zinc phosphate structures, providing much more effective corrosion resistance compared with immersion coatings. In another work [
68], it was discovered that modified graphene oxide (mGO) significantly enhanced the corrosion resistance of galvanized steel passivation films (
Figure 2c,d). This enhancement was achieved by reducing the corrosion current and rate, enhancing corrosion ion impedance, modifying surface defects, and reducing conductivity. It was also found that sodium dodecylphosphonate (C
12PNa
2) can adsorb and passivate Zn, forming a nanolayer that effectively inhibits zinc corrosion [
69]. Moreover, another study [
70] found that combining inorganic salts with organic compounds could result in better corrosion resistance compared with their individual use. By preparing inorganic and inorganic/organic hybrid sol–gel coatings on hot-dip galvanized steel using a roller-coating process, researchers found that while the inorganic coating improved corrosion resistance, it also exhibited cracks. Incorporating organic precursors eliminated the cracks and improved the coating’s applicability, while doping with cerium cations further enhanced its corrosion resistance and self-healing capabilities (
Figure 2e–h). The solid contents of the various sol–gel solutions are also stated in
Table 2.
The workpiece should be slowly immersed in a passivation solution at 20–50 °C. Workers should carefully place the workpiece in the center of the passivation tank to avoid collision with the tank wall. If necessary, hooks should be used to fix the workpiece to prevent shaking. Soak the workpiece in the passivation tank for about 2 min, and after the surface is fully passivated, remove it to ensure that the passivation solution flows back into the tank and does not drip onto the ground. Subsequently, the workpiece will be lifted to the trimming process and finely trimmed by professional operators.
3. Hot-Dip Aluminizing Process for Steel Anticorrosive Coatings
The limitations of pure zinc coatings stem from several factors, including the poor fluidity of molten zinc and the inherent challenge in controlling coating thickness. These complexities contribute to heightened zinc consumption and pose significant hurdles in reducing production costs, thus presenting formidable challenges within the competitive market economy. Moreover, when the zinc layer undergoes corrosion, the formation of porous corrosion products, such as ZnO, often leads to their detachment from the coating surface. This phenomenon not only compromises the integrity of the coating but also diminishes its capacity to effectively shield the steel substrate from corrosion.
As a result, the corrosion resistance provided by pure zinc coatings often fails to meet expected benchmarks. Rectifying these shortcomings demands pioneering approaches aimed at refining fluidity control during coating application and streamlining production processes to curb zinc consumption and alleviate costs. Furthermore, it is essential to implement strategies that bolster the adhesion and durability of the coating, effectively guarding against corrosion-induced defects. By squarely addressing these challenges, manufacturers can actively pursue superior corrosion resistance, thereby reinforcing their competitive edge in the ever-evolving market milieu.
Given the inadequacy of single zinc coatings to meet the diverse demands of real-world applications across varied environments, the utilization of hot-dip aluminizing technology has gained prominence. Hot-dip aluminum coatings offer a compelling solution, forming a dense Al
2O
3 film on the surface that bestows remarkable corrosion resistance, approximately tenfold greater than that of hot-dip zinc coatings. Notably, these aluminum coatings exhibit exceptional resistance to high temperatures and acidic industrial emissions, such as SO
2, NO
2, and CO
2 [
71].
Despite its efficacy, the pure hot-dip aluminizing process encounters several challenges [
72]. Firstly, the high melting point of aluminum, at 660 °C, surpasses that of zinc, leading to heightened energy consumption during the molten heating phase. Secondly, the heating process triggers a vigorous reaction between aluminum and iron, yielding increased dross formation, which significantly compromises the surface quality and processing performance of the coating. However, perhaps the most pressing issue arises when the outer aluminum layer sustains damage, exposing the steel substrate to corrosive media. In such scenarios, the steel substrate is susceptible to corrosion before the aluminum due to the latter’s higher reactivity compared to iron. Addressing these challenges is paramount for realizing the full potential of hot-dip aluminizing technology and ensuring its efficacy in diverse industrial applications.
Several advancements have been made to address these deficiencies, showcasing the ongoing pursuit of enhanced performance in hot-dip aluminizing processes. For instance, Srinivasulu Grandhi et al. [
71] discovered that the introduction of calcium led to the formation of CaAl
2Si
2, which effectively altered the coating’s structure, resulting in heightened resistance to corrosion (
Figure 3a,b). Similarly, Y. Tsunekawa et al. [
73] innovatively applied ultrasonic treatment during hot-dip aluminizing of steel components, enabling rapid plating at lower processing temperatures while regulating the thickness of the reaction layer to less than 5 μm (
Figure 3c,d). Furthermore, W. Wang et al. devised a technique wherein an Fe-Al intermetallic layer was formed on the surface of twinning-induced plasticity steel through hot-dip aluminizing, followed by thermal diffusion treatment, thereby significantly augmenting its corrosion resistance (
Figure 3e,f) [
74].
Despite these notable advancements, the widespread adoption of hot-dip aluminizing in industrial applications remains constrained by substantial limitations. These limitations underscore the ongoing imperative for continued research and innovation to overcome challenges and unlock the full potential of aluminizing techniques in addressing corrosion resistance in various industrial contexts.
4. Effects of Adding Metallic Elements to Steel Anticorrosive Composite Coatings
In tandem with refining the operational processes of hot-dip galvanizing, researchers are delving into avenues aimed at augmenting the appearance, fortifying the corrosion resistance, and trimming the production costs of the resultant coatings. Among the most prevalent strategies is the fabrication of alloy coatings. Incorporating additional elements, such as magnesium (Mg) and rare earth elements (REs), serves to temper the formation of corrosion products, markedly enhancing the anti-corrosive prowess of the resulting alloy coating. Simultaneously, this alloying process refines the grain structure, elevates the hardness of the coating, and fosters the formation of a denser coating structure, thereby broadening its applicability across diverse industrial settings. The array of elements commonly infused into alloy coatings encompasses aluminum [
21,
22,
23], magnesium [
24,
25,
26], tin [
27], bismuth [
28], and various others. Recent advancements underscore a burgeoning focus on the development of hot-dip galvanizing techniques and their corresponding alloy coatings, indicative of a concerted effort to push the boundaries of performance and versatility in corrosion protection. The dynamic evolution of hot-dip galvanizing and its alloy coatings is vividly depicted in
Figure 4, encapsulating the strides made in this pivotal domain.
4.1. Effect of Adding Al Element
Aluminum (Al) stands as the predominant additive element in hot-dip galvanizing, heralding a myriad of benefits as unearthed by extensive research [
75,
76,
77,
78,
79]:
Enhanced surface characteristics: the formation of Zn-Al alloy coatings augments the gloss and resilience of the galvanized steel surface, imparting a sleek and durable finish to steel components.
Augmented corrosion resistance: These alloy coatings exhibit heightened resistance to high-temperature oxidation and boast superior cathodic protection capabilities. This fortification significantly bolsters the coating’s ability to withstand corrosive environments, thereby extending the longevity of steel products.
Enhanced process efficiency: Incorporating aluminum into the zinc bath enhances the fluidity of the molten metal, facilitating smoother application and enabling a reduction in coating thickness. This not only optimizes resource utilization but also yields cost savings in production.
Reduction in byproducts: the integration of aluminum curtails the generation of zinc ash, streamlining production processes and minimizing waste output.
With hot-dip Zn-Al alloy coatings proven as a formidable protective measure, they have catalyzed a paradigm shift in the longevity and durability of steel products. The successful adoption of this technology across diverse industries underscores its versatility and efficacy on a global scale.
To date, three primary types of Zn-Al alloy coatings have been developed, categorized by decreasing aluminum content, each tailored to suit specific application requirements:
- (1)
Galvalume (55%Al-43.5%Zn-1.5%Si) [
80,
81]:
Galvalume coating is a coating composed of Zn, Al, and Si, with a structure consisting of three layers: the zinc layer is the first layer closest to the steel, providing excellent corrosion resistance for the steel substrate (mainly providing electrochemical protection); the Zn-Al alloy layer serves as the middle layer, further enhancing the corrosion resistance effect; the Al-Si layer acts as the outermost layer, primarily protecting the Zn-Al alloy layer and preventing the formation of zinc rust on the coating surface, thereby protecting the steel surface from corrosion. Benefiting from excellent corrosion resistance, heat reflectivity, and weather resistance, Galvalume coatings are widely used in this field.
- (2)
Galfan (Zn-5%Al-RE) [
82,
83]
The Galfan alloy coating represents a cutting-edge advancement in protective coatings, comprising a blend of aluminum, zinc, and trace amounts of rare earth metals. Setting itself apart from conventional galvanization techniques, Galfan coatings showcase markedly elevated corrosion resistance against steel substrates and boast an extended service life. Characterized by their uniformity, density, and robustness, these coatings offer a formidable shield against environmental aggressors, effectively safeguarding steel materials from corrosion-induced degradation. By virtue of their superior protective properties, Galfan coatings not only prolong the service life of steel components but also curtail the need for frequent maintenance and repair, translating to significant cost savings over the long term.
- (3)
The SuperZinc coating stands as a pinnacle of high-performance zinc coatings, delivering unparalleled corrosion resistance and enduring protection through the formation of an exceptionally dense layer of zinc on the steel surface. Distinguished by its elevated zinc content, the SuperZinc coating surpasses traditional zinc coatings in several key aspects. Notably, it boasts a more uniform coating thickness, ensuring consistent coverage across the substrate, and exhibits superior adhesion, anchoring firmly to the steel surface for long-lasting durability. This advanced coating represents a significant leap forward in corrosion protection technology, offering enhanced resilience and extended service life in demanding environments.
4.2. Effect of Adding Mg Element
Magnesium (Mg) appears silver-white and belongs to the hexagonal crystal system. Its relative atomic mass is 24.34 and its melting point is 650 °C. Adding an appropriate amount of Mg to the hot-dip galvanizing bath can refine the grain size and alter the coating’s microstructure and surface quality, thereby enhancing the glossiness and hardness of the alloy coating. Simultaneously, it inhibits the production of corrosion products such as basic zinc carbonate and zinc oxide, which do not protect the coating, and transforms loose mixtures of corrosion products into dense, structured films. This enhances the coating’s corrosion resistance in atmospheric and seawater environments, significantly extending its service life. Additionally, it can reduce the coating thickness, thereby lowering production costs. However, due to the high reactivity of Mg, it is highly susceptible to oxidation. The resulting oxide products can severely affect the appearance of the coating, causing unevenness. Moreover, when the Mg content is high, oxidation of the alloy liquid worsens, leading to decreased adhesion between the coating and the steel substrate; concurrently, it causes the surface texture of the galvanized layer to become notably thick and rough, leading to a milky-white appearance and diminished adhesion. This makes the hot-dip galvanizing process operationally challenging and may even result in detachment, significantly reducing the coating quality. Thus, multicomponent alloys containing Mg with different contents were also investigated. For instance, it was found that the coatings prepared in high-magnesium baths formed the intermetallic compound MgZn
2, enhancing the hardness of the coating and improving its corrosion resistance. Compared to traditional pure zinc and ZnMg alloy coatings, the use of ternary Zn-Mg-Al alloy (
Figure 5a,b) [
25] or quaternary Mg-Galvalume coating (Zn–55Al–1.6Si) (
Figure 5c,d) [
77] exhibited better corrosion resistance. Zn–5 wt.% Al alloy coatings with different Mg contents using the flux-assisted method showed that the intermetallic compound layer consisted of Fe
4Al
13 and Fe
2Al
5Zn
0.4 phases. With the increase in Mg content, the thickness of the Fe-Al interface reaction layer decreased, the lattice constant changed, and lattice distortion inhibited the growth of the Fe
2Al
5Zn
0.4 phase. Additionally, the grain size decreased, the interfaces tended to be flat, and Mg elements segregated at grain boundaries, promoting grain refinement (
Figure 5e,f) [
89].
4.3. Effect of Adding Sn Element
Tin (Sn) has a silver-gray hue, belongs to the tetragonal crystal system, has a relative atomic mass of 118.7, and a melting point of 231.84 °C. It is a low-melting-point metal. The addition of an appropriate amount of tin to the hot-dip galvanizing bath can significantly improve the surface condition of the coating, enhance the zinc effect, and make the surface smoother. In actual production, it was observed that the addition of 5% tin to the zinc solution can inhibit the ultra-thick growth of the coating on high-silicon (mass fraction greater than 0.3%) active steel. The delta (δ) layer in the galvanized layer of high silicon steel became thicker and more compact, while the zeta (ζ) layer significantly thinned and shifted from a loose blocky structure to aligned columnar crystals. The thickness of the iron-zinc alloy layer in the resulting coating was only about 60 μm after 3–5 min of immersion in zinc, a reduction of 20% compared with the case without tin addition. However, it is imperative to proceed cautiously, as surpassing a certain threshold in Sn content can precipitate a decline in the corrosion resistance of the coating. Therefore, meticulous control over the addition of Sn is paramount for upholding the integrity and quality of the coating [
90].
Moreover, within the domain of multicomponent Zn-Al-Mg alloy coatings, the strategic inclusion of Sn offers an additional layer of enhancement. The synergistic interaction between Sn and other alloying elements facilitates the formation of nanoscale Mg
2Sn particles, which serve to fortify the corrosion resistance and hardness of the coatings [
91]. This intricate interplay underscores the significance of precise compositional control and highlights the potential for tailored alloy formulations to unlock superior performance characteristics in protective coatings.
4.4. Effect of Adding Pb or Ni Element
The addition of Pb and Bi elements in hot-dip galvanizing can reduce the surface tension of the zinc bath, improve its fluidity, reduce the coating thickness, and contribute to the reduction of zinc dross production, thus lowering production costs. Also, the addition of Pb can decrease the corrosive action of the zinc bath on the galvanizing kettle, extending its lifespan. Additionally, small amounts of Pb and Bi can refine grain size, promote the formation of zinc flowers on the coating surface, and lower the melting point of the zinc bath, thus reducing energy consumption. Due to the toxicity of Pb, it has gradually been replaced by Bi elements. However, excessive Bi content can lead to cracking on the coating surface, significantly affecting coating surface quality and even reducing corrosion resistance. Additionally, the addition of Bi leads to a reduction in the thickness of the galvanized layer [
92]. Therefore, considering all factors, moderate addition of Bi can be considered as the most ideal choice [
19].
4.5. Effect of Adding REs
REs refer collectively to lanthanides and actinides. Adding them in hot-dip galvanizing can enhance the fluidity of the melt, improve its wetting properties on the steel substrate, and consequently reduce the thickness of the coating. When the content of rare earth elements ranges from 0.03 wt.% to 0.1 wt.%, the thinnest coating can be achieved, significantly addressing the issue of coating leakage [
93]. Additionally, the addition of REs can purify the melt, refine the coating structure, improve the uniformity of the coating, and enhance the density of corrosion products, thereby enhancing the corrosion resistance of the coating [
94]. A study on the influence of Si and RE on the microstructure and corrosion resistance of Zn–6Al–3Mg coatings (ZAM) revealed that incorporating silicon (Si) and rare earth (RE) can enhance the anti-corrosive properties of ZAM. The Zn–6Al–3Mg–0.1Si–0.1RE–coated steel plate exhibits superior corrosion resistance compared with standard ZAM, promising significant utility across various industries [
95]. The effect of REs on the anticorrosion behavior of Zn–5Al–0.1Gd, Zn–5Al–0.1Dy, Zn–5Al–0.1Er, and Zn–5Al–0.1Y alloys was evaluated using electrochemical impedance spectroscopy, indicating that they can significantly improve the anticorrosion behavior of Galfan, possibly due to enhanced barrier properties of the corrosion product layer and the inhibitory effect of lanthanide ions on the surface layer [
87].
5. Conclusions and Prospects
Hot-dip galvanizing and its alloys are currently among the most widely used metal anti-corrosion technologies. This article briefly summarizes its development history and introduces its main processes, including alkaline washing, acid washing, water washing, auxiliary plating, galvanizing, cooling, passivation, etc. At the same time, some problems in each process are pointed out and corresponding solutions are discussed. Finally, the effects of adding Al, Mg, Sn, Pb, Bi, and rare earth metal elements in hot-dip galvanizing are introduced.
The development of hot-dip galvanizing technology has become relatively mature as a whole. In recent years, research on hot-dip galvanizing technology has mainly focused on reducing pollution caused by the production process, reducing production costs, and improving the comprehensive performance of coatings, including the following directions:
- (1)
Alloying control: by adjusting the alloy composition, ratio, and preparation process, the microstructure and composition distribution of the alloy are controlled to improve its comprehensive properties such as mechanical properties and corrosion resistance.
- (2)
Surface modification: by forming chemical reaction products such as oxidation and vulcanization on the surface of zinc and its alloys, the physical and chemical properties of the coating surface are changed to improve the corrosion resistance and adhesion performance of the coating;
- (3)
Multi-layer composite coating: by combining zinc with other metals or organic coatings like conducting polymers [
96,
97], multi-layer composite coating structures can be formed to further improve the mechanical properties, wear resistance, and corrosion resistance of the coating.
- (4)
Environmentally friendly materials: the development of novel additives during the hot dip galvanizing procedure, such as hydrogel-based acid mist inhibitors [
98], chromium free passivators, and other hydrogel-based multifuctional materials [
99], etc., are used to reduce the environmental pollution caused by the hot-dip galvanizing process in an economical and convenient way.
In summary, this article offers both theoretical and technical insights to those involved in the hot-dip galvanizing industry, as well as potential research directions for those in the field. The latest research efforts aim to enhance the performance and cost-effectiveness of coatings, aiming to better meet the diverse requirements for coating materials across various sectors. Although the industry still faces challenges, such as uneven distribution and thickness of coating alloys, zinc–aluminum alloy coatings’ tendency to leak when the aluminum content is too high, and the tendency for coatings to crack when the bismuth content is too high, with the collaborative and unwavering efforts of industry and academia, the hot-dip galvanizing and alloy industry is on a journey towards environmental protection, efficiency, and sustainable development.



 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}