Hybrid Atmosphere Processing of Lead-Free Piezoelectric Sodium Potassium Niobate-Based Ceramics


Abstract
:1. Introduction
2. Materials and Methods
3. Results
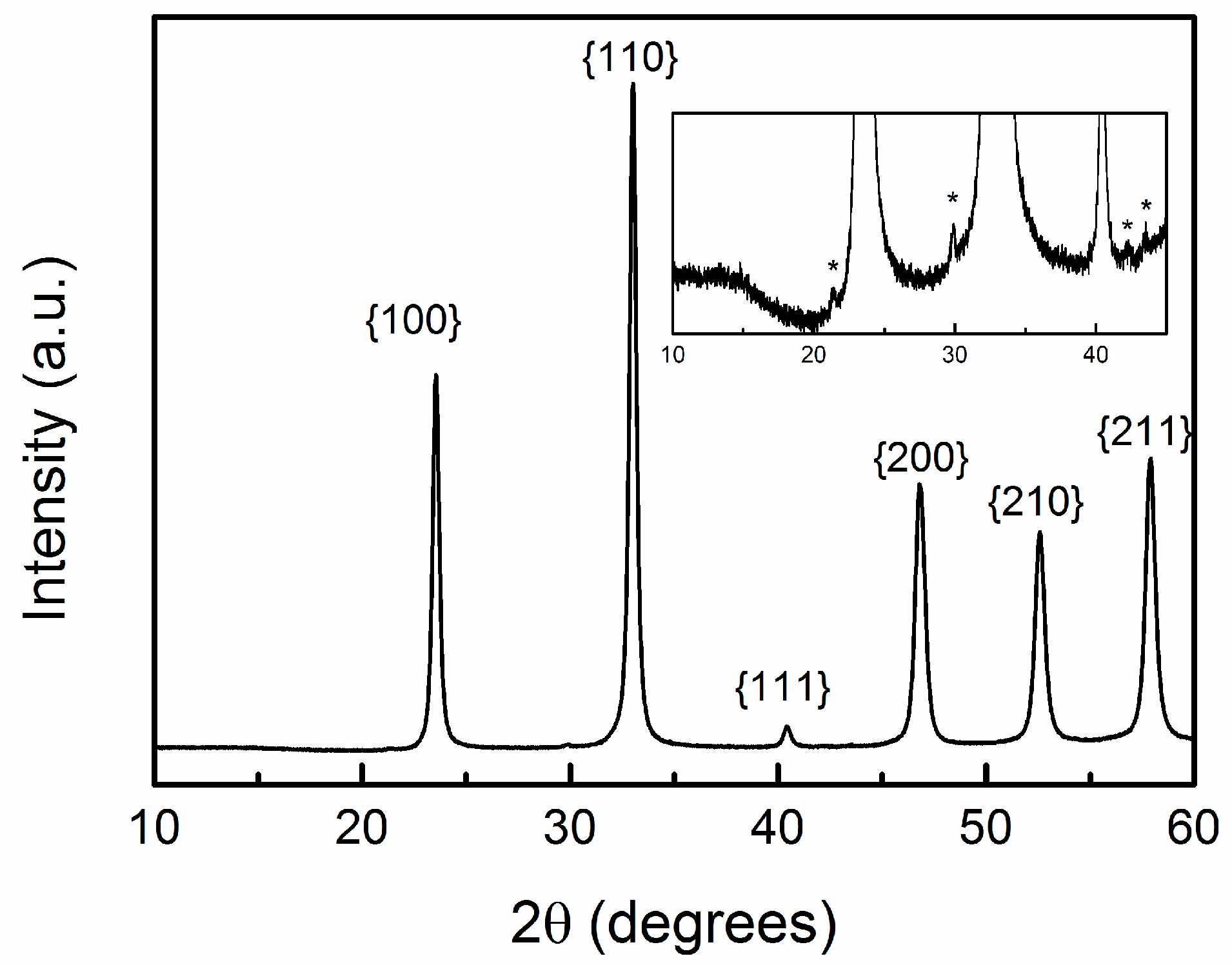
3.1. Powder Properties of KNNLTM
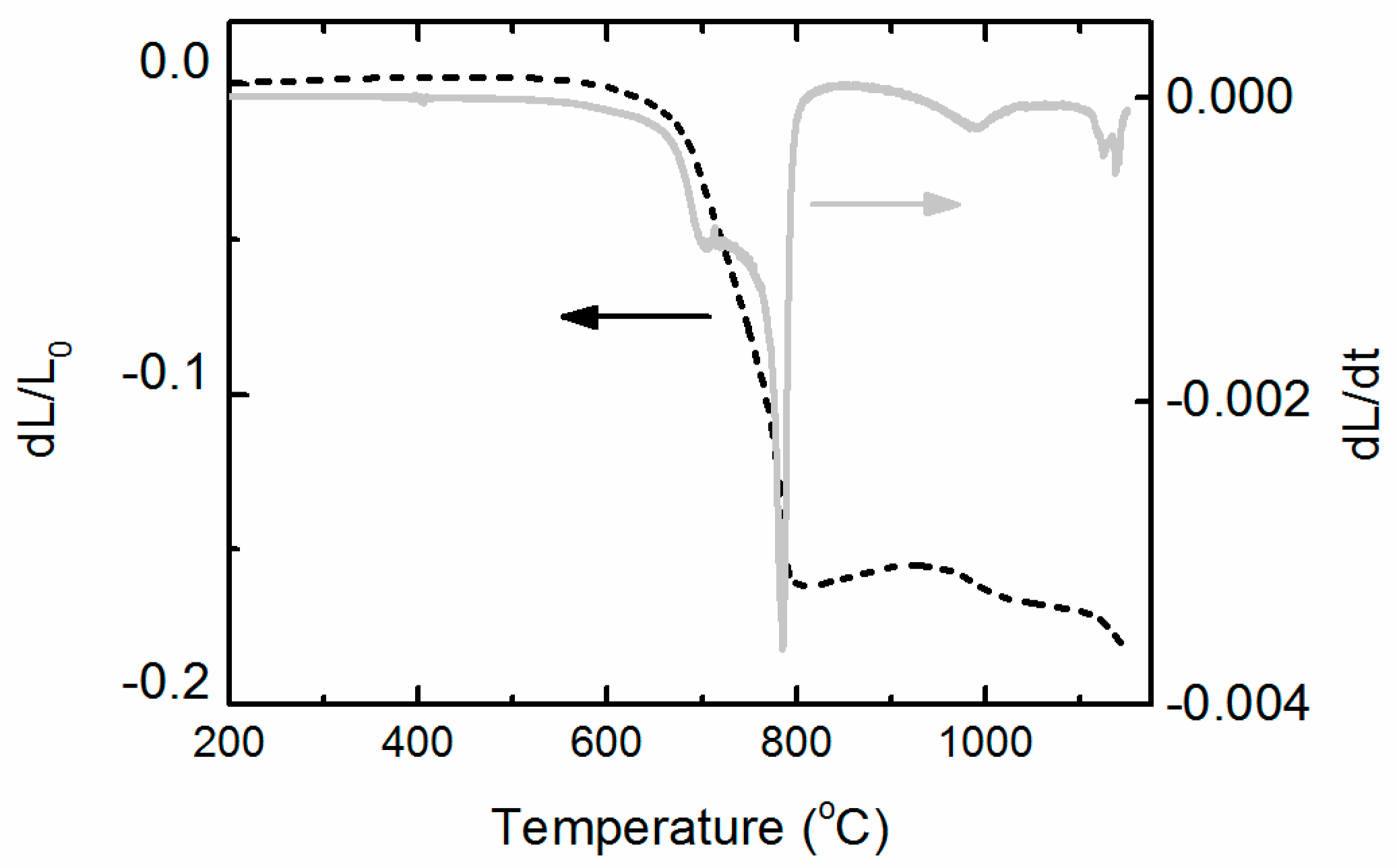
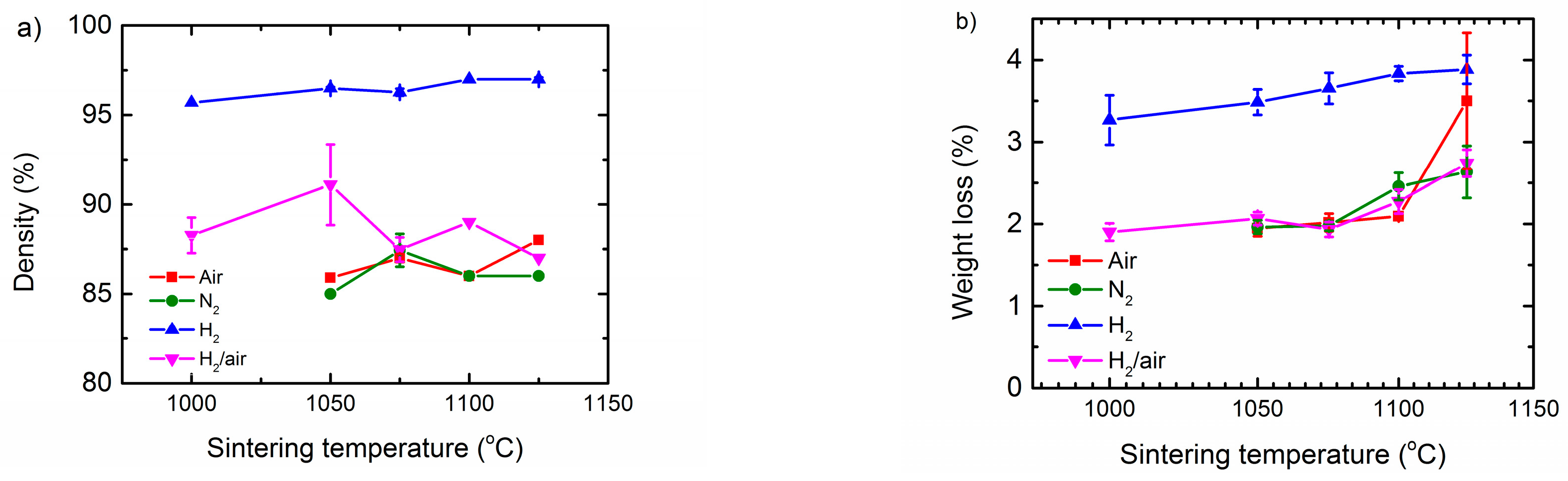
3.2. Sintering of KNNLTM
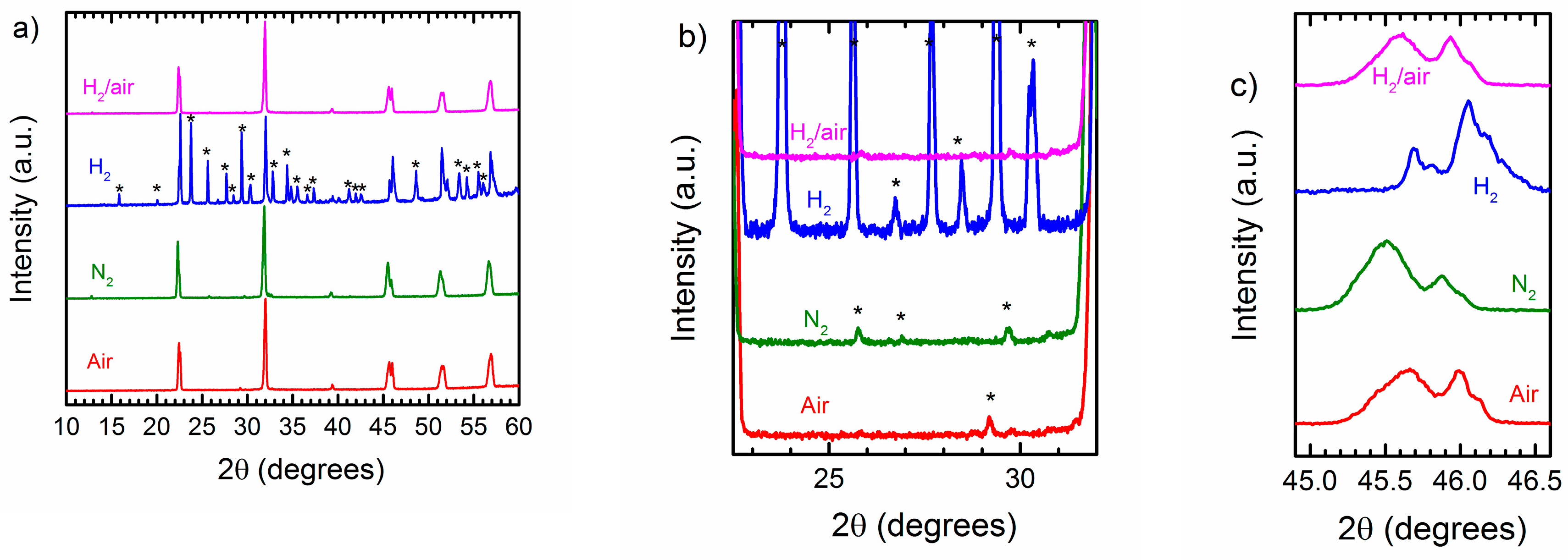
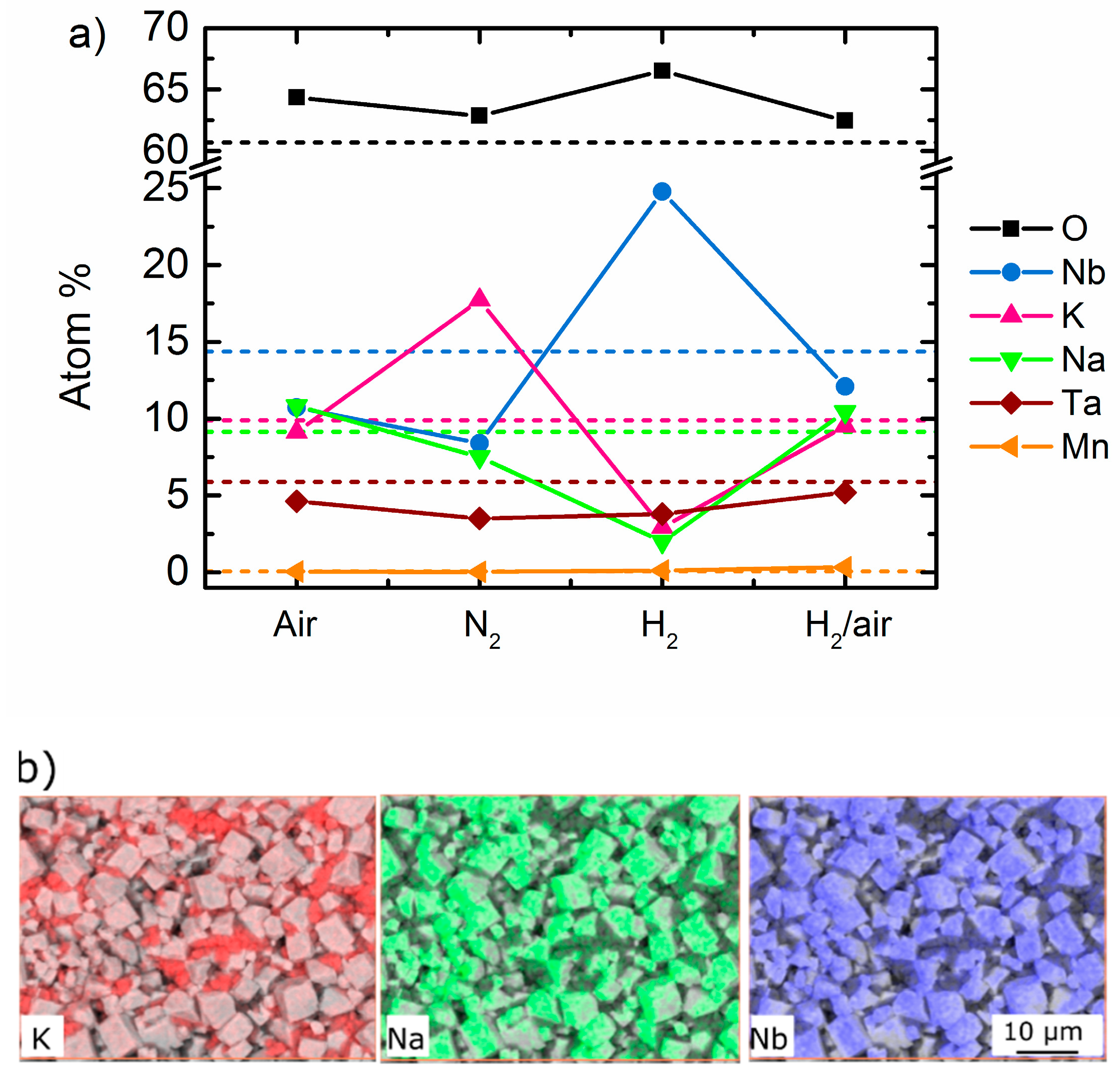
3.3. Phase and Microstructure of the Sintered KNNLTM
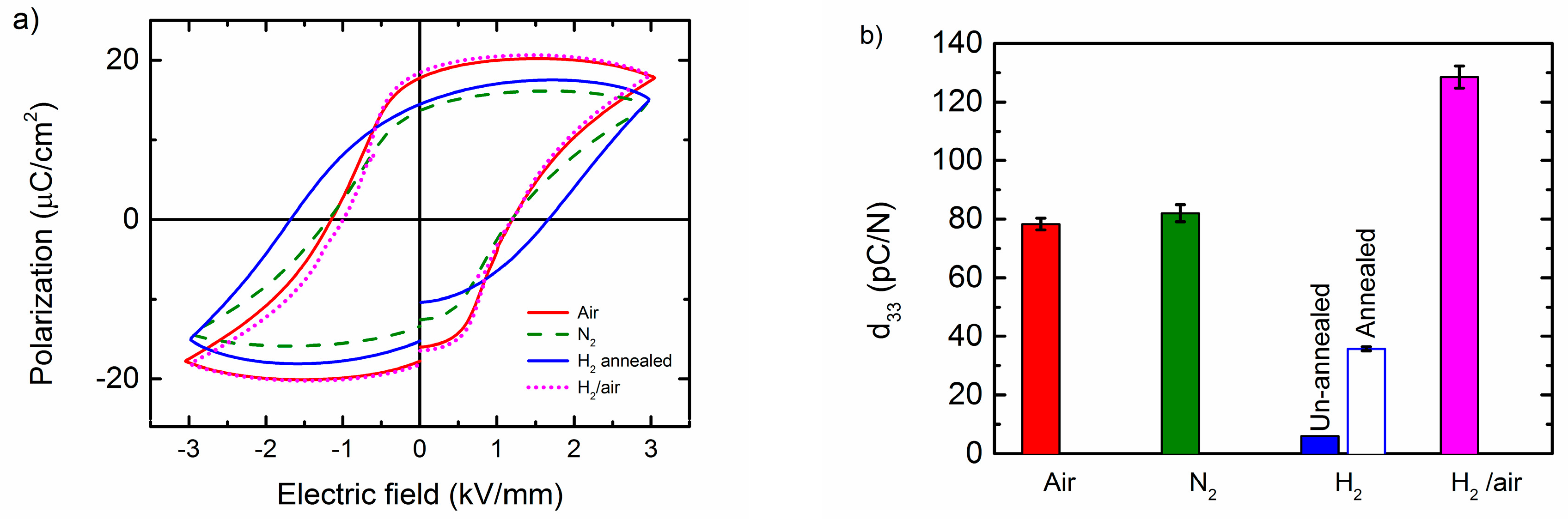
3.4. Piezo- and Ferro-electric Response of KNNLTM Ceramics
4. Discussion
4.1. KNNLTM Powder and Coarsening
4.2. Densification and Microstructure of KNNLTM Ceramics
4.3. Chemical Stability of Sintered KNNLTM Ceramics
4.4. Piezo- and Ferro-electric Response of KNNLTM Ceramics
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Rödel, J.; Jo, W.; Seifert, K.T.P.; Anton, E.M.; Granzow, T.; Damjanovic, D. Perspective on the development of lead-free piezoceramics. J. Am. Ceram. Soc. 2009, 92, 1153–1177. [Google Scholar] [CrossRef]
- Saito, Y.; Takao, H.; Tani, T.; Nonoyama, T.; Takatori, K.; Homma, T.; Nagaya, T.; Nakamura, M. Lead-free piezoceramics. Nature 2004, 432, 84. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Wu, J.; Xiao, D.; Zhu, J.; Cheng, X.; Zheng, T.; Zhang, B.; Lou, X.; Wang, X. Giant Piezoelectricity in Potassium—Sodium Niobate Lead-Free Ceramics. J. Am. Chem. Soc. 2014, 5, 3–8. [Google Scholar] [CrossRef] [PubMed]
- Hollenstein, E.; Davis, M.; Damjanovic, D.; Setter, N. Piezoelectric properties of Li- and Ta-modified (K0.5Na0.5)NbO3 ceramics. Appl. Phys. Lett. 2005, 87, 182905. [Google Scholar] [CrossRef]
- Lin, D.; Kwok, K.W.; Tian, H.; Chan, H.W.L. Phase transitions and electrical properties of (Na1-xKx)(Nb1-ySby) O3 lead-free piezoelectric ceramics with a MnO2 sintering aid. J. Am. Ceram. Soc. 2007, 90, 1458–1462. [Google Scholar] [CrossRef]
- Abazari, M.; Safari, A.; Akdogan, E.K. Effect of manganese doping on remnant polarization and leakage current in (K 0.44, Na 0.52, Li 0.04) (Nb 0.84, Ta 0.10, Sb 0.06) O3 epitaxial thin films on Sr TiO3. Appl. Phys. Lett. 2008, 92, 212903. [Google Scholar] [CrossRef]
- Huo, X.; Zhang, R.; Zheng, L.; Zhang, S.; Wang, R.; Wang, J.; Sang, S.; Yang, B.; Cao, W. (K, Na, Li)(Nb, Ta)O3:Mn Lead-Free Single Crystal with High Piezoelectric Properties. J. Am. Ceram. Soc. 2015, 98, 1829–1835. [Google Scholar] [CrossRef] [PubMed]
- Shung, K.K.; Cannata, J.M.; Zhou, Q.F. Piezoelectric materials for high frequency medical imaging applications: A review. J. Electroceram. 2007, 19, 139–145. [Google Scholar] [CrossRef]
- Messing, G.L.; Trolier-McKinstry, S.; Sabolsky, E.M.; Duran, C.; Kwon, S.; Brahmaroutu, B.; Park, P.; Yilmaz, H.; Rehrig, P.; Eitel, K.; et al. Templated Grain Growth of Textured Piezoelectric Ceramics. Key Eng. Mater. 2004, 29, 45–96. [Google Scholar] [CrossRef]
- Messing, G.L.; Poterala, S.; Chang, Y.; Frueh, T.; Kupp, E.R.; Watson, B.H.; Walton, R.L.; Brova, M.J.; Hofer, A.-K.; Bermejo, R.; et al. Texture-engineered ceramics-Property enhancements through crystallographic tailoring. J. Mater. Res. 2017, 32, 3219–3241. [Google Scholar] [CrossRef]
- Haugen, A.B.; Morozov, M.I.; Jones, J.L.; Einarsrud, M.-A. Rayleigh analysis of dielectric properties in textured K0.5Na0.5NbO3 ceramics. J. Appl. Phys. 2014, 116, 214101. [Google Scholar] [CrossRef]
- Grivel, J.C.; Thydén, K.; Bowen, J.R.; Haugen, A.B. Deposition of highly oriented (K,Na)NbO3 films on flexible metal substrates. Thin Solid Films 2018, 650, 7–10. [Google Scholar] [CrossRef]
- Malič, B.; Koruza, J.; Hreščak, J.; Bernard, J.; Wang, K.; Fisher, J.G.; Benčan, A. Sintering of lead-free piezoelectric sodium potassium niobate ceramics. Materials 2015, 8, 8117–8146. [Google Scholar] [CrossRef] [PubMed]
- Malič, B.; Benčan, A.; Rojac, T.; Kosec, M. Lead-free piezoelectrics based on alkaline niobates: Synthesis, sintering and microstructure. Acta Chim. Slov. 2008, 55, 719–726. [Google Scholar]
- Li, J.-F.; Wang, K.; Zhu, F.-Y.; Cheng, L.-Q.; Yao, F.-Z. (K,Na)NbO3-Based Lead-Free Piezoceramics: Fundamental Aspects, Processing Technologies, and Remaining Challenges. J. Am. Ceram. Soc. 2013, 96, 3677–3696. [Google Scholar] [CrossRef]
- Jaffe, B.; Cook, W.; Jaffe, H. Piezoelectric Ceramics; Academic Press: Cambridge, MA, USA, 1971. [Google Scholar]
- Wang, K.; Li, J.F. (K, Na)NbO3-based lead-free piezoceramics: Phase transition, sintering and property enhancement. J. Adv. Ceram. 2012, 1, 24–37. [Google Scholar] [CrossRef]
- Fisher, J.G.; Kang, S.J.L. Microstructural changes in (K0.5Na0.5)NbO3 ceramics sintered in various atmospheres. J. Eur. Ceram. Soc. 2009, 29, 2581–2588. [Google Scholar] [CrossRef]
- Fisher, J.G.; Rout, D.; Moon, K.S.; Kang, S.J.L. Structural changes in potassium sodium niobate ceramics sintered in different atmospheres. J. Alloys Compd. 2009, 479, 467–472. [Google Scholar] [CrossRef]
- Cen, Z.; Zhen, Y.; Feng, W.; Zhao, P.; Chen, L.; Zhu, C.; Wang, X.; Li, L. Improving piezoelectric properties and temperature stability for KNN-based ceramics sintered in a reducing atmosphere. J. Am. Ceram. Soc. 2018, 101, 4108–4117. [Google Scholar] [CrossRef]
- Zhen, Y.; Cen, Z.; Chen, L.; Zhao, P.; Wang, X.; Li, L. The effect of microstructure on piezoelectric properties and temperature stability for MnO doped KNN-based ceramics sintered in different atmospheres. J. Alloys Compd. 2018, 752, 206–212. [Google Scholar] [CrossRef]
- Kobayashi, K.; Doshida, Y.; Mizuno, Y.; Randall, C.A. A route forwards to narrow the performance gap between PZT and lead-free piezoelectric ceramic with low oxygen partial pressure processed (Na0.5K0.5)NbO3. J. Am. Ceram. Soc. 2012, 95, 2928–2933. [Google Scholar] [CrossRef]
- Kawada, S.; Kimura, M.; Higuchi, Y.; Takagi, H. (K,Na)NbO3-Based Multilayer Piezoelectric Ceramics with Nickel Inner Electrodes. Appl. Phys. Express 2009, 2, 111401. [Google Scholar] [CrossRef]
- Ghosh, D.; Sakata, A.; Carter, J.; Thomas, P.A.; Han, H.; Nino, J.C.; Jones, J.L. Domain wall displacement is the origin of superior permittivity and piezoelectricity in BaTiO3 at intermediate grain sizes. Adv. Funct. Mater. 2014, 24, 885–896. [Google Scholar] [CrossRef]
- Simons, H.; Haugen, A.B.; Jakobsen, A.C.; Schmidt, S.; Stöhr, F.; Majkut, M.; Detlefs, C.; Daniels, J.E.; Damjanovic, D.; Poulsen, H.F. Long-range symmetry breaking in embedded ferroelectrics. Nat. Mater. 2018, 17, 814–819. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haugen, A.B.; Madaro, F.; Bjørkeng, L.-P.; Grande, T.; Einarsrud, M.-A. Sintering of sub-micron K0.5Na0.5NbO3 powders fabricated by spray pyrolysis. J. Eur. Ceram. Soc. 2015, 35, 1449–1457. [Google Scholar] [CrossRef]
- Liu, C.; Liu, P.; Kobayashi, K.; Randall, C.A. Base metal Co-fired (Na,K)NbO3 structures with enhanced piezoelectric performance. J. Electroceram. 2014, 32, 301–306. [Google Scholar] [CrossRef]
- Thong, H.; Xu, Z.; Zhao, C.; Lou, L.; Chen, S.; Zuo, S.; Li, J.; Wang, K. Abnormal grain growth in (K, Na)NbO3-based lead-free piezoceramic powders. J. Am. Ceram. Soc. 2019, 102, 836–844. [Google Scholar]
- Acker, J.; Kungl, H.; Hoffmann, M.J. Influence of alkaline and niobium excess on sintering and microstructure of sodium-potassium niobate (K0.5Na0.5)NbO3. J. Am. Ceram. Soc. 2010, 93, 1270–1281. [Google Scholar] [CrossRef]
- Kizaki, Y.; Noguchi, Y.; Miyayama, M. Defect control for low leakage current in K0.5Na0.5NbO3 single crystals. Appl. Phys. Lett. 2006, 89, 142910. [Google Scholar] [CrossRef]
- Matsubara, M.; Yamaguchi, T.; Kikuta, K.; Hirano, S.I. Effect of Li substitution on the piezoelectric properties of potassium sodium niobate ceramics. Jpn. J. Appl. Phys. 2005, 44, 6136–6142. [Google Scholar] [CrossRef]
- Matthias, B.T.; Remeika, J.P. Dielectric Properties of Sodium and Potassium Niobates. Phys. Rev. 1951, 82, 727–730. [Google Scholar] [CrossRef]
- Cen, Z.; Wang, X.; Huan, Y.; Zhen, Y.; Feng, W.; Li, L. Defect engineering on phase structure and temperature stability of KNN-based ceramics sintered in different atmospheres. J. Am. Ceram. Soc. 2018, 101, 3032–3043. [Google Scholar] [CrossRef]
- Chowdhury, A.; Bould, J.; Zhang, Y.; James, C.; Milne, S.J. Nano-powders of Na0.5K0.5NbO3 made by a sol-gel method. J. Nanopart. Res. 2010, 12, 209–215. [Google Scholar] [CrossRef]
- Chowdhury, A.; O’Callaghan, S.; Skidmore, T.A.; James, C.; Milne, S.J. Nanopowders of Na0.5K0.5 NbO3 Prepared by the Pechini Method. J. Am. Ceram. Soc. 2009, 92, 758–761. [Google Scholar] [CrossRef]
- Vendrell, X.; García, J.E.; Rubio-Marcos, F.; Ochoa, D.A.; Mestres, L.; Fernández, J.F. Exploring different sintering atmospheres to reduce nonlinear response of modified KNN piezoceramics. J. Eur. Ceram. Soc. 2013, 33, 825–831. [Google Scholar] [CrossRef]
- Popovič, A.; Bencze, L.; Koruza, J.; Malič, B. Vapour pressure and mixing thermodynamic properties of the KNbO3–NaNbO3 system. RSC Adv. 2015, 5, 76249–76256. [Google Scholar] [CrossRef]
- Guo, Y.; Kakimoto, K.; Ohsato, H. Phase transitional behavior and piezoelectric properties of (Na[sub 0.5]K[sub 0.5])NbO[sub 3]–LiNbO[sub 3] ceramics. Appl. Phys. Lett. 2004, 85, 4121. [Google Scholar] [CrossRef]
- Irle, E.; Blachnik, R.; Gather, B. The phase diagrams of Na2O and K2O with Nb2O5 and the ternary system Nb2O5-Na2O-Yb2O3. Thermochim. Acta 1991, 179, 157–169. [Google Scholar] [CrossRef]
- Jin, L.; Li, F.; Zhang, S. Decoding the fingerprint of ferroelectric loops: Comprehension of the material properties and structures. J. Am. Ceram. Soc. 2014, 97, 1–27. [Google Scholar] [CrossRef]
- Courths, R.; Steiner, P.; Höchst, H.; Hüfner, S. Photoelectron-spectroscopy investigation and electronic properties of LiNbO3 crystal surfaces. Appl. Phys. 1980, 21, 345–352. [Google Scholar] [CrossRef]
- Morozov, M.I.; Hoffmann, M.J.; Benkert, K.; Schuh, C. Influence of the A/B nonstoichiometry, composition modifiers, and preparation methods on properties of Li- and Ta-modified (K,Na)NbO3 ceramics. J. Appl. Phys. 2012, 112, 114107. [Google Scholar] [CrossRef]
- Zhao, J.-B.; Du, H.-L.; Qu, S.-B.; Zhang, H.-M.; Xu, Z. Effects of A-site non-stoichiometry on the structural and electrical properties of 0.96K 0.5 Na 0.5 NbO3—0.04LiSbO3 lead-free piezoelectric ceramics. Chin. Phys. B 2011, 20, 067701. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Air | N2 | H2 | H2/Air | |
|---|---|---|---|---|
| Grain size (µm) | 3.36 ± 1.43 | 3.64 ± 1.54 | N/A | 1.46 ± 0.67 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haugen, A.B. Hybrid Atmosphere Processing of Lead-Free Piezoelectric Sodium Potassium Niobate-Based Ceramics. Ceramics 2019, 2, 460-471. https://doi.org/10.3390/ceramics2030035
Haugen AB. Hybrid Atmosphere Processing of Lead-Free Piezoelectric Sodium Potassium Niobate-Based Ceramics. Ceramics. 2019; 2(3):460-471. https://doi.org/10.3390/ceramics2030035
Chicago/Turabian StyleHaugen, Astri Bjørnetun. 2019. "Hybrid Atmosphere Processing of Lead-Free Piezoelectric Sodium Potassium Niobate-Based Ceramics" Ceramics 2, no. 3: 460-471. https://doi.org/10.3390/ceramics2030035
APA StyleHaugen, A. B. (2019). Hybrid Atmosphere Processing of Lead-Free Piezoelectric Sodium Potassium Niobate-Based Ceramics. Ceramics, 2(3), 460-471. https://doi.org/10.3390/ceramics2030035