3.1. Bending Tests
The results of Young’s Modulus from the plates P1–P3 are summarized in
Figure 4. The limited number of samples leads to the circumstance that all aging conditions could be tested only from P3. Nevertheless, the stiffness shows a drastic increase with an increasing aging temperature, especially in the case of the samples from P2 and P3. The samples from P1 show a higher stiffness in the as-received state but a distinctly lower increase and lower absolute values at 1200 °C than the samples from P2 and P3. Therefore, a scatter from plate to plate is obvious. The results of the bending strength of these samples are shown in
Figure 5 for the different stages of aging, as above for the modulus. The tendencies which were found for the stiffness are reflected in the results of the bending strengths. The strength increases with the aging temperature, and the relationship, when compared to the plates, correlates with the findings on the modulus above.
The moduli are low compared to the data derived from dense yttria, where for example a modulus in the range of 170 GPa was ascertained [
8,
9] for hot isostatic pressed materials. A brief test of nine as-received samples revealed a density of 92% of the theoretical density. Mechnich and Braue [
1] reported a similar value of 93% for former batches of the present material. Nevertheless, no established porosity model can explain a loss in stiffness from 170 GPa down to 74 GPa (1200 °C/10 h) or even 47 GPa (as-received) simply based on the magnitude of the porosity of ≈ 9% for this material. Leigh et al. [
10] reported elastic moduli in the range of 12–78% for thermally sprayed alumina and yttria stabilized zirconia. The loss of stiffness could not be explained by the amount of porosity in a porosity model. The pore morphology and an anisotropic microstructure were the reasons for the decrease. In [
11], the elastic moduli for Yb
2SiO5- and Al
6Si
2O
13-coatings from the APS deposition were reduced to half of the values of the corresponding bulk materials. In that investigation, crack patterns, and not the porosity itself, were found to be the reason for the decreased stiffness.
Hence, the loss in stiffness here can rather be explained by the fine crack patterns between the splats that are formed from droplets during the plasma spray process. These cracks have a comparably low influence on the porosity but a larger effect on the ability to transfer the load from splat to splat. In
Figure 6, a stress-strain graph of an as-received sample is shown in combination with an extended line of the linear elastic range. The material behavior already deviates at an early point from linear-elastic conditions at stresses of about half of the critical bending stress. This can only be explained by the frictional sliding of the splats or, more likely, by the noticeable onset of damage. This observation also points to the previous findings, as the fine crack pattern in
Figure 7 will inevitably lead to an early onset of damage in comparison to materials that are devoid of these cracks.
Certainly, the reasons for the increasing stiffness and strength with an aging temperature can be found in microstructural changes. SEM images from two different samples are shown in
Figure 7. The “as-received” sample (
Figure 7a) has rounded pores, as well as a fine and dense pattern of sharp cracks. The microstructure of the sample with the highest aging temperature (1200 °C) in
Figure 7b also clearly shows pores and cracks, but the latter have a lower density. An apparent grain size was analyzed by the linear intercept method [
12]. Cracks instead of grain boundaries were used to define the intercepts. The apparent grain size of the as-received sample was 5.8 ± 0.8 µm. The apparent grain size of the aged sample was 8.0 ± 1.1 µm. Thus, the crack density of the aged sample decreased. The porosities were 9 Vol.% for both images.
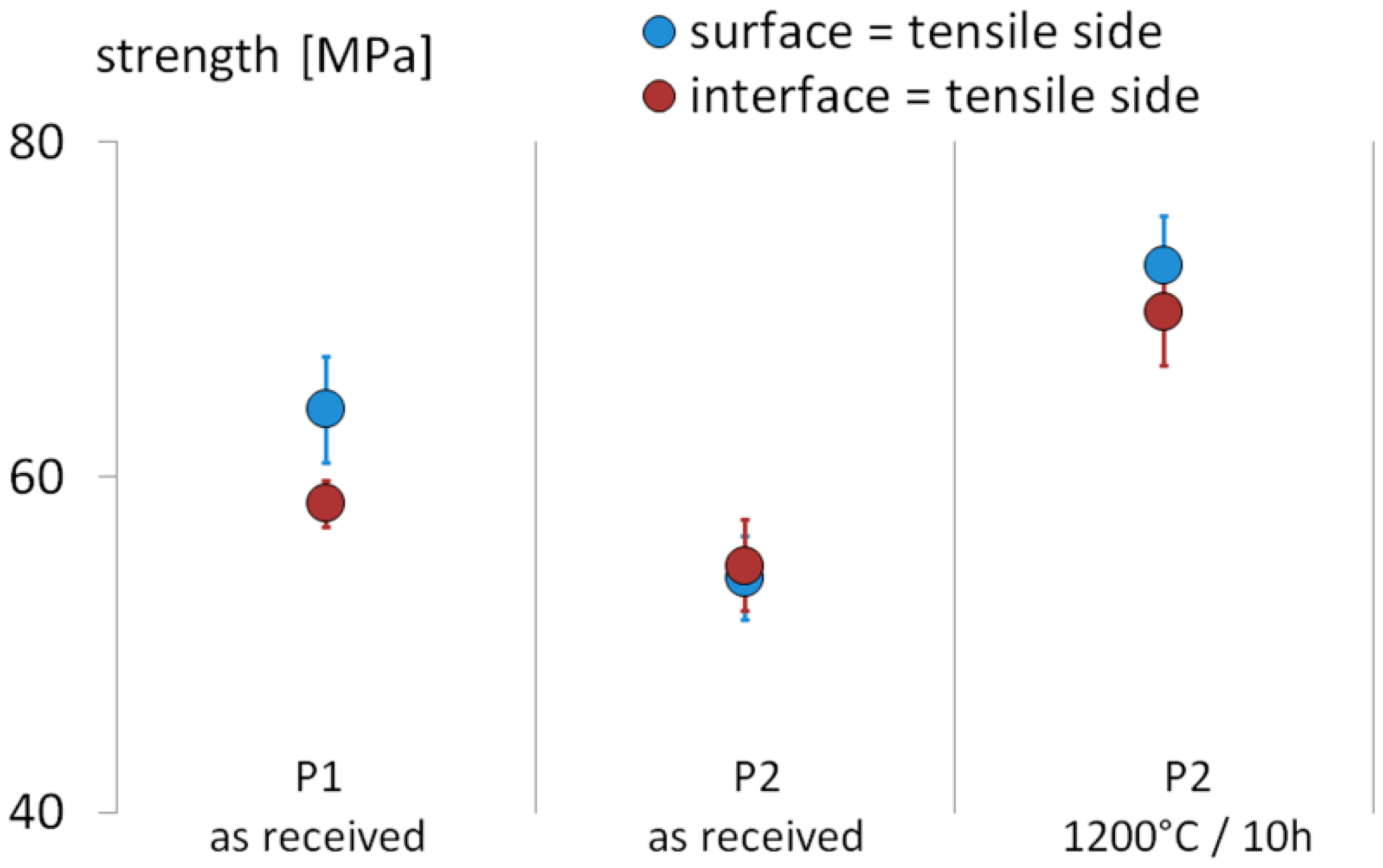
The failure in bending tests occurs on the tensile side. Hence, the samples of the bending tests were split into two groups, where the tensile side of the experiment corresponds to the surface side or the interface side facing the removed substrate. Only little deviations in plate P1 could be found, as shown in
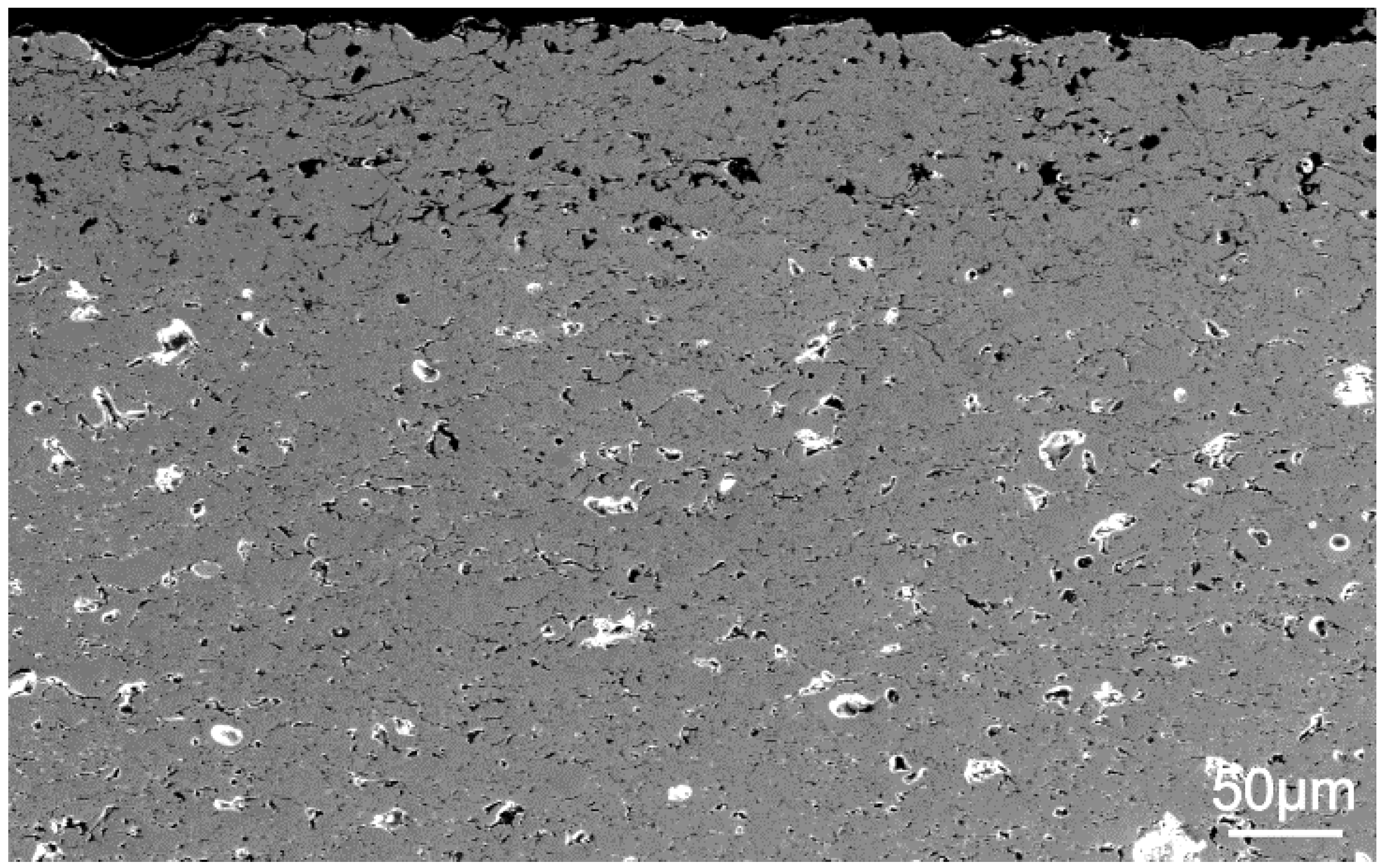
Figure 8. However, these results have to be seen with care. As the surfaces of the bending bars had to be as plain as possible, the outermost material was removed, even though this was done carefully. The SEM photo in
Figure 9 shows a cross section of yttria near the surface. The region near the surface seems to have a slightly higher porosity, but this layer of 50–100 µm was removed during the sample preparation of the bending bars. A sample preparation was required, as the surface was slightly curved when received. The thickness of the coating was not constant all over the plate. It was 0.1–0.2 mm higher toward the edges of the plates.
3.2. Fracture Toughness
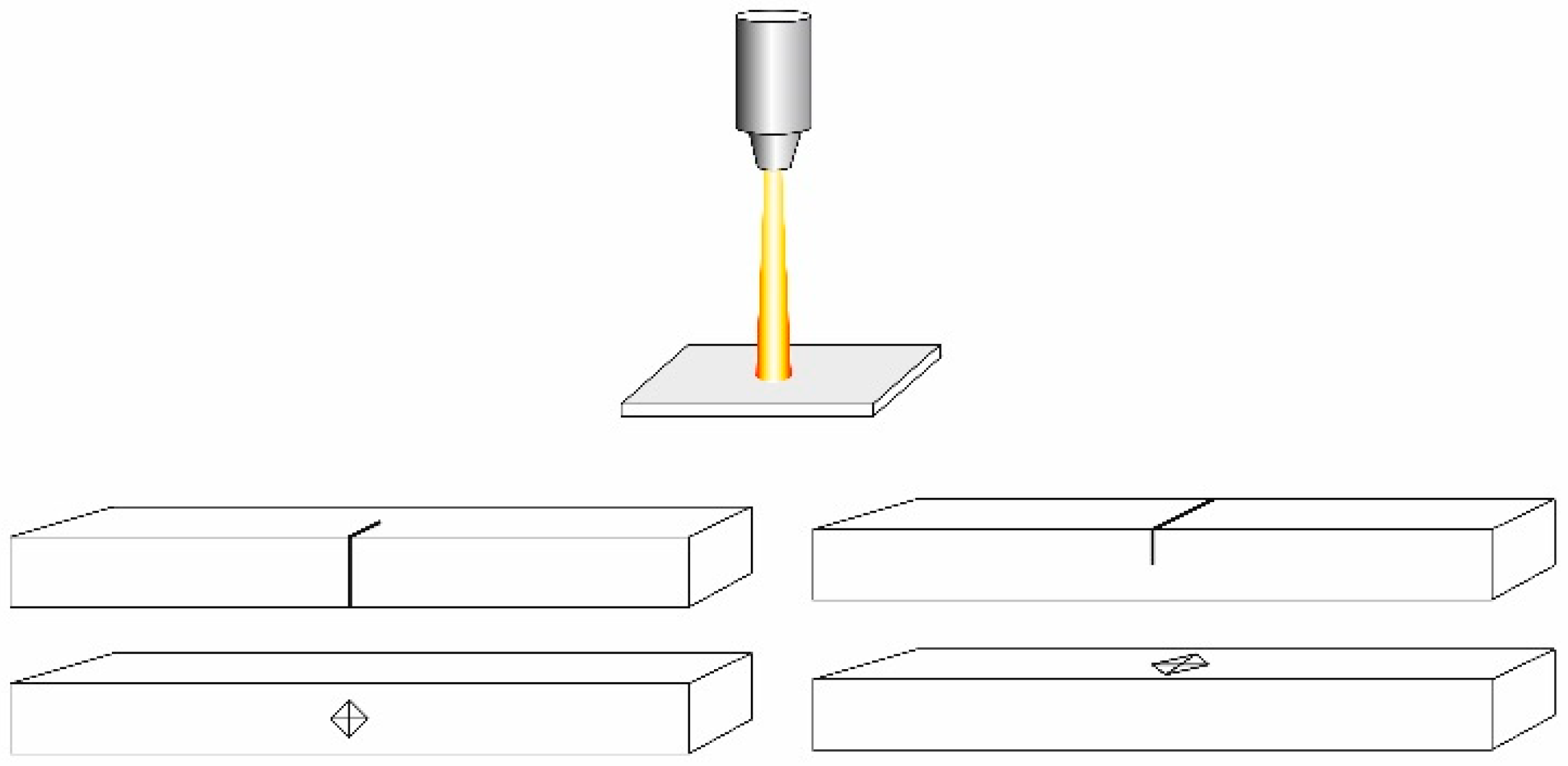
The fracture toughness K
Ic was tested in two directions, as shown in
Figure 10. All samples were aged at 1200 °C. The vertical setup had a crack propagation in the thickness direction of the coating. The horizontal crack propagation had an orientation where the crack front was parallel to the thickness direction. The results of the SENB fracture toughness tests show no difference between the vertical toughness and horizontal toughness: K
Ic_hor. = 1.21 ± 0.15 MPa√m and K
Ic_vert. = 1.21 ± 0.05 MPa√m.
The results of the indentation strength in bending (ISB) are somewhat lower than the values derived from the SENB tests. The vertical fracture toughness by ISB was 1.00 ± 0.09 MPa√m. One sample could be tested in the horizontal direction and showed a fracture toughness via ISB of 1.13 MPa√m. A reason for the difference could be the position of the artificial flaw by notch or indentation. The lowest toughness stems from the indentation method in the vertical direction and therefore from a location near the surface of the plasma sprayed plate. It should be mentioned here that the difference is small and that it might be influenced by scatter and possible uncertainties in the calculation of the indentation strength.
For further bending tests with an in-plane crack propagation orientation, samples can only be obtained by processing coatings that are as unreasonably thick as the length of the bending bars. Furthermore, a wedge-driven double-cantilever beam was not available so far for the test series. In order to estimate the fracture toughness for this orientation, a series of indentation cracks HV10 was made on the surface and the side face of a sample. The crack length on the surface was independent of the direction of the crack extension, as both sets from the corners of the indents were identical. For indentations on the side face of the sample (horizontal configuration), the crack length of in-plane cracks was longer than the crack length along the coating thickness. A ratio of 1.50 was found in this case. The increased crack length points to a lower fracture toughness when the crack front propagates in-plane through the coating. Munz and Fett [
4] stated that the fracture toughness is related to the crack length K
Ic ∝ (c/a)
−3/2, where 2a is the diagonal of the indentation, l is the crack length from the corner of the indentation, and the total crack length is c = l + a. Using this proportionality, a ratio of 1.50 for the total crack length c results in a ratio of the fracture toughness of the in-plane to horizontal direction of 1.83. Thus, the horizontal fracture toughness of 1.21 MPa√m and the ratio of 1.83 leads to an estimate of 0.66 MPa√m for the in-plane fracture toughness. Since the in-plane cracks propagate along splat interfaces, a lower in-plane fracture toughness is reasonable.
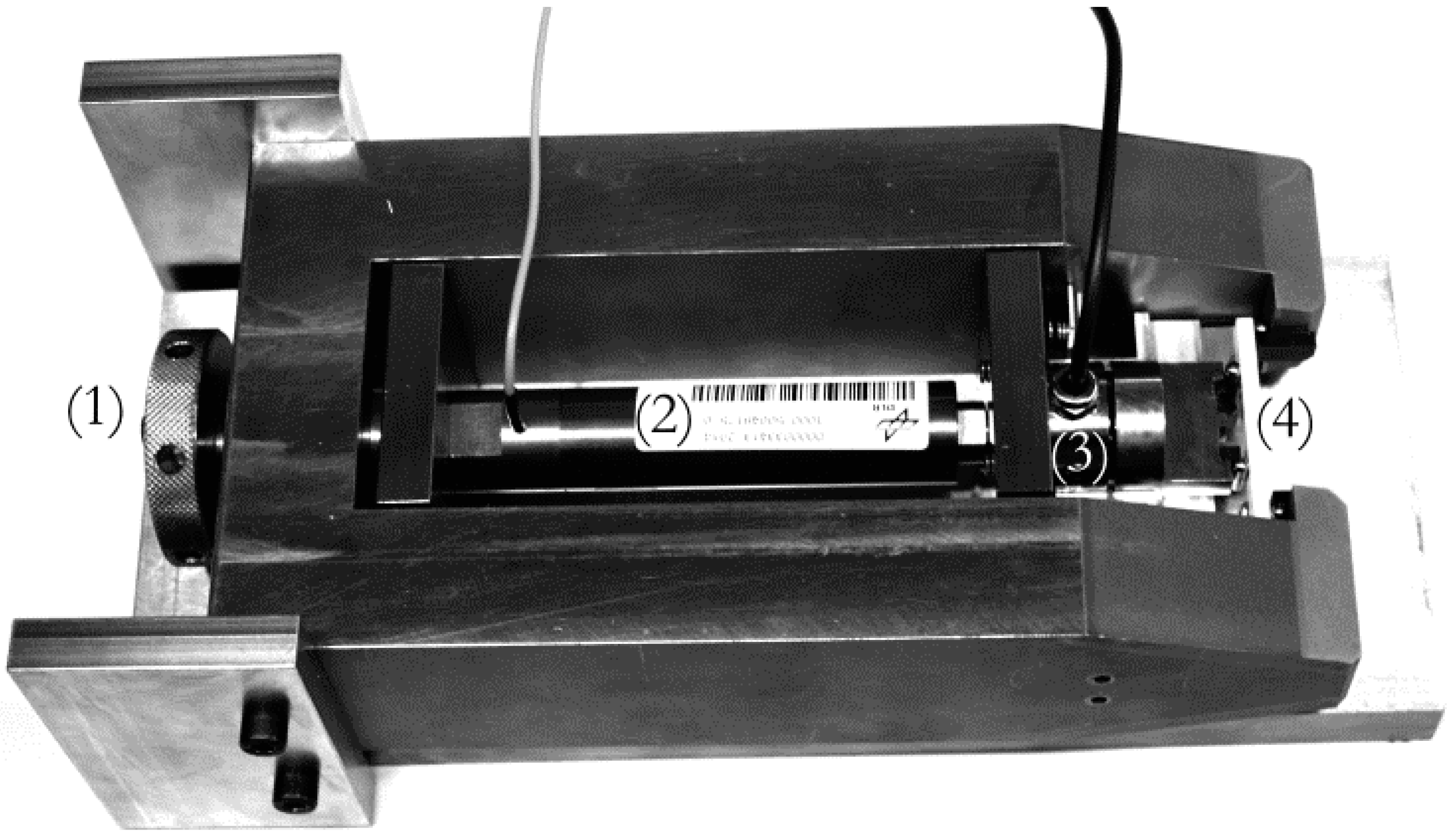
The fracture toughness under shear load (Mode II) was tested with the asymmetric four point bending fixture, as explained above. The direction of the crack propagation was horizontal, and the measured toughness was K
IIc = 0.56 ± 0.08 MPa√m. Hence, the toughness in the shear mode is lower than the toughness in tensile Mode I. Predominantly, a Mode II toughness in the literature is higher than the corresponding tensile Mode I values for monolithic ceramic materials, but the contrary case can also be found: Li and Sakai [
13] found K
IIc/K
Ic-values of 0.53–0.74 for glass and alumina. Choi et al. [
14] measured K
IIc/K
Ic = 0.63 at room temperature for plasma-sprayed Y-PSZ. No K
IIc-values for plasma-sprayed Y
2O
3 or even yttria from other processing routes were found from other authors. A finite element analysis of one of the asymmetric four point bending samples showed a stress intensity factor of K
I ≤ 0.025 MPa√m when loaded to the critical force. Therefore, an early failure due to the influence of Mode I can be excluded.
3.3. Crack Growth Resistance
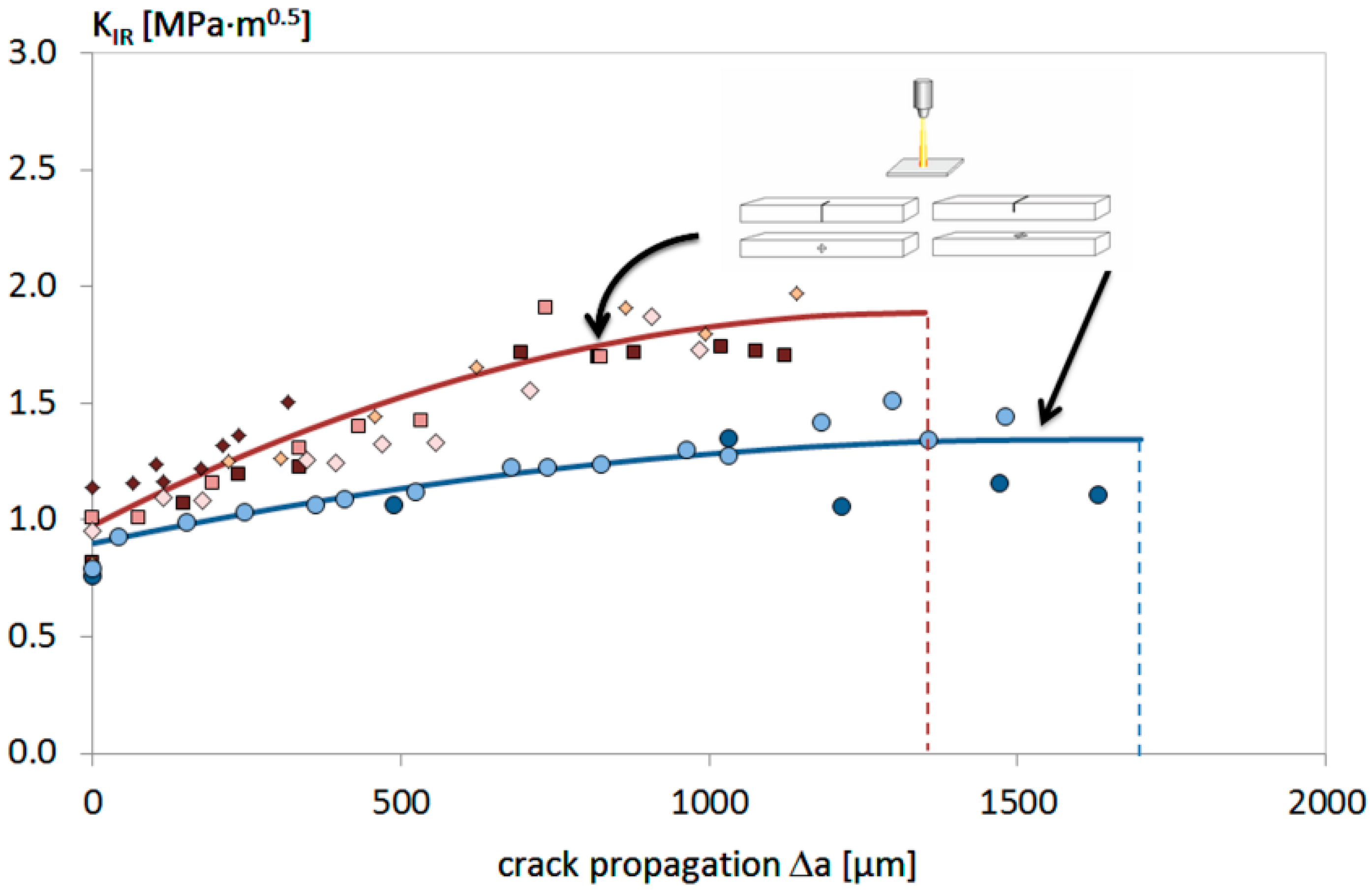
In
Figure 11, the results of the R-curve experiments are shown. Again, all samples discussed here were aged at 1200 °C. As above, two directions of crack propagation were tested in the horizontal and vertical direction, as defined in
Figure 10. The data points shown here fulfill the limits of the linear elastic fracture mechanics [
15,
16]. The data toward higher crack propagations Δa were beyond these limits, as the ligament length (W-a) became too small:
Here, setting σc to the corresponding bending strength of ~70 MPa, the minimum ligament is 0.66 mm for a stress intensity KI = 1.8 MPa√m. Thus, a sample height of W = 3.5 mm and an initial crack size a0 ≈ 1.5 mm result in a limit of Δa ≈ 1.35 mm. For KI = 1.1 MPa√m, the limit is 0.25 mm for the ligament and 1.7 mm for Δa. The skipped data showed a progressive rise of KIR(Δa), up to values of 2.9 MPa√m and therefore an overestimated and artificial rise of the R-curves.
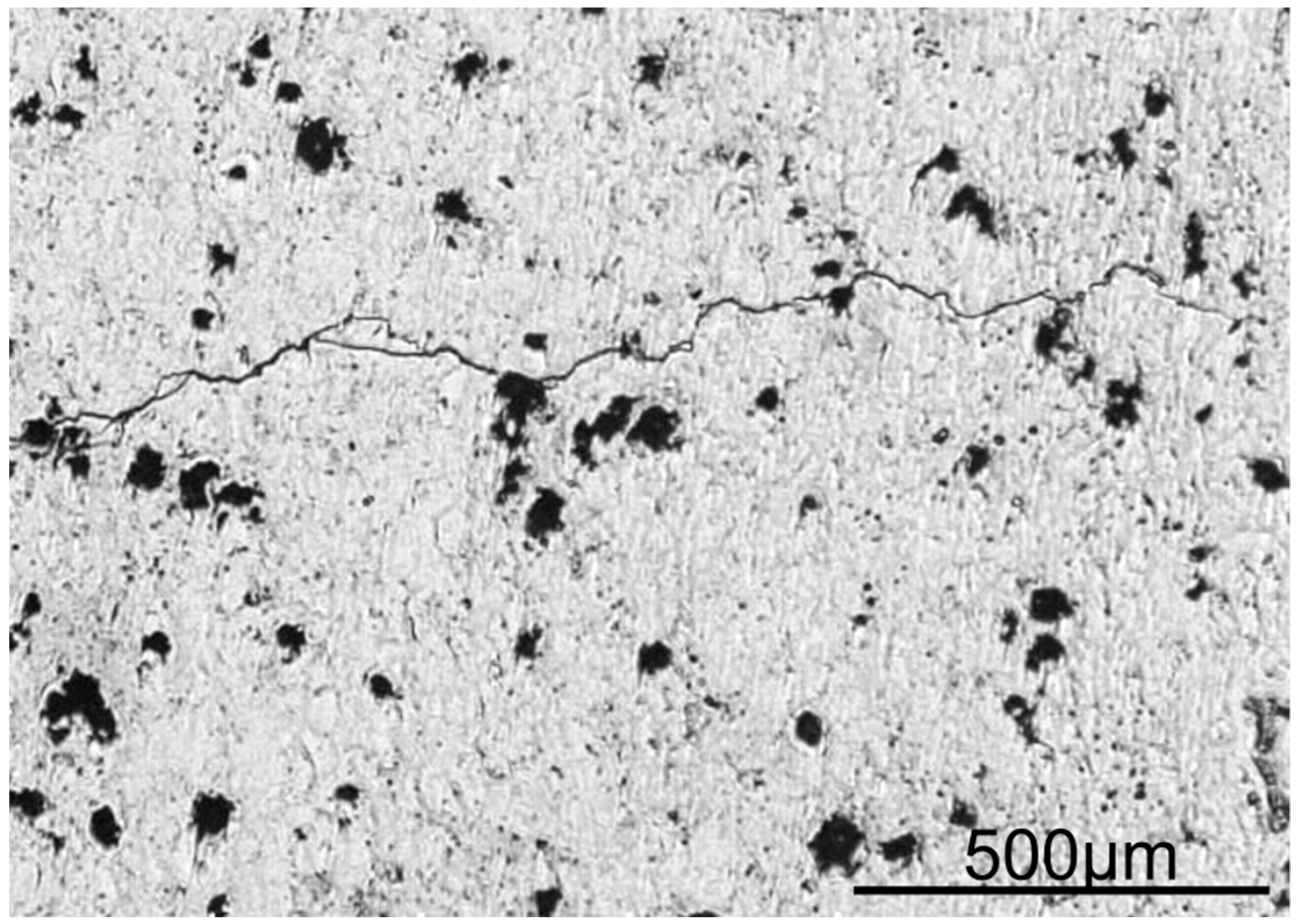
The horizontal cracks, whose crack fronts are parallel to the through-thickness direction, show just a little rise in toughness with an initial value of 0.95 MPa√m and a plateau-like value of 1.1 MPa√m after a millimeter of crack elongation. Cracks in the thickness (vertical) direction perpendicular to the surface have similar initial values of 1.0 MPa√m, but they exhibit a more substantial rise of the R-curve up to 1.8 MPa√m. Here, a plateau also develops after a crack propagation of 1 mm. The rise of the toughness itself can be explained by crack deflections and bifurcations (
Figure 12), which enhance the measured toughness with the developing crack length. The higher rise of the R-curves in the thickness direction can be attributed to the splat-like structure of the material, which should have a directional influence on the crack development and the crack growth resistance as the crack length increases.
The initial values of both directions are somewhat below the K
IC values observed above (
Table 1). As the sample preparation was quite the same with respect to notching and pre-cracking, it is likely that the different load rates in the R-curve and fracture toughness experiments have an influence here. The K
Ic-tests were conducted at a displacement rate of 0.5 mm/sec; hence, the failure occurred after a couple of seconds. In contrast, the R-curves were measured quite slowly. In particular, the onset of the crack propagation has to be detected by visual observation under the microscope. It is rather likely that the R-curves tend toward the range of subcritical crack growth with a slower crack growth at lower stress intensities, whereas the K
IC measurements show an unstable crack growth, which typically occurs at higher stress intensities.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}