Corrosion of MgO-C with Magnesium Aluminate Spinel Addition in A Steel Casting Simulator


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
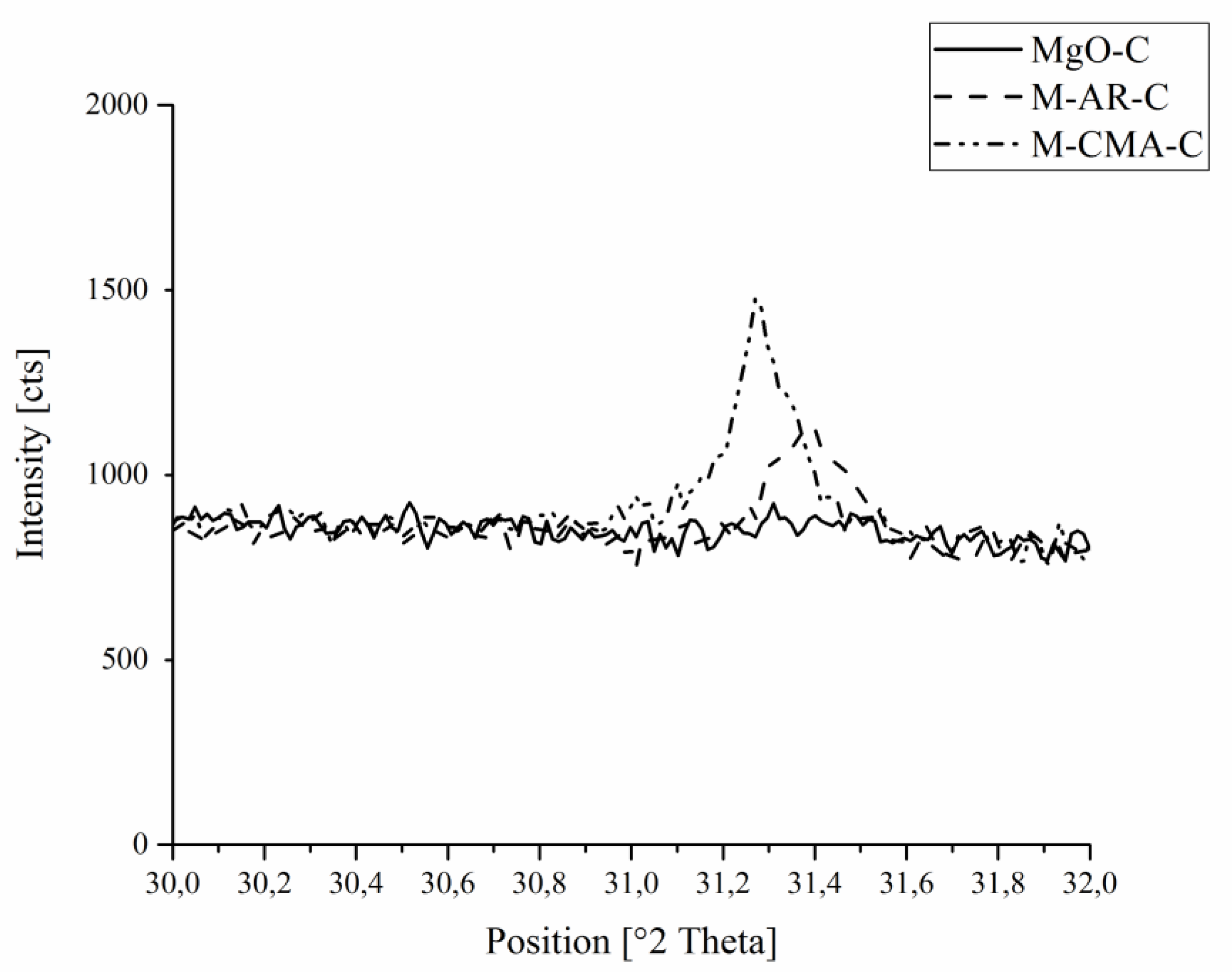
3.1. Phase Composition—XRD
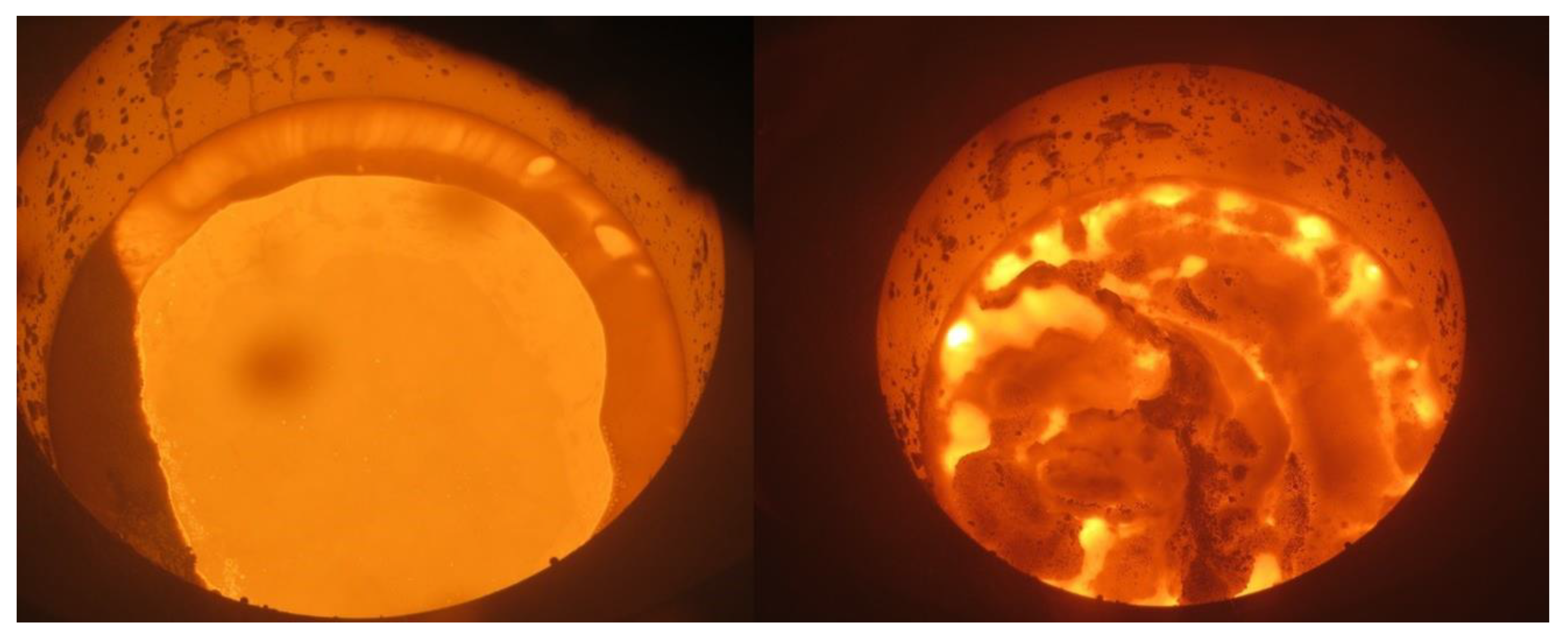
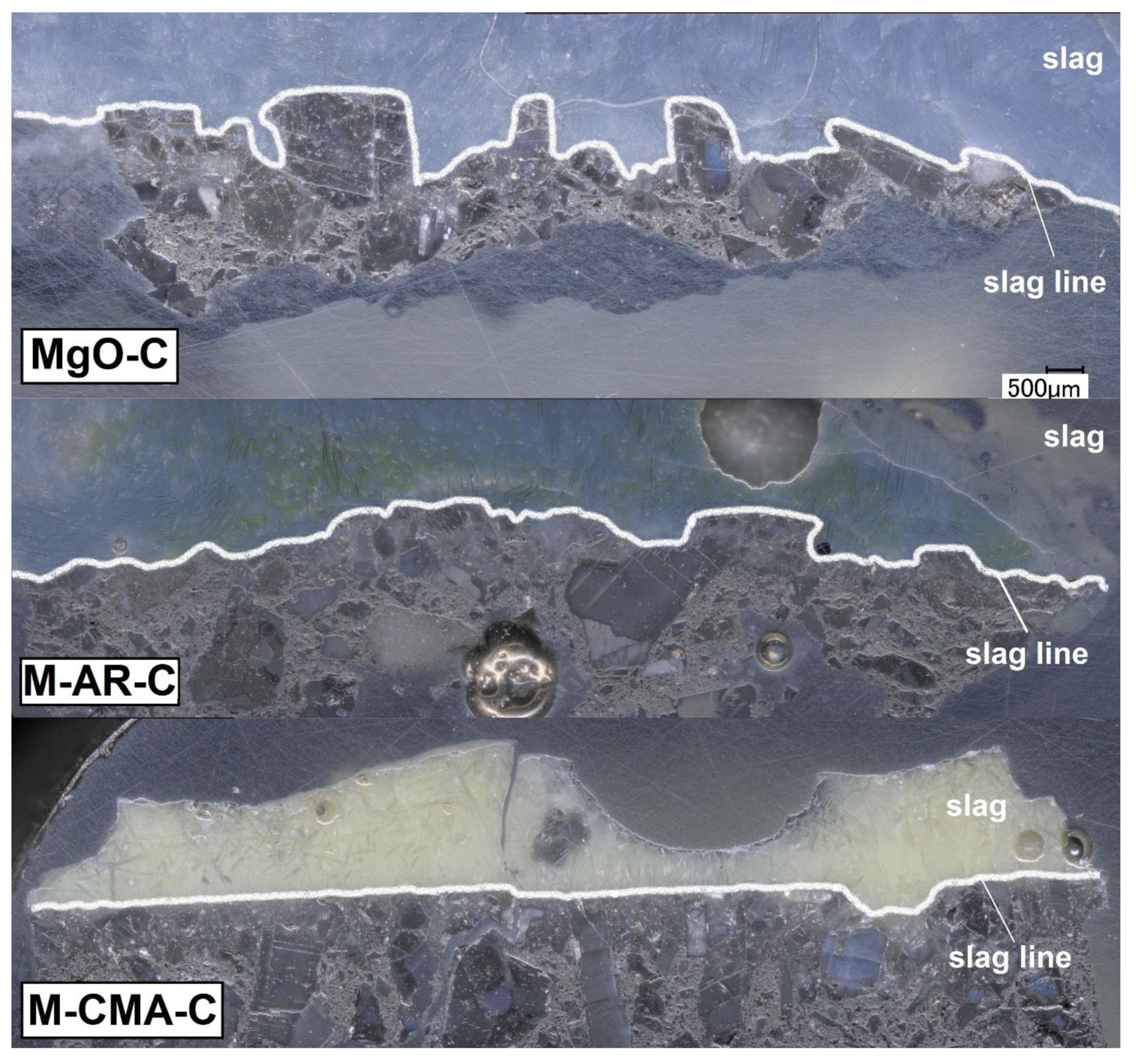
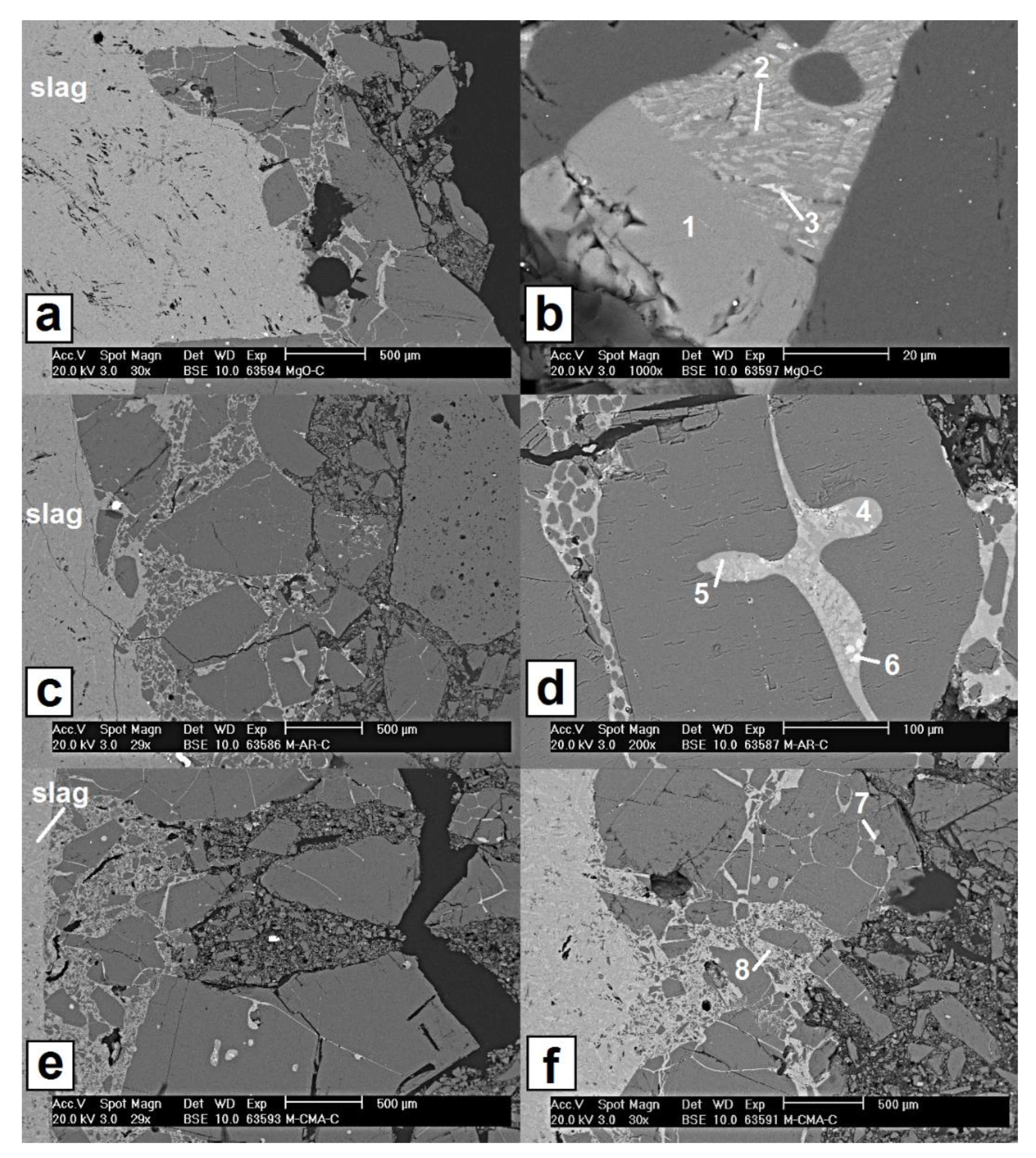
3.2. Laboratory Metal Casting Simulator Test
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Figueiredo, A., Jr.; Bellandi, N.; Vanola, A.; Zambohi, L. Technological evolution of magnesia-carbon bricks for steel ladles in Argentina. Iron Steel Technol. 2004, 1, 42–47. [Google Scholar]
- Lee, W.E.; Zhang, S. Melt corrosion of oxide and oxide–carbon refractories. Int. Mater. Rev. 1999, 44, 77–104. [Google Scholar] [CrossRef]
- Tripathi, H.S.; Ghosh, A. Spinelisation and properties of Al2O3-MgAl2O4-C refractory: Effect of MgO and Al2O3 reactants. Ceram. Int. 2010, 36, 1189–1192. [Google Scholar] [CrossRef]
- Nourbakhsh, A.A.; Salarian, S.; Hejazi, S.M.; Shojaiei, S.; Golestani-Fard, F. Increasing durability of ladle lining refractories by utilizing Al2O3-MgO-C bricks. In Proceedings of the UNITECR’03: 8th Biennial Worldwide Conference on Refractories, Osaka, Japan, 19–22 October 2003. [Google Scholar]
- Musante, L.; Muñoz, V.; Labadie, M.H.; Tomba Martinez, A.G. High temperature mechanical behavior of Al2O3-MgO-C refractories for steelmaking use. Ceram. Int. 2011, 37, 1473–1483. [Google Scholar] [CrossRef]
- Gehre, P.; Aneziris, C.G.; Berek, H.; Parr, C.; Reinmöller, M. Corrosion of magnesium aluminate spinel-rich refractories by sulphur-containing slag. J. Eur. Ceram. Soc. 2015, 35, 1613–1620. [Google Scholar] [CrossRef]
- Ghasemi-Kahrizsangi, S.; Gheisari Dehsheikh, H.; Boroujerdnia, M. Effect of micro and nano-Al2O3 addition on the microstructure and properties of MgO-C refractory ceramic composite. Mater. Chem. Phys. 2017, 189, 230–236. [Google Scholar] [CrossRef]
- Choi, T.H.; Jun, B.S. Wear mechanism of MgO-C refractory with thermite reaction products of MgO and Al. J. Korean Ceram. Soc. 1996, 33, 830–832. [Google Scholar]
- Xue, J. Development and application of ultra-low-carbon-containing MgO-MgAl2O4-C bricks for ladle slag line. Naihuo Cailiao/Refractories 2011, 45, 107–109. [Google Scholar]
- Ganesh, I.; Bhattacharjee, S.; Saha, B.P.; Johnson, R.; Rajeshwari, K.; Sengupta, R.; Ramana Rao, M.V.; Mahajan, Y.R. An efficient MgAl2O4 spinel additive for improved slag erosion and penetration resistance of high-Al2O3 and MgO-C refractories. Ceram. Int. 2002, 28, 245–253. [Google Scholar] [CrossRef]
- Das, R.R.; Nayak, B.B.; Adak, S.; Chattopadhyay, A.K. Influence of nanocrystalline MgAl2O4 spinel addition on the properties of MgO-C refractories. Mater. Manuf. Process. 2012, 27, 242–246. [Google Scholar] [CrossRef]
- Wu, J.; Gu, H.; Zhao, J.; Huang, A.; Liu, L. Effect of CaAl4O7-MgAl2O4 on thermal shock resistance of low-carbon MgO-C brick. Naihuo Cailiao/Refractories 2012, 46, 440–442. [Google Scholar]
- Aneziris, C.G.; Gehre, P. Effects of magnesium aluminate spinel raw materials on the material properties of MgO-C refractories. In Proceedings of the 59th International Colloquium on Refractories, Aachen, Germany, 28–29 September 2016; Volume 59, pp. 242–245. [Google Scholar]
- Gehre, P.; Wöhrmeyer, C.; Aneziris, C.G.; Parr, C.; Parr, C. Functional spinel-binder based additives for improved MgO-C performance in ladle applications. Refract. Worldforum 2017, 9, 83–88. [Google Scholar]
- Pagliosa, C.; Souza, P.V.; Hama, N.; Wöhrmeyer, C.; Zetterström, C.; Evangelista, P.C. Improvement of MAC bricks for steel ladle with CaO-MgO-Al2O3 aggregate: A new perspective for cement application. In Proceedings of the Proceeding O046, UNITECR 2017—15th Biennial Worldwide Congress, Santiago, Chile, 26–29 September 2017; pp. 169–172. [Google Scholar]
- Dudczig, S.; Aneziris, C.G.; Emmel, M.; Schmidt, G.; Hubalkova, J.; Berek, H. Characterization of carbon-bonded alumina filters with active or reactive coatings in a steel casting simulator. Ceram. Int. 2014, 40, 16727–16742. [Google Scholar] [CrossRef]
- Wöhrmeyer, C.; Parr, C.; Fryda, H.; Auvray, J.-M.; Touzo, B.; Guichard, S. New spinel containing calcium aluminate cement for corrosion resistant castables. In Proceedings of the 12th Biennial Worldwide Conference on Refractories, Kyoto, Japan, 30 October–2 November 2011. [Google Scholar]
- Allibert, M.; Gaye, H.; Geisler, J.; Janke, D.; Keene, B.J.; Kirner, D.; Kowalski, M.; Lehmann, J.; Mills, K.C.; Neuschutz, D.; et al. Slag Atlas; Verl. Stahleisen: Düsseldorf, Germany, 1995; ISBN 3-514-00457-9. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase (wt.%) | AR78 | CMA 72 |
|---|---|---|
| CaO·Al2O3 | - | 18–22 |
| CaO·2Al2O3 | - | 8–12 |
| MgAl2O4 | 100 | 68–72 |
| Ca2Al [AlSiO7] | - | <1 |
| Raw Material (wt.%) | MgO-C | M-AR-C | M-CMA-C |
|---|---|---|---|
| MgO | 97.8 | 92.8 | 92.8 |
| AR78 1–2 mm | - | 5.0 | - |
| CMA 72 clinker | - | - | 5.0 |
| Graphite “NFL” | 1.1 | 1.1 | 1.1 |
| Carbon black “N991” | 1.1 | 1.1 | 1.1 |
| Powder resin “0235 DP” | 1.5 | 1.5 | 1.5 |
| Liquid resin “9308-FL” | 1.5 | 1.5 | 1.5 |
| Hexamethylenetetramine | 0.3 | 0.3 | 0.3 |
| Compound | Synthetic Slag (wt.%) |
|---|---|
| Al2O3 | 42.4 |
| CaO | 40.0 |
| SiO2 | 6.0 |
| MgO | 8.3 |
| Fe2O3 | 0.1 |
| TiO2 | 0.9 |
| P2O5 | 0.002 |
| S | 0.07 |
| Traces | 2.228 |
| Sample | Main Phase | Traces |
|---|---|---|
| MgO-C | MgO, C | Ca3Mg(SiO4)2 |
| M-AR-C | MgO, MgAl2O4, C | Ca3Mg(SiO4)2 |
| M-CMA-C | MgO, MgAl2O4, C | - |
| Spot | Compound (wt.%) | |||||
|---|---|---|---|---|---|---|
| Al2O3 | MgO | SiO2 | CaO | TiO2 | SO3 | |
| 1 | 46.3 | 4.7 | 18.9 | 29.9 | 0.3 | - |
| 2 | 37.6 | 7.2 | 15.5 | 35.4 | 1.0 | 3.3 |
| 3 | 39.9 | 3.8 | 5.2 | 34.0 | 8.0 | 9.1 |
| 4 | 40.2 | 4.5 | 22.6 | 30.1 | - | 2.6 |
| 5 | 4.9 | 1.8 | 33.8 | 52.7 | 1.0 | 5.9 |
| 6 | - | - | - | 36.7 | - | 63.3 |
| 7 | - | 32.5 | 43.1 | 24.4 | - | - |
| 8 | 47.5 | 3.6 | 10.4 | 37.2 | 1.3 | - |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dudczig, S.; Schmidt, G.; Aneziris, C.G.; Wöhrmeyer, C.; Parr, C.; Gehre, P. Corrosion of MgO-C with Magnesium Aluminate Spinel Addition in A Steel Casting Simulator. Ceramics 2020, 3, 12-21. https://doi.org/10.3390/ceramics3010002
Dudczig S, Schmidt G, Aneziris CG, Wöhrmeyer C, Parr C, Gehre P. Corrosion of MgO-C with Magnesium Aluminate Spinel Addition in A Steel Casting Simulator. Ceramics. 2020; 3(1):12-21. https://doi.org/10.3390/ceramics3010002
Chicago/Turabian StyleDudczig, Steffen, Gert Schmidt, Christos G. Aneziris, Christoph Wöhrmeyer, Christopher Parr, and Patrick Gehre. 2020. "Corrosion of MgO-C with Magnesium Aluminate Spinel Addition in A Steel Casting Simulator" Ceramics 3, no. 1: 12-21. https://doi.org/10.3390/ceramics3010002
APA StyleDudczig, S., Schmidt, G., Aneziris, C. G., Wöhrmeyer, C., Parr, C., & Gehre, P. (2020). Corrosion of MgO-C with Magnesium Aluminate Spinel Addition in A Steel Casting Simulator. Ceramics, 3(1), 12-21. https://doi.org/10.3390/ceramics3010002