Mechanical Properties and Electrical Discharge Machinability of Alumina-10 vol% Zirconia-28 vol% Titanium Nitride Composites



Abstract
:1. Introduction
2. Materials and Methods
3. Results
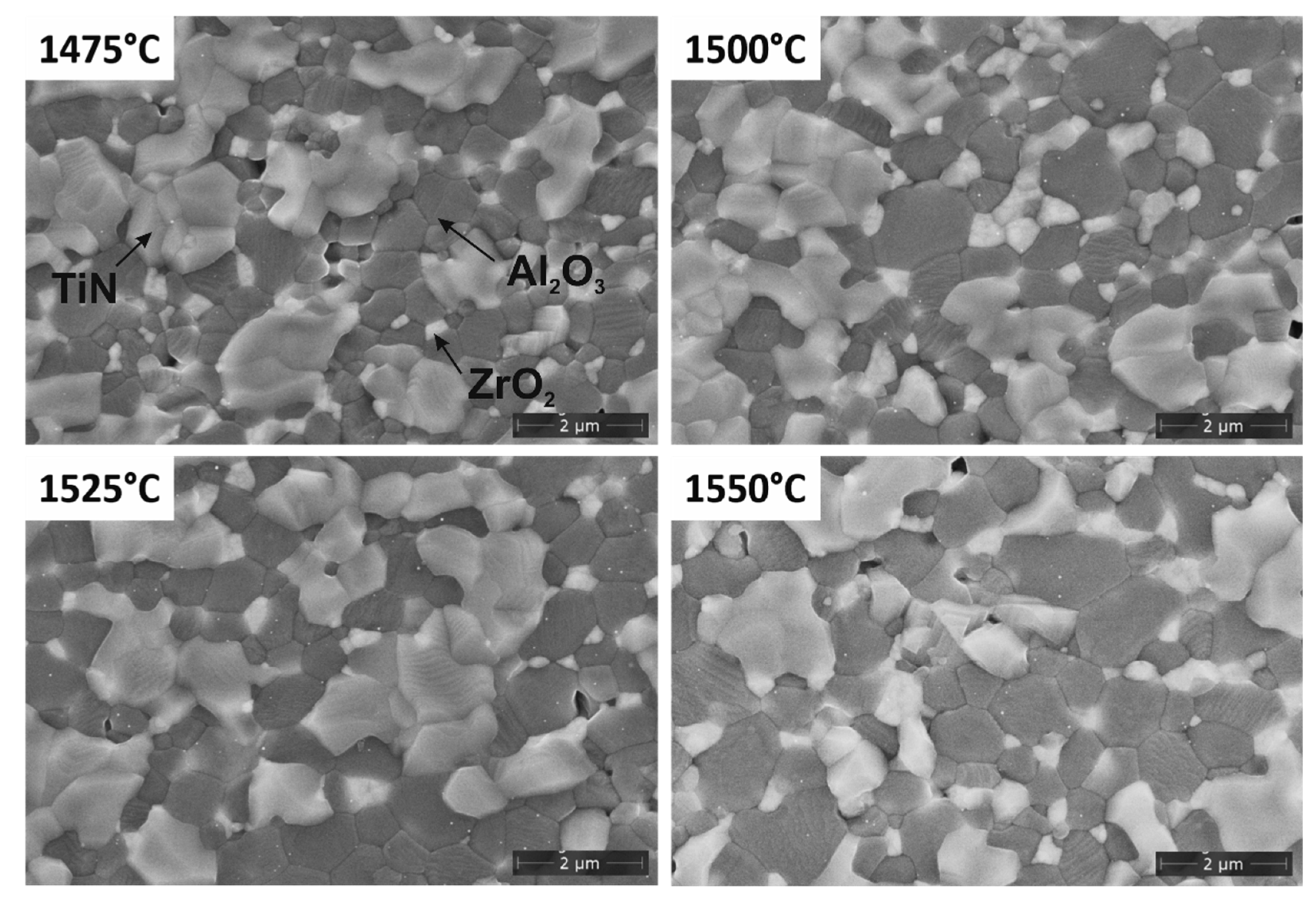
3.1. Microstructure
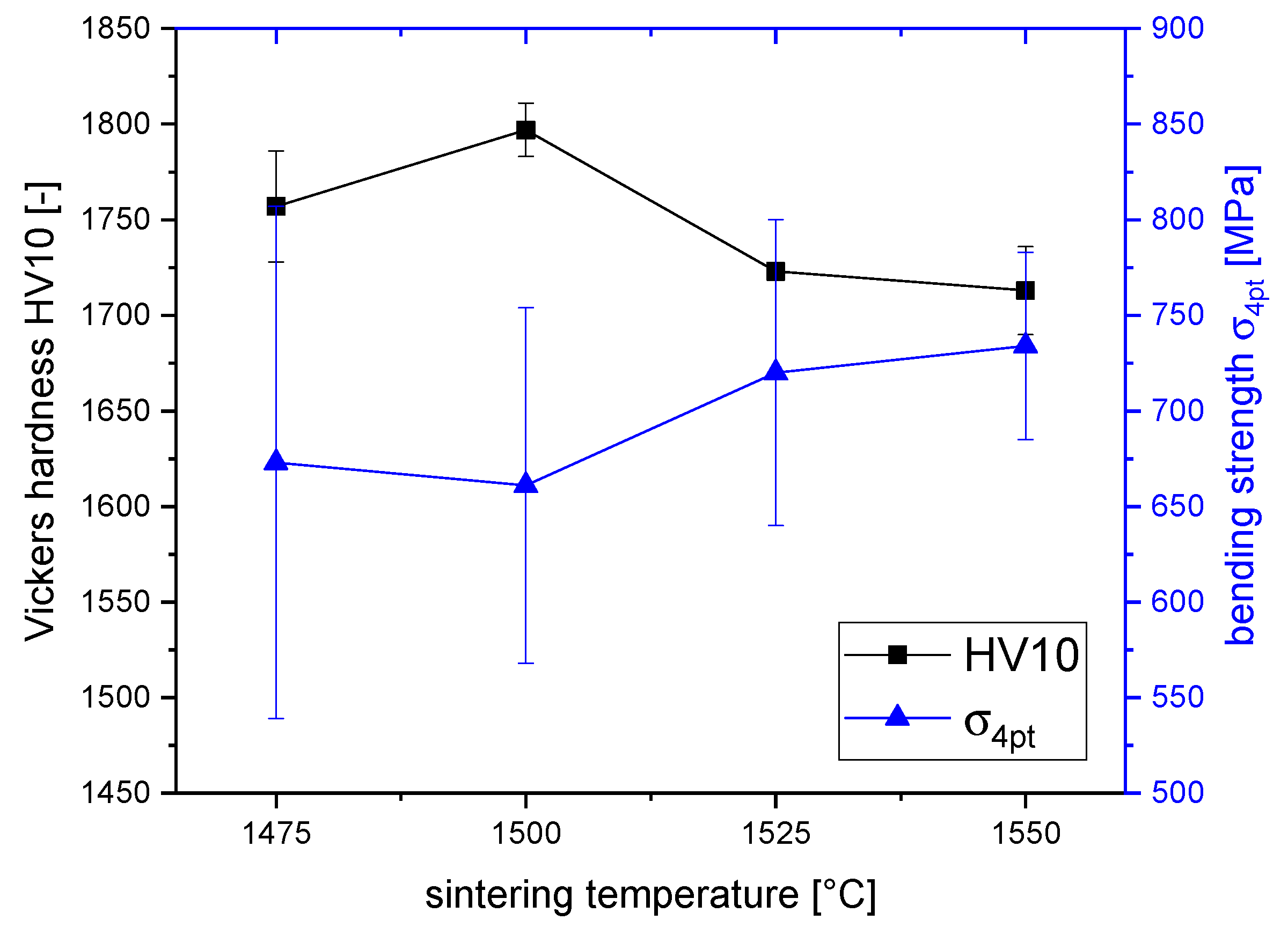
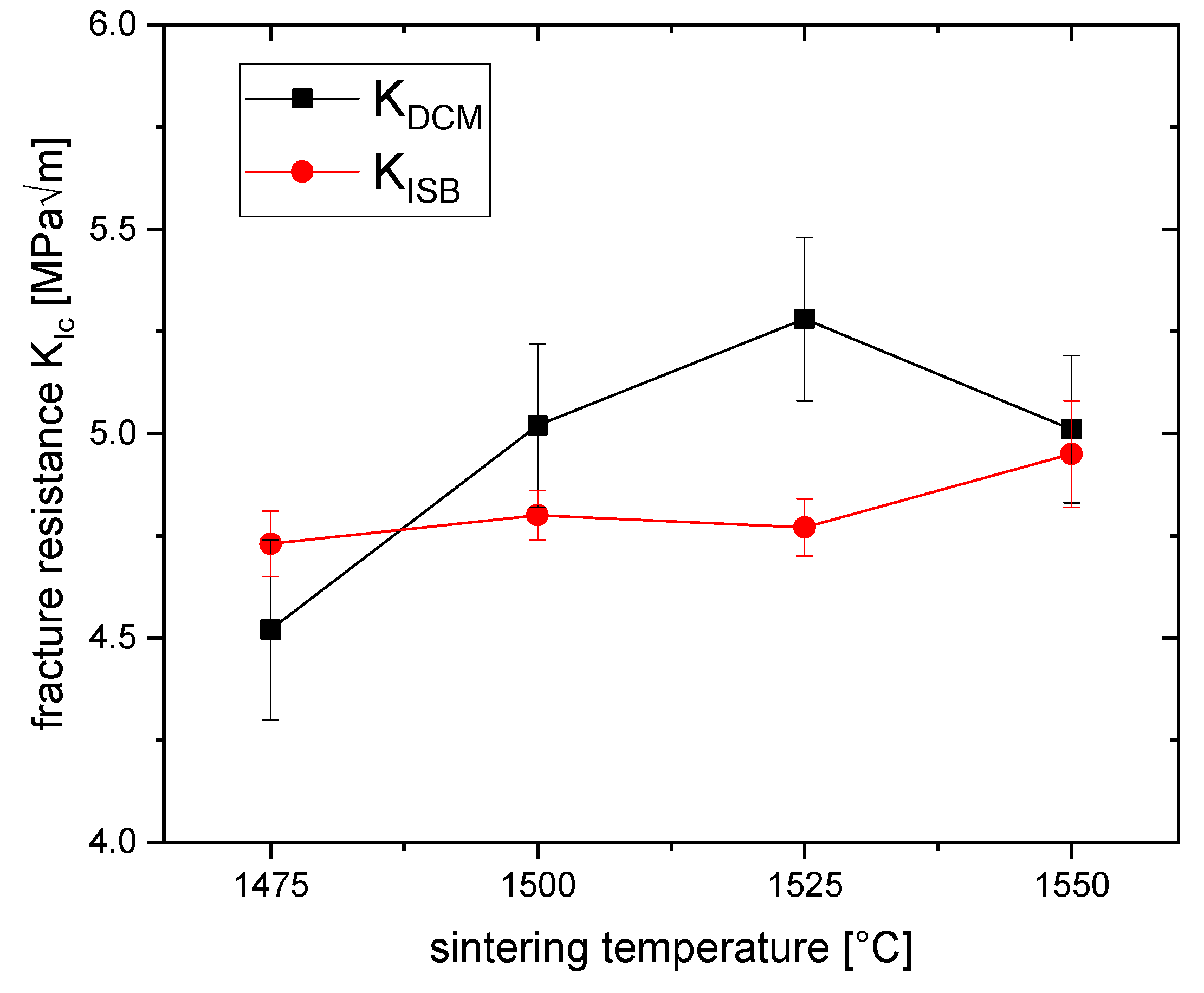
3.2. Mechanical Properties
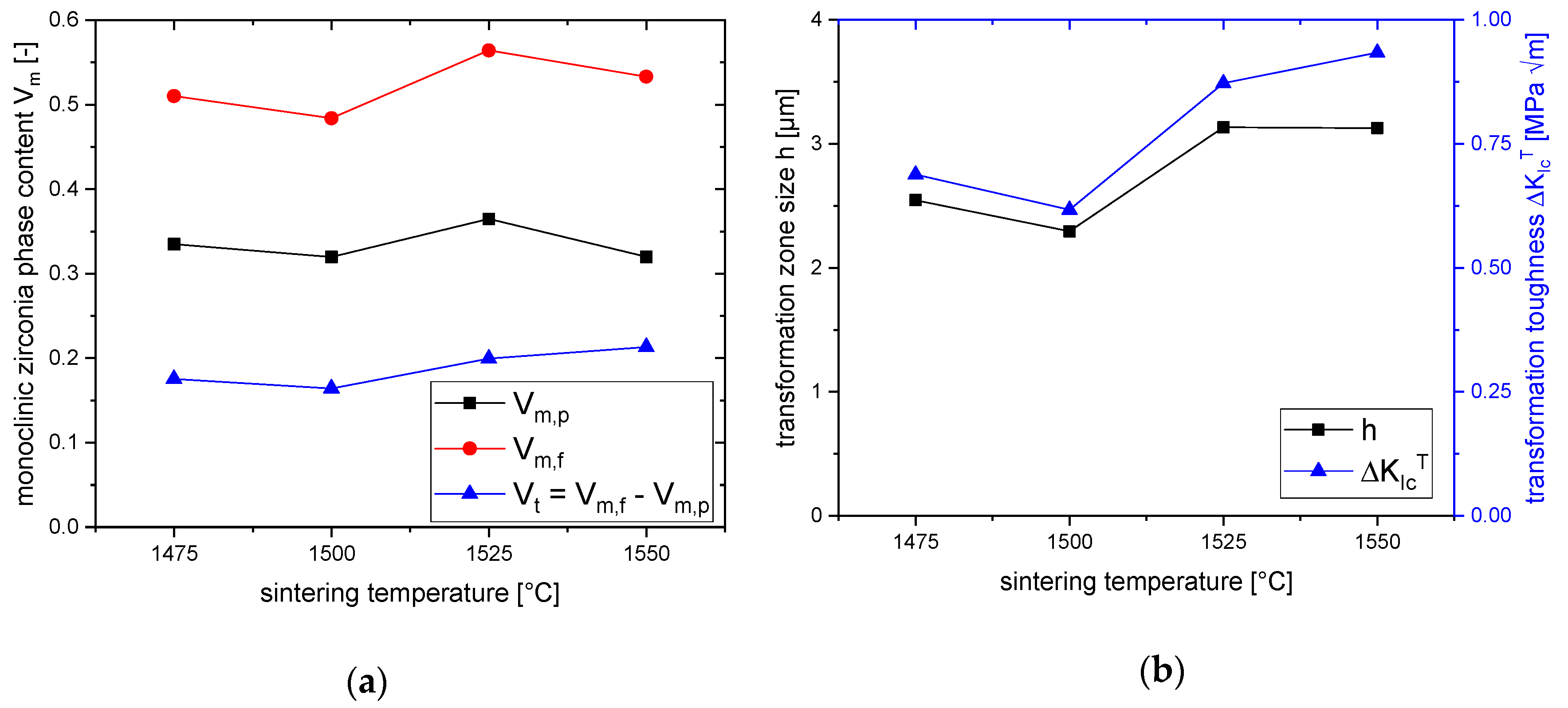
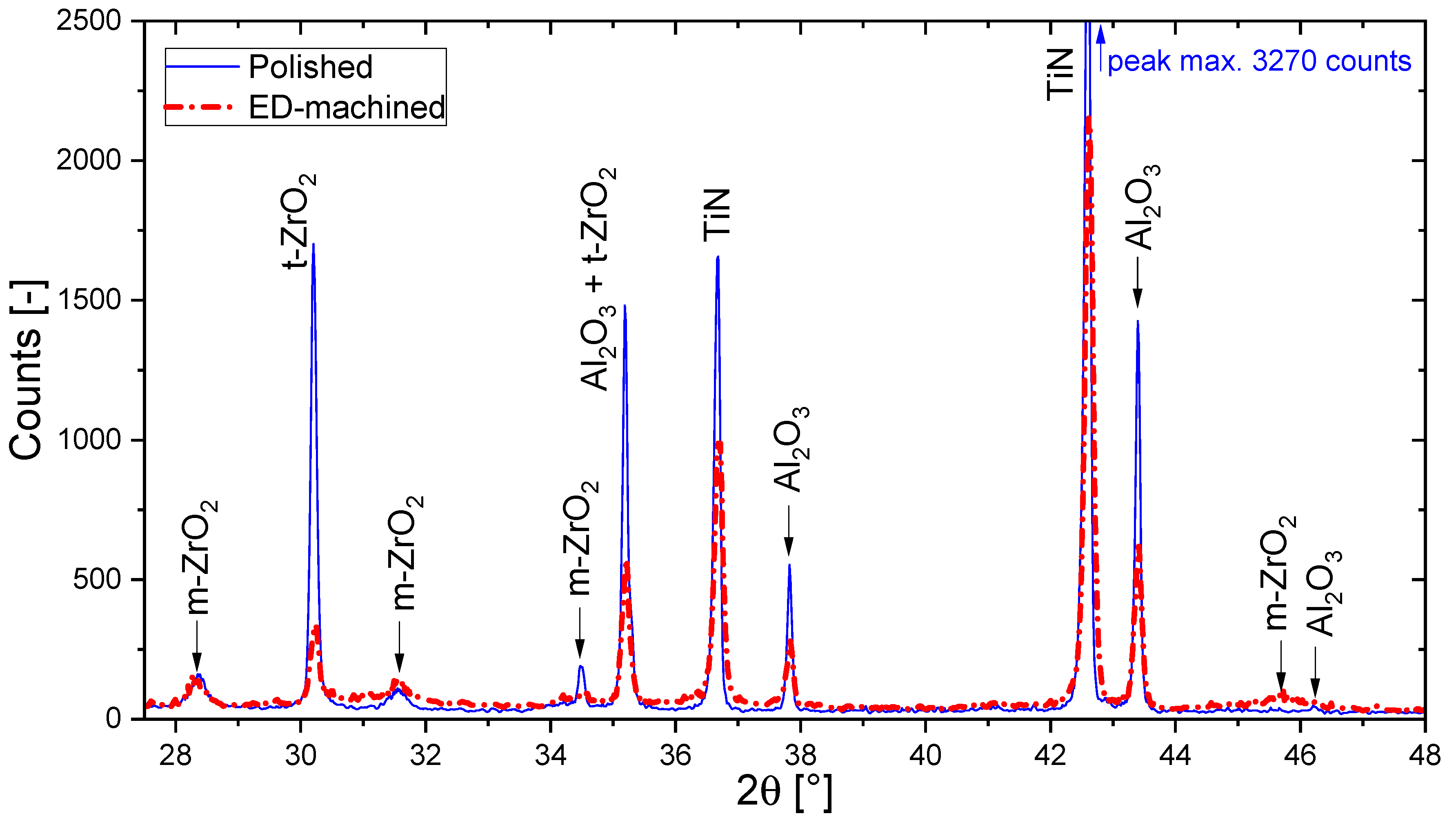
3.3. Phase Composition and Transformation Toughness
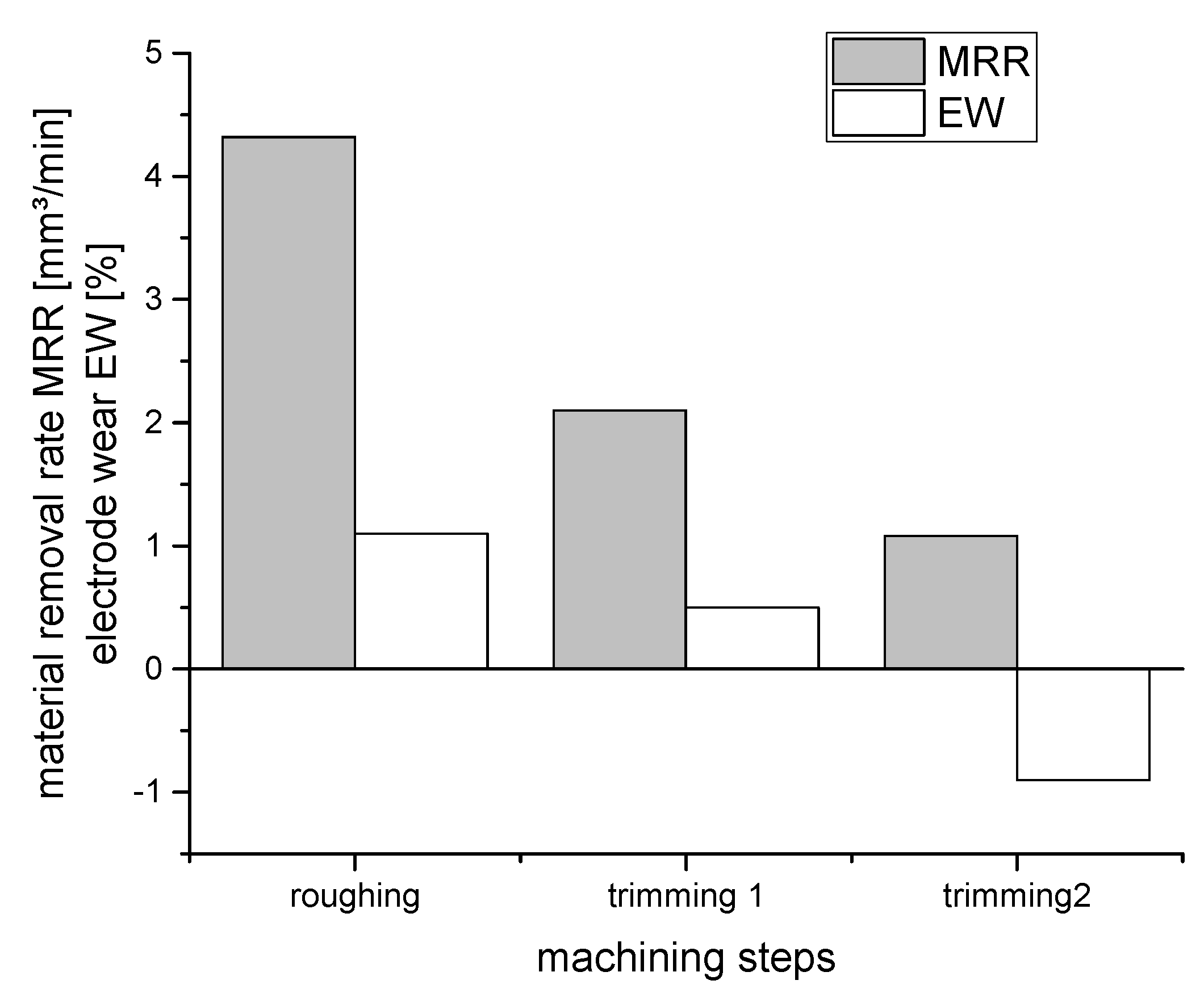
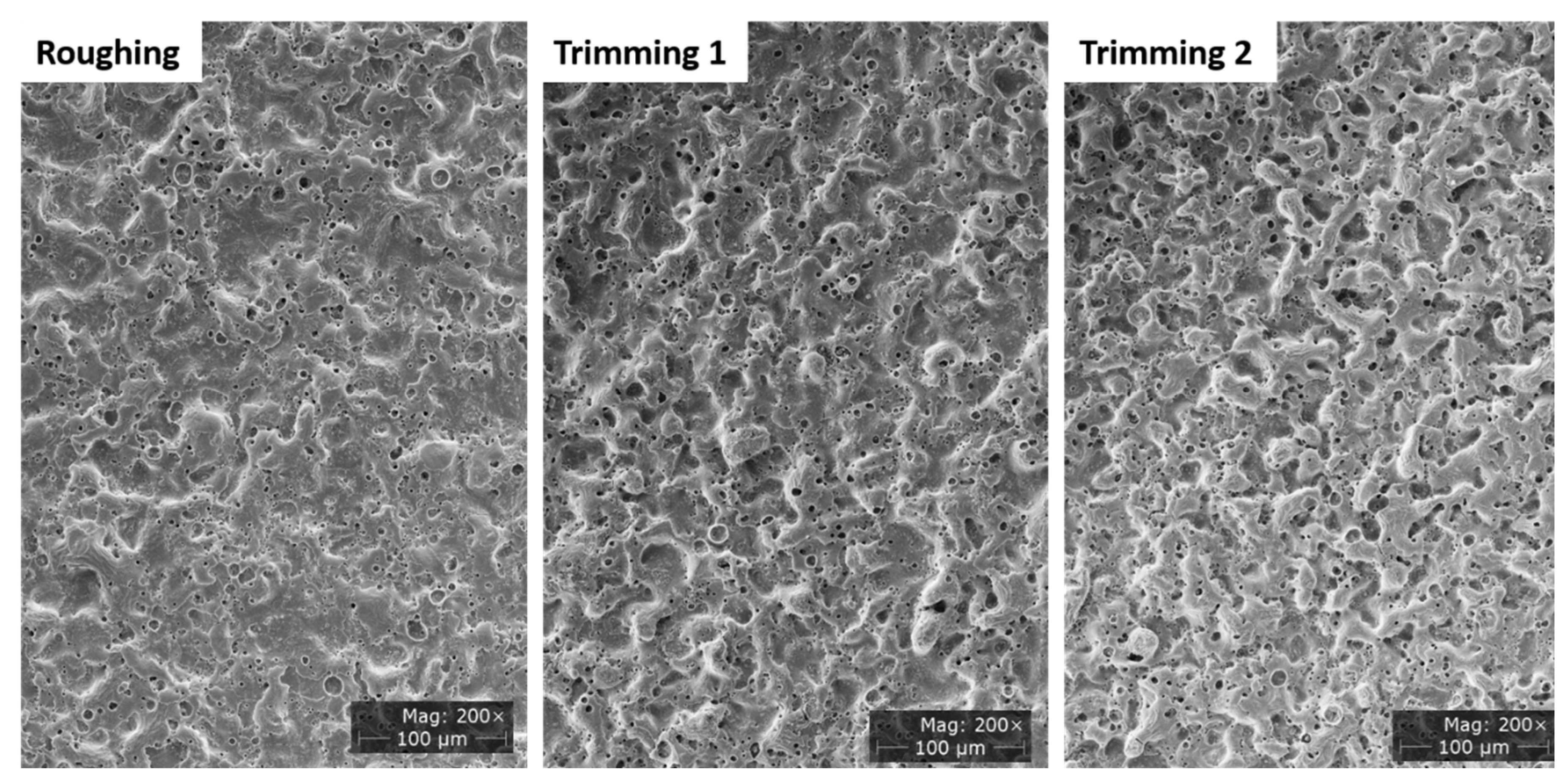
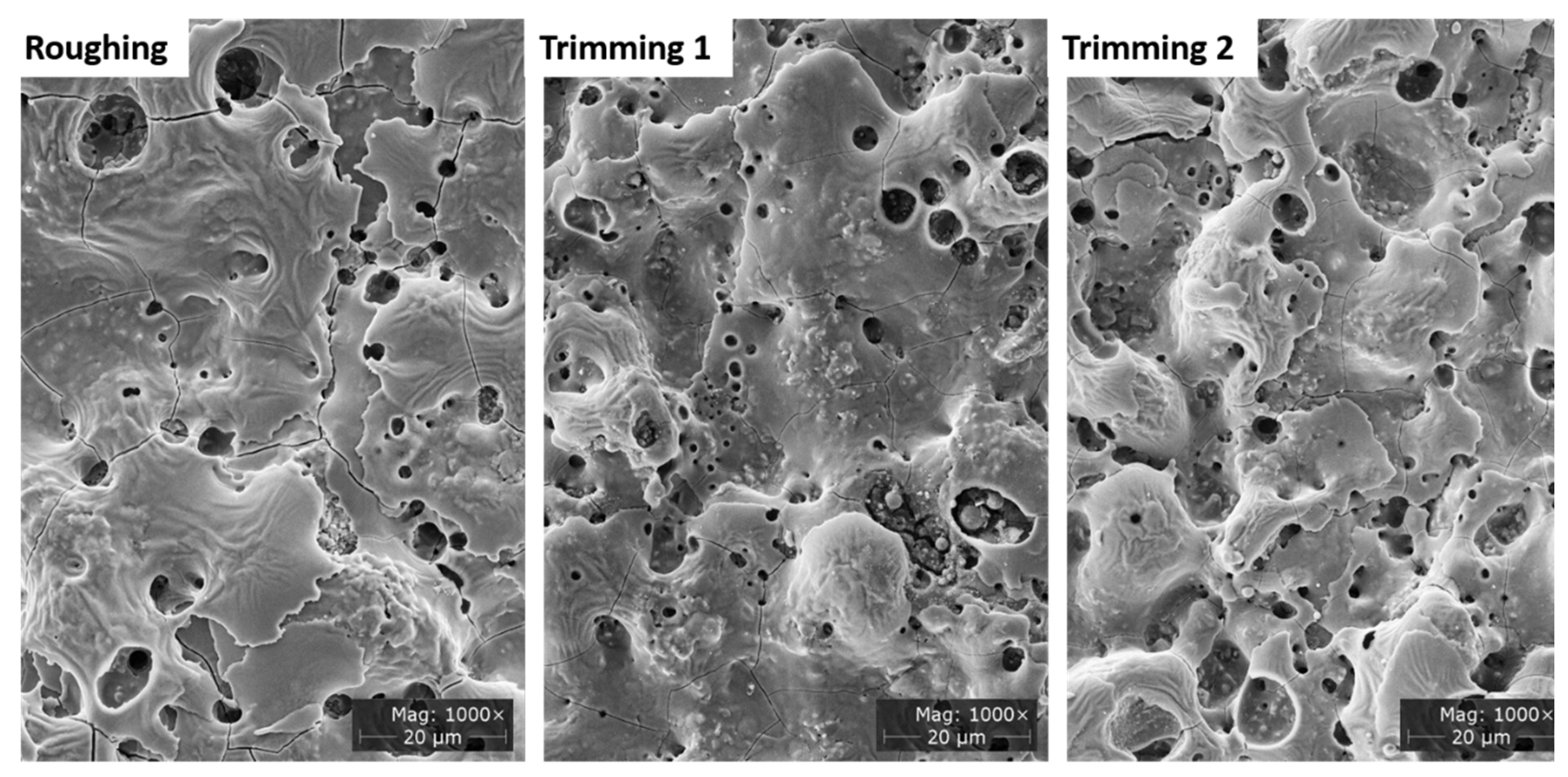
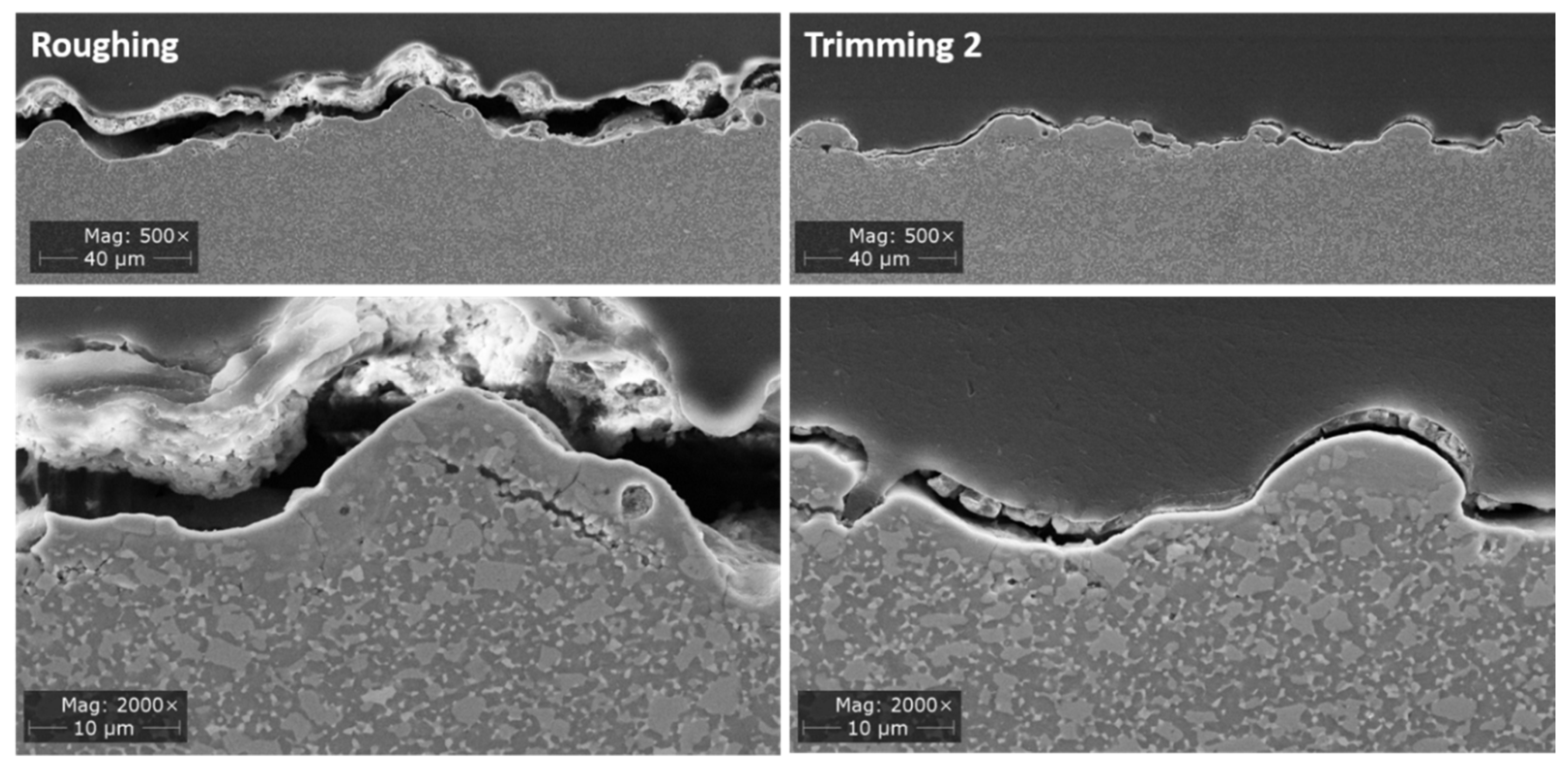
3.4. Electrical Conductivity and EDM Characteristics
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, J.; Stevens, R. Zirconia-toughened alumina (ZTA) ceramics. J. Mater. Sci. 1989, 24, 3421–3440. [Google Scholar] [CrossRef]
- Lange, F.F. Transformation toughening: Part 4 Fabrication, fracture toughness and strength of Al2O3-ZrO2 composites. J. Mater. Sci. 1982, 17, 247–254. [Google Scholar] [CrossRef]
- Marinescu, I.D.; Hitchiner, M.; Uhlmann, E.; Rowe, W.B.; Inasaki, I. Handbook of Machining with Grinding Wheels; CRC Press: Boca Raton, FL, USA, 2006; ISBN 9780429171055. [Google Scholar]
- Kurtz, S.M.; Kocagöz, S.; Arnholt, C.; Huet, R.; Ueno, M.; Walter, W.L. Advances in zirconia toughened alumina biomaterials for total joint replacement. J. Mech. Behav. Biomed. Mater. 2014, 31, 107–116. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Landfried, R.; Kern, F.; Burger, W.; Leonhardt, W.; Gadow, R. Development of Electrical Discharge Machinable ZTA Ceramics with 24 vol% of TiC, TiN, TiCN, TiB2 and WC as Electrically Conductive Phase. Int. J. Appl. Ceram. Technol. 2013, 10, 509–518. [Google Scholar] [CrossRef]
- Echeberria, J.; Rodríguez, N.; Vleugels, J.; Vanmeensel, K.; Reyes-Rojas, A.; Garcia-Reyes, A.; Domínguez-Rios, C.; Aguilar-Elguézabal, A.; Bocanegra-Bernal, M.H. Hard and tough carbon nanotube-reinforced zirconia-toughened alumina composites prepared by spark plasma sintering. Carbon 2012, 50, 706–717. [Google Scholar] [CrossRef]
- Rak, Z.S.; Czechowski, J. Manufacture and properties of Al2O3–TiN particulate composites. J. Eur. Ceram. Soc. 1998, 18, 373–380. [Google Scholar] [CrossRef]
- Schmitt-Radloff, U.; Kern, F.; Gadow, R. Spark plasma sintering and hot pressing of ZTA-NbC materials—A comparison of mechanical and electrical properties. J. Eur. Ceram. Soc. 2018, 38, 4003–4013. [Google Scholar] [CrossRef]
- Suzuki, K.; Morishita, T.; Yogo, T. Sintered Ceramic Bodies and Ceramic Metal Working Tools. U.S. Patent 09/112,456, 7 November 1995. [Google Scholar]
- Evans, A.G.; Charles, E.A. Fracture Toughness Determinations by Indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Chantikul, P.; Anstis, G.R.; Lawn, B.R.; Marshall, D.B. A Critical Evaluation of Indentation Techniques for Measuring Fracture Toughness: II, Strength Method. J. Am. Ceram. Soc. 1981, 64, 539–543. [Google Scholar] [CrossRef]
- Toraya, H.; Yoshimura, M.; Somiya, S. Calibration Curve for Quantitative Analysis of the Monoclinic-Tetragonal ZrO2 System by X-Ray Diffraction. J. Am. Ceram. Soc. 1984, 67, C119–C121. [Google Scholar] [CrossRef]
- Kosmać, T.; Wagner, R.; Claussen, N. X-Ray Determination of Transformation Depths in Ceramics Containing Tetragonal ZrO2. J. Am. Ceram. Soc. 1981, 64, C72–C73. [Google Scholar] [CrossRef]
- McMeeking, R.M.; Evans, A.G. Mechanics of Transformation-Toughening in Brittle Materials. J. Am. Ceram. Soc. 1982, 65, 242–246. [Google Scholar] [CrossRef]
- Heuer, A.H. Transformation Toughening in ZrO2-Containing Ceramics. J. Am. Ceram. Soc. 1987, 70, 689–698. [Google Scholar] [CrossRef]
- Gregori, G.; Burger, W.; Sergo, V. Piezo-spectroscopic analysis of the residual stresses in zirconia-toughened alumina ceramics: The influence of the tetragonal-to-monoclinic transformation. Mater. Sci. Eng. 1999, 271, 401–406. [Google Scholar] [CrossRef]
- Iwanek, H.; Grathwohl, G.; Hamminger, R.; Brugger, N. Machining of ceramics by different methods. In Ceramic Materials and Components for Engines: Proceedings of the 2nd International Symposium, Lübeck, Germany, 14–17 April 1986; Bunk, W., Ed.; Deutsche Keramische Gesellschaft: Cologne, Germany, 1986; pp. 417–423. ISBN 3-925543-01-5. [Google Scholar]
- Landfried, R.; Kern, F.; Gadow, R. Electrical Discharge Machining of Alumina-Zirconia-TiC Composites with Varying Zirconia Content. Key Eng. Mater. 2013, 554, 1916–1921. [Google Scholar] [CrossRef]
- Schmitt-Radloff, U.; Gommeringer, A.; Assmuth, P.; Kern, F.; Klocke, F.; Holsten, M.; Schneider, S. Effects of Composition on Mechanical and ED-machining Characteristics of Zirconia toughened Alumina—Titanium Carbide (ZTA-TiC) Composite Ceramics. Procedia CIRP 2018, 68, 17–21. [Google Scholar] [CrossRef]
- Carbide, Nitride and Boride Materials Synthesis and Processing, 1st ed.; Weimer, A.W. (Ed.) Chapman & Hall: London, UK, 1997; ISBN 978-94-010-65251-4. [Google Scholar]
- Kuwahara, H.; Mazaki, N.; Takahashi, M.; Watanabe, T.; Yang, X.; Aizawa, T. Mechanical properties of bulk sintered titanium nitride ceramics. Mater. Sci. Eng. A 2001, 319, 687–691. [Google Scholar] [CrossRef]
- Naglieri, V.; Palmero, P.; Montanaro, L.; Chevalier, J. Elaboration of Alumina-Zirconia Composites: Role of the Zirconia Content on the Microstructure and Mechanical Properties. Materials 2013, 6, 2090–2102. [Google Scholar] [CrossRef] [Green Version]
- Hillert, M. Thermodynamic Model of the Cubic—Tetragonal Transition in Nonstoichiometric Zirconia. J. Am. Ceram. Soc. 1991, 74, 2005–2006. [Google Scholar] [CrossRef]
- Bartolome, J.F.; Montero, I.; Diaz, M.; Lopez-Esteban, S.; Moya, J.S.; Deville, S.; Gremillard, L.; Chevalier, J.; Fantozzi, G. Accelerated Aging in 3-mol%-Yttria-Stabilized Tetragonal Zirconia Ceramics Sintered in Reducing Conditions. J. Am. Ceram. Soc. 2004, 87, 2282–2285. [Google Scholar] [CrossRef]
- Vleugels, J.; van der Biest, O. Development and Characterization of Y2O3-Stabilized ZrO2 (Y-TZP) Composites with TiB2, TiN, TiC and TiC0.5N0.5. J. Am. Ceram. Soc. 1999, 82, 2717–2720. [Google Scholar] [CrossRef]
- Cheng, Y.-B.; Thompson, D.P. Role of Anion Vacancies in Nitrogen-Stabilized Zirconia. J. Am. Ceram. Soc. 1993, 76, 683–688. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Discharge Current [A] | Impulse Duration [µs] | Off Time [µs] |
|---|---|---|---|
| Roughing | 10.0 | 9.9 | 34.8 |
| Trimming 1 | 7.0 | 7.8 | 44.2 |
| Trimming 2 | 3.5 | 5.0 | 46.5 |
| Process | Average Roughness Ra [µm] | Average Roughness Depth Rz [µm] |
|---|---|---|
| Roughing | 1.86 ± 0.28 | 8.61 ± 1.29 |
| Trimming 1 | 2.21 ± 0.30 | 10.1 ± 1.36 |
| Trimming 2 | 2.25 ± 0.33 | 10.3 ± 1.46 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gommeringer, A.; Kern, F. Mechanical Properties and Electrical Discharge Machinability of Alumina-10 vol% Zirconia-28 vol% Titanium Nitride Composites. Ceramics 2020, 3, 199-209. https://doi.org/10.3390/ceramics3020018
Gommeringer A, Kern F. Mechanical Properties and Electrical Discharge Machinability of Alumina-10 vol% Zirconia-28 vol% Titanium Nitride Composites. Ceramics. 2020; 3(2):199-209. https://doi.org/10.3390/ceramics3020018
Chicago/Turabian StyleGommeringer, Andrea, and Frank Kern. 2020. "Mechanical Properties and Electrical Discharge Machinability of Alumina-10 vol% Zirconia-28 vol% Titanium Nitride Composites" Ceramics 3, no. 2: 199-209. https://doi.org/10.3390/ceramics3020018
APA StyleGommeringer, A., & Kern, F. (2020). Mechanical Properties and Electrical Discharge Machinability of Alumina-10 vol% Zirconia-28 vol% Titanium Nitride Composites. Ceramics, 3(2), 199-209. https://doi.org/10.3390/ceramics3020018