Microstructure and Interface Characteristics of 17-4PH/YSZ Components after Co-Sintering and Hydrothermal Corrosion



Abstract
:1. Introduction
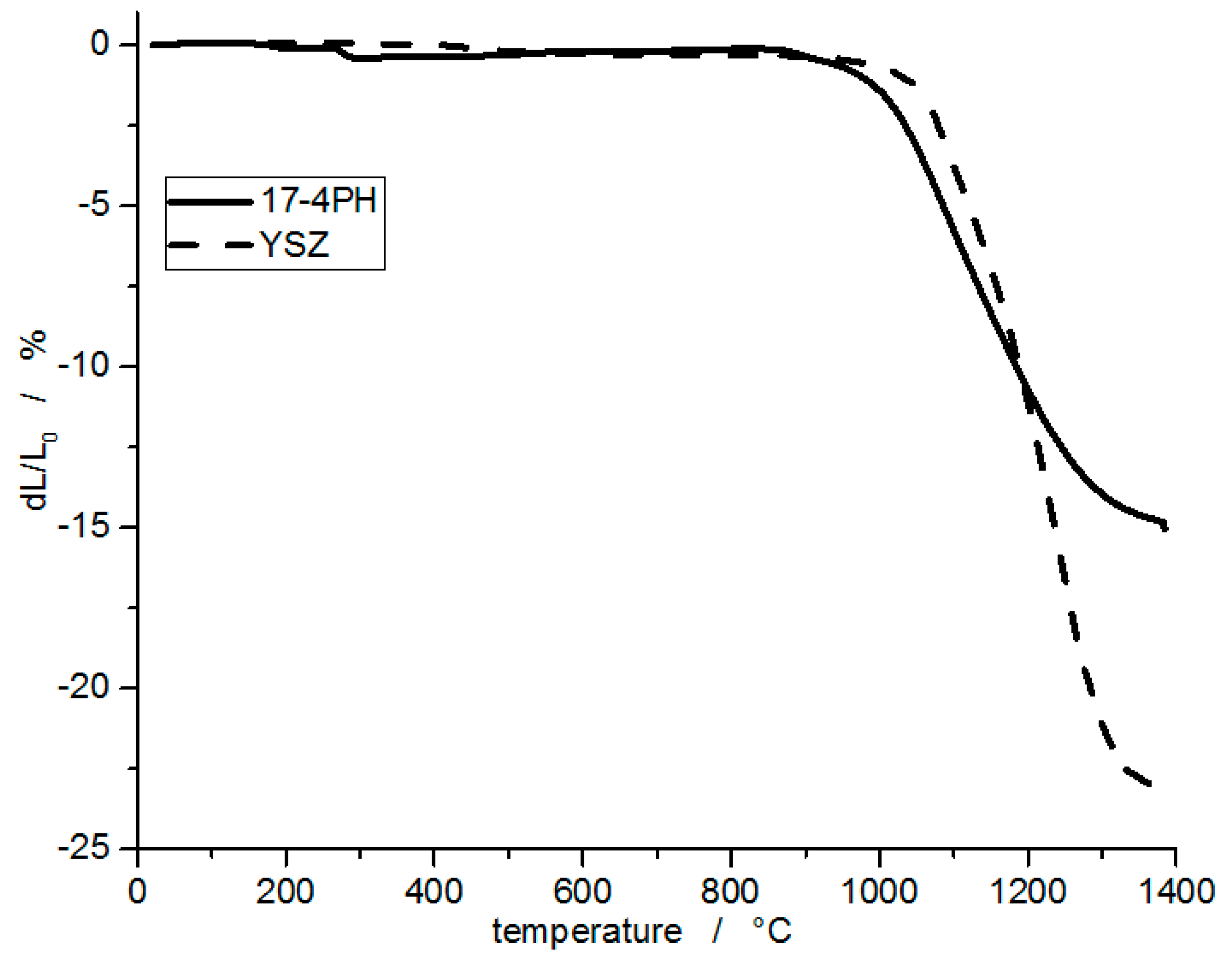
- The coefficient of thermal extension (CTE) must be comparable over the whole range from sintering temperature down to ambient temperature. Without fulfilling this requirement the co-sintered materials compound definitely fails during cooling down from sintering temperature or, at latest during thermal cycling in the application of the part.
- Both materials must be sinterable at the same temperature, under the same gas atmosphere, and under the same gas pressure. None of the partners must melt before reaching the sintering temperature.
- The compound partners must not tend to undesired solid state chemical reactions during sintering.
- Both components must show identical sintering behavior, i.e.,
- comparable onset of shrinkage
- comparable shrinking rate and
- the same total shrinkage.
2. Materials and Methods
2.1. Materials
2.2. Suspension Preparation and Tape Casting
2.3. Characterization after Sintering and Hydrothermal Corrosion
3. Results and Discussion
3.1. Heat Treatment of 17-4PH/YSZ Laminates
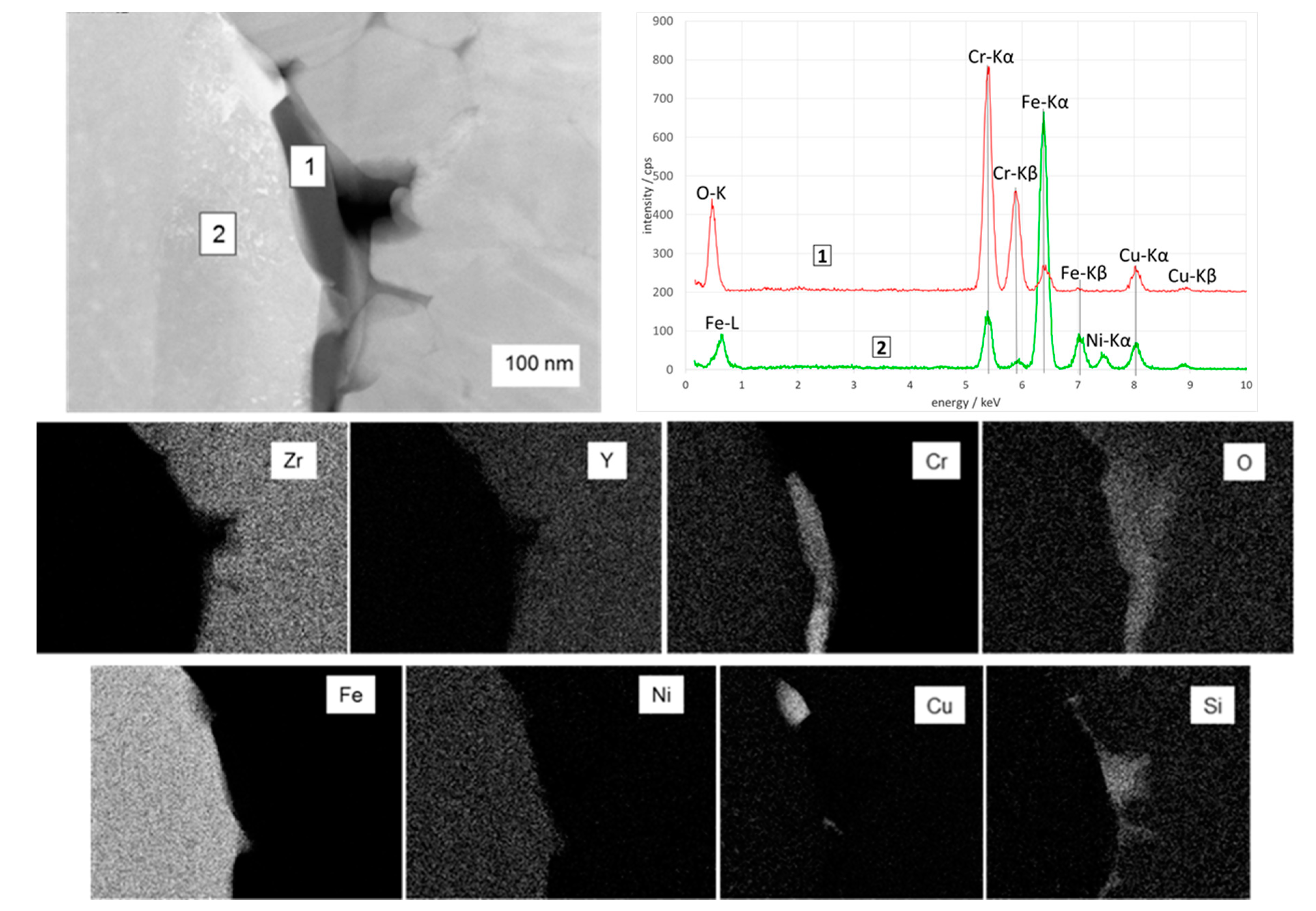
3.2. Interface of 17-4PH/YSZ Laminate
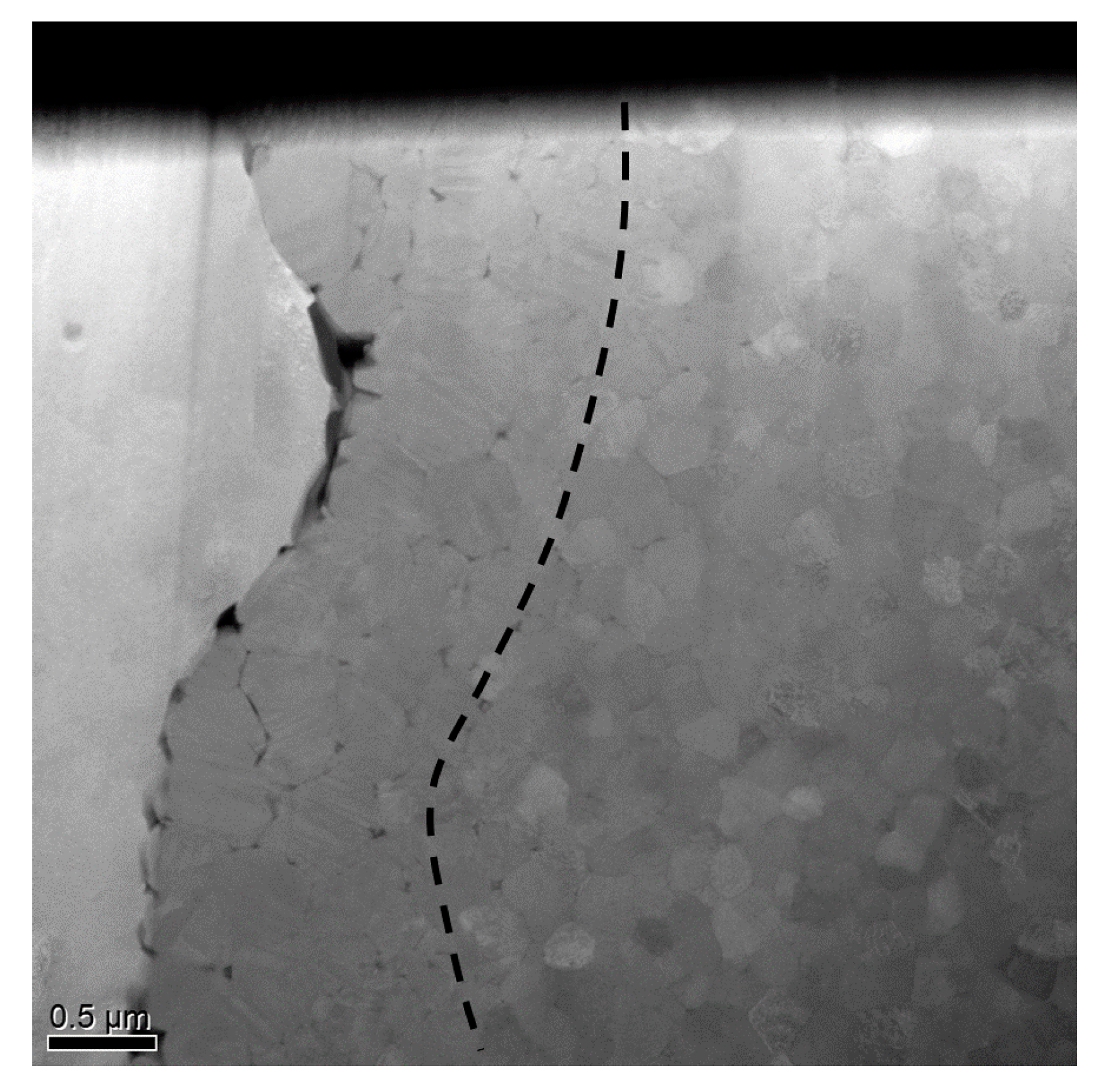
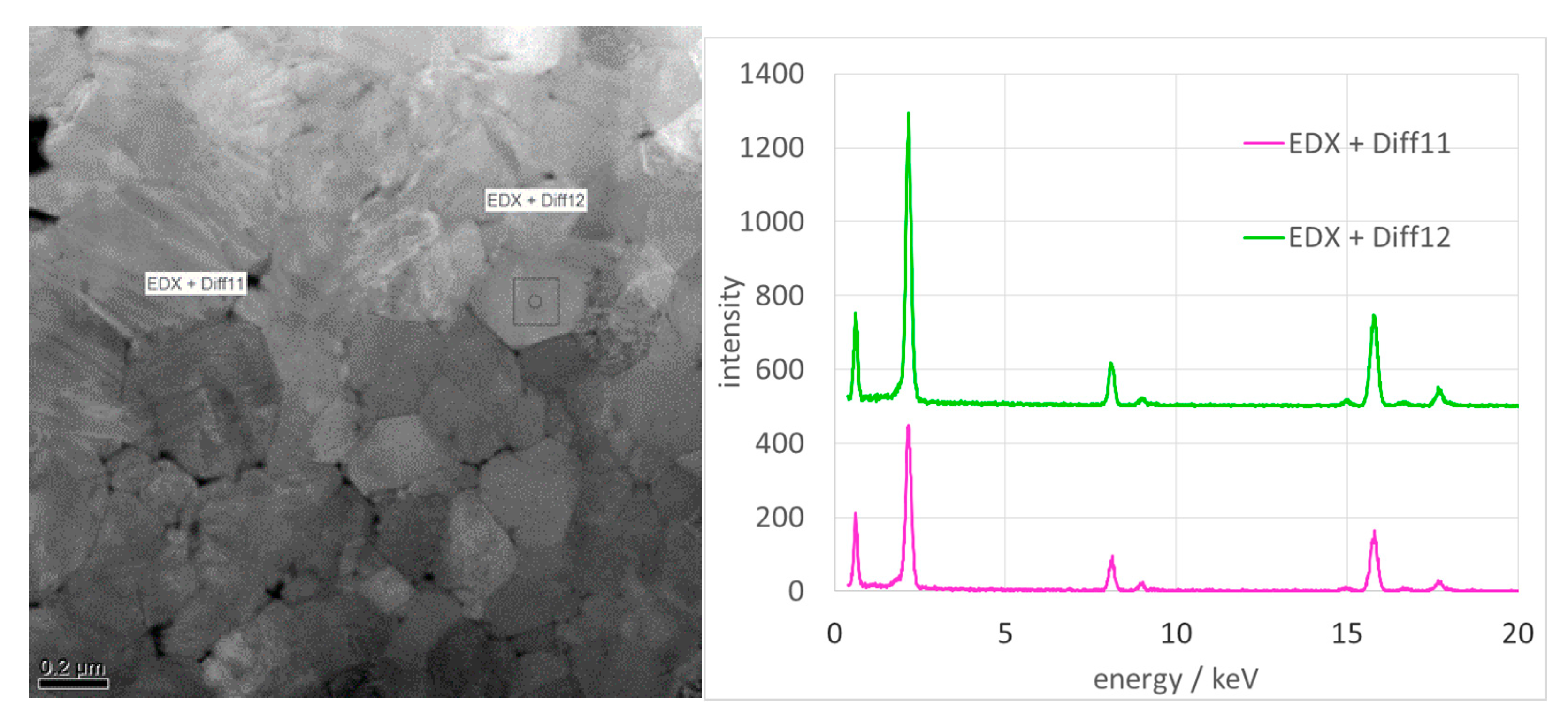
3.3. Properties of YSZ Near the Interface
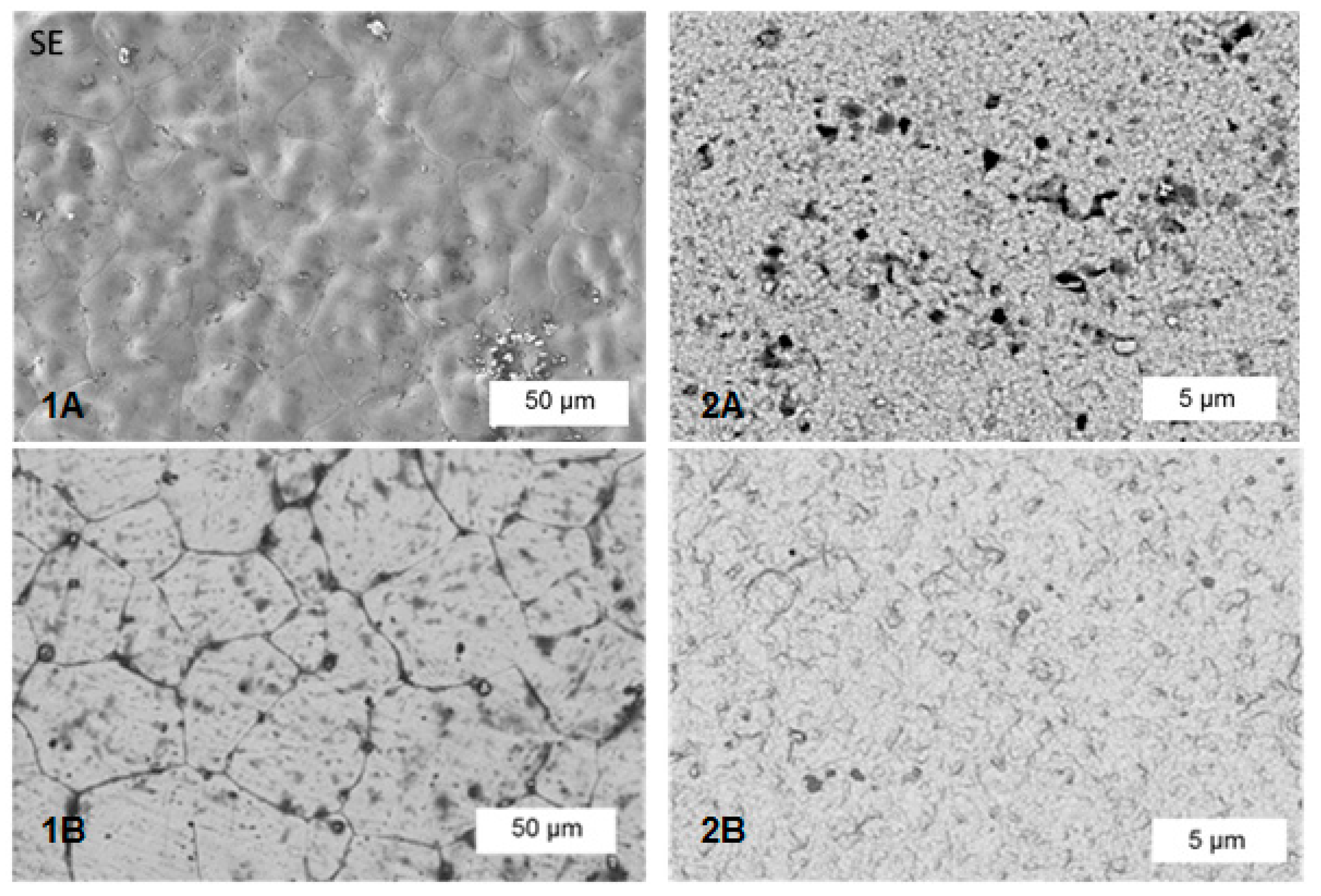
3.4. Hydrothermal Corrosion of Single Tapes and Laminates
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Moritz, T.; Mannschatz, A. 2C ceramics moves into the industrial reality zone. Met. Powder Rep. 2010, 65, 22–25. [Google Scholar] [CrossRef]
- Hanson, S. Surface engineering by powder coinjection moulding. Surf. Eng. 1999, 15, 159–162. [Google Scholar] [CrossRef]
- Finnah, G.; Örlygsson, G.; Piotter, V.; Ruprecht, R.; Hausselt, J. Drei Sonderverfahren in einem—2K-Mikro-Pulverspritzgießen. Kunststoffe 2005, 1, 58–61. [Google Scholar]
- Mannschatz, A.; Müller-Köhn, A.; Rost, A.; Schilm, J.; Moritz, T.; Michaelis, A. Glass-Carbon-Composites for Heating Elements Manufactured by 2C-PIM. Ceram. Appl. 2017, 5, 2–3. [Google Scholar]
- Moritz, T.; Scheithauer, U.; Mannschatz, A.; Ahlhelm, M.; Abel, J.; Schwarzer, E.; Pohl, M.; Müller-Köhn, A. Material- and Process Hybridization for Multifunctional Ceramic and Glass Components. Ceram. Appl. 2017, 5, 66–71. [Google Scholar]
- Weingarten, S.; Scheithauer, U.; Johne, R.; Abel, J.; Schwarzer, E.; Moritz, T.; Michaelis, A. Multi-material Ceramic-Based Components—Additive Manufacturing of Black-and-white Zirconia Components by Thermoplastic 3D-Printing (CerAM - T3DP). J. Vis. Exp. 2019, 143, e57538. [Google Scholar] [CrossRef] [Green Version]
- Mannschatz, A.; Härtel, A.; Müller-Köhn, A.; Moritz, T.; Michaelis, A.; Wilde, M. Manufacturing of two-coloured co-sintered zirconia components by inmould-labelling and 2C-injection moulding. CFI Ceram. Forum Int. 2014, 91, 53–58. [Google Scholar]
- Walcher, H.; Maetzig, M. 2K-PIM: Funktionsbauteile aus unterschiedlichen Metallpulvern. Kunststoffe 2012, 102, 52–55. [Google Scholar]
- Moritz, T.; Piotter, V. Micro Powder Injection Molding: Processes, Powders and Application. PIM Int. 2015, 9, 63–70. [Google Scholar]
- Abel, J.; Scheithauer, U.; Janics, T.; Hampel, S.; Cano, S.; Müller-Köhn, A.; Günther, A.; Kukla, C.; Moritz, T. Fused Filament Fabrication (FFF) of Metal-Ceramic Components. J. Vis. Exp. 2019, 143, e57693. [Google Scholar] [CrossRef] [Green Version]
- Scheithauer, U.; Bergner, A.; Schwarzer, E.; Richter, H.-J.; Moritz, T. Studies on Thermoplastic 3D-Printing of Steel-Zirconia Composites. J. Mater. Res. 2014, 29, 1931–1940. [Google Scholar] [CrossRef]
- Slawik, T.; Bergner, A.; Puschmann, R.; Franke, P.; Räthel, J.; Behnisch, T.H.; Scholl, R.; Berger, L.-M.; Moritz, T.; Zelm, R.; et al. Metal–Ceramic Layered Materials and Composites Manufactured Using Powder Techniques. Adv. Eng. Mater. 2014, 16, 1293–1302. [Google Scholar] [CrossRef]
- McGeary, R.K. Mechanical Packing of Spherical Particles. J. Am. Ceram. Soc. 1961, 44, 513–522. [Google Scholar] [CrossRef]
- Nogi, K. The role of wettability in metal–ceramic joining. Scr. Mater. 2010, 62, 945–948. [Google Scholar] [CrossRef]
- Muñoz, M.C.; Gallego, S.; Beltrán, J.I.; Cerdá, J. Adhesion at metal–ZrO2 interfaces. Surf. Sci. Rep. 2006, 61, 303–344. [Google Scholar] [CrossRef]
- Ou, H.; Sahli, M.; Gelin, J.-C.; Barrière, T. Experimental analysis and finite element simulation of the co-sintering of bi-material components. Powder Technol. 2014, 268, 269–278. [Google Scholar] [CrossRef]
- Dourandish, M.; Simchi, A.; Tamjid, S.; Hartwig, T. Pressureless Sintering of 3Y-TZP/Stainless-Steel Composite Layers. J. Am. Ceram. Soc. 2008, 91, 3493–3503. [Google Scholar] [CrossRef]
- Heaney, D.F.; Suri, P.; German, R.M. Defect-free sintering of two material powder injection molded components. Part 1—Experimental investigations. J. Mater. Sci. 2003, 38, 1–6. [Google Scholar] [CrossRef]
- Yeo, J.-G.; Jung, Y.-G.; Choi, S.-C. Design and microstructure of ZrO2/SUS316 functionally graded materials by tape casting. Mater. Lett. 1998, 37, 304–311. [Google Scholar] [CrossRef]
- Jung, Y.-G.; Choi, S.-C.; Oh, C.-S.; Paik, U. Residual stress and thermal properties of zirconia/metal (nickel, stainless steel 304) functionally graded materials fabricated by hot pressing. J. Mater. Sci. 1997, 32, 3841–3850. [Google Scholar] [CrossRef]
- Jung, Y.-G.; Paik, U.; Choi, S.-C. Influence of the particle size and phase type of zirconia on the fabrication and residual stress of zirconia/stainless-steel 304 functionally gradient material. J. Mater. Sci. 1999, 34, 5407–5416. [Google Scholar] [CrossRef]
- Jung, Y.-G.; Ha, C.-G.; Shin, J.-H.; Hur, S.-K.; Paik, U. Fabrication of functionally graded ZrO2/NiCrAlY composites by plasma activated sintering using tape casting and its thermal barrier property. Mater. Sci. Eng. B 2002, 323, 110–118. [Google Scholar] [CrossRef]
- Dutra, G.B.; Mulser, M.; Petzoldt, F. Interface formation and diffusion of alloying elements during cosintering of MIM 316L/17-4PH stainless steel parts: Experiments and simulation. Powder Metall. 2011, 54, 614–619. [Google Scholar]
- Dutra, G.B. Thermodynamic and One-Dimensional Kinetic Simulations applied to Material Interfaces Produced via Powder Metallurgy Processes. Ph.D. Thesis, Universität Bremen, Bremen, Germany, 2011. [Google Scholar]
- Ondracek, G.; Wedemeyer, H. Freie Bildungsenthalpien und Metall-Keramik-Wechselwirkungen. Sprechsaal 1975, 108, 55–74. [Google Scholar]
- Bergner, A.; Moritz, T.; Michaelis, A. Interface Phenomena of Co-Sintered Steel-Zirconia Laminates. Mater. Sci. Forum 2015, 825, 289–296. [Google Scholar] [CrossRef]
- Franke, P.; Ksyta, M.; Seifert, H.J. Interfacial Reactions in TRIP-Steel/ZrO2 Composites. Steel Res. Int. 2011, 82, 1149–1157. [Google Scholar] [CrossRef]
- Dourandish, M.; Simchi, A.; Hokamoto, K.; Tanaka, S. Phase formation during sintering of nanocrystalline zirconia/stainless steel functionally graded composite layers. Mater. Lett. 2011, 65, 523–526. [Google Scholar] [CrossRef]
- Schärfl, W.; Berek, H.; Aneziris, C.G.; Weider, M.; Yanina, A. Phase Composition of Mg-PSZ in Manganese Alloyed TRIP-Steel MMC Processed via Steel Casting and Conductive Sintering. Adv. Eng. Mater. 2011, 13, 480–486. [Google Scholar] [CrossRef]
- Aneziris, C.G.; Schärfl, W.; Biermann, H.; Martin, U. Energy-Absorbing TRIP-Steel/Mg-PSZ Composite Honeycomb Structures Based on Ceramic Extrusion at Room Temperature. Int. J. Appl. Ceram. Technol. 2009, 6, 727–735. [Google Scholar] [CrossRef]
- Berek, H.; Ballaschk, U.; Aneziris, C.G.; Losch, K.; Schladitz, K. The correlation of local deformation and stress-assisted local phase transformations in MMC foams. Mater. Charact. 2015, 107, 139–148. [Google Scholar] [CrossRef]
- Deirmina, F.; Pellizzari, M. Production and characterization of a tool steel-PSZ composite by mechanical alloying and spark plasma sintering. J. Alloy Compd. 2017, 709, 742–751. [Google Scholar] [CrossRef]
- Stefanic, G.; Popovic, S.; Music, S. Influence of Cr2O3 on the stability of low temperature t-ZrO2. Mater. Lett. 1998, 36, 240–244. [Google Scholar] [CrossRef]
- Beck, H.P.; Kaliba, C. On the solubility of Fe, Cr and Nb in ZrO2 and its effect on thermal dilatation and polymorphic transition. Mater. Res. Bull. 1990, 25, 1161–1168. [Google Scholar] [CrossRef]
- Ray, J.C.; Pramanik, P.; Ram, S. Formation of Cr3+ stabilized ZrO2 nanocrystals in a single cubic metastable phase by a novel chemical route with a sucrose–polyvinyl alcohol polymer matrix. Mater. Lett. 2001, 48, 281–291. [Google Scholar] [CrossRef]
- Ram, S. Synthesis and structural and optical properties of metastable ZrO2 nanoparticles with intergranular Cr3+/Cr4+ doping and grain surface modification. J. Mater. Sci. 2003, 38, 643–655. [Google Scholar] [CrossRef]
- Yang, J.; Youssef, M.; Yildiz, B. Predicting point defect equilibria across oxide hetero-interfaces: Model system of ZrO2/Cr2O3. Phys. Chem. Chem. Phys. 2017, 19, 3869–3883. [Google Scholar] [CrossRef] [Green Version]
- Tarabay, J.; Peres, V.; Serris, E.; Valdivieso, F.; Pijolat, M. Zirconia matrix composite dispersed with stainless steel particles. Processing and oxidation behavior. J. Eur. Ceram. Soc. 2013, 33, 1101–1110. [Google Scholar] [CrossRef] [Green Version]
- Hauffe, K. Gegen Flußsäure korrosionsbeständige Werkstoffe. Z. Werkst. 1985, 16, 259–270. [Google Scholar] [CrossRef]
- Oblak, C.; Verdenik, I.; Swain, M.V.; Kosmac, T. Survivalrate Analysis of Surface Treated Dental Zirconia (Y-TZP) Ceramics. J. Mater. Sci. Mater. Med. 2014, 25, 2255–2264. [Google Scholar] [CrossRef]
- Johannes, M.; Schneider, J. Processing of nanostructured Zirconia Composite Ceramics with High Aging Resistance. J. Ceram. Sci. Technol. 2012, 3, 151–158. [Google Scholar]
- Di Giampaolo, A.R.; González, Y.; Gutiérrez-Campos, D. Corrosion Behavior of Aerosol Thermal Sprayed ZrO2 Coatings. Adv. Perform. Mater. 1999, 6, 39–51. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Fe | Cr | Ni | Cu | Mn | Si | Mo | Nb | C, S, P |
|---|---|---|---|---|---|---|---|---|---|
| mass% | bal. | 16.0 | 3.7 | 3.5 | 0.7 | 0.6 | 0.4 | 0.29 | ≤0.01 |
| Additive (ma.%) | Distilled Water | PVA-Binder | Glycerin | Dolapix CE 64 | Foamaster F111 | Glydol N109 |
|---|---|---|---|---|---|---|
| YSZ | 105.0 | 10.0 | 14.0 | 0.8 | 0.28 | 0.1 |
| 17-4PH | 21.9 | 2.1 | 2.5 | 0.24 | 0.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Günther, A.; Moritz, T.; Mühle, U. Microstructure and Interface Characteristics of 17-4PH/YSZ Components after Co-Sintering and Hydrothermal Corrosion. Ceramics 2020, 3, 245-257. https://doi.org/10.3390/ceramics3020022
Günther A, Moritz T, Mühle U. Microstructure and Interface Characteristics of 17-4PH/YSZ Components after Co-Sintering and Hydrothermal Corrosion. Ceramics. 2020; 3(2):245-257. https://doi.org/10.3390/ceramics3020022
Chicago/Turabian StyleGünther, Anne, Tassilo Moritz, and Uwe Mühle. 2020. "Microstructure and Interface Characteristics of 17-4PH/YSZ Components after Co-Sintering and Hydrothermal Corrosion" Ceramics 3, no. 2: 245-257. https://doi.org/10.3390/ceramics3020022
APA StyleGünther, A., Moritz, T., & Mühle, U. (2020). Microstructure and Interface Characteristics of 17-4PH/YSZ Components after Co-Sintering and Hydrothermal Corrosion. Ceramics, 3(2), 245-257. https://doi.org/10.3390/ceramics3020022