The Role of Sacrificial and/or Protective Layers to Improve the Sintering of Electroactive Ceramics: Application to Piezoelectric PZT-Printed Thick Films for MEMS


Abstract
:1. Introduction
2. Sacrificial Layers for LTCC and Thick-Film Ceramic MEMS
2.1. LTCC Ceramic MEMS
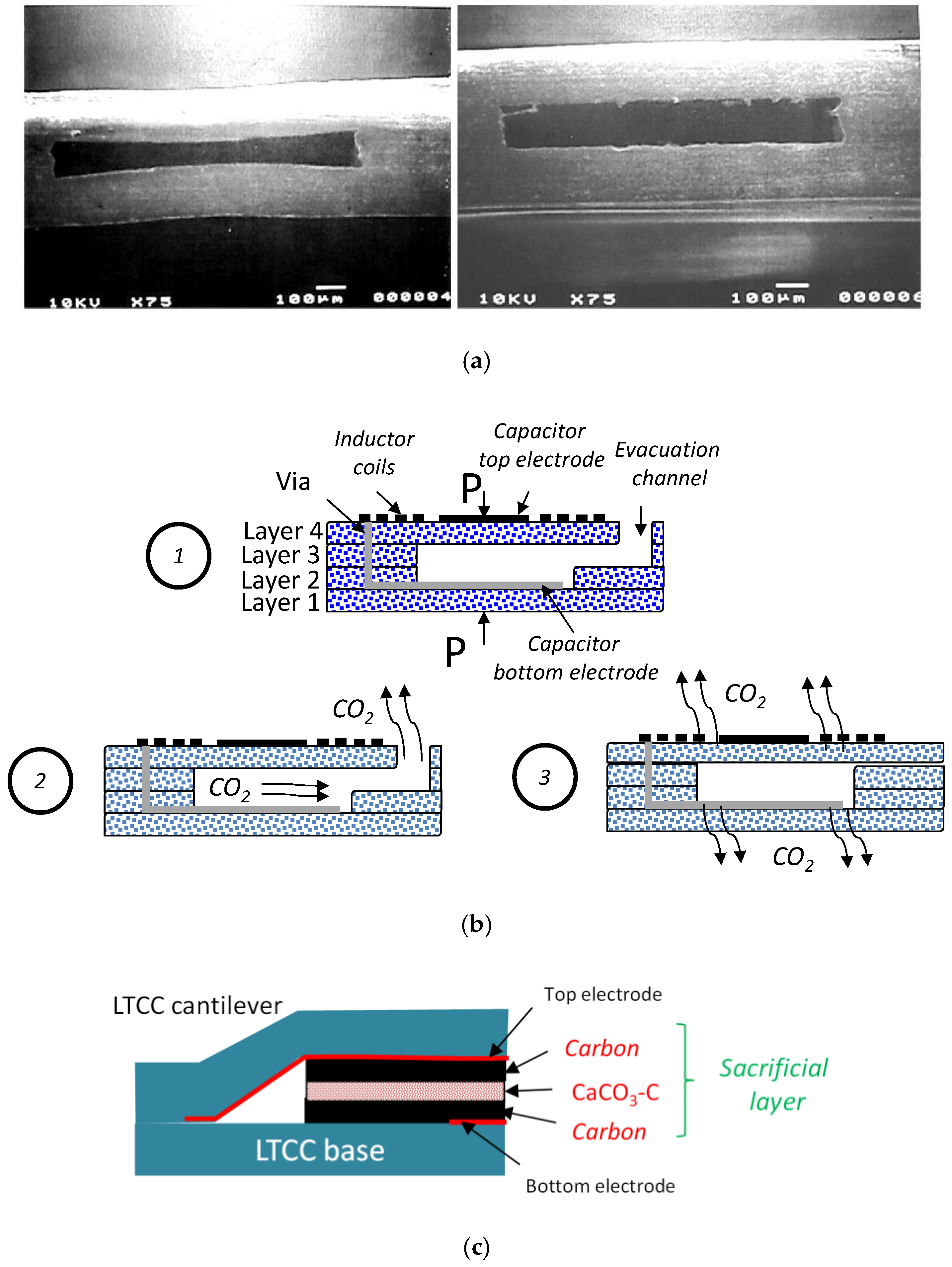
2.1.1. Carbon Approach
2.1.2. Mineral Approach
2.2. Thick-Film Ceramic MEMS
2.2.1. Carbon Approach
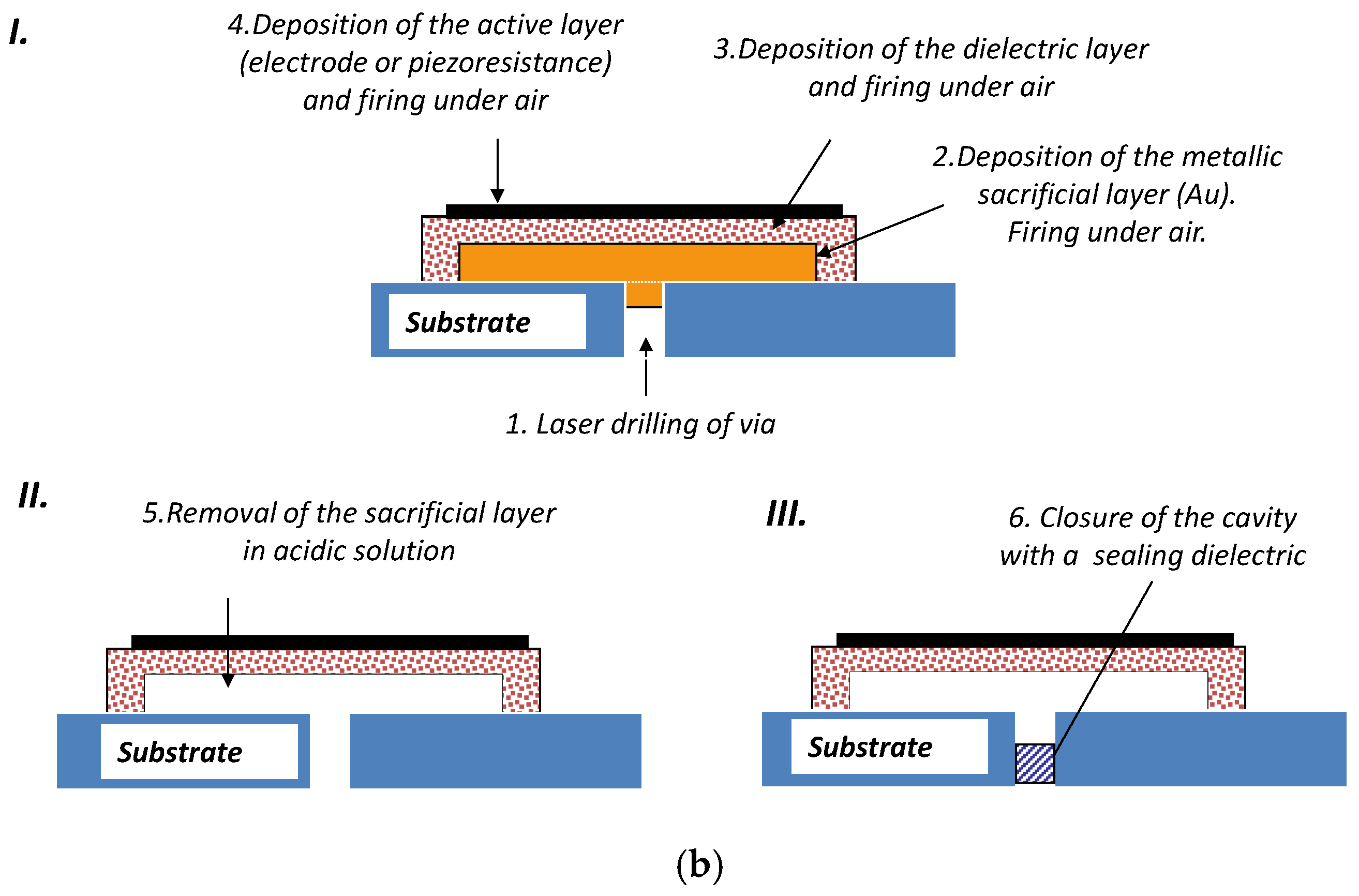
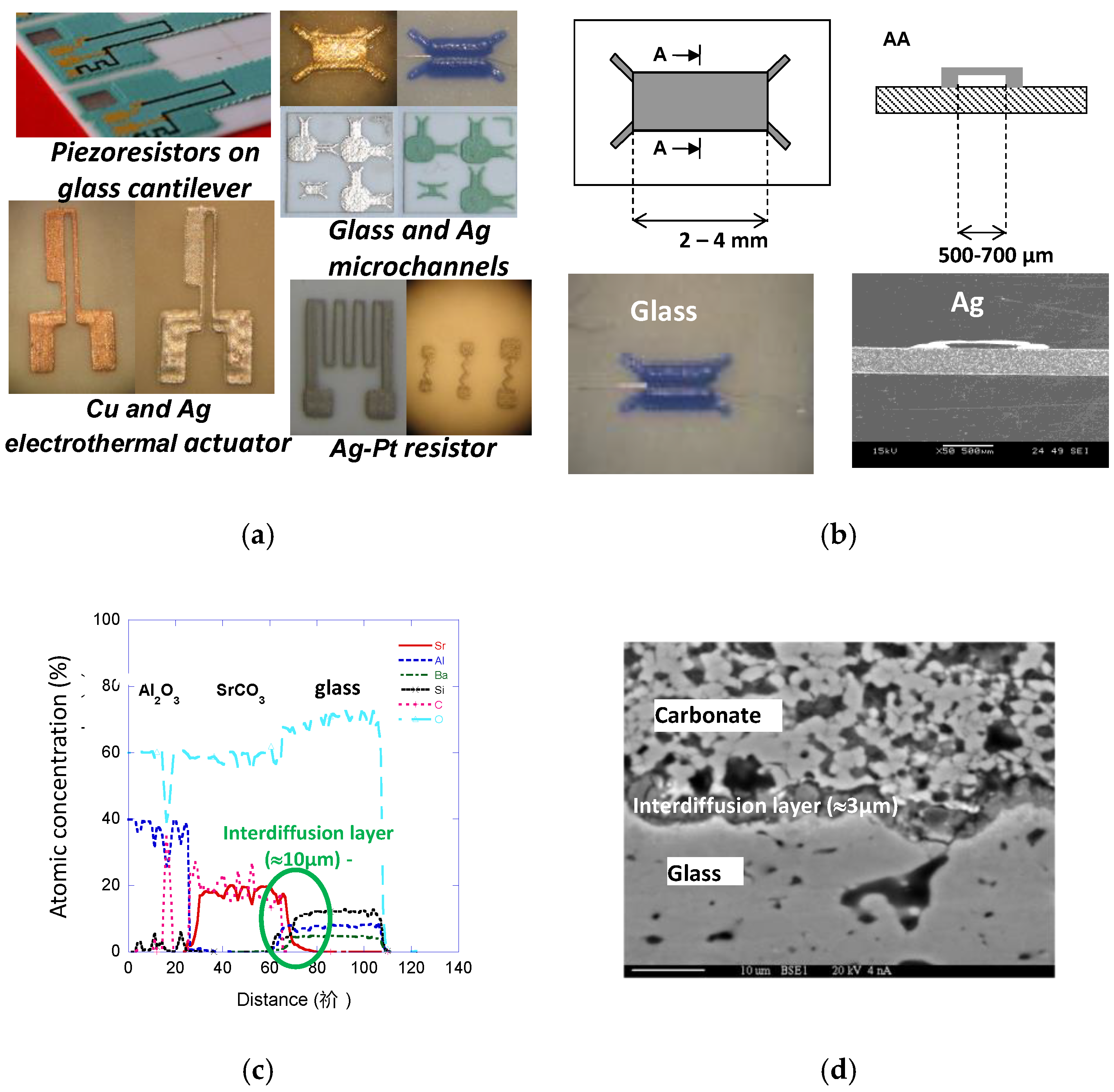
2.2.2. Mineral Approach
2.3. PZT Thick-Film Ceramic MEMS
- Mineral SrCO3-based sacrificial layers etched at the end of the process.
- Carbon-based or all organic sacrificial layers removed during the sintering.
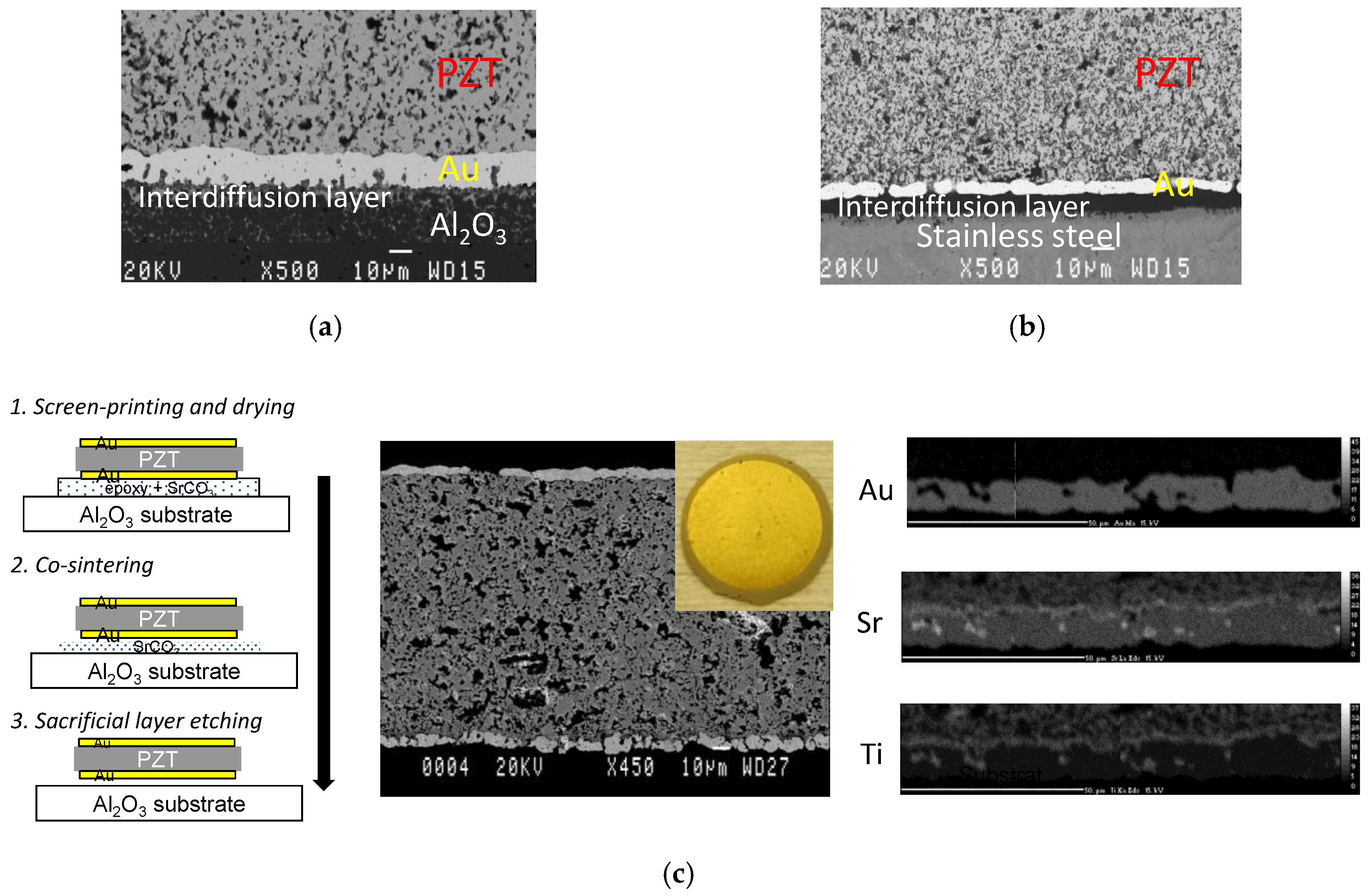
2.3.1. Mineral Approach
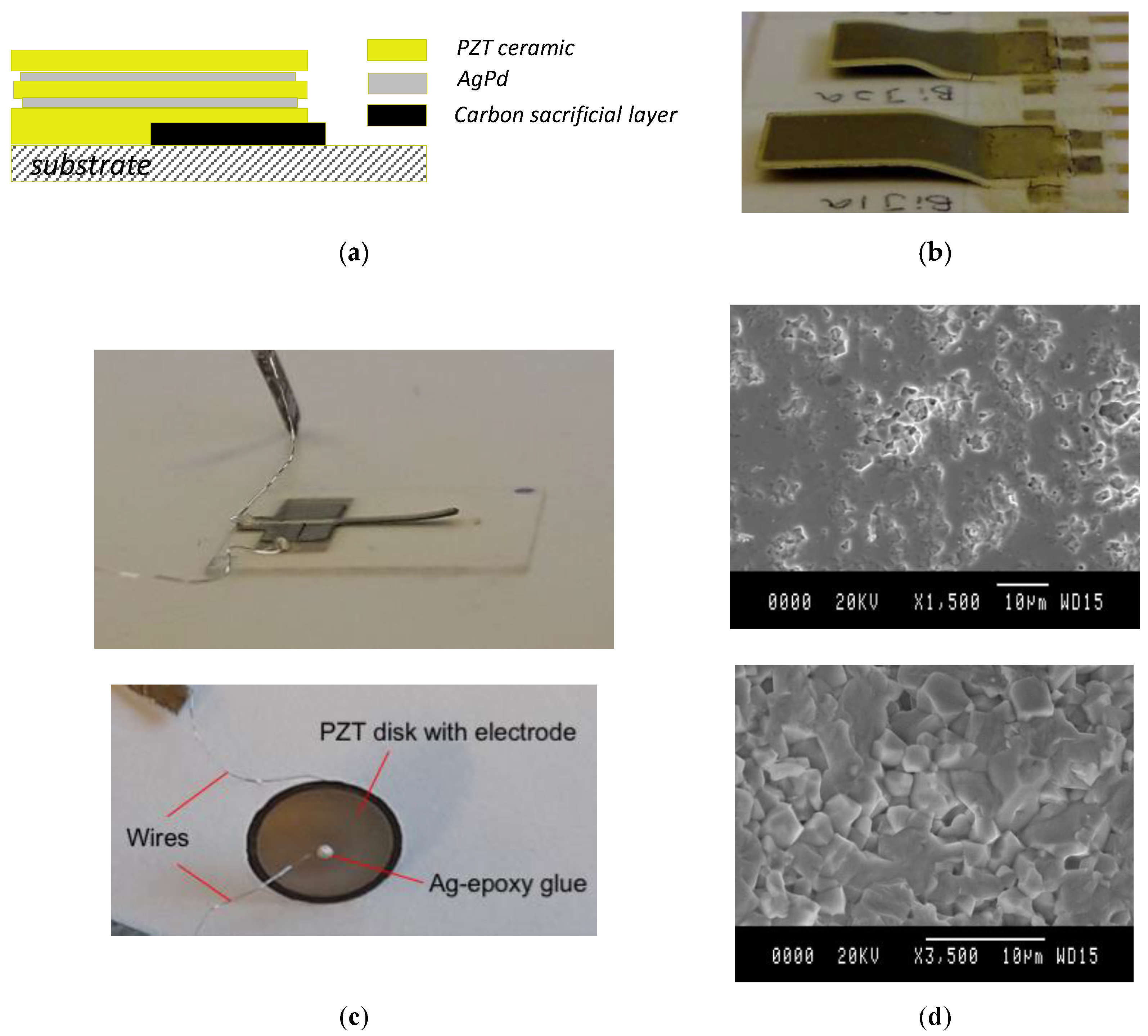
2.3.2. Carbon Approach
3. Protective Layers Combined with Spark Plasma Sintering: Bulk Ceramics and Thick-Film Ceramic MEMS
3.1. Sacrificial/Protective Materials Approaches Combined with Spark Plasma Sintering
3.2. Carbonates as a Protective Layer for PZT Bulk Ceramics by SPS
3.3. Towards Thick Films PZT Ceramic MEMS Sintered by SPS: Perspectives
3.3.1. Technical Adaptation
3.3.2. Adaptation from the Point of View of Materials
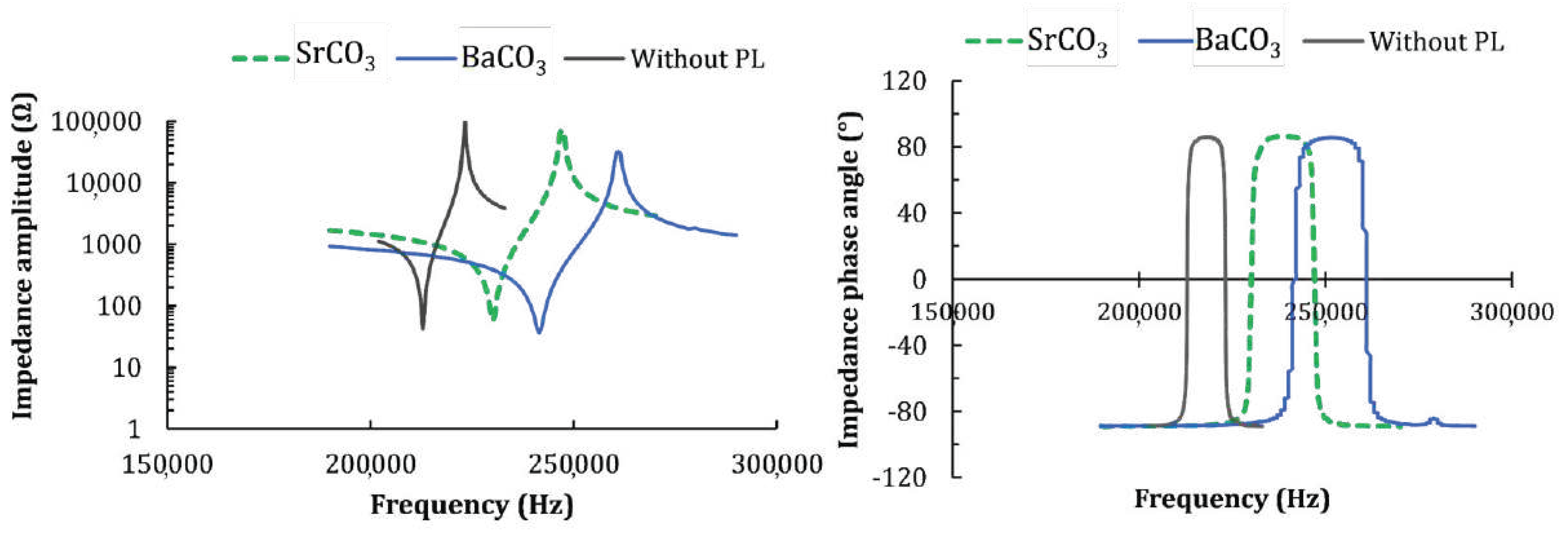
- Nature of carbonate protective layer
- Substrate thickness
- Nature of electrodes
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bhalla, S.; Moharana, S.; Talakokula, V.; Kaur, N. Piezoelectric Materials: Applications in SHM, Energy Harvesting and Biomechanics, 1st ed.; John and Wiley and Sons: Hoboken, NJ, USA, 2016. [Google Scholar]
- Gatzen, H.; Saile, V.; Leuthold, J. Micro and Nano Fabrication: Tools and Processes; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Kanno, I. Piezoelectric MEMS: Ferroelectric thin films for MEMS applications. Jpn. J. Appl. Phys. 2018, 57, 040101. [Google Scholar] [CrossRef] [Green Version]
- Akedo, J.; Park, J.H.; Kawakami, Y. Piezoelectric thick film fabricated with aerosol deposition and its application to piezoelectric devices. Jpn. J. Appl. Phys. 2018, 57, 07LA02. [Google Scholar] [CrossRef]
- Kuscer, D.; Noshchenko, O.; Hana Uršič, H.; Malič, B. Piezoelectric Properties of Ink-Jet–Printed Lead Zirconate Titanate Thick Films Confirmed by Piezoresponse Force Microscopy. Jpn. J. Appl. Phys. 2018, 57, 7S1. [Google Scholar] [CrossRef]
- Beeby, S.P. Printed thick-film mechanical microsystems (MEMS). In Printed Films Materials Science and Applications in Sensors, Electronics and Photonics; Prudenziati, M., Hormadaly, J., Eds.; Woohead Publishing: Cambridge, UK, 2012; pp. 259–277. [Google Scholar]
- Stecher, G. Free supporting structures in thick-film technology: A substrate integrated sensor. In Proceedings of the 8th European microelectronics conference, Bournemouth, UK, 3–5 June 1987; pp. 421–427. [Google Scholar]
- Stecher, G.; Spitzenberger, K.; Müller, K. Pressure Sensor. U.S. Patent 4,382,247, 3 May 1983. [Google Scholar]
- Kok, S.L.; White, N.L.M.; Harris, N.R. Fabrication and characterization of free-standing thick-film piezoelectric cantilevers for energy harvesting. Meas. Sci. Technol. 2009, 20, 124010. [Google Scholar] [CrossRef] [Green Version]
- Castille, C.; Dufour, I.; Lucat, C. Longitudinal vibration mode of piezoelectric thick-film cantilever-based sensors in liquid media. Appl. Phys. Lett. 2010, 96, 154102. [Google Scholar] [CrossRef] [Green Version]
- Gongora-Rubio, M.R.; Espinoza-Vallejos, P.; Sola-Laguna, L.; Santiago-Avile, J.J. Overview of low temperature co-fired ceramics tape technology for meso-system technology (MsST). Sens. Actuator A 2001, 89, 222–241. [Google Scholar] [CrossRef]
- Wei, Y.; Torah, R.; Yang, K.; Beeby, S.; Tudor, J. Screen printable sacrificial fabrication process to realise a cantilever on fabric using a piezoelectric layer to detect motion for wearable applications. Sens. Actuator A 2013, 203, 241–248. [Google Scholar] [CrossRef]
- Rivadeneyra, A.; Fernández-Salmerón, J.; Agudo-Acemel, M.A.; López-Villanueva, J.; Fermín Capitan-Vallvey, L.; Palma, J.A. Improved manufacturing process for printed cantilevers by using water removable sacrificial substrate. Sensor Actuator A 2015, 235, 171–181. [Google Scholar] [CrossRef]
- Nesser, H.; Ayela, C.; Dufour, I.; Debéda, H. Highly deformable printed organic trapezoidal micro-beams for vibration energy harvesting. IOP Flex. Print. Electron. 2017, 2, 015001. [Google Scholar] [CrossRef]
- Dudina, D.V.B.; Bokhonov, B.B.; Olevsky, E.A. Fabrication of Porous Materials by Spark Plasma Sintering: A review. Materials 2019, 12, 541. [Google Scholar] [CrossRef] [Green Version]
- Elissalde, C.; Chung, U.C.; Roulland, F.; Berthelot, R.; Artemenko, A.; Majimel, J.; Basov, S.; Piraux, L.; Nysten, B.; Mornet, S.; et al. Specific core-shell approaches and related properties in nanostructured ferroelectric ceramics. Ferroelectrics 2018, 532, 138–159. [Google Scholar] [CrossRef] [Green Version]
- Debéda, H.; Rua-Taborda, M.I.; Chung, U.C.; Elissalde, C. One step densification of printed multilayer by SPS: Towards new piezoelectric energy harvester MEMS. In Spark Plasma Sintering: Current Status, New Developments and Challenges, 1st ed.; Cao, G., Estournes, C., Garay, R., Orrù, Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 219–255. [Google Scholar]
- Maeder, T.; Yannick Fournier, Y.; Simon Wiedmer, S.; Hansu Birol, H.; Jacq, C.; Ryser, P. 3D Structuration of LTCC/Thick-film Sensors and Fluidic Devices. In Proceedings of the 3rd International Conference on Ceramic Interconnect and Ceramic Microsystems Technologies (CICMT), Denver, CO, USA, 23–26 April 2007. [Google Scholar]
- Birol, H.; Maeder, T.; Ryser, P. Processing of graphite-based sacrificial layer for microfabrication of low temperature co-fired ceramics (LTCC). Sens. Actuator A 2006, 130–131, 560–567. [Google Scholar] [CrossRef]
- Dai, X.; Yuan, Y.; Wei, T.; Tan, Q. Research on the Key Technology of LTCC Pressure Sensor. Photonic Sens. 2015, 5, 211–216. [Google Scholar] [CrossRef] [Green Version]
- Fournier, Y.; Triverio, O.; Maeder, T.; Ryser, P. LTCC free-standing structures with mineral sacrificial paste. In Proceedings of the 4th International Conference on Ceramic Interconnect and Ceramic Microsystems Technologies (CICMT), Munich, Germany, 21–24 April 2008. [Google Scholar]
- Lucat, C.; Ginet, P.; Castille, C.; Debéda, H.; Ménil, F. Microsystems elements based on free-standing thick-films made with a new sacrificial layer process. Microelectron. Reliab. 2008, 48, 872–875. [Google Scholar] [CrossRef]
- Lucat, C.; Ginet, P.; Ménil, H.; Debéda-Hickel, H. Production of Multilayer Micro-Components by the Sacrificial Thick Layer Method. EUR. Patent Application No. 07712639.9, 25 April 2012. [Google Scholar]
- Santawitee, O.; Grall, S.; Chayasombat, B.; Thanachayanont, C.; Hochart, X.; Bernard, J.; Debéda, H. Processing of printed piezoelectric microdisks effect of PZT particle sizes and electrodes on electromechanical properties. J. Electroceramics 2020, 44, 41–51. [Google Scholar] [CrossRef]
- Grall, S.; Santawitee, O.; Dufour, I.; Aubry, V.; Debéda, H. New corn-based sacrificial layer for MEMS based on screen-printed PZT ceramics. Sens. Actuators A Phys. 2020, 304, 111826. [Google Scholar] [CrossRef]
- Sippola, C.B.; Ahn, C.H. A thick film screen-printed ceramic capacitive pressure microsensor for high temperature applications. J. Micromech. Microeng. 2006, 16, 1086–1091. [Google Scholar] [CrossRef]
- Ginet, P.; Lucat, C.; Ménil, F.; Battaglia, J.L. Modelling and Characterizing a Screen-Printed Metallic Electrothermal Microactuator. Int. J. Appl. Ceram. Technol. 2007, 4, 423–427. [Google Scholar] [CrossRef]
- Lakhmi, R.; Debéda, H.; Dufour, I.; Lucat, C. Force sensors based on screen-printed microcantilevers. IEEE Sens. J. 2010, 10, 1133–1137. [Google Scholar] [CrossRef]
- Debéda, H.; Lakhmi, R.; Lucat, C.; Dufour, I. Use of the longitudinal mode of screen-printed piezoelectric cantilevers coated with PEUT for toluene detection. Comparison with silicon cantilevers. Sens. Actuators B Chem. 2013, 187, 198–203. [Google Scholar] [CrossRef] [Green Version]
- Debéda, H.; Lucat, C.; Maglione, M.; Pommier-Budinger, V.; Hochart, X.; Sourbe, W. Feasibibility of screen-printed PZT microceramics for Structural Health Monitoring applications. Int. J. Appl. Ceram. Technol. 2014, 11, 413–421. [Google Scholar] [CrossRef] [Green Version]
- Debéda, H.; Clément, P.; Llobet, E.; Lucat, C. One-step firing for electroded PZT thick-film s applied to MEMS. Smart Mater. Struct. 2015, 24, 025020. [Google Scholar] [CrossRef]
- Ginet, P. Conception et Elaboration de Microstructures en Technologie Hybride Couche Epaisse Pour des Applications MEMS. Ph.D. Thesis, Electronic, Université Science and technology Bordeaux 1, Bordeaux, France, 2007. [Google Scholar]
- Espinoza-Vallejos, P.; Zhong, J.; Gongora-Rubio, M.; Sola-Laguna, L.; Santiago-Aviles, J.J. The measurement and control of sagging in meso electromechanical LTCC structures and systems. In Proceedings of the MRS Conf. Proc., Boston, MA, USA, 30 November–4 December 1998; Volume 518, pp. 73–79. [Google Scholar]
- Pranonsatit, S.; Lucyszyn, S. Self assembled screen-printed microwave inductors. Electron. Lett. 2005, 41, 23. [Google Scholar] [CrossRef] [Green Version]
- Clément, P.; Perez, E.D.C.; Gonzalez, O.; Calavia, R.; Lucat, C.; Llobet, E.; Debéda, H. Gas discrimination using screen-printed piezoelectric cantilevers coated with carbon nanotubes. Sens. Actuators B Chem. 2016, 237, 1056–1065. [Google Scholar] [CrossRef]
- Grall, S.; Dufour, I.; Aubry, V.; Debéda, H. Fabrication and characterisation of piezoelectric screen-printed in plane resonant microcantilevers used as gravimetric sensors. Smart Mater. Struct. 2019, 28, 105055. [Google Scholar] [CrossRef]
- Beeby, S.P.; Blackburn, A. and White, N.M. Processing of PZT piezoelectric thick films on silicon for microelectromechanical systems. J. Micromech. Microeng. 1999, 9, 218. [Google Scholar] [CrossRef]
- Xu, R.; Lei, A.; Dahl-Petersen, C.; Hansen, K.; Guizzetti, M.; Birkel, K.; Thomson, E.V.; Hansen, O. Screen printed PZT/PZT thick film bimorph MEMS cantilever device for vibration energy harvesting. Sens. Actuators A Phys. 2012, 188, 383–388. [Google Scholar] [CrossRef]
- Ferrari, V.; Marioli, D.; Taroni, A. Theory, modeling and characterization of PZT-on-alumina resonant piezo-layers as acoustic-wave mass sensors. Sens. Actuators A 2001, 92, 182–190. [Google Scholar] [CrossRef]
- Lou-Moeller, R.; Hindrichsen, C.C.; Thamdrup, L.H.; Bove, T.; Ringgaard, E.; Pedersen, A.F.; Thomsen, E.V. Screen-printed piezoceramic thick films for miniaturised devices. J. Electroceramics 2007, 19, 333–338. [Google Scholar] [CrossRef]
- Lapeine, D.; Ferrandis, J.Y.; Oleksandr, F.; Fabien, P.; Combette, P. Study and optimization of screen-printed PZT transducers for acoustic applications. In Proceedings of the IEEE International Conference on Dielectrics (ICD), Montpellier, France, 3–7 July 2016. [Google Scholar]
- Rua Taborda, M.I.; Elissalde, C.; Chung, U.C.; Maglione, M.; Fernandes, F.; Salehian, S.; Santawitee, S.; Debéda, H. Key features in the development of unimorph stainless steel cantilever with screen-printed PZT dedicated to energy harvesting applications. Int. J. Appl. Ceram. Technol. 2020, 17, 2533–2544. [Google Scholar] [CrossRef]
- Pavlič, J.; Kosec, M.; Holc, J.; Rojac, T. K0.5Na0.5NbO3 thick films: Preparation and properties. In Proceedings of the 48th International Conference on Microelectronics, Devices and Materials, Otočec, Slovenia, September 19–September 21 2012. [Google Scholar]
- Debéda, H.; Lucat, C.; Ménil, F. Influence of the densification parameters on screen-printed component properties. J. Eur. Ceram. Soc. 2005, 25, 2115–2119. [Google Scholar] [CrossRef]
- Hindrichsen, C.G.; Lou-Moller, R.; Hansen, K.; Thomsen, E.V. Advantages of PZT thick film for MEMS sensors. Sens. Actuators A Phys. 2010, 163, 9–14. [Google Scholar] [CrossRef]
- Lakhmi, R.; Debéda, H.; Dufour, I.; Lucat, C.; Maglione, M. Study of screen-printed PZT cantilevers both self-actuated and self-read-out. Int. J. Appl. Ceram. Technol. 2014, 11, 311–320. [Google Scholar] [CrossRef]
- Wang, X.X.; Murakami, K.; Sugiyama, O.; Kaneko, S. Piezoelectric properties, densification behavior and microstructural evolution of low temperature sintered PZT ceramics with sintering aids. J. Eur. Ceram. Soc. 2001, 21, 1367–1370. [Google Scholar] [CrossRef]
- Medesi, A.J.; Meier, H.; Megnin, C.; Hanemann, T. A novel Co-casting process for piezoelectric multilayer ceramics with silver inner electrodes. Procedia Eng. 2015, 120, 124–129. [Google Scholar] [CrossRef] [Green Version]
- Kok, S.L.; Othman, R.; Shaaban, A. Screen-Printed Ceramic Based MEMS Piezoelectric Cantilever for Harvesting. Adv. Sci. Technol. 2014, 90, 84–92. [Google Scholar] [CrossRef]
- Ferrari, V. Printed thick-film piezoelectric and pyroelectric sensors. In Printed films, Prundenziati, M., Hormadaly, J., Eds.; Woohead Publishing: Cambridge, UK, 2012; pp. 221–258. [Google Scholar]
- Meggit Ferroperm TM Piezoceramics. Available online: https://www.meggittferroperm.com/wp-content/uploads/2017/10/Datasheet-hard-pz26.pdf (accessed on 2 August 2020).
- Donnelly, N.J.; Shrout, T.R.; Randall, C.A. The Role of Li2CO3 and PbO in the Low-Temperature Sintering of Sr, K, Nb (SKN)-Doped PZT. J. Am. Cerm. Soc. 2009, 92, 1203. [Google Scholar] [CrossRef]
- Bansal, N.P.; Bhalla, S.A.; Mahmoud, M.M.; Manjooran, N.J.; Singh, G.; Lamon, J.; Choi, S.R.; Pickrell, G.; Lu, K.; Geoff, B.; et al. Ceramics Transaction. Processing and Properties of Advanced Ceramics and Composites IV; Wiley: Hoboken, NJ, USA, 2014; Volume 249. [Google Scholar] [CrossRef]
- Safar, M.; Button, T.W.; Zabcik, M. Control of PbO loss during sintering of PZT: Laboratory vs. industry. In Proceedings of the Joint IEEE International Symposium on the Applications of Ferroelectric (ISAF)/International Workshop on Acoustic Transduction Materials and Devices (IWATMD)/Piezoresponse Force Microscopy (PFM), Atlanta, GA, USA, 7–11 May 2017. [Google Scholar] [CrossRef]
- Wang, D.; Guo, H.; Morandi, D.S.; Randall, C.A.; Trolier-McKinstry, S. Cold sintering and electrical characterization of lead zirconate titanate piezoelectric ceramics. APL Mater. 2018, 6, 016101. [Google Scholar] [CrossRef] [Green Version]
- Legallais, M.; Fourcade, S.; Chung, U.C.; Michau, D.; Maglione, M.; Mauvy, F.; Elissalde, C. Fast re-oxidation kinetics and conduction pathway in spark plasma sintered ferroelectric ceramics. J. Eur. Ceram. Soc. 2018, 38, 543. [Google Scholar] [CrossRef]
- Hu, Z.Y.; Zhang, Z.H.; Cheng, X.W.; Wang, F.C. A review of multi-physical fields induced phenomena and effects in spark plasma sintering: Fundamentals and applications. Mater. Des. 2020, 191, 108662. [Google Scholar] [CrossRef]
- Grasso, S.; Sakka, Y.; Maizza, Y. Electric current activated/assisted sintering (ECAS): A review of patents 1906–2008. Sci. Technol. Adv. Mater. 2009, 10, 053001. [Google Scholar] [CrossRef]
- Mercier, A.; Zehani, K.; Chaplier, G.; Pasko, A.; Loyau, V.; Mazaleyrat, F. Spark plasma sintering co-sintered monolithic transformers for power electronics. IEEE Trans. Magn. 2016, 52, 8400404. [Google Scholar] [CrossRef] [Green Version]
- Radingoana, P.M.; Guillemet, S.; Olubambi, P.A.; Chevallier, G.; Estournès, C. Influence of processing parameters on the densification and the microstructure of pure zinc oxide ceramics prepared by spark plasma sintering. Ceram. Int. 2019, 45, 10035–10043. [Google Scholar] [CrossRef] [Green Version]
- Manière, C.; Durand, L.; Weibel, A.; Chevallier, G.; Estournès, C. A sacrificial material approach for spark plasma sintering of complex shapes. Scr. Mater. 2016, 124, 126–128. [Google Scholar] [CrossRef]
- Manière, C.; Nigito, E.; Durand, L.; Weibel, A.; Beynet, Y.; Estournès, C. Spark plasma sintering and complex shapes: The deformed interfaces approach. Powder Technol. 2017, 320, 340–345. [Google Scholar] [CrossRef] [Green Version]
- Chung, U.C.; Elissalde, C.; Maglione, M.; Estournes, C.; Paté, M.; Ganne, J.P. Low losses, highly tunable Ba0.6Sr0.4TiO3/MgO composite. J. P. Appl. Phys. Lett. 2008, 92, 042902. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.E.; Munir, Z.A. Fast low-temperature consolidation of bulk nanometric ceramic materials. Scr. Mater. 2006, 54, 823–828. [Google Scholar] [CrossRef]
- Bradbury, W.L.; Olevsky, E.A. Production of SiC–C composites by free-pressureless spark plasma sintering (FPSPS). Scr. Mater. 2010, 63, 77–80. [Google Scholar] [CrossRef]
- Eqtesadi, S.; Motealleh, A.; Perera, F.H.; Miranda, P.; Pajares, A.; Wendelbo, R.; Guiberteau, F.; Ortiz, A.L. Fabricating geometrically-complex B4C ceramic components by robocasting and pressureless spark plasma sintering. Scr. Mater. 2018, 145, 14–18. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A.M.K.; Borah, P.; Lanka, S.; Sayed, A.; Taher, M. Properties of single and dual matrix aluminum-carbon nanotube composites processed via spark plasma extrusion (SPE). Mater. Sci. Eng. A 2010, 527, 5686–5690. [Google Scholar] [CrossRef]
- Rua Taborda, M.I. Printed Ceramic Piezoelectric MEMS for Energy Harvesting: Towards Spark Plasma Sintering of Multilayers. Ph.D. Thesis, Electronic, Université de Bordeaux, Bordeaux, France, 2019. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ceramic MEMS Type/Multilayer Nature | TSint | Sacrificial Layer Nature/Elimination | Applications | Ref/Year |
|---|---|---|---|---|
| TF | - | Polymer + carbon | Pressure sensor | [7] 1984 |
| [8] 1987 | ||||
| LTCC/ glass-ceramic | 850 °C | Carbon black/burnt out | Cavity | [33] 1998 |
| LTCC/ glass-ceramic | - | Lead-silicate/etching in buffered hydrofluoric acid | Suspended bridging structure, cavity | [33] 1998 |
| TF/electrode/dielectric | - | Au | Pressure sensor | [26] 2005 |
| TF/Ag | 450 °C | Registration paste carbon ink/burnt out | Microwave inductor | [34] 2005 |
| LTCC | 875 °C | Epoxy + carbon/burnt out | Pressure sensor + microfluidic | [19] 2006 |
| LTTC/ AgPd | 875 °C | Carbon + CaCO3/burnt out + CaCO3 etching in phosphoric acid | Capacitive anemometer | [21] 2007 |
| TF/ AgPd/PZT/AgPd | 850–950 °C | Epoxy + carbon/burnt out | Energy harvester | [9] 2009 |
| TF/ Au, Cu, Ag, glass, piezoresistor on glass, Au/PZT/Au | 850–900 °C | Epoxy + SrCO3/epoxy burnt out+ SrCO3 etching in phosphoric acid | Thermal actuator, force sensor, microchannels, microresistors, piezoelectric transducers (gas detection, SHM) | [22] 2008 |
| [27] 2007 | ||||
| [28] 2010 | ||||
| [29] 2013 | ||||
| [30] 2014 | ||||
| [35] 2016 | ||||
| LTCC/ piezoresistor | >700 °C | Epoxy + carbon or Polyimide/burnt out | Pressure sensor | [20] 2015 |
| TF/Au/PZT/Au or AgPd/PZT/AgPd | 900 °C | Polyester/burnt out | Piezoelectric cantilever and disk (mass sensing, cantilever sensors,) | [36] 2019 |
| [24] 2020 | ||||
| TF/ Au/PZT/Au | 900 °C | Epoxy + corn starch/burnt out | Piezoelectric disks and cantilever | [25] 2020 |
| Supporting Substrate (S) or Sacrificial Layer (SL) for PZT Printing | Geometry/PZT Thickness | Multi- Layer/PZT Type | Sintering Aid and Sintering Temperature | Density (kg/m3) | Relative Permittivity ε33 (1 kHz, RT 1 | −d31/d33 (pC/N) | Ref/Year |
|---|---|---|---|---|---|---|---|
| SL epoxy + SrCO3/ | Bridge 5 mm × 3.3 mm/80 µm | Au/PZT/Au (PZT 2) | 5 wt % glass 3/850 °C | 5500 | 150 | - | [31] 2015 |
| SL epoxy + SrCO3/ | Cantilever 8mm × 2 mm/100 µm | Au/PZT/Au (PZ26 4) | 5 wt % glass 3/900 °C | 5500 | 340 | 90 | [46] 2014 |
| SL Carbon | Cantilever 18 mm × 9 mm 90 µm | PZT/AgPd/PZT/AgPd/PZT (PZ29 4) | 4 wt % glass 3/850 °C–950 °C | - | 336 | −20/53 | [49] 2014 |
| 617 | −28/80 | [9] 2009 | |||||
| SL epoxy + SrCO3 | Disk | Au/PZT/Au (PZ26 4) | 3 wt % LBCu /900 °C | 5200 | 630 | −40/- | [30] 2014 |
| SL Polyester | Disk ᴓ 7.74 /100 µm | Au/PZT/Au (PZ26 4) | 3 wt % LBCu /900 °C | 7400 | 600 | −121/- | [42] 2020 |
| SL Polyester | Disk ᴓ 7.5 mm /140 µm | AgPd/PZT/AgPd (PZ26 4) | 3 wt % LBCu/900 °C | 7400 | 1200 | - | [24] 2020 |
| SL epoxy + Corn-starch | Disk ᴓ 7.5 Cantilever 2 mm × 1 mm/100 µm | PZT Au/PZT/Au (PZ26 4) | 3 wt % LBCu /900 °C | 7500 7200 | - | - | [25] 2020 |
| Thick-film TF1200 Insensor A/S | - | PZ26 4 | sintering aid/850 °C 40 | 5000 | 520 | −50/200 | [50] 2012 |
| Commercial bulk Ferroperm | - | PZ26 4 | - />1200 °C | 7800 | 1300 | −130/330 | [51] 2007 |
| Carbonate | Decomposition Temperature (°C) |
|---|---|
| MgCO3 | 350 |
| CaCO3 | 850 |
| SrCO3 | 1100 |
| BaCO3 | 1740 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Debéda, H.; Rua-Taborda, M.-I.; Santawitee, O.; Grall, S.; Maglione, M.; Chung, U.-C.; Elissalde, C. The Role of Sacrificial and/or Protective Layers to Improve the Sintering of Electroactive Ceramics: Application to Piezoelectric PZT-Printed Thick Films for MEMS. Ceramics 2020, 3, 453-475. https://doi.org/10.3390/ceramics3040038
Debéda H, Rua-Taborda M-I, Santawitee O, Grall S, Maglione M, Chung U-C, Elissalde C. The Role of Sacrificial and/or Protective Layers to Improve the Sintering of Electroactive Ceramics: Application to Piezoelectric PZT-Printed Thick Films for MEMS. Ceramics. 2020; 3(4):453-475. https://doi.org/10.3390/ceramics3040038
Chicago/Turabian StyleDebéda, Hélène, Maria-Isabel Rua-Taborda, Onuma Santawitee, Simon Grall, Mario Maglione, U-Chan Chung, and Catherine Elissalde. 2020. "The Role of Sacrificial and/or Protective Layers to Improve the Sintering of Electroactive Ceramics: Application to Piezoelectric PZT-Printed Thick Films for MEMS" Ceramics 3, no. 4: 453-475. https://doi.org/10.3390/ceramics3040038
APA StyleDebéda, H., Rua-Taborda, M. -I., Santawitee, O., Grall, S., Maglione, M., Chung, U. -C., & Elissalde, C. (2020). The Role of Sacrificial and/or Protective Layers to Improve the Sintering of Electroactive Ceramics: Application to Piezoelectric PZT-Printed Thick Films for MEMS. Ceramics, 3(4), 453-475. https://doi.org/10.3390/ceramics3040038