
Synthesis and Pressure-Assisted Sintering of CaCu3Ti4O12 Dielectrics


Abstract
:1. Introduction
- -
- To synthesize the CCTO feedstock powder via the molten salt route;
- -
- To compare the use of the SPS process and the SPS-related modification of a conventional sintering process (labeled HPF) on the microstructure of CCTO compacts;
- -
- To compare the dielectric properties of the fired CCTO bulks obtained from different powders sintered by different methods.
2. Materials and Methods
2.1. Sample Preparation
2.2. Characterization
2.2.1. Phase Composition
2.2.2. Microstructure, Porosity and Mechanical Properties
2.2.3. Dielectric Characterization
3. Results and Discussion
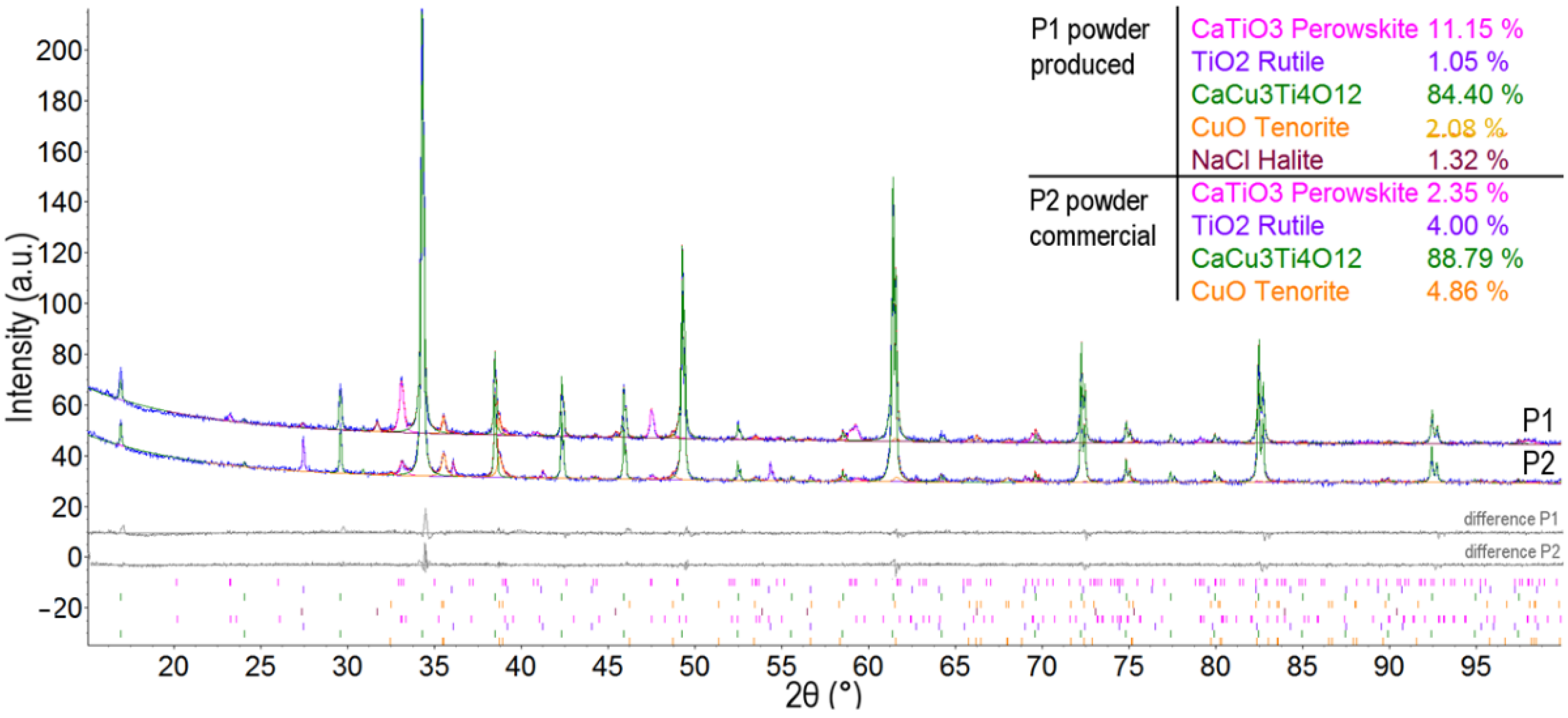
3.1. Custom Synthesized and Commercial Powders
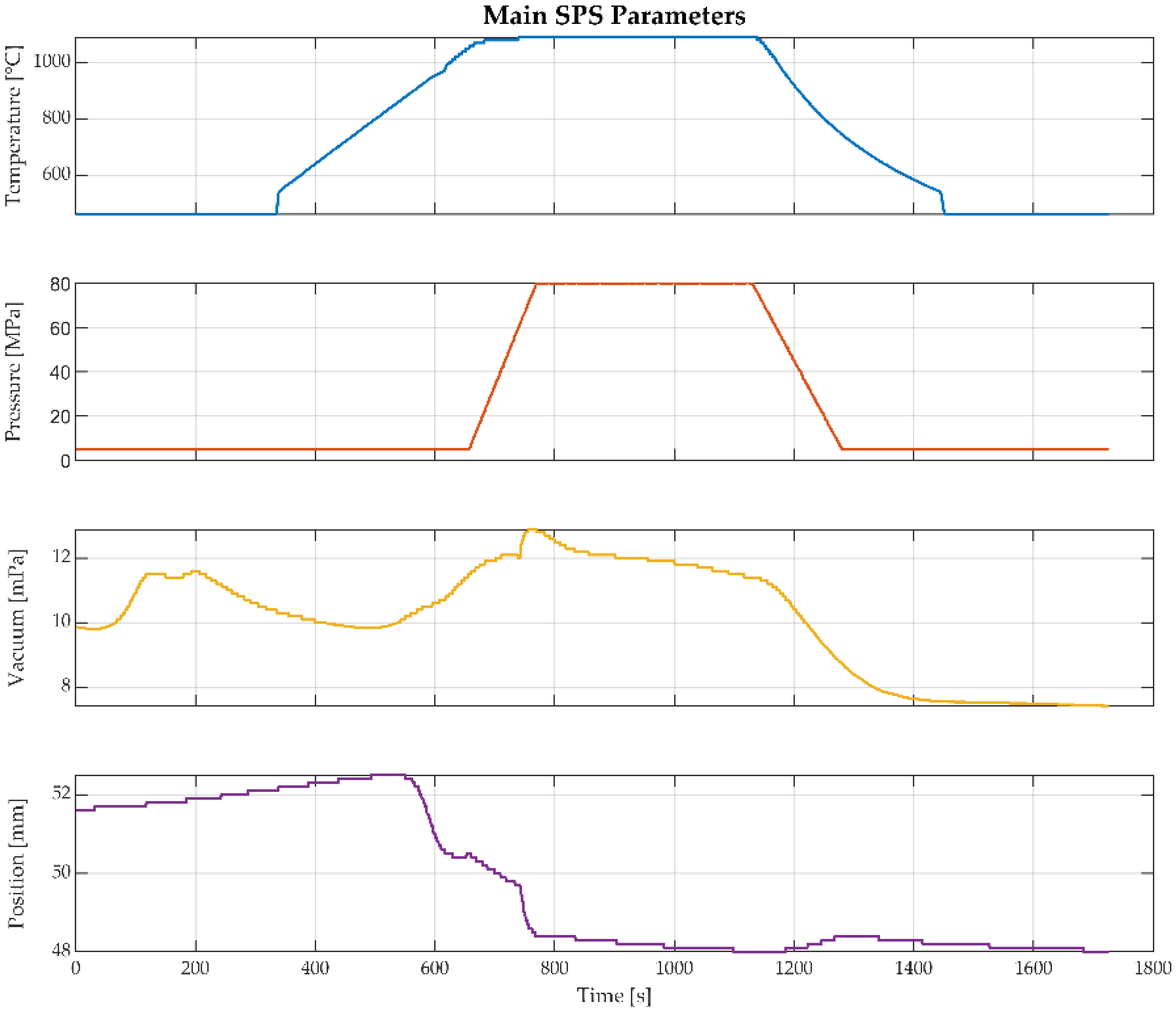
3.2. SPS Parameters
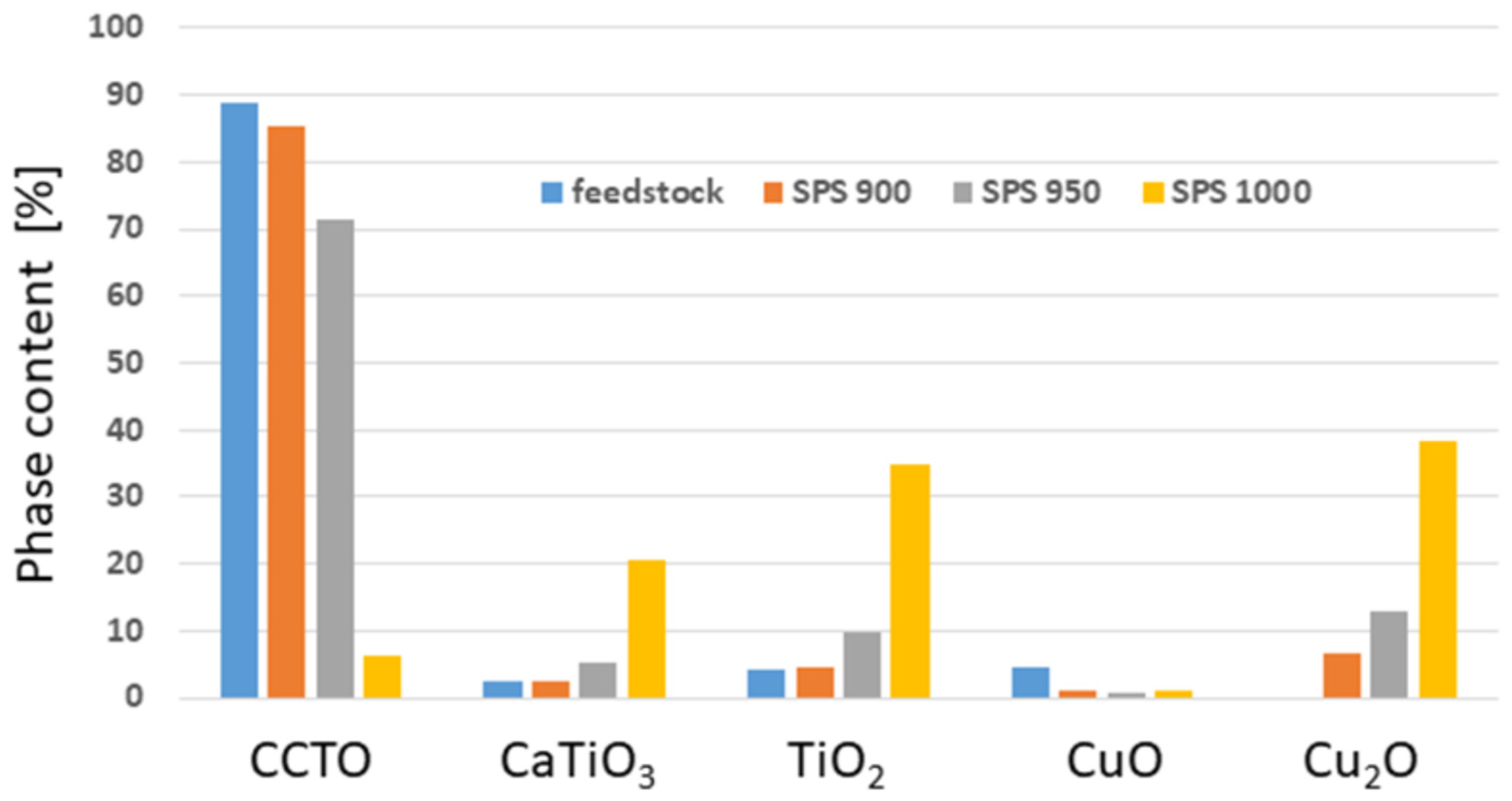
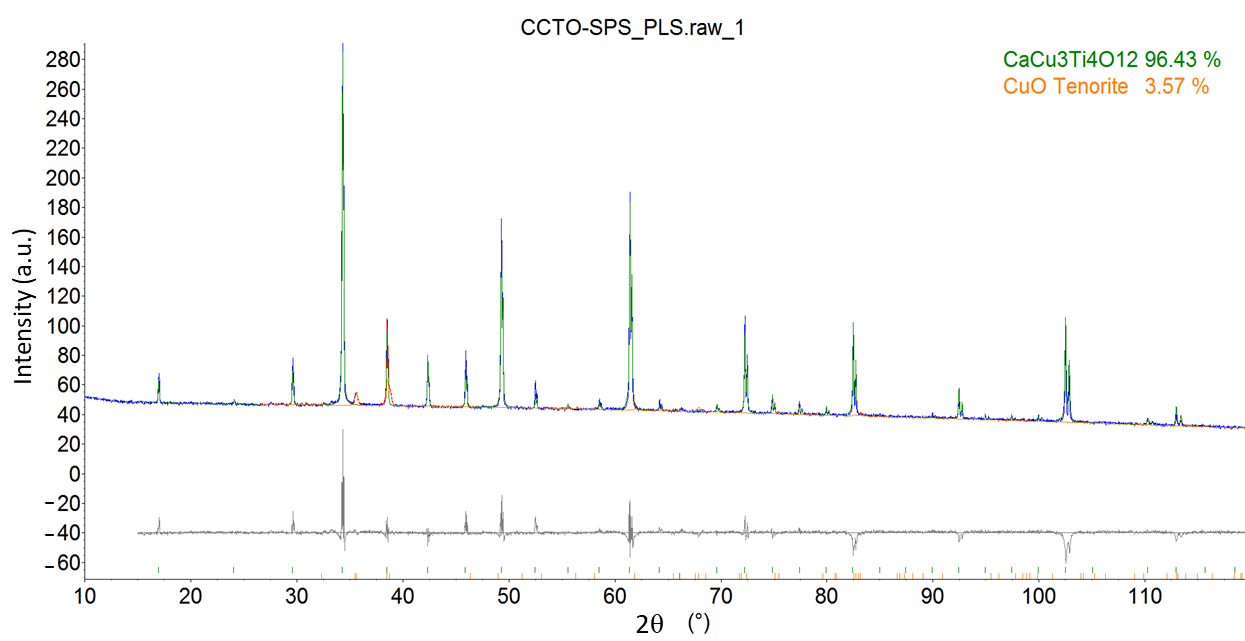
3.3. X-ray Diffraction of Fired Compacts
3.4. Microstructure
3.5. Electrical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Almeida, A.F.L.; Oliveira, R.S.; Goes, J.C.; Sasaki, J.M.; Souza, F.A.G.; Mendes, F.J.; Sombra, A.S.B. Structural Properties of CaCu3Ti4O12 Obtained by Mechanical Alloying. Mat. Sci. Eng. B 2002, 96, 275–283. [Google Scholar] [CrossRef]
- Valim, D.; Filho, A.G.S.; Freire, P.T.C.; Fagan, S.B.; Ayala, A.P.; Filho, J.M.; Almeida, A.F.L.; Fechine, P.B.A.; Sombra, A.S.B.; Olsen, J.S.; et al. Raman Scattering and X-ray Diffraction Studies of Polycrystalline CaCu3Ti4O12 Under High-pressure. Phys. Rev. B 2004, 70, 132103. [Google Scholar] [CrossRef] [Green Version]
- Shan, X. High Dielectric Constant Ceramic-Polymer Composites. Ph.D. Thesis, Auburn University, Auburn, AL, USA, 2009. [Google Scholar]
- Wu, L.; Zhu, Y.; Park, S.; Shapiro, S.; Shirane, G. Defect Structure of the High-Dielectric Constant Perovskite CaCu3Ti4O12. Phys. Rev. B 2005, 71, 014118. [Google Scholar] [CrossRef] [Green Version]
- Cohen, M.H.; Neaton, J.B.; Lixin, H.; Vanderbilt, D. Extrinsic Models for the Dielectric Response of CaCu3Ti4O12. J. Appl. Phys. 2003, 94, 3299–3306. [Google Scholar] [CrossRef] [Green Version]
- Krohns, S.; Lunkenheimer, P.; Ebbinghaus, S.G.; Loidl, A. Colossal Dielectric Constants in Single-crystalline and Ceramic CaCu3Ti4O12 Investigated by Broadband Dielectric Spectroscopy. J. Appl. Phys. 2008, 103, 084107. [Google Scholar] [CrossRef]
- Subramanian, M.A.; Li, D.; Duan, N.; Reisner, B.A.; Sleight, A.W. High Dielectric Constant in ACu3Ti4O12 and ACu3Ti3FeO12 Phases. J. Solid State Chem. 2000, 151, 323–325. [Google Scholar] [CrossRef]
- Subramanian, M.A.; Sleight, A.W. Cu3Ti4O12 and Cu3Ru4O12 Perovskites: High Dielectric Constants and Valence Degeneracy. Solid State Sci. 2002, 4, 347–351. [Google Scholar] [CrossRef]
- Ivanov, M.S.; Amaral, F.; Khomchenko, V.A.; Paixão, J.A.; Costa, L.C. Investigation of Micro and Nanoscale Barrier Layer Capacitance Mechanisms of Conductivity in CaCu3Ti4O12 Via Scanning Probe Microscopy Technique. RSC Adv. 2017, 7, 40695–40704. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.C.; Zhang, L.W. Oxygen-vacancy-related Dielectric Anomaly in CaCu3Ti4O12: Post-sintering Annealing Studies. Phys. Rev. B 2006, 74, 024106. [Google Scholar] [CrossRef]
- Schmidt, R.; Pandey, S.; Fiorenza, P.; Sinclair, D.C. Non-stoichiometry in CaCu3Ti4O12 (CCTO) Ceramics. RSC Adv. 2013, 3, 14580–14589. [Google Scholar] [CrossRef] [Green Version]
- Yoon, S.; Dornseiffer, J.; Xiong, Y.; Grüner, D.; Shen, Z.; Iwaya, S.; Pithan, C.; Waser, R. Spark Plasma Sintering of Nanocrystalline BaTiO3 powders: Consolidation Behavior and Dielectric Characteristics. J. Eur. Ceram. Soc. 2011, 31, 1723–1731. [Google Scholar] [CrossRef]
- Su, B.; He, J.Y.; Cheng, B.L.; Button, T.W.; Liu, J.; Shen, Z.; Nygren, M. Dielectric Properties of Spark Plasma Sintered (SPS) Barium Strontium Titanate (BST) Ceramics. Integr. Ferroelectr. An. Int. J. 2004, 61, 74–81. [Google Scholar] [CrossRef]
- Ctibor, P.; Kubatík, T.; Chráska, P. Spark Plasma Sintering of Multilayer Ceramics–Case Study of Al2O3–Mg(Ca)TiO3 Sandwich. Key Eng. Mater. 2014, 606, 205–208. [Google Scholar] [CrossRef]
- Herrera Robles, J.O.; Rodriguez Gonzalez, C.A.; Diaz de la Torre, S.; Fuentes Cobas, L.E.; Garcia Casillas, P.E.; Camacho Montes, H. Dielectric Properties of Bismuth Titanate Densified by Spark Plasma Sintering and Pressureless Sintering. J. Alloys Compd. 2012, 536S, S511–S515. [Google Scholar] [CrossRef]
- Anselmi-Tamburini, U.; Garay, J.E.; Munir, Z.A. Fast Low-temperature Consolidation of Bulk Nanometric Ceramic Materials. Scr. Mater. 2006, 54, 823–828. [Google Scholar] [CrossRef]
- Wan, W.; Yang, J.; Yuan, W.; Zhao, X.; Liu, C.; Qiu, T. Preparation of Giant Dielectric CaCu3Ti4O12 Ceramics via the Molten Salt Method from NaCl Flux. Int. J. Appl. Ceram. Technol. 2016, 13, 382–388. [Google Scholar] [CrossRef]
- Rietveld, H.M. A Profile Refinement Method for Nuclear and Magnetic Structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Rietveld, H.M. Line Profiles of Neutron Powder-diffraction Peaks for Structure Refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Cheary, R.W.; Coelho, A. A Fundamental Parameters Approach to X-ray Line-profile Fitting. J. Appl. Crystallogr. 1992, 25, 109–121. [Google Scholar] [CrossRef]
- Kawrani, S.; Boulos, M.; Bekheet, M.F.; Viter, R.; Nada, A.A.; Riedel, W.; Roualdes, S.; Cornu, D.; Bechelany, M. Segregation of Copper Oxide on Calcium Copper Titanate Surface Induced by Graphene Oxide for Water Splitting Aapplications. Appl. Surf. Sci. 2020, 516, 146051. [Google Scholar] [CrossRef]
- Manière, C.; Riquet, G.; Marinel, S. Dielectric Properties of Flash Spark Plasma Sintered BaTiO3 and CaCu3Ti4O12. Scr. Mater. 2019, 173, 41–45. [Google Scholar] [CrossRef]
- Nautiyal, A.; Autret, C.; Honstettre, C.; Didry, S.; El Amrani, M.; Roger, S.; Ruyter, A. Dielectric Properties of CCTO/MgTiO3 Composites: A New Approach for Capacitor Application. Int. J. Adv. Nanomater. 2015, 1, 27–40. [Google Scholar]
- Liu, P.; Lai, Y.; Zeng, Y.; Wu, S.; Huang, Z.; Han, J. Influence of Sintering Conditions on Microstructure and Electrical Properties of CaCu3Ti4O12 (CCTO) Ceramics. J. Alloys Compd. 2015, 650, 59–64. [Google Scholar] [CrossRef]
- Chiodelli, G.; Massarotti, V.; Capsoni, D.; Bini, M.; Azzoni, C.B.; Mozzati, M.C.; Lupotto, P. Electric and Dielectric Properties of Pure and Doped CaCu3Ti4O12 Perovskite Materials. Solid State Commun. 2004, 13, 241–246. [Google Scholar] [CrossRef]
- Bueno, P.R.; Tararan, R.; Parra, R.; Joanni, E.; Ramírez, M.A.; Ribeiro, W.C. A polaronic Stacking Fault Defect Model for CaCu3-Ti4O12 Material: An Approach for the Origin of the Huge Dielectric Constant and Semiconducting Coexistent Features. J. Phys. D Appl. Phys. 2009, 42, 055404. [Google Scholar] [CrossRef] [Green Version]
- Orrego, S.; Cortés, J.A.; Amoresi, R.A.C.; Simões, A.Z.; Ramírez, M.A. Photoluminescence Behavior on Sr2+ Modified CaCu3Ti4O12 Based Ceramics. Ceram. Int. 2018, 44, 10781–10789. [Google Scholar] [CrossRef] [Green Version]
- Gelfuso, M.V.; Montoya Uribe, J.O.; Thomazini, D. Deficient or Excessive CuO-TiO2 Phase Influence on Dielectric Properties of CaCu3Ti4O12 Ceramics. Int. J. Appl. Ceram. Technol. 2019, 16, 868–882. [Google Scholar] [CrossRef]
- Sun, Y. Dielectric Properties of CaCu3Ti4O12 and Its Related Materials. Ph.D. Thesis, University of Arkon, Akron, OH, USA, 2006. [Google Scholar]
- Li, W.; Tang, L.; Xue, F. Large Reduction of Dielectric Losses of CaCu3Ti4O12 Ceramics Via Air Quenching. Ceram. Int. 2017, 43, 6618–6621. [Google Scholar] [CrossRef]
- Ramírez, M.A.; Parra, R.; Reboredo, M.M.; Varela, J.A.; Castro, M.S.; Ramajo, L. Elastic Modulus and Hardness of CaTiO3, CaCu3Ti4O12 and CaTiO3/CaCu3Ti4O12 Mixture. Mater. Lett. 2010, 64, 1226–1228. [Google Scholar] [CrossRef]
- Mao, P.; Wang, J.; Liu, S.; Zhang, L.; Zhao, Y.; Mao, L.H. Grain Size Effect on the Dielectric and Non-ohmic Properties of CaCu3Ti4O12 Ceramics Prepared by the Sol-gel Process. J. Alloys Compd. 2019, 778, 625–632. [Google Scholar] [CrossRef]
- Guillemet-Fritsch, S.; Lebey, T.; Boulos, M.; Durand, B. Dielectric Properties of CaCu3Ti4O12 Based Multiphased Ceramics. J. Eur. Ceram. Soc. 2006, 26, 1245–1257. [Google Scholar] [CrossRef] [Green Version]
- Mohamed, J.J.; Hutagalung, S.D.; Ahmad, Z.A. Influence of sintering parameters on melting CuO phase in CaCu3Ti4O12. J. King Saud Univ. Eng. Sci. 2013, 25, 35–39. [Google Scholar] [CrossRef] [Green Version]
- Susilawati, T.; Nasution, I.; Hasanah, M.; Sihombing, Y.A. Fabrication of Ceramic Composites Based on CuO-ZnO. J. Phys. Conf. Ser. 2018, 1116, 032038. [Google Scholar] [CrossRef]
- Jian, S.-R.; Chen, G.-J.; Hsu, W.-M. Mechanical Properties of Cu2O Thin Films by Nanoindentation. Materials 2013, 6, 4505–4513. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jesus, L.M.; Santos, J.C.A.; Sampaio, D.V.; Barbosa, L.B.; Silva, R.S.; M’Peko, J.-C. Polymeric Synthesis and Conventional Versus Laser Sintering of CaCu3Ti4O12 Electroceramics: (Micro)structures, Phase Development and Dielectric Properties. J. Alloys Compd. 2016, 654, 482–490. [Google Scholar] [CrossRef]
- Lunkenheimer, P.; Fichtl, R.; Ebbinghaus, S.G.; Loidl, A. Nonintrinsic Origin of the Colossal Dielectric Constants in CaCu3Ti4O12. Phys Rev. B 2004, 70, 172102. [Google Scholar] [CrossRef] [Green Version]
- Ahmadipour, M.; Ain, M.F.; Ahmad, Z.A. A Short Review on Copper Calcium Titanate (CCTO) Electroceramic: Synthesis, Dielectric Properties, Film Deposition, and Sensing Application. Nano-Micro Lett. 2016, 8, 291–311. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, W.C.; Joanni, E.; Savu, R.; Bueno, P.R. Nanoscale Effects and Polaronic Relaxation in CaCu3Ti4O12 Compounds. Solid State Commun. 2011, 151, 173–176. [Google Scholar] [CrossRef] [Green Version]
- Lin, H.; He, X.; Gong, Y.; Pang, D.; Yi, Z. Tuning the Nonlinear Current-voltage Behavior of CaCu3Ti4O12 Ceramics by Spark Plasma Sintering. Ceram. Int. 2018, 44, 8650–8655. [Google Scholar] [CrossRef]
- Sedláček, J.; Ctibor, P.; Kotlan, J.; Pala, Z. Dielectric properties of CaTiO3 coatings prepared by plasma spraying. Surf. Eng. 2013, 5, 384–389. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Label | Description: Powder-Firing Technique Temperature [°C]-Pressure [MPa]-Dwell Time [min] |
|---|---|
| P1 | Custom-synthesized powder |
| P2 | Commercial powder |
| A | P1-SPS 900-80-10 |
| B | P2-SPS 900-80-10 |
| C | P2-SPS 950-80-10 |
| D | P2-SPS 1000-80-10 |
| E | P1-HPF 1000-120 |
| F | P2-HPF 1050-120 |
| G | P2-HPF 1100-60 |
| H | P2-HPF 1100-120 |
| I | P2-HPF 1150-120 |
| J | P2-HPF 1050-120 slow cooling |
| K | P1-HPF 1100-120 slow cooling |
| L | SPS 950 * [22] |
| M | 950-np-600 [23] |
| N | 1050-np-240 [24] |
| O | 1050-np-600 [25] |
| P | 1050-np-960 [26] |
| Q | 1100-np-720 [24] |
| R | 1050-np-720 [27] |
| S | CaCu2.90Ti3.75O12 1050-np-120 [28] |
| T | 1100-np-120 [29] |
| U | 1100-np-600 [30] |
| Sample Label | Temperature [°C]-Pressure [MPa]-Dwell Time [min] | CCTO Content [%] | Other Phases | CCTO Lattice Parameters [nm] | CCTO Crystallite Size [nm] | Microhardness [GPa] * |
|---|---|---|---|---|---|---|
| P1 | Custom-synthesized Powder | 84.4 | CaTiO3 (11.2), CuO (2.1), NaCl (1.3), TiO2 (1.0) | n.a. | n.a. | n.a. |
| P2 | Commercial Powder | 88.9 | CuO (4.9), TiO2 (4.0), CaTiO3 (2.4) | n.a. | n.a. | n.a. |
| A | P1-SPS 900-80-10 | 48.6 | CaTiO3 (19.9), Cu2O (17.2), TiO2 (14.3) | a = 0.73899 | 234 | n.a. |
| B | P2-SPS 900-80-10 | 85.4 | Cu2O (7.0), TiO2 (4.4), CaTiO3 (2.2), CuO (1.0) | a = 0.73935 | 166 | n.a. |
| C | P2-SPS 950-80-10 | 71.4 | Cu2O (13.0), TiO2 (9.8), CaTiO3 (5.3), CuO (0.5) | a = 0.73934 | 133 | n.a. |
| D | P2-SPS 1000-80-10 | 6.3 | Cu2O (37.3), TiO2 (34.8), CaTiO3 (20.4), CuO (1.2) | a = 0.73983 | 193 | 13.5 ± 2.0 |
| E | P1-HPF 1000-120 | n.a. | n.a. | n.a. | GS ~ 5 − 30 µm | n.a. |
| F | P2-HPF 1050-120 | 96.4 | CuO (3.6) | a = 0.73933 | 301 GS ~ 2 µm | 12.0 ± 2.8 |
| O | 1050-np-600 [25] | 100 | n.a. | a = 0.73948 | GS 9.02 (±3.57) µm | n.a. |
| R | 1050-np-720 [27] | 100 | n.a. | a = 0.7394 | n.a. | n.a. |
| S | CaCu2.90Ti3.75O12 1050-np-120 [28] | 82 | CuO, TiO2, CaTiO3 | n.a. | GS 5.8 (±0.4) µm | n.a. |
| Sample | Porosity [%] | E.D. (Pore Size) [µm] | Pores Per mm2 | Circularity |
|---|---|---|---|---|
| A (SPS) | 10.4 ± 5.05 | 5.68 ± 0.29 | 66,016 ± 9290 | 0.661 ± 0.039 |
| E (HPF) | 6.29 ± 0.83 | 6.92 ± 0.20 | 3740 ± 292 | 0.810 ± 0.006 |
| Sample Label | Temperature [°C]-Pressure [MPa]-dwell Time [min] | Rel. Perm. at 1 kHz [-] | Loss Tan. at 1 kHz [-] | Rel. Perm. at 1 MHz [-] | Loss Tan. at 1 MHz [-] | Resistivity [Ωm] at 50 V DC |
|---|---|---|---|---|---|---|
| A | P1-SPS 900-80-10 | 2100 | 1.8 | n.a. | n.a. | 3.3 × 107 |
| B | P2-SPS 900-80-10 | 6700 | 2.8 | 1500 | 0.3 | 5.5 × 107 |
| C | P2-SPS 950-80-10 | 11,000 | 1.9 | 2500 | 0.3 | n.a. |
| D | P2-SPS 1000-80-10 | 67,000 | 1.7 | 5000 | 0.4 | 1.2 × 105 |
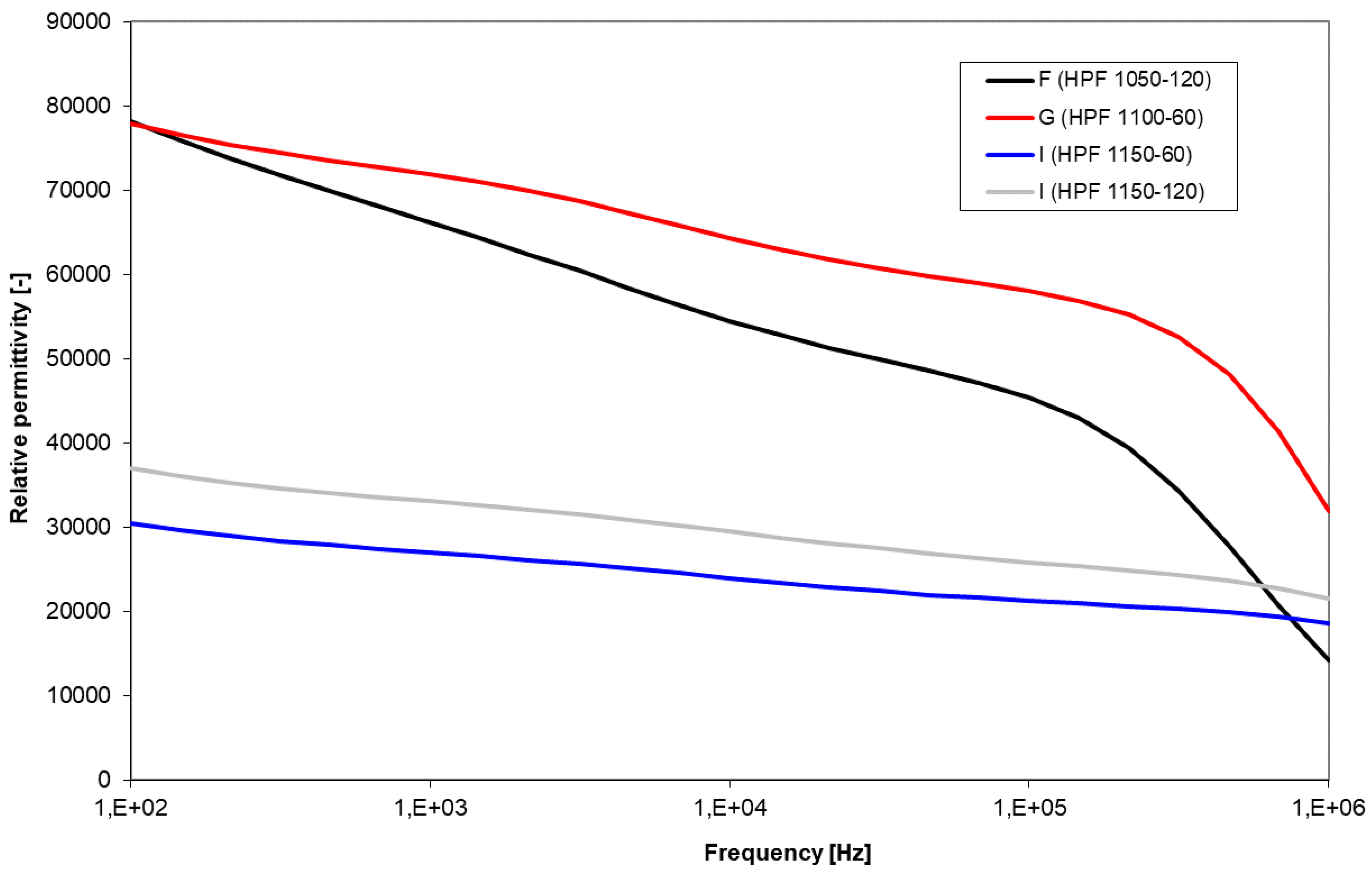
| F | P2-HPF 1050-120 | 66,000 | 0.12 | 14,000 | 1.3 | n.a. |
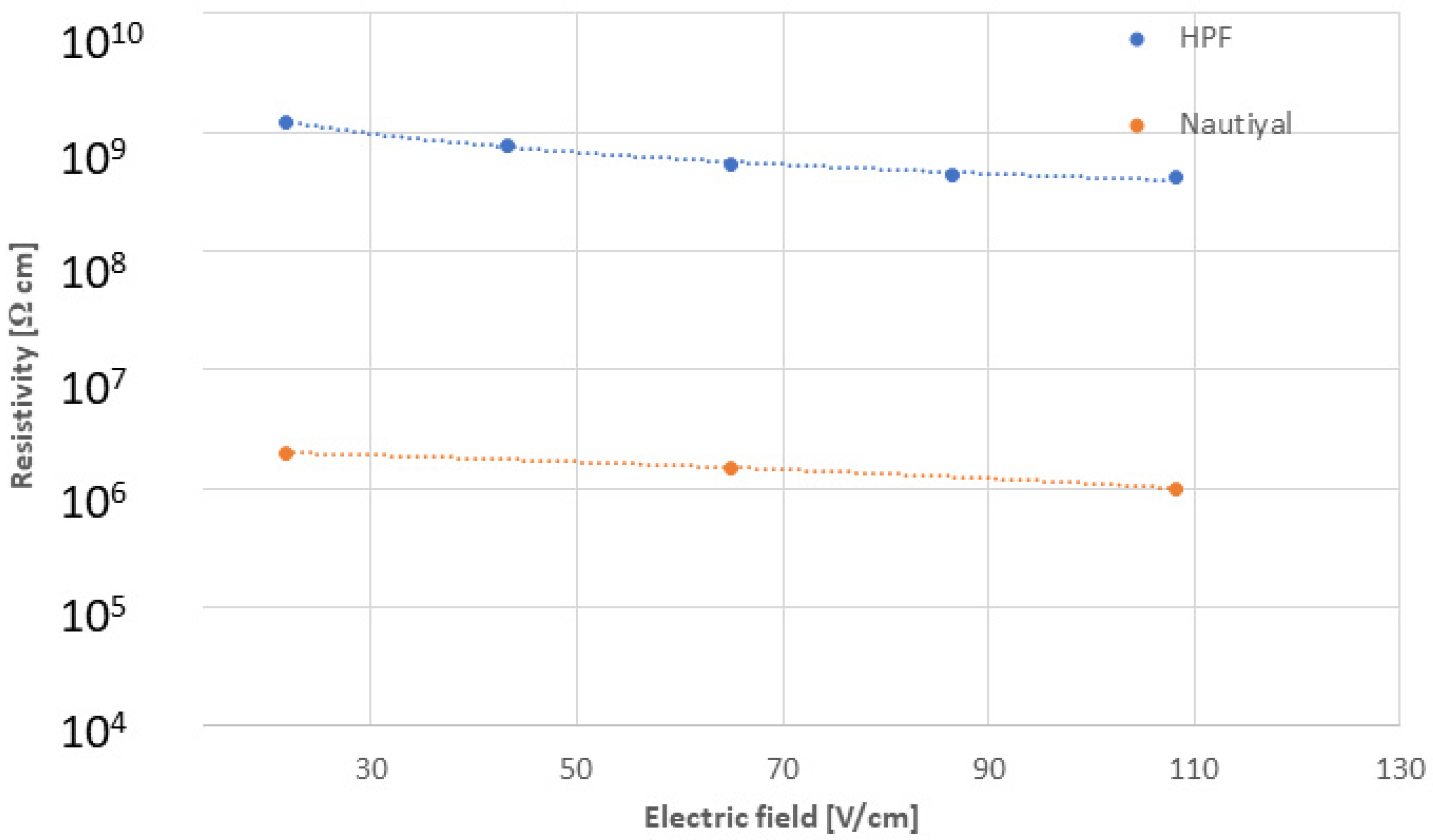
| G | P2-HPF 1100-60 | 71,800 | 0.06 | 32,000 | 0.9 | 9.3 × 105 |
| H | P2-HPF 1100-120 | 70,000 | 0.08 | 30,000 | 1.2 | 1.6 × 106 |
| I | P2-HPF 1150-120 | 33,000 | 0.08 | 22,000 | 0.13 | 6.2 × 106 |
| J | P2-HPF 1050-120 slow cooling | 55,000 | 0.1 | 10,000 | 1.1 | 3.0 × 106 |
| K | P1-HPF 1100-120 slow cooling | 32,000 | 0.1 | 12,000 | 1.0 | 8.7 × 105 |
| L [22] | SPS 950 * | (1000) | (0.2) | 1000 | 0.2 | n.a. |
| M [23] | 950-np-600 | 4,000,000 | 0.3 | 1,500,000 | 0.4 | Approx. 106 |
| N [24] | 1050-np-240 | 10,000 | 1.0 | 2000 | 0.7 | n.a. |
| O [25] | 1050-np-600 | 30,000 | 0.2 | 5000 | 1.1 | n.a. |
| P [26] | 1050-np-960 | Approx. 3400 | n.a. | n.a. | n.a. | 4.02 × 107 |
| Q [24] | 1100-np-720 | 2,000,000 | 2.2 | 90,000 | 1.2 | n.a. |
| S [28] | CaCu2.90Ti3.75O12 1050-np-120 | 21,500 | 0.1 | 12,000 | 0.7 | n.a. |
| T [29] | 1100-np-120 | 17,000 | Approx. 0.1 | 10,000 | 1.0 | Approx. 106 |
| U [30] | 1100-np-600 | 15,600 | 0.2 | 12,400 | 0.5 | n.a. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrášek, J.; Ctibor, P.; Sedláček, J.; Lukáč, F. Synthesis and Pressure-Assisted Sintering of CaCu3Ti4O12 Dielectrics. Ceramics 2021, 4, 447-466. https://doi.org/10.3390/ceramics4030033
Petrášek J, Ctibor P, Sedláček J, Lukáč F. Synthesis and Pressure-Assisted Sintering of CaCu3Ti4O12 Dielectrics. Ceramics. 2021; 4(3):447-466. https://doi.org/10.3390/ceramics4030033
Chicago/Turabian StylePetrášek, Jan, Pavel Ctibor, Josef Sedláček, and Frantisek Lukáč. 2021. "Synthesis and Pressure-Assisted Sintering of CaCu3Ti4O12 Dielectrics" Ceramics 4, no. 3: 447-466. https://doi.org/10.3390/ceramics4030033
APA StylePetrášek, J., Ctibor, P., Sedláček, J., & Lukáč, F. (2021). Synthesis and Pressure-Assisted Sintering of CaCu3Ti4O12 Dielectrics. Ceramics, 4(3), 447-466. https://doi.org/10.3390/ceramics4030033