
Pathway towards a High Recycling Content in Traditional Ceramics


Abstract
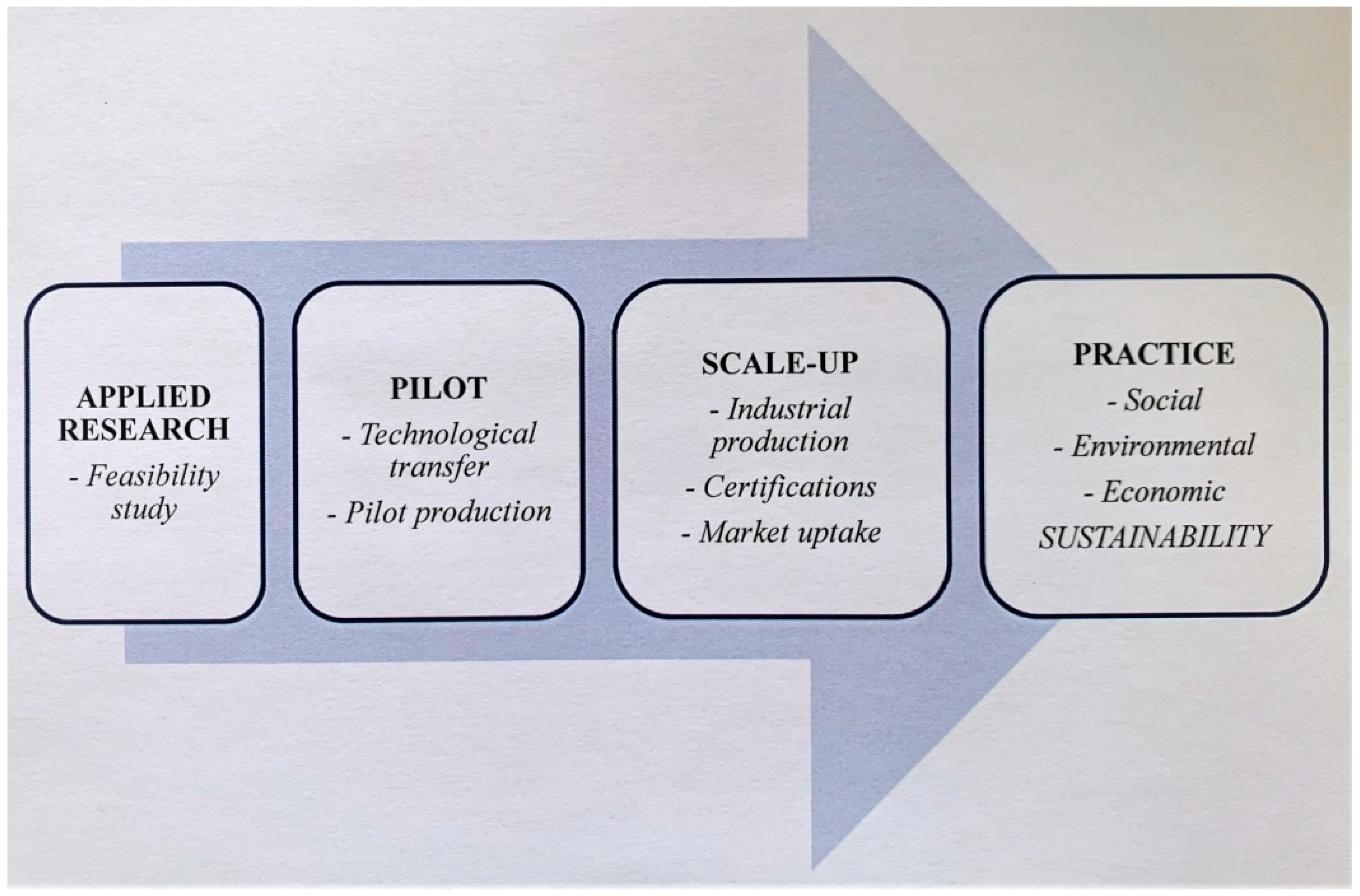
:1. Introduction
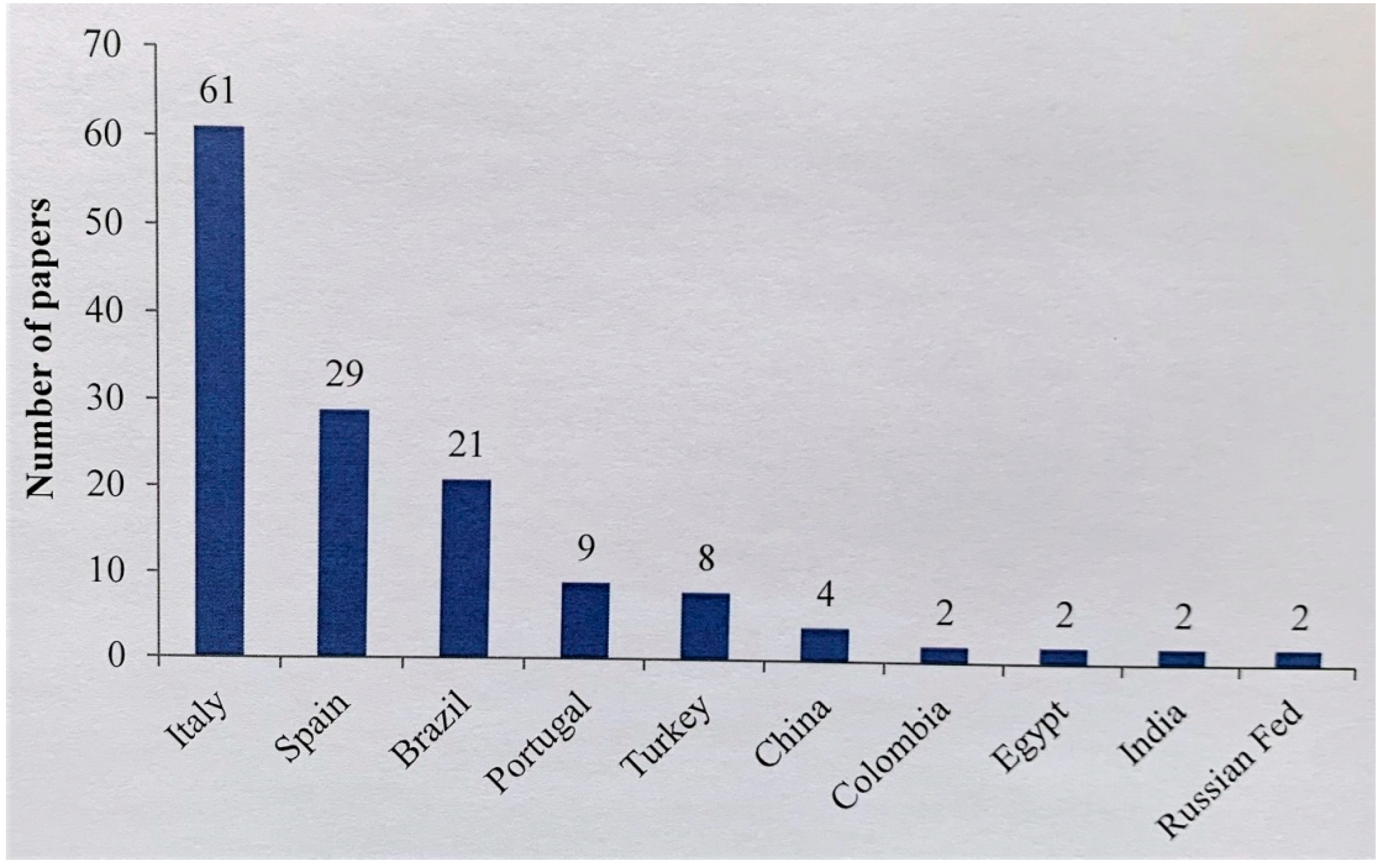
- “Applied research” demonstrates the feasibility of work, also considering the waste availability. Since 2000, many scientific papers have been focused on porcelain stoneware tiles and about 20% of them dealt with waste recycling. A search on the Scopus website [18], using “porcelain stoneware” as a keyword, showed more than 400 papers and about 140 of them are about “waste recycling”. Most of these scientific papers (more than 60) were made in Italy (see Figure 2);
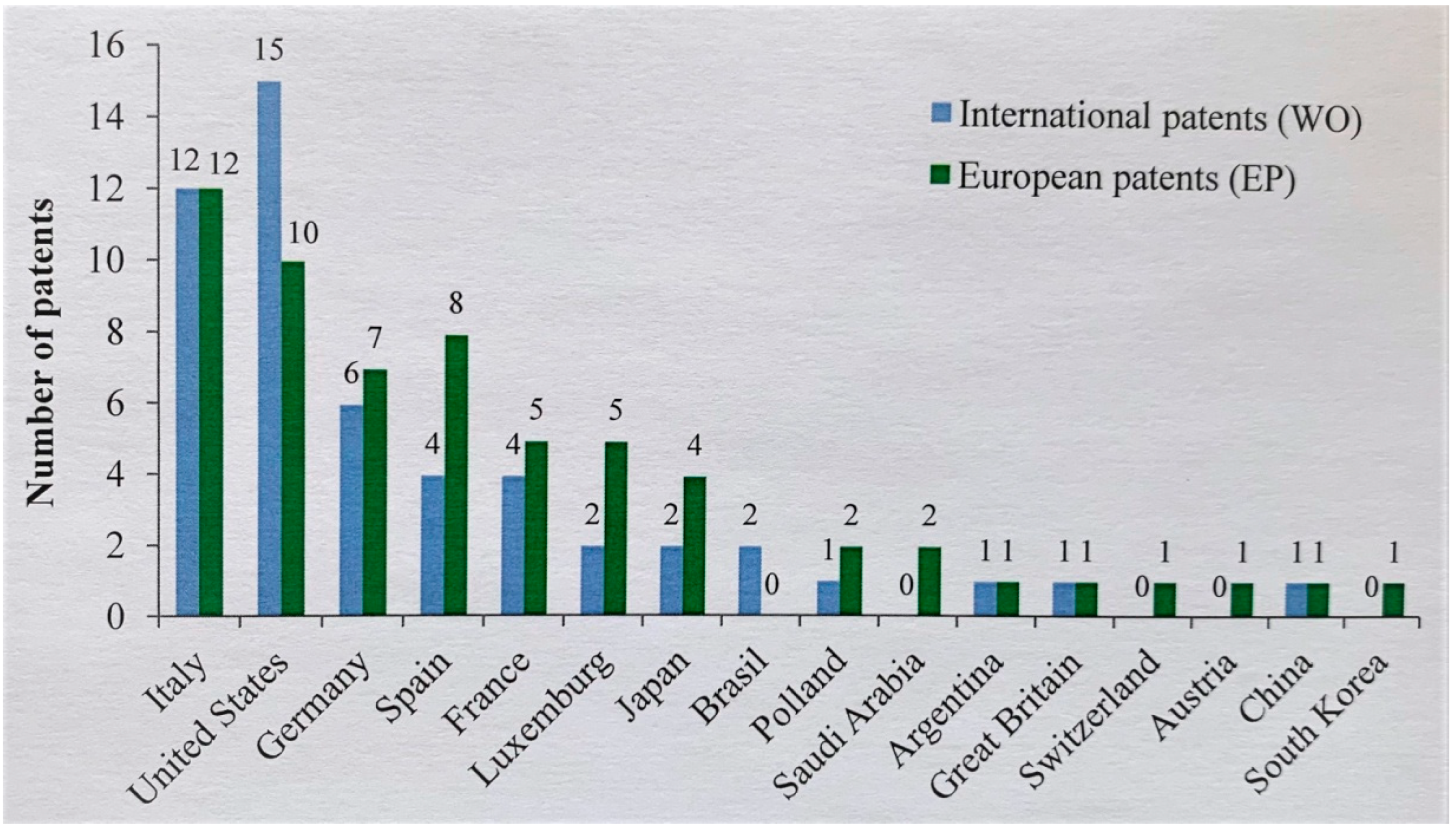
- The “pilot” scale consists of a technological transfer from the laboratory to the industrial level and the industrial pilot production (a relatively small production carried out in the industrial plant). For the state of the art of the pilot milestone, the patents results based on the Free Patents Online website [19] are shown in Figure 3. In the last 20 years, 112 patents have been registered concerning the ceramic waste recycling. Most of them are European (61) and fewer have international scope (51). However, after a deeper analysis of these registered patents, only four of them deal with material recycling in porcelain bodies [20,21,22,23];
- The “scale-up” milestone includes actual industrial production, product certification and market uptake. For the scale-up milestone state of the art, projects close to the market were considered. In particular, the Life EU project database [24] and the Eco-Innovation EU projects database [25] were checked. These databases showed 23 projects on ceramic tiles and glazes (16 led by Italian partners and 7 by Spanish ones) but only five projects deal with ceramic tiles and recycling. Three of them are not focused on porcelain stoneware tiles [26,27,28] but deal with ceramic wall tiles or glazed ceramic tiles for outdoor use. The other two projects [29,30] are both already finished. The GLASS PLUS project [29] was about recycling of 20% of the glass from the cathode ray tubes of dismantled televisions. The other one, WINCER [30], aimed to recycle at least 70% of pre- and post-consumer waste, while it reached 85% of recycled materials;
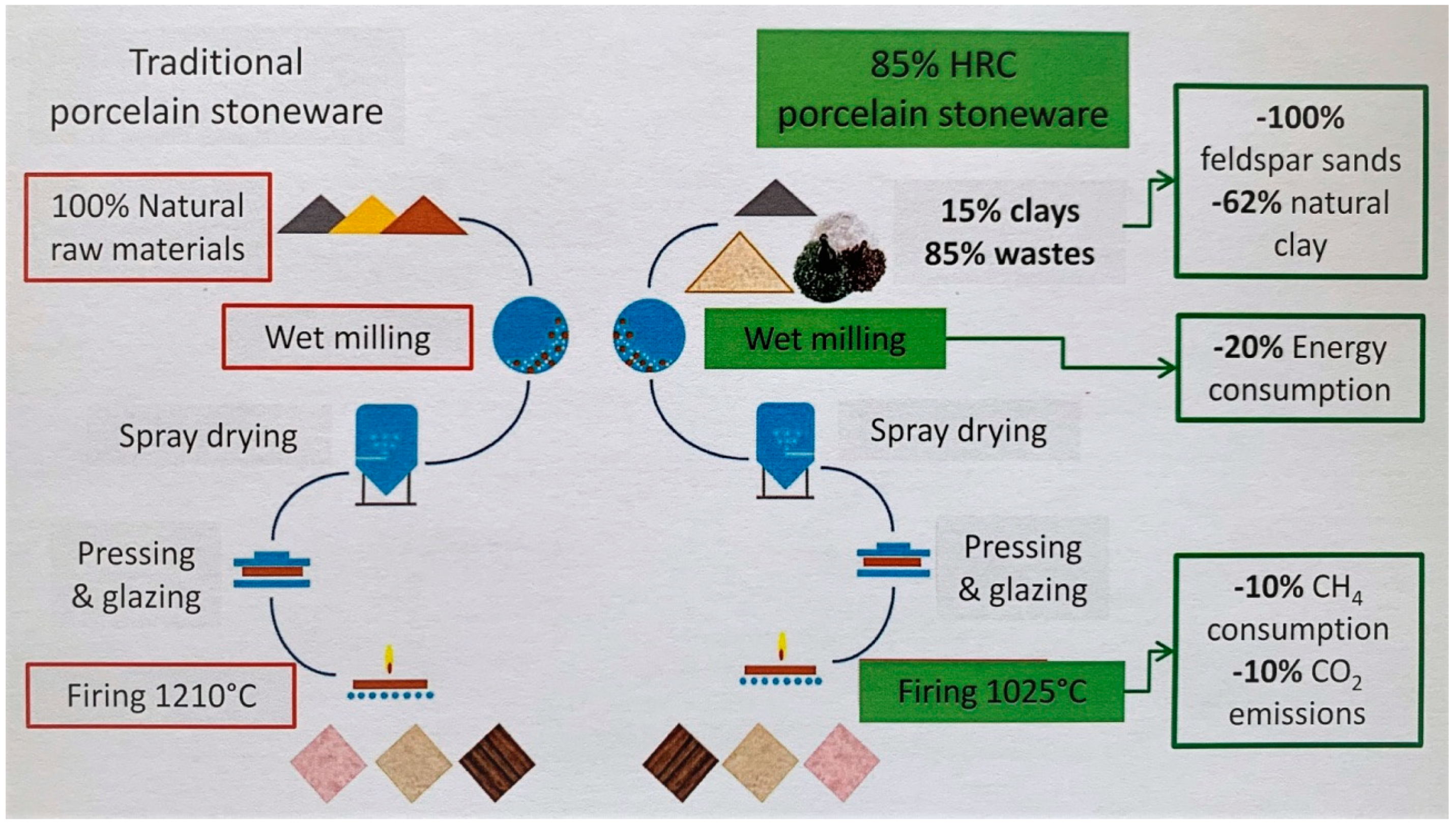
- Industrial “practice” becomes a reality when all the previous steps have been successfully achieved and the pathway is consolidated. In this last phase, the concrete benefits of sustainability (social, environmental and economic) can be reached. As an example of path towards concrete innovation in tile mix design, the WINCER project was selected for its ambitious targeted results with undeniable sustainability benefits. This project, completed in December 2017, demonstrated the feasibility of industrially producing high quality ceramic tiles using pre- and post-consumer wastes, thus replacing a huge amount (85 wt%) of natural raw materials.
2. Materials and Methods
- -
- Photochemical Ozone Creation Potential (POCP): ozone formation in the lower atmosphere causing summer smog;
- -
- Ozone Depletion Potential (OPD): ozone depletion in the higher atmosphere;
- -
- Global Warming Potential (GWP): greenhouse gases causing climate change;
- -
- Eutrophication Potential (EP): emissions causing over-fertilisation of soil or water;
- -
- Acidification Potential (AP): emissions causing acidifying effects (acid rain, forest decline);
- -
- Abiotic Depletion Potential fossil (ADPf): scarcity of resources (fossil energy carriers);
- -
- Abiotic Depletion Potential elementary (ADPe): scarcity of resources (ores, silicates).
3. Results and Discussion
3.1. Applied Research
3.2. Pilot Scale
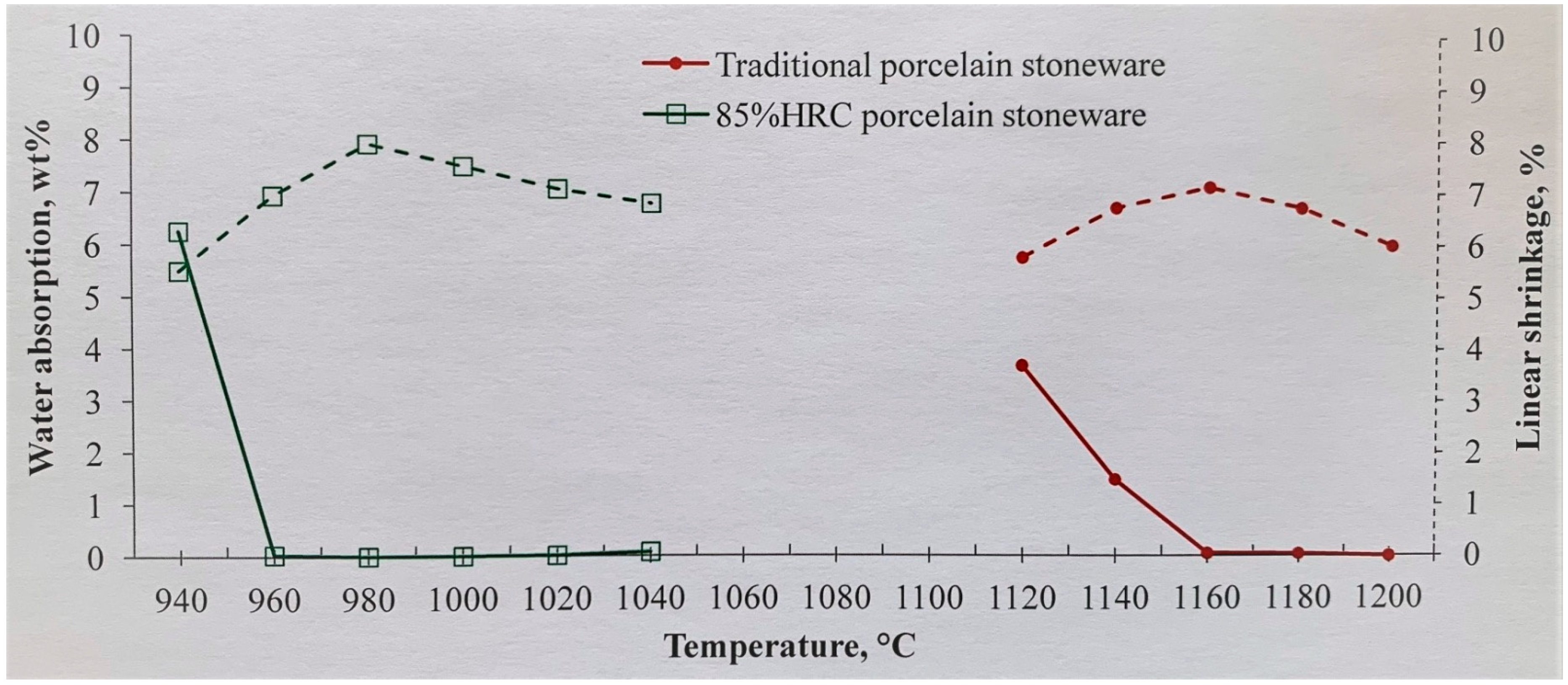
3.3. Industrial Scale-Up and Practice
4. Conclusions
- -
- Acquiring world leadership in waste-based ceramic materials. The use of at least 85% recycled materials strengthens the waste market, which becomes a valuable resource and helps preserve natural stocks of virgin and important minerals such as clays, limestone and feldspar and also reduces imports of minerals such as zirconia, bauxite and magnesia from overseas;
- -
- Widening the market for more sustainable ceramic products to replace other materials such as concrete, granite and marble. These innovative tiles are not only able to minimise the environmental impact of the extracting natural materials in the quarries or the felling trees, but also divert waste from landfills and reuse industrial scraps;
- -
- Reducing in the energy consumption of the milling and firing processes (electricity and methane are the highest factors of impact on the production cost of tile);
- -
- Improving health in the workplace thanks to the lower amount of free crystalline silica in the ceramic body.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sanchez, A. Solar reflectance index of ceramic tiles. Ceram. World Rev. 2020, 136, 80–82. [Google Scholar]
- Casolari, C. Silver-treated bactericidal tiles. Ceram. World Rev. 2020, 136, 104–105. [Google Scholar]
- Franzoni, E.; Bignozzi, M.C.; Rambaldi, E. TiO2 in the building sector. In Titanium Dioxide (TiO2) and Its Applications; Parrino, F., Palmisano, L., Dean, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2021; pp. 449–479. [Google Scholar]
- Verdi, G. Italcer Group launches Advance, antibacterial & bio-air purifying. Ceram. World Rev. 2020, 137, 96–98. [Google Scholar]
- Gatti, P. The path towards plant digitalisation. Ceram. World Rev. 2020, 138, 66–68. [Google Scholar]
- Sichi, M. The digital line and logistic 4.0. Ceram. World Rev. 2020, 138, 70–74. [Google Scholar]
- Cricca, G. Inks with a high solid content. More colour, greater sustainability. Ceram. World Rev. 2020, 136, 58–62. [Google Scholar]
- Indagini Statistiche Sull’industria Italiana; Confindustria Ceramica: Sassuolo, Italy, 2019; Available online: http://www.confindustriaceramica.it/site/home/bookstore/studi-di-settore/indagine-statistica-sullindustria-italiana----piastrelle-di-ceramica.html (accessed on 9 June 2021).
- Ros-Dosdà, T.; Fullana-i-Palmer, P.; Mezquita, A.; Masoni, P.; Monfort, E. How can the European ceramic tile industry meet the EU’s low-carbon targets? A life cycle perspective. J. Clean. Prod. 2018, 199, 554–564. [Google Scholar] [CrossRef]
- Dondi, M.; Garcia-Ten, J.; Rambaldi, E.; Zanelli, C.; Vicent-Cabedo, M. Resource efficiency versus market trends in the ceramic tile industry: Effect on the supply chain in Italy and Spain. Resour. Conserv. Recycl. 2021, 168, 105271. [Google Scholar] [CrossRef]
- Rapporto Integrato Ambientale, 2018–2019; Confindustria Ceramica: Sassuolo, Italy. Available online: http://www.confindustriaceramica.it/site/home/aree-e-servizi/ambiente/rapporto-integrato-benchmarking.html (accessed on 9 June 2021).
- Sancassiani, W. The Ceramic Product and Production Process and the Circular Economy. Ceram. Inf. 2019. Available online: https://www.ceramica.info/en/articoli/ceramic-process-circular-economy/ (accessed on 11 June 2021).
- Communication from the Commission to the European Parliamet, the Council, the European Economic and Social Committee and the Committee of the Regions, Closing the loop—An EU action plan for the Circular Economy, COM/2015/614 final. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52015DC0614 (accessed on 15 June 2021).
- Communication from the Commission to the European Parliamet, the Council, the European Economic and Social Committee and the Committee of the Regions, A new Circular Economy Action Plan For a cleaner and more competitive Europe, COM/2020/98 final. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A52020DC0098 (accessed on 15 June 2021).
- Bernardo, E.; Esposito, L.; Rambaldi, E.; Tucci, A. Recycle of waste glass into Glass-Ceramic Stoneware. J. Am. Ceram. Soc. 2008, 91, 2156–2162. [Google Scholar] [CrossRef]
- Bernardo, E.; Esposito, L.; Rambaldi, E.; Tucci, A. Glass based stoneware as a promising route for the recycling of waste glass. Adv. Appl. Ceram. 2009, 108, 2–8. [Google Scholar] [CrossRef]
- Zanelli, C.; Conte, S.; Molinari, C.; Soldati, R.; Dondi, M. Review Waste Recycling in ceramic tiles: A technological outlook. Resour. Conserv. Recycl. 2021, 168, 105289. [Google Scholar] [CrossRef]
- Scopus Database. Available online: https://www.scopus.com/ (accessed on 3 June 2021).
- Free Patents Online Database. Available online: https://www.freepatentsonline.com/search.html (accessed on 7 June 2021).
- WO/2019/207435A1. Pre-Treatment Process of Ashes Residual from the Combustion of Urban Waste. Available online: https://patentimages.storage.googleapis.com/d6/67/e3/7d2fd119661d06/WO2019207435A1.pdf (accessed on 17 June 2021).
- EP3263239A1. Method for Producing Cladding or Facade Glass Tiles Made of Waste Cathode Ray Tube Glass (CRT) and a CRT Glass Tile. Available online: https://patentimages.storage.googleapis.com/de/2f/aa/25987ba3185163/EP3263239A1.pdf (accessed on 17 June 2021).
- EP2248782B1. A Process for Making a Ceramic Tile, in which the Waste Is Colour Separate and Reused. Available online: https://patentimages.storage.googleapis.com/ce/c9/43/9e07c5c75e6738/EP2248782B1.pdf (accessed on 17 June 2021).
- WO/2011/030366A3. Tile Made with a Ceramic Mixture Comprising CRT Glass. Available online: https://patentimages.storage.googleapis.com/21/2b/ae/3ab925332f46a5/WO2011030366A3.pdf (accessed on 17 June 2021).
- EU-LIFE Projects Database. Available online: https://webgate.ec.europa.eu/life/publicWebsite/index.cfm/ (accessed on 9 June 2021).
- EU-ECO-Innovation Projects Database. Available online: https://wayback.archive-it.org/12090/20210310135859/https://ec.europa.eu/environment/eco-innovation/projects/ (accessed on 9 June 2021).
- LIFE EggshellenCE Project, LIFE19/ENV/ES/000121. Eggshell: A Potential Raw Material for CEramic Wall Tile. 2019. Available online: https://www.lifeeggshellence.eu/en/eggshellenceproject/ (accessed on 14 June 2021).
- LIFE Foundrytile Project, LIFE14/ENV/ES/000252. Valorization of Iron Foundry Sands and Dust in the Ceramic Tile Production Process. 2014. Available online: https://www.foundrytile.eu/ (accessed on 14 June 2021).
- LIFE CERAM Project, LIFE12/ENV/ES/000230. Zero Waste in Ceramic Tile Manufacture. 2012. Available online: https://www.lifeceram.eu/media/12930/Final_report2.pdf (accessed on 14 June 2021).
- GLASS PLUS Project, ECO/09/256055. Sustainable Ceramic Tiles from Cathodic Ray Tube. 2011. Available online: https://pdc.minambiente.it/en/area/temi/wastes/glassplus-project (accessed on 15 June 2021).
- WINCER project, ECO/13/630426. Waste Synergy in the Production of INovative CERamic Tiles. 2017. Available online: http://www.wincer-project.eu/ (accessed on 15 June 2021).
- ISO 10545-3:2018. Ceramic tiles—Part 3: Determination of water absorption, apparent porosity, apparent relative density and bulk density. Available online: https://www.iso.org/obp/ui/#iso:std:iso:10545:-3:ed-2:v1:en (accessed on 1 June 2021).
- Rambaldi, E.; Carty, W.M.; Tucci, A.; Esposito, L. Using waste glass as a partial flux substitution and pyroplastic deformation of porcelain stoneware tile body. Ceram. Int. 2007, 33, 727–733. [Google Scholar] [CrossRef]
- EN 14411:2016. Ceramic tiles—Definition, Classification, Characteristics, Assessment and Verification of constancy of Performance and Marking. Available online: https://standards.iteh.ai/catalog/standards/cen/d33e61b4-2316-4d49-9d5a-5c74cfcf9b3a/en-14411-2016 (accessed on 1 June 2021).
- ISO 10545-2:2018. Ceramic Tiles—Part 2: Determination of Dimensions and Surface Quality. Available online: https://www.iso.org/obp/ui/#iso:std:iso:10545:-2:ed-2:v1:en (accessed on 1 June 2021).
- ISO 10545-4:2019. Ceramic Tiles—Part 4: Determination of Modulus of Rupture and Breaking Strength. Available online: https://www.iso.org/obp/ui/#iso:std:iso:10545:-4:ed-4:v1:en (accessed on 1 June 2021).
- ISO 10545-5:1996. Ceramic Tiles—Part 5: Determination of Impact Resistance by Measurement of Coefficient of Restitution. Available online: https://www.iso.org/standard/18619.html (accessed on 1 June 2021).
- ISO 10545-7:1996. Ceramic Tiles—Part 7: Determination of Resistance to Surface Abrasion for Glazed Tiles. Available online: https://www.iso.org/obp/ui/#iso:std:iso:10545:-7:ed-1:v1:en (accessed on 1 June 2021).
- ISO 10545-8:2014. Ceramic Tiles—Part 8: Determination of Linear Thermal Expansion. Available online: https://www.iso.org/obp/ui/#iso:std:iso:10545:-8:ed-2:v1:en (accessed on 1 June 2021).
- ISO 10545-10:2021. Ceramic Tiles—Part 10: Determination of Moisture Expansion. Available online: https://www.iso.org/obp/ui#iso:std:iso:10545:-10:ed-2:v2:en (accessed on 1 June 2021).
- ISO 10545-12:1995. Ceramic Tiles—Part 12: Determination of Frost Resistance. Available online: https://www.iso.org/standard/18625.html (accessed on 1 June 2021).
- ISO 10545-13:2016. Ceramic Tiles—Part 13: Determination of Chemical Resistance. Available online: https://www.iso.org/standard/60975.html (accessed on 1 June 2021).
- ISO 10545-14:2015. Ceramic Tiles—Part 14: Determination of Resistance to Stains. Available online: https://www.iso.org/standard/60972.html (accessed on 1 June 2021).
- ISO 10545-15:2021. Ceramic Tiles—Part 15: Determination of Lead and Cadmium given off by tiles. Available online: https://www.iso.org/standard/72271.html (accessed on 1 July 2021).
- ISO 14040:2006. Environmental Management—Life Cycle Assessment—Principles and Framework. Available online: https://www.iso.org/standard/37456.html (accessed on 18 June 2021).
- ISO 14044:2006. Environmental Management—Life Cycle Assessment—Requirements and Guidelines. Available online: https://www.iso.org/standard/38498.html (accessed on 18 June 2021).
- EN 15804:2012+A2:2019. Sustainability of Construction Works. Environmental Product Declarations. Core Rules for the Product Category of Construction Products. Available online: https://standards.iteh.ai/catalog/standards/cen/c98127b4-8dc2-48a4-9338-3e1366b16669/en-15804-2012a2-2019 (accessed on 21 June 2021).
- Good Practice Guide on Workers Health Protection through the Good Handling and Use of Crystalline Silica and Product Containing It. Available online: https://www.nepsi.eu/es (accessed on 21 June 2021).
- EU-Directive 2017/2398 of the European Parliament and of the Council of 12 December 2017 Amending Directive 2004/37/EC on the Protection of Workers from the Risks Related to Exposure to Carcinogens or Mutagens at Work. Available online: https://eur-lex.europa.eu/eli/dir/2017/2398/oj (accessed on 21 June 2021).
- EN 481:1993. Workplace Atmospheres—Size fraction Definitions for Measurement of Airbone Particles. Available online: https://standards.iteh.ai/catalog/standards/cen/646a21ce-c8a0-4915-8da8-ec743fde090b/en-481-1993 (accessed on 21 June 2021).
- Souza, G.P.; Rambaldi, E.; Tucci, A.; Esposito, L.; Lee, W.E. Microstructural variation in porcelain stoneware as a function of flux system. J. Am. Ceram. Soc. 2004, 87, 1959–1966. [Google Scholar] [CrossRef]
- Iqhal, Y.; Lee, W.E. Microstructural evolution in triaxial porcelain stoneware. J. Am. Ceram. Soc. 2000, 83, 3121–3127. [Google Scholar]
- Lugli, S.; Piancastelli, G. Exposure to respirable Crystalline silica in the ceramic industry: New legislation. Ceram. World Rev. 2021, 142, 90–92. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 85% HRC Mix | Traditional Porcelain Stoneware Mix | |
|---|---|---|
| Loss on ignition | 2.92 | 3.88 |
| SiO2 | 74.30 | 70.70 |
| Al2O3 | 10.51 | 18.58 |
| TiO2 | 0.13 | 0.62 |
| Fe2O3 | 0.67 | 0.75 |
| CaO | 4.43 | 0.69 |
| MgO | 0.47 | 0.39 |
| K2O | 1.23 | 2.80 |
| Na2O | 5.34 | 1.59 |
| 85% HRC Mix | Traditional Porcelain Stoneware Mix | |
|---|---|---|
| Quartz | 12.0 | 27.3 |
| Illite | 8.1 | 15.8 |
| Kaolinite | 7.7 | 12.3 |
| Plagioclase | 15.2 | 37.6 |
| Microcline | 2.4 | 4.5 |
| Amorphous phase | 54.6 | 2.5 |
| 85% HRC Porcelain Stoneware Fired at 960 °C | Traditional Porcelain Stoneware Fired at 1160 °C | |
|---|---|---|
| Quartz | 7.6 wt% 1 | 21.3 wt% 2 |
| Plagioclase | 14.8 wt% 2 | 9.4 wt% 2 |
| Mullite | - | 5.4 wt% 1 |
| Wollastonite | 8.5 wt% 1 | - |
| Amorphous phase | 69.1 wt% | 63.9 wt% |
| Crystalline index | 30 % | 6 % |
| 85% HRC Porcelain Stoneware Fired at 960 °C | Traditional Porcelain Stoneware Fired at 1160 °C | |
|---|---|---|
| Pyroplastic deformation | 0.5 ± 0.2 mm | 0.4 ± 0.3 mm |
| Closed porosity | 14 ± 3% | 9 ± 3% |
| Flexural strength | 80 ± 2 MPa | 83 ± 2 MPa |
| Young’s modulus | 69 ± 1 GPa | 57 ± 1 GPa |
| Weibull’s modulus | 15 | 16 |
| Standard | Description | Sampling | Requirement | Result |
|---|---|---|---|---|
| ISO 10545-3 | Water absorption | 5 specimens 20 cm × 20 cm cut from 5 tiles | E(b) ≤ 0.5% Max single value 0.6% | E(b) = 0.1% Max single value 0.1% |
| ISO 10545-2 | Dimension | 7 whole tiles 30 cm × 60 cm | Length and wideness ± 0.6% Thickness ± 5% Straightness of edges ± 0.5% Orthogonality ± 0.5% Surface quality 95% without defects | −0.3% −2.9% 0.1% −0.2% 100% without defects |
| ISO 10545-4 | Flexural strength | 7 whole tiles 30 cm × 60 cm | Breaking strength > 1300 N Flexural tensile strength > 35 N/mm2 | 1599 N 42.3 N/mm2 |
| ISO 10545-5 | Impact resistance | 5 specimens 7.5 cm × 7.5 cm cut from 5 tiles | Coefficient of restitution > 0.55 | 0.73 |
| ISO 10545-7 | Abrasion resistance | 11 specimens 10 cm × 10 cm | Declared value (Min. class 4) | Class 4 |
| ISO 10545-8 | Coeff. of expansion | 2 specimens 2.5 × 0.5 × 0.5 cm3 | Declared value | 7.9–8.2 × 10−6 °C−1 |
| ISO 10545-10 | Humidity expansion | 3 whole tiles 30 cm × 60 cm | Declared value (max. 0.6 mm/m) | 0.1 |
| ISO 10545-12 | Frost resistance | 10 whole tiles 30 cm × 60 cm | Resistant (0 tiles with defects) | 0 tiles with defects |
| ISO 10545-13 | Chemical resistance | 3 specimens 5 cm × 5 cm cut from 3 tiles | Low conc. acid and base: declared High conc. acid and base: declared Household chemicals and swimming pool salts: min. class B | Class A Class A Class A |
| ISO 10545-14 | Stain resistance | 5 specimens 15 cm × 15 cm cut from 5 tiles | Chrome green oil: min class 3 Iodine solution: min class 3 Olive oil: min class 3 | Class 5 Class 5 Class 5 |
| ISO 10545-15 | Pb and Cd release | 3 specimens 15 cm × 15 cm cut from 3 tiles | Declared value (food contact Dir. 2005/31/CE: max 0.8 mg/dm2) | <0.001 mg/dm2 |
| Environmental Indicators (EN 15804) | 85% HRC Porcelain Stoneware | Traditional Porcelain Stoneware |
|---|---|---|
| GWP [kg CO2-eq.] | 1.09 % | 24–25 % |
| ODP [kg CFC11-eq.] | 0.43 % | 69–75 % |
| AP [kg SO2-eq.] | 2.80 % | 54–56 % |
| EP [kg (PO4)3-eq.] | 3.35 % | 26–27 % |
| POCP [kg Ethen-eq.] | 2.08 % | 37–39 % |
| 85% HRC Mix | Traditional Porcelain Stoneware Mix | |
|---|---|---|
| RCS potential | 1.9% | 5.2% |
| 85% HRC Tile | Traditional Porcelain Stoneware Tile | |||||
|---|---|---|---|---|---|---|
| Composition | Cost/ton | Cost/m2 | Composition | Cost/ton | Cost/m2 | |
| Clays | 3.3 kg | 79 € | 0.26 € | 7.92 kg | 69 € | 0.55 € |
| Feldspars and sands | - | 14.08 kg | 38.9 € | 0.55 € | ||
| Pre-consumer waste | 6.6 kg | 1 € | 0.0066 € | - | ||
| Post-consumer waste | 12.1 kg | 30 € | 0.363 € | - | ||
| Chemicals | 0.002 € | 0.002 € | ||||
| Milling | 25 € | 0.55 € | 30 € | 0.66 € | ||
| TOTAL | 22 kg | 1.18 € | 22 kg | 1.76 € | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rambaldi, E. Pathway towards a High Recycling Content in Traditional Ceramics. Ceramics 2021, 4, 486-501. https://doi.org/10.3390/ceramics4030036
Rambaldi E. Pathway towards a High Recycling Content in Traditional Ceramics. Ceramics. 2021; 4(3):486-501. https://doi.org/10.3390/ceramics4030036
Chicago/Turabian StyleRambaldi, Elisa. 2021. "Pathway towards a High Recycling Content in Traditional Ceramics" Ceramics 4, no. 3: 486-501. https://doi.org/10.3390/ceramics4030036
APA StyleRambaldi, E. (2021). Pathway towards a High Recycling Content in Traditional Ceramics. Ceramics, 4(3), 486-501. https://doi.org/10.3390/ceramics4030036