
Upgrading Carthamus by HTC: Improvement of Combustion Properties



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Hydrothermal Carbonization Processes
2.3. Characterization Techniques
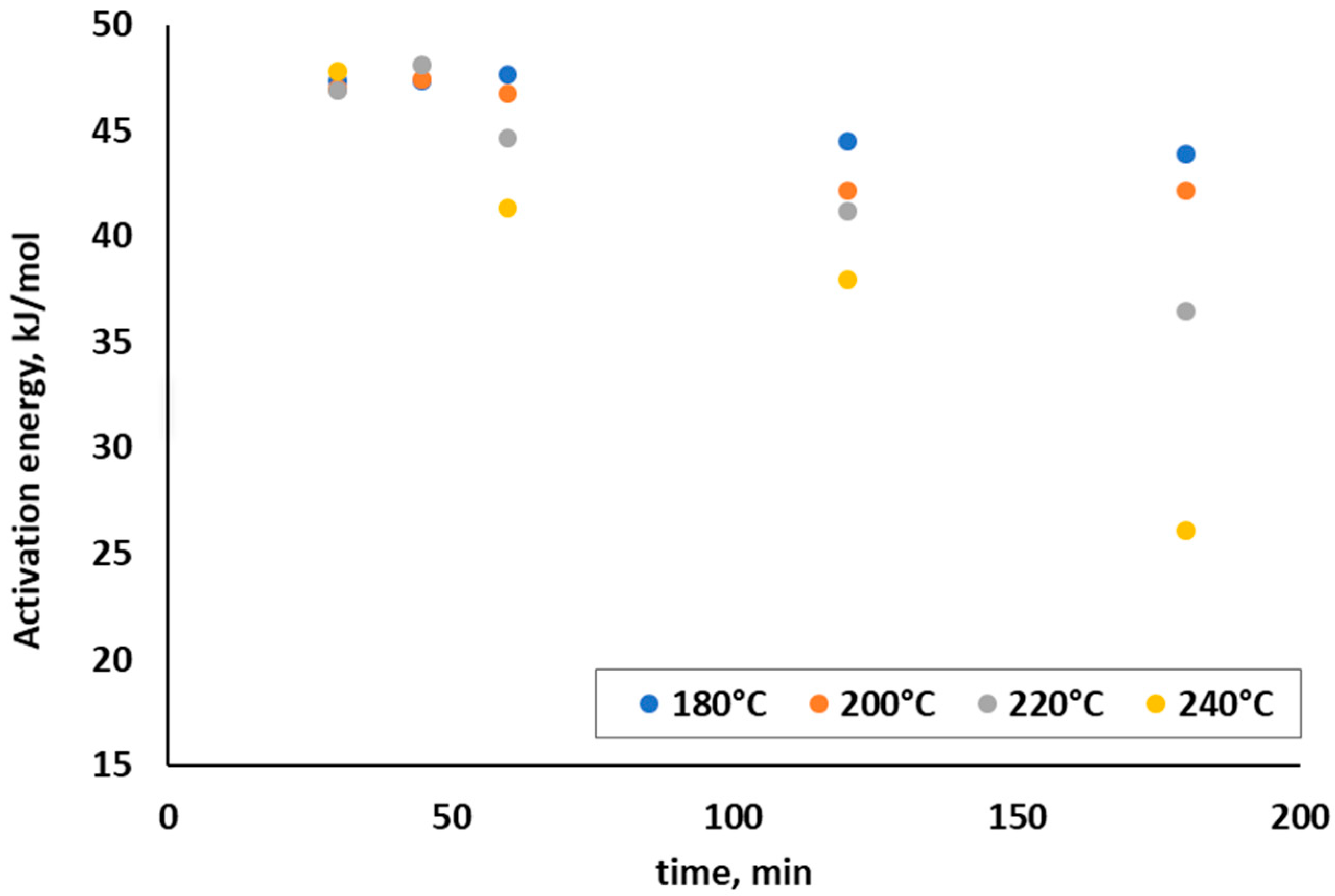
2.4. Kinetic Study
3. Results
3.1. HTC Processes
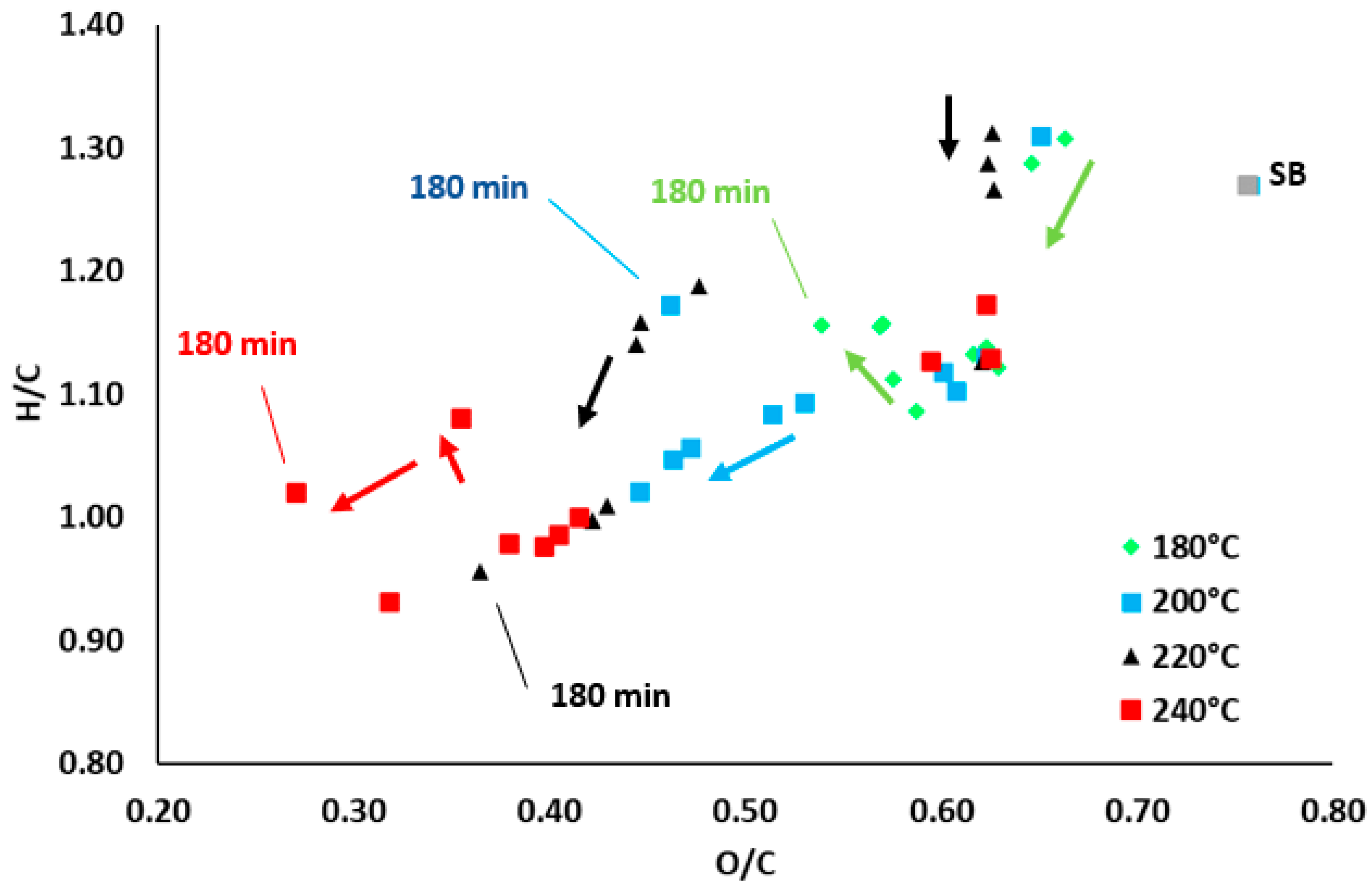
3.1.1. Influence of Thermodynamical Properties
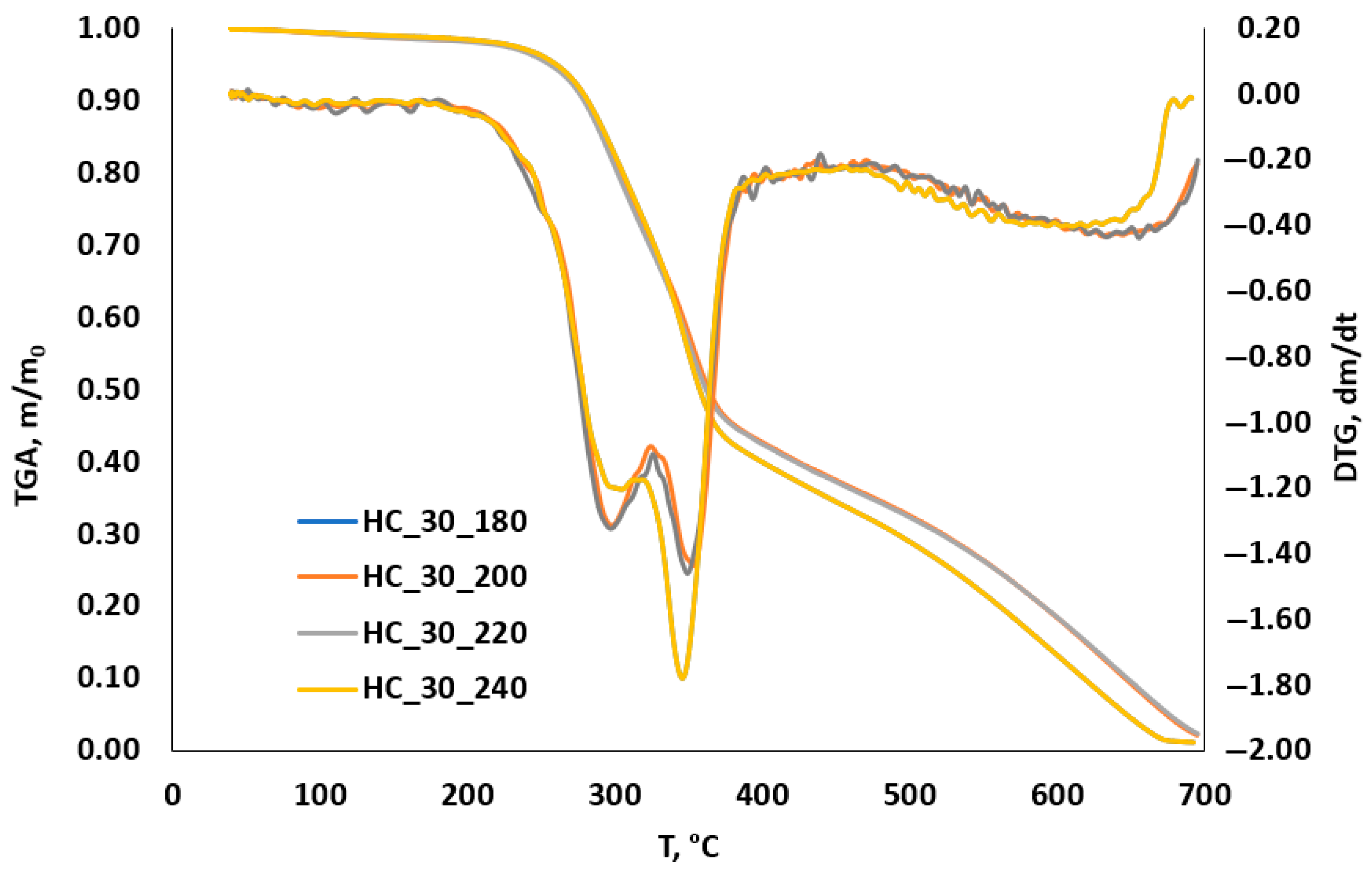
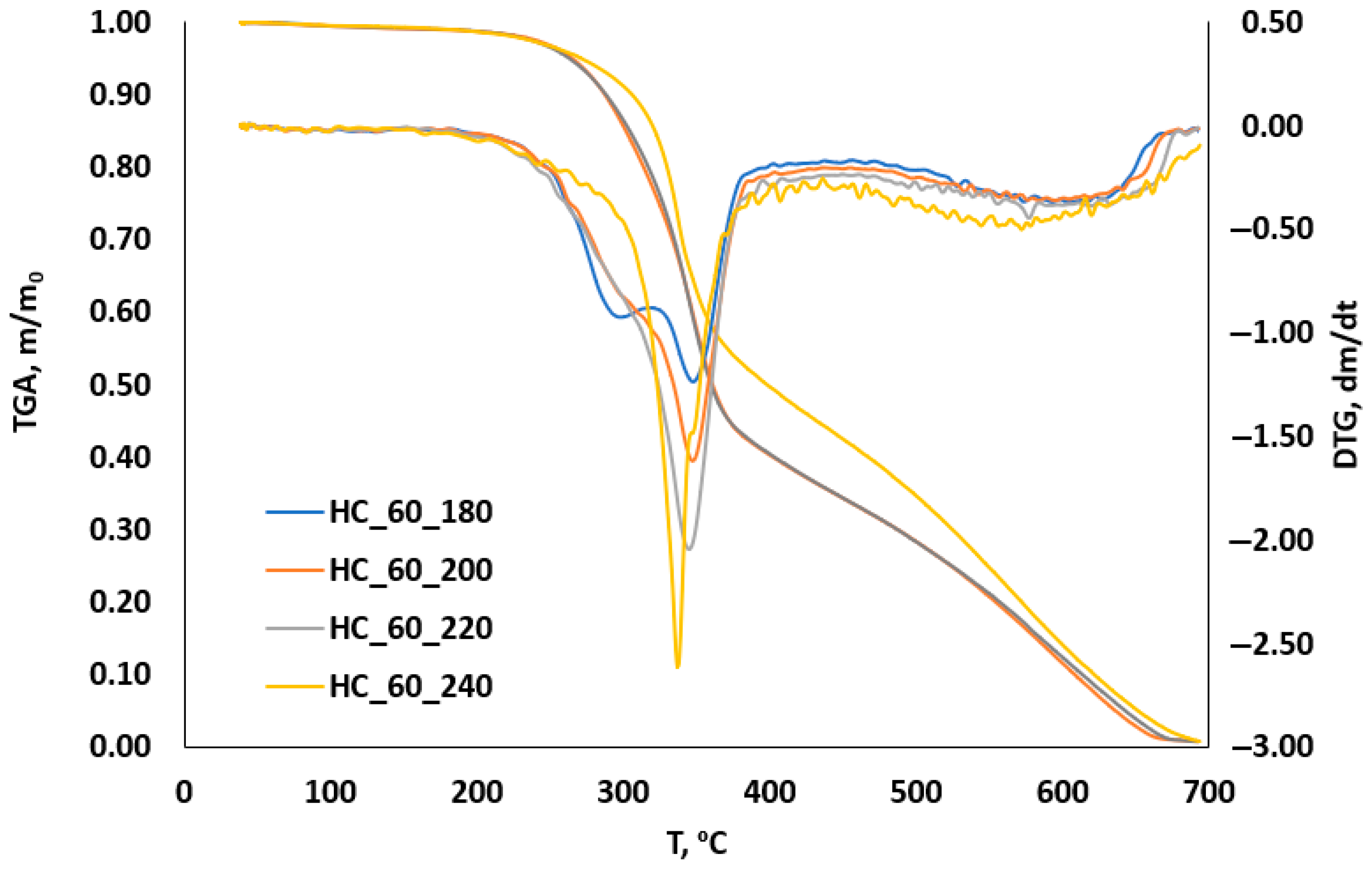
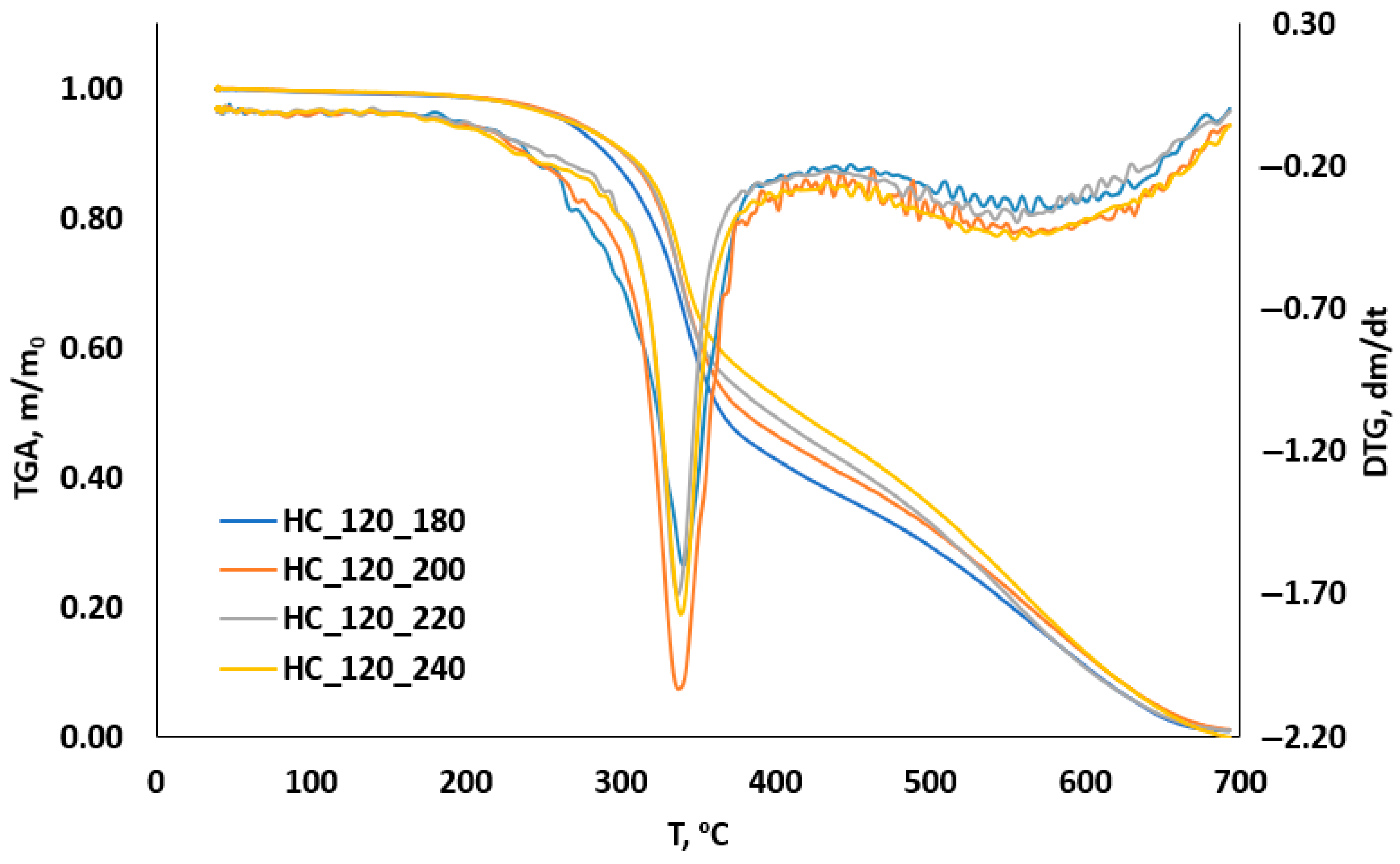
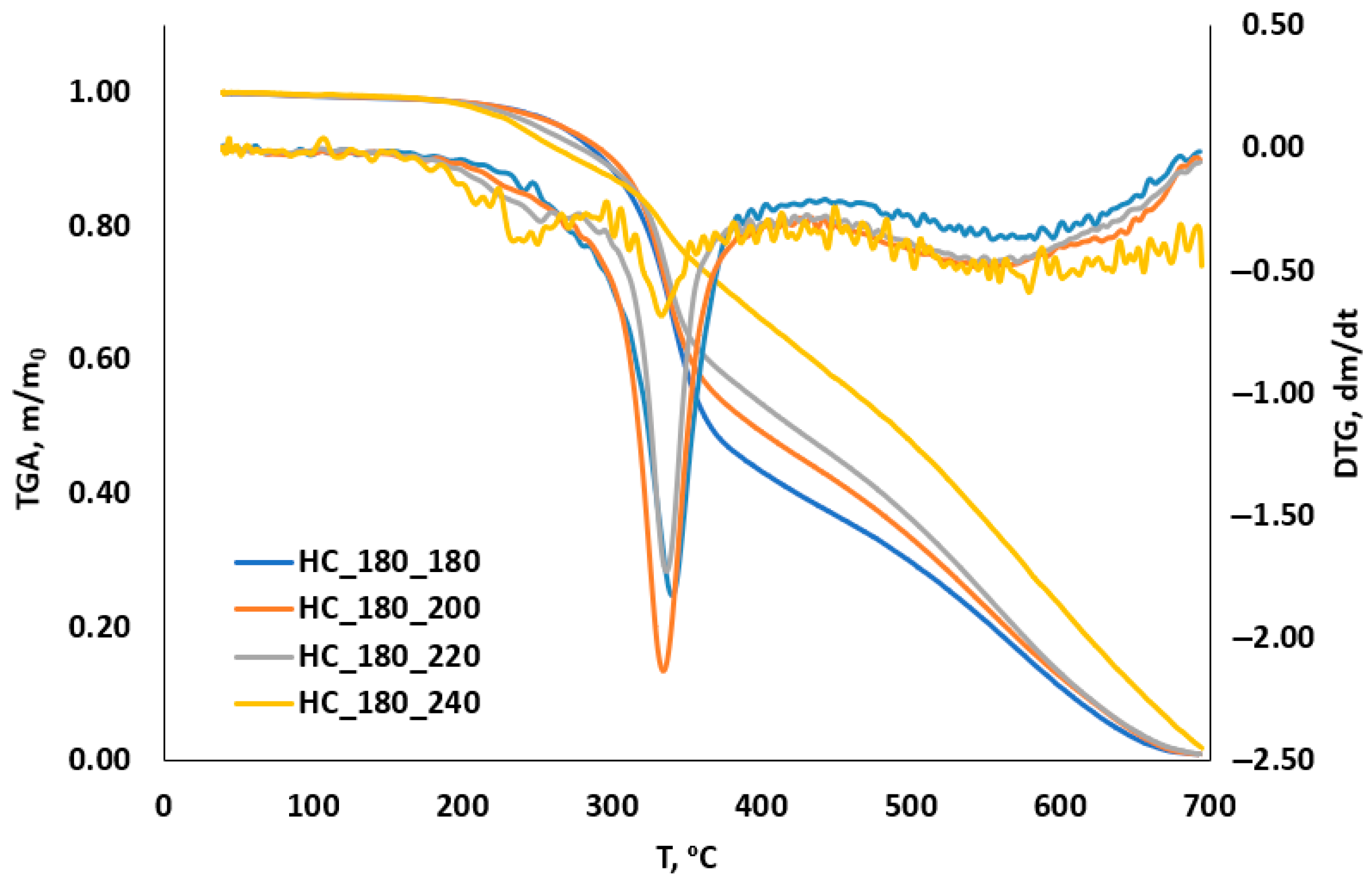
3.1.2. Combustion Analysis
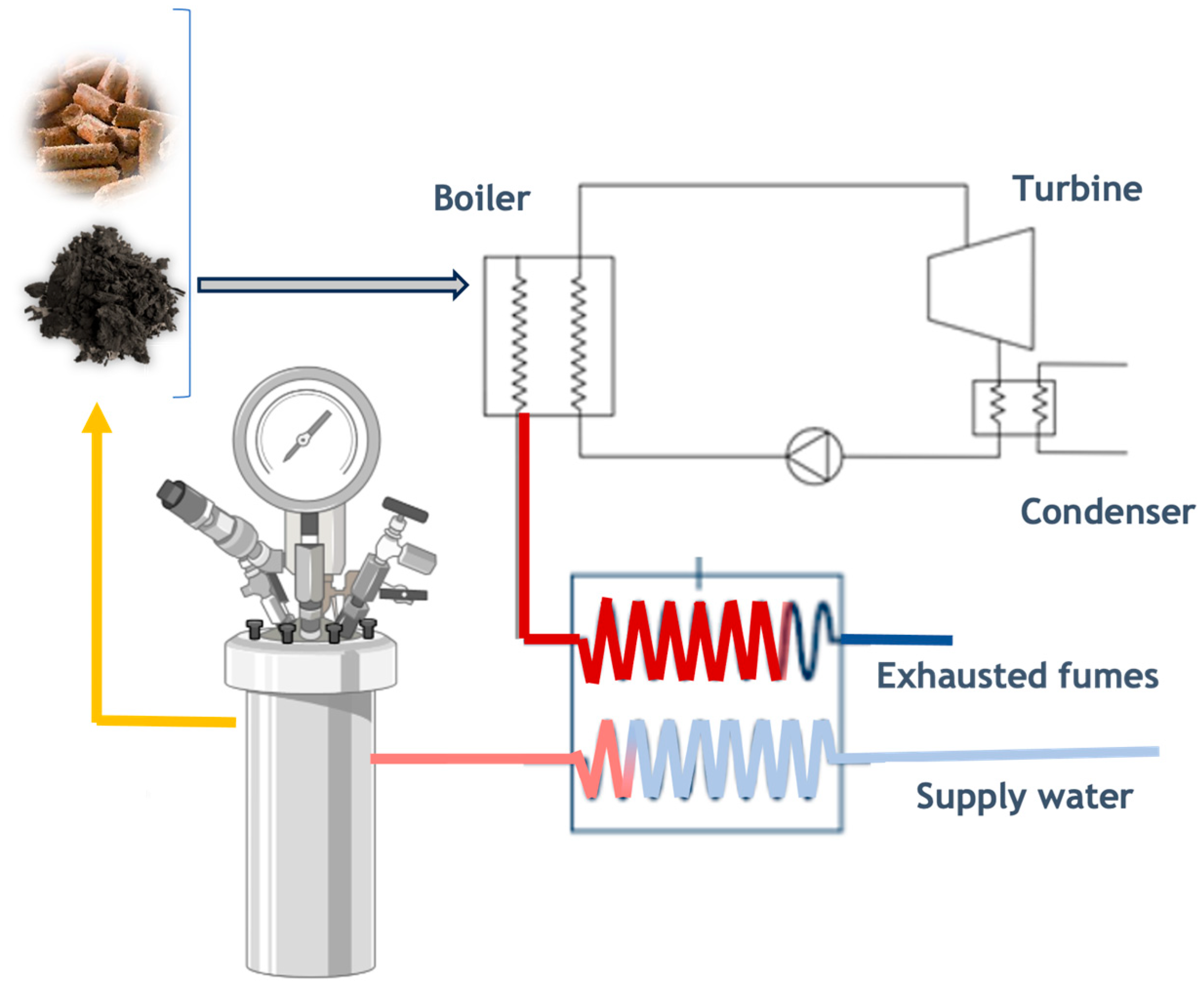
3.2. Thermoeconomical Analysis of Coupling HTC to Combustion in a Thermal Plant—Case Study
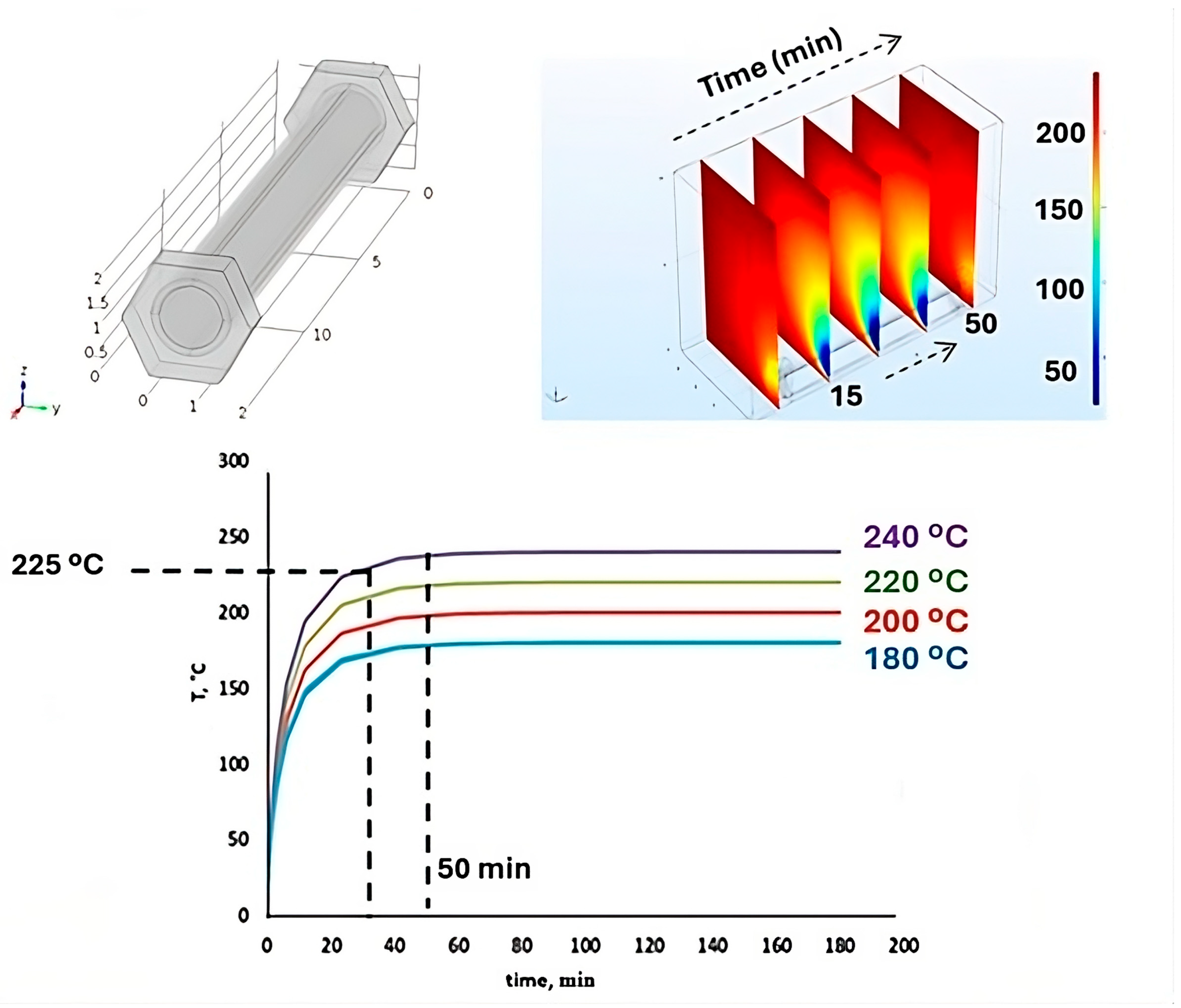
3.2.1. Analysis of Reactor Heating
3.2.2. Hydrochar Production
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- Food and Agriculture Organization of the United Nations. Crops and Livestock Products, 2015–2022. Available online: https://www.fao.org/faostat/en/#data/QCL/visualize (accessed on 3 January 2024).
- Rodríguez-Felix, F.; López-Cota, A.G.; Moreno-Vásquez, M.J.; Graciano-Verdugo, A.Z.; Quintero-Reyes, I.E.; Del-Toro-Sánchez, C.L.; Tapia-Hernández, J.A. Sustainable-green synthesis of silver nanoparticles using safflower (Carthamus tinctorius L.) waste extract and its antibacterial activity. Heliyon 2021, 7, e06923. [Google Scholar] [CrossRef] [PubMed]
- Nogales-Delgado, S.; Encinar, J.M.; Cortés, Á.G. High oleic safflower oil as a feedstock for stable biodiesel and biolubricant production. Ind. Crops Prod. 2021, 170, 113701. [Google Scholar] [CrossRef]
- Yeşilyurt, M.K.; Cesur, C.; Aslan, V.; Yilbaşi, Z. The production of biodiesel from safflower (Carthamus tinctorius L.) oil as a potential feedstock and its usage in compression ignition engine: A comprehensive review. Renew. Sustain. Energy Rev. 2020, 119, 109574. [Google Scholar] [CrossRef]
- Esendal, E.; Arslan, B.; Paşa, C. Effect of winter and spring sowing on yield and plant traits of safflower (Carthamus tinctorius L.). In Proceedings of the 7th International Safflower Conference, Wagga Wagga, NSW, Australia, 3–6 November 2008. [Google Scholar]
- Zanetti, F.; Angelini, L.G.; Berzuini, S.; Foschi, L.; Clemente, C.; Ferioli, F.; Vecchi, A.; Rossi, A.; Monti, A.; Tavarini, S. Safflower (Carthamus tinctorius L.) a winter multipurpose oilseed crop for the Mediterranean region: Lesson learnt from on-farm trials. Ind. Crops Prod. 2022, 184, 115042. [Google Scholar] [CrossRef]
- Zhai, J.; Ji, Z.; Jin, X.; Du, X.; Cao, L.; Zheng, W. Meta-Analysis of the Effect of Honghua Injection in the Treatment of Coronary Heart Disease Angina Pectoris. Evid.-Based Complement. Altern. Med. eCAM 2022, 2022, 4537043. [Google Scholar] [CrossRef] [PubMed]
- Li, D.; Mündel, H.H. Carthamus tinctorius L. Promoting the Conservation and Use of Underutilized and Neglected Crops, 7th ed.; Institute of Plant Genetics and Crop Plant Research: Gatersleben, Germany; International Plant Genetic Resources Institute: Rome, Italy, 1996; pp. 24–25. [Google Scholar]
- Zhou, X.; Tang, L.; Xu, Y.; Zhou, G.; Wang, Z. Towards a better understanding of medicinal uses of Carthamus tinctorius L. in traditional Chinese medicine: A phytochemical and pharmacological review. J. Ethnopharmacol. 2014, 151, 27–43. [Google Scholar] [CrossRef] [PubMed]
- Sehgal, D.; Raina, S.N.; Devarumath, R.M.; Sasanuma, T.; Sasakuma, T. Nuclear DNA assay in solving issues related to ancestry of the domesticated diploid safflower (Carthamus tinctorius L.) and the polyploid (Carthamus) taxa, and phylogenetic and genomic relationships in the genus Carthamus L. (Asteraceae). Mol. Phylogenet. Evol. 2009, 53, 631–644. [Google Scholar] [CrossRef] [PubMed]
- EUR-Lex. Access to European Union Law: A New Circular Economy Action Plan for a Cleaner and More Competitive Europe. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?qid=1583933814386&uri=COM:2020:98:FIN (accessed on 12 May 2023).
- Şensöz, S.; Angin, D. Pyrolysis of safflower (Carthamus tinctorius L.) seed press cake: Part 1. The effects of pyrolysis parameters on the product yields. Bioresour. Technol. 2008, 99, 5492–5497. [Google Scholar] [CrossRef] [PubMed]
- Şensöz, S.; Angin, D. Pyrolysis of safflower (Carthamus tinctorius L.) seed press cake in a fixed-bed reactor: Part 2. Structural characterization of pyrolysis bio-oils. Bioresour. Technol. 2008, 99, 5498–5504. [Google Scholar] [CrossRef] [PubMed]
- Angin, D. Effect of pyrolysis temperature and heating rate on biochar obtained from pyrolysis of safflower seed press cake. Bioresour. Technol. 2013, 128, 593–597. [Google Scholar] [CrossRef] [PubMed]
- Funke, A.; Ziegler, F. Hydrothermal carbonization of biomass: A summary and discussion of chemical mechanisms for process engineering. Biofuels Bioprod. Biorefining 2010, 4, 160–177. [Google Scholar] [CrossRef]
- Gil, M.V.; Casal, D.; Pevida, C.; Pis, J.J.; Rubiera, F. Thermal behaviour and kinetics of coal/biomass blends during co-combustion. Bioresour. Technol. 2010, 101, 5601–5608. [Google Scholar] [CrossRef] [PubMed]
- Yorulmaz, S.Y.; Atimtay, A.T. Investigation of combustion kinetics of treated and untreated waste wood samples with thermogravimetric analysis. Fuel Process. Technol. 2009, 90, 939–946. [Google Scholar] [CrossRef]
- Lachos-Perez, D.; Brown, A.B.; Mudhoo, A.; Martinez, J.; Timko, M.T.; Rostagno, M.A.; Forster-Carneiro, T. Applications of subcritical and supercritical water conditions for extraction, hydrolysis, gasification, and carbonization of biomass: A critical review. Biofuel Res. J. 2017, 4, 611–626. [Google Scholar] [CrossRef]
- Reza, M.T.; Yan, W.; Uddin, M.H.; Lynam, J.G.; Hoekman, S.K.; Coronella, C.J.; Vásquez, V.R. Reaction kinetics of hydrothermal carbonization of loblolly pine. Bioresour. Technol. 2013, 139, 161–169. [Google Scholar] [CrossRef] [PubMed]
- Álvarez-Murillo, A.; Sabio, E.; Ledesma, B.; Román, S.; González-García, C. Generation of biofuel from hydrothermal carbonization of cellulose. Kinetics modelling. Energy 2016, 94, 600–608. [Google Scholar] [CrossRef]
- Ischia, G.; Cutillo, M.; Guella, G.; Bazzanella, N.; Cazzanelli, M.; Orlandi, M.; Miotello, A.; Fiori, L. Hydrothermal carbonization of glucose: Secondary char properties, reaction pathways, and kinetics. Chem. Eng. J. 2022, 449, 137827. [Google Scholar] [CrossRef]
- Román, S.; Libra, J.; Berge, N.; Sabio, E.; Ro, K.; Li, L.; Ledesma, B.; Álvarez, A.; Bae, S. Hydrothermal carbonization: Modeling, final properties design and applications: A review. Energies 2018, 11, 216. [Google Scholar] [CrossRef]
- Kambo, H.S.; Dutta, A. A comparative review of biochar and hydrochar in terms of production, physico-chemical properties and applications. Renew. Sustain. Energy Rev. 2015, 45, 359–378. [Google Scholar] [CrossRef]
- Román, S.; Ledesma, B.; Álvarez, A.; Coronella, C.; Qaramaleki, S.V. Suitability of hydrothermal carbonization to convert water hyacinth to added-value products. Renew. Energy 2020, 146, 1649–1658. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample (T_reac-time) | Tp1 | m/m0 p1 | DTG p1 | Tp2 | m/m0 p2 | DTG p2 | m/m0 final |
|---|---|---|---|---|---|---|---|
| HC180_30 | 294 | 0.86 | −1.15 | 350 | 0.70 | −1.26 | 0.5 |
| HC200_30 | 298 | 0.85 | −1.31 | 353 | 0.69 | −1.44 | 0.1 |
| HC220_30 | 297 | 0.85 | −1.32 | 349 | 0.7 | −1.46 | 0.1 |
| HC240_30 | 305 | 0.83 | −1.20 | 346 | 0.7 | −1.78 | 0.5 |
| HC180_60 | 299 | 0.83 | −0.92 | 349 | 0.57 | −1.23 | |
| HC200_60 | 347 | 0.60 | −1.61 | - | - | - | |
| HC220_60 | 344 | 0.62 | −2.04 | - | - | - | |
| HC240_60 | 337 | 0.73 | −2.61 | - | - | - | |
| HC180_120 | 340 | 0.66 | −1.59 | - | - | - | |
| HC200_120 | 337 | 0.72 | −2.03 | - | - | - | |
| HC220_120 | 337 | 0.72 | −1.69 | - | - | - | |
| HC240_120 | 339 | 0.74 | −1.77 | - | - | - | |
| HC180_180 | 340 | 0.67 | −1.82 | - | - | - | |
| HC200_180 | 334 | 0.73 | −2.13 | - | - | - | |
| HC220_180 | 336 | 0.73 | −1.72 | - | - | - | |
| HC240_180 | 333 | 0.80 | −0.68 | - | - | - |
| Ultimate Fuel Composition | % Weigh |
|---|---|
| % C | 50.20 |
| % H | 6.49 |
| % O * | 41.37 |
| % S | 0.04 |
| % N | 0.60 |
| % Ash | 1.30 |
| Combustion Parameters | |
| Excess air coefficient, n | 3 |
| Fraction burned, x | 0.95 |
| Flue gases temperature | 250 °C |
| Flue gases density | 1.34 kg/m3 |
| Data per kg of Fuel (Pellets) | Value |
|---|---|
| Pellets price | 0.450 € |
| LHV | 4.854 kWh |
| Electricity | 1.234 kWh |
| Electricity price | 0.150 €/kWh |
| Electricity sale | 0.185 € |
| Other Central Parameters | |
| Central efficiency | 33.44% |
| Boiler efficiency | 80% |
| Alternator efficiency | 95% |
| Cp flue gases | 1 kJ/kg °C |
| Data per kg of Fuel | Value |
|---|---|
| M flue gases | 20.27 kg |
| CpH2O | 4.426 kJ/kg °C |
| Cp flue gases | 1 kJ/kg °C |
| Tinl H2O | 25 °C |
| Tout H2O | 228.6 °C |
| T inl flue gases | 250 °C |
| Tout flue gases | 150 °C |
| Parameters | Obtained Value |
|---|---|
| Treated biomass | 0.675 kg bio./kg pellets |
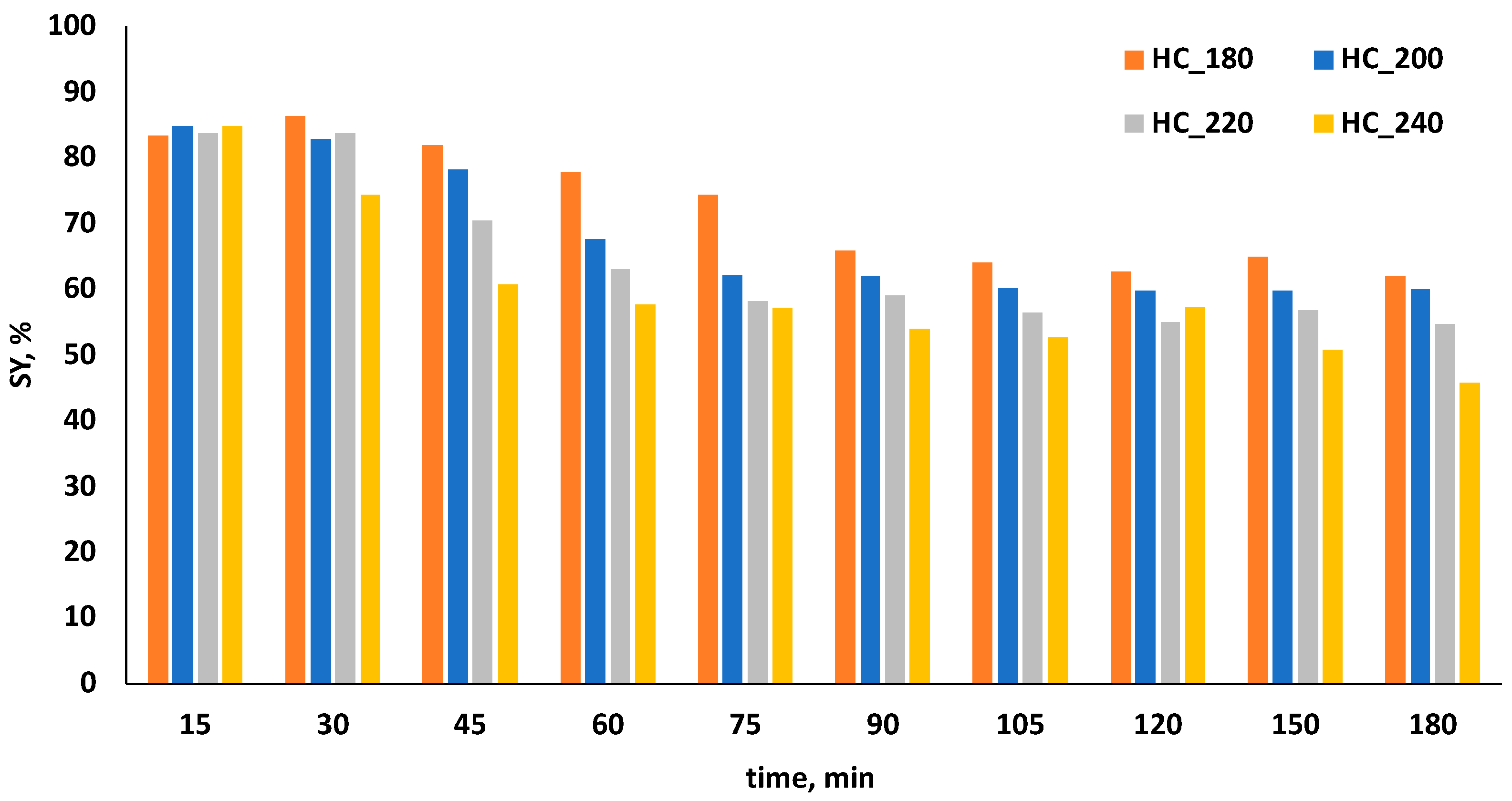
| Solid Yield (SY) | 67.7% |
| mass HC | 0.46 kg HC/kg pellets |
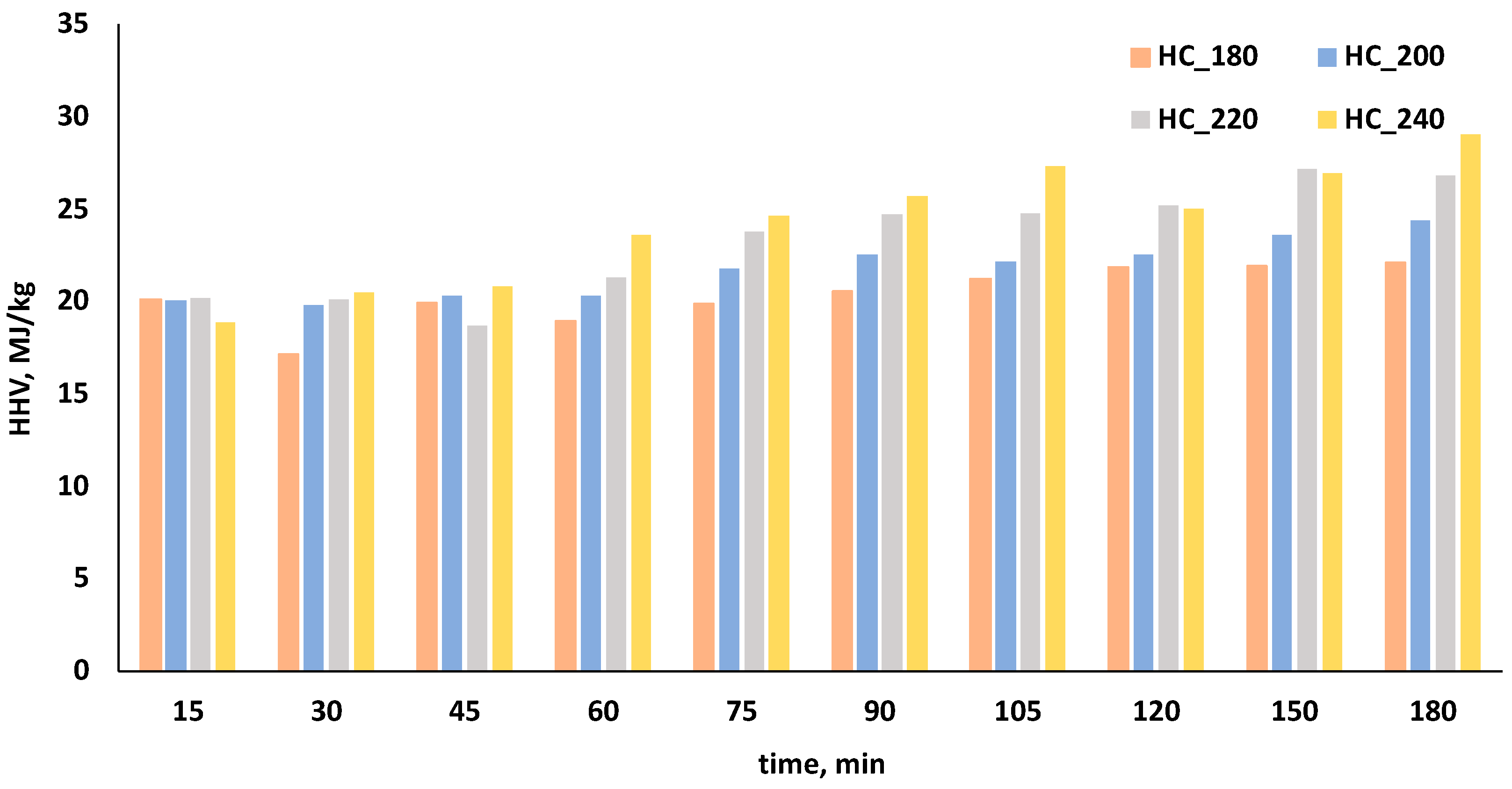
| HHVHC | 21.77 MJ/kg |
| LHVHC | 20.75 MJ/kg |
| mass HC · HHVHC | 2.76 kWh |
| mass HC · LHVHC | 2.63 kWh |
| Subs. original pellet fraction | 54.24% |
| HC estimated price | 0.244 € |
| % H (HC) | 5% |
| % Moisture (HC) | 0% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Rasero, J.M.; Ledesma, B.; Alonso, M.; Román, S. Upgrading Carthamus by HTC: Improvement of Combustion Properties. Fire 2024, 7, 106. https://doi.org/10.3390/fire7040106
Díaz-Rasero JM, Ledesma B, Alonso M, Román S. Upgrading Carthamus by HTC: Improvement of Combustion Properties. Fire. 2024; 7(4):106. https://doi.org/10.3390/fire7040106
Chicago/Turabian StyleDíaz-Rasero, José Manuel, Beatriz Ledesma, María Alonso, and Silvia Román. 2024. "Upgrading Carthamus by HTC: Improvement of Combustion Properties" Fire 7, no. 4: 106. https://doi.org/10.3390/fire7040106
APA StyleDíaz-Rasero, J. M., Ledesma, B., Alonso, M., & Román, S. (2024). Upgrading Carthamus by HTC: Improvement of Combustion Properties. Fire, 7(4), 106. https://doi.org/10.3390/fire7040106