
Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate

 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Manufacturing
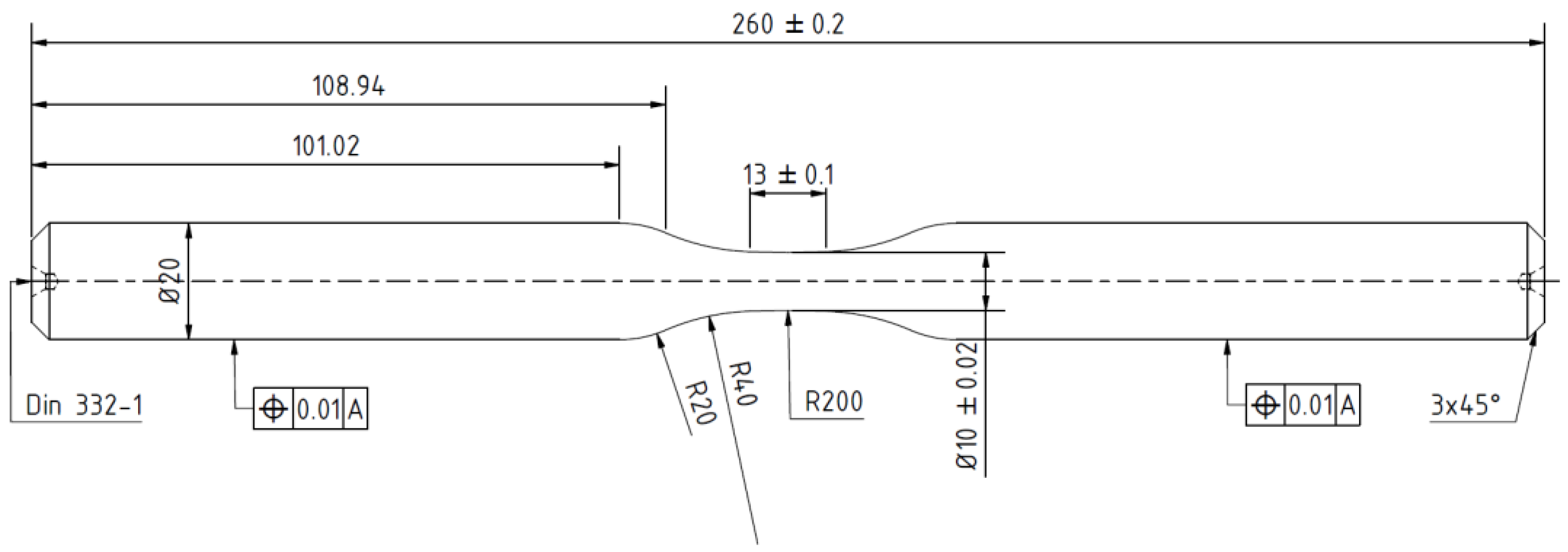
2.1.1. Substrate Material
2.1.2. Twin Wire Arc Spray Process
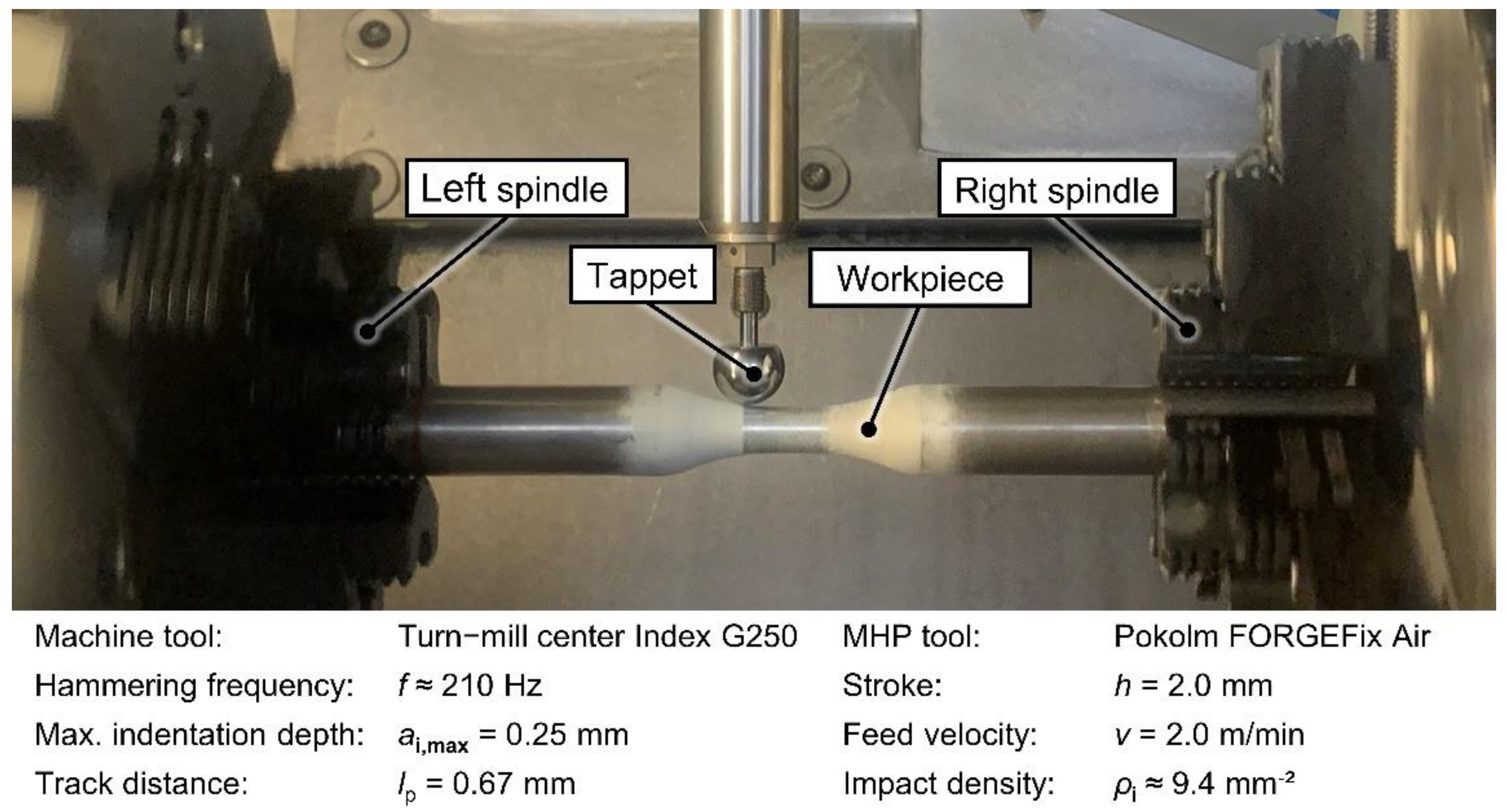
2.1.3. Machine Hammer Peening Process
2.2. Material Characterization and Testing Methods
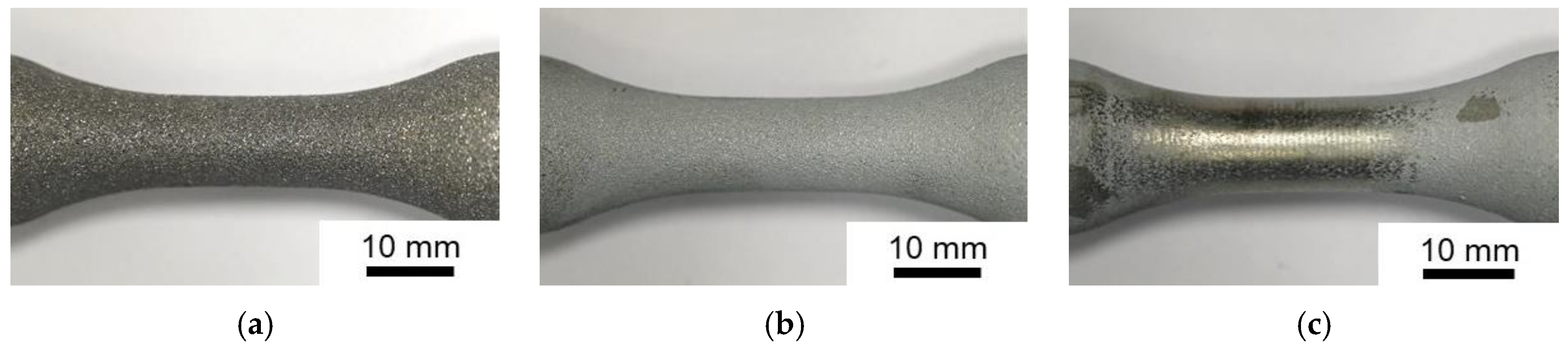
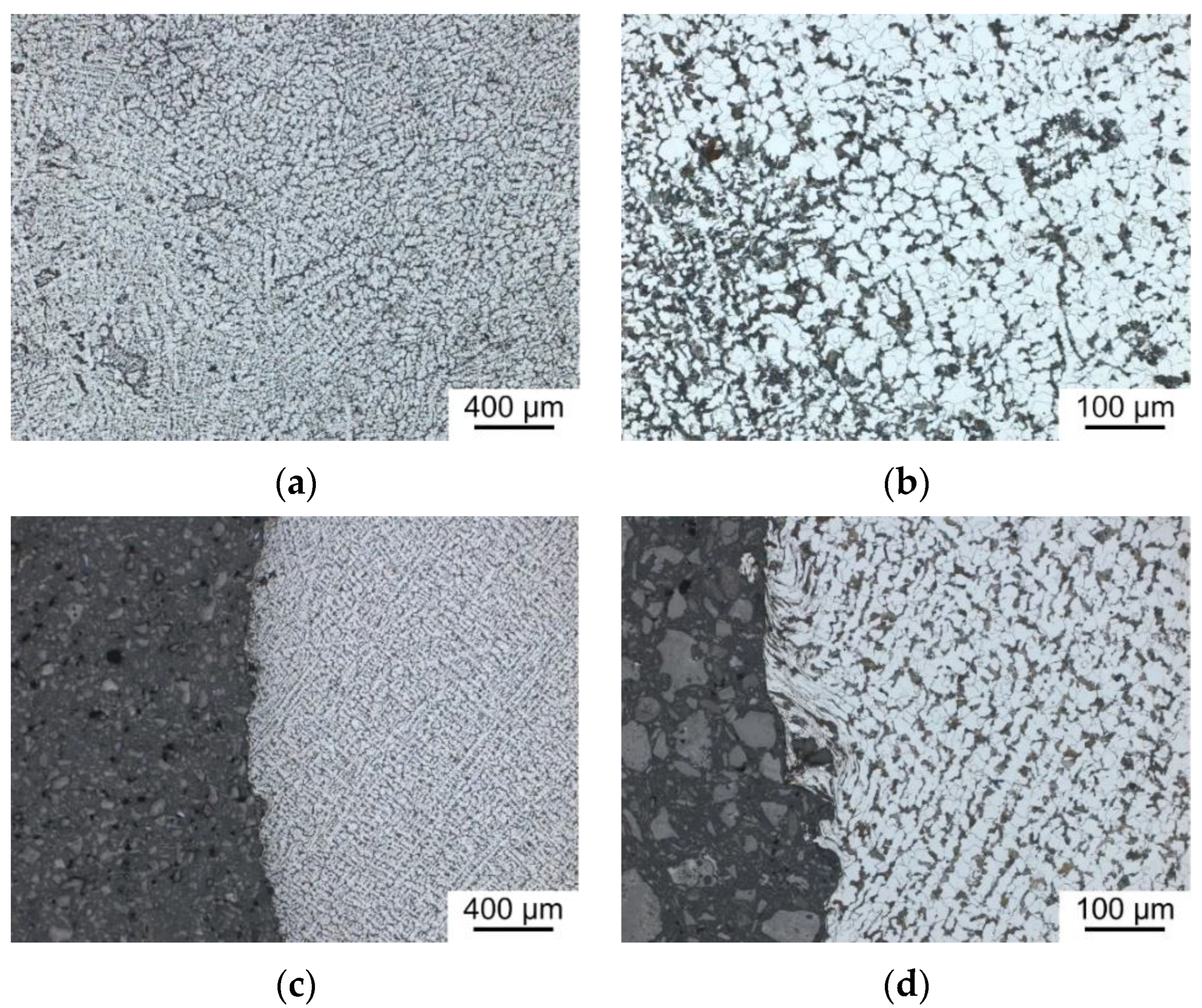
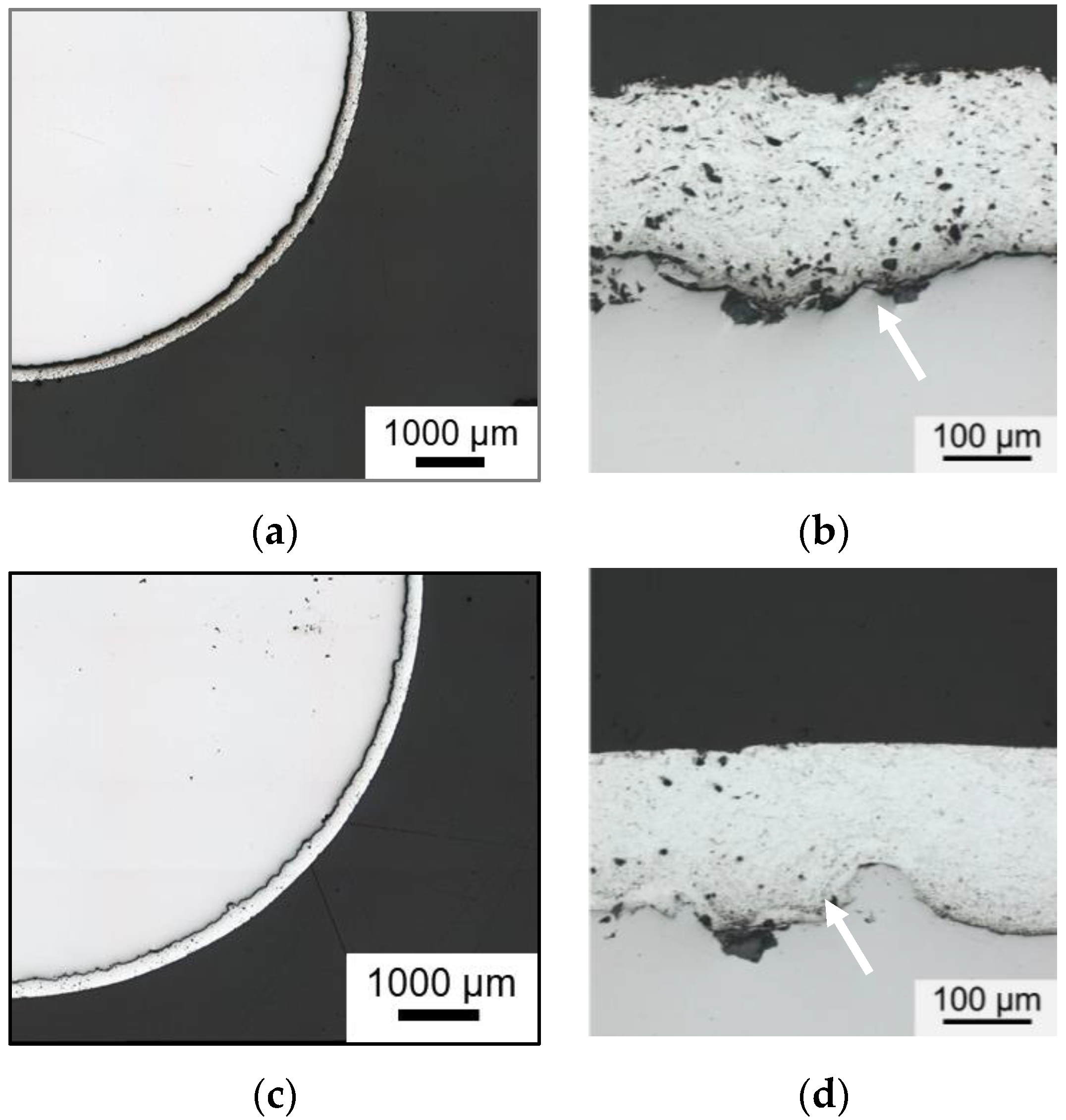
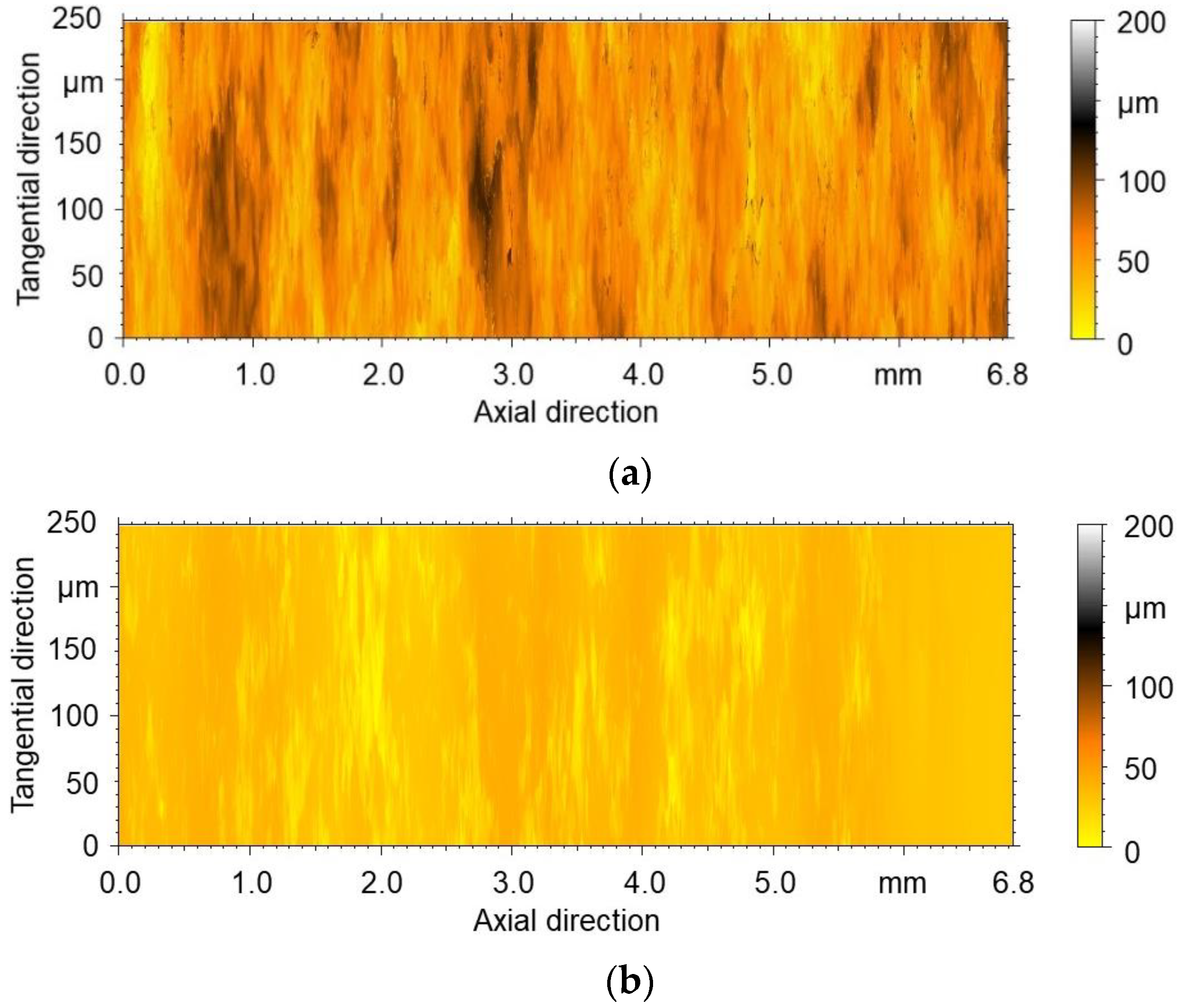
2.2.1. Macro- and Microstructure Investigations
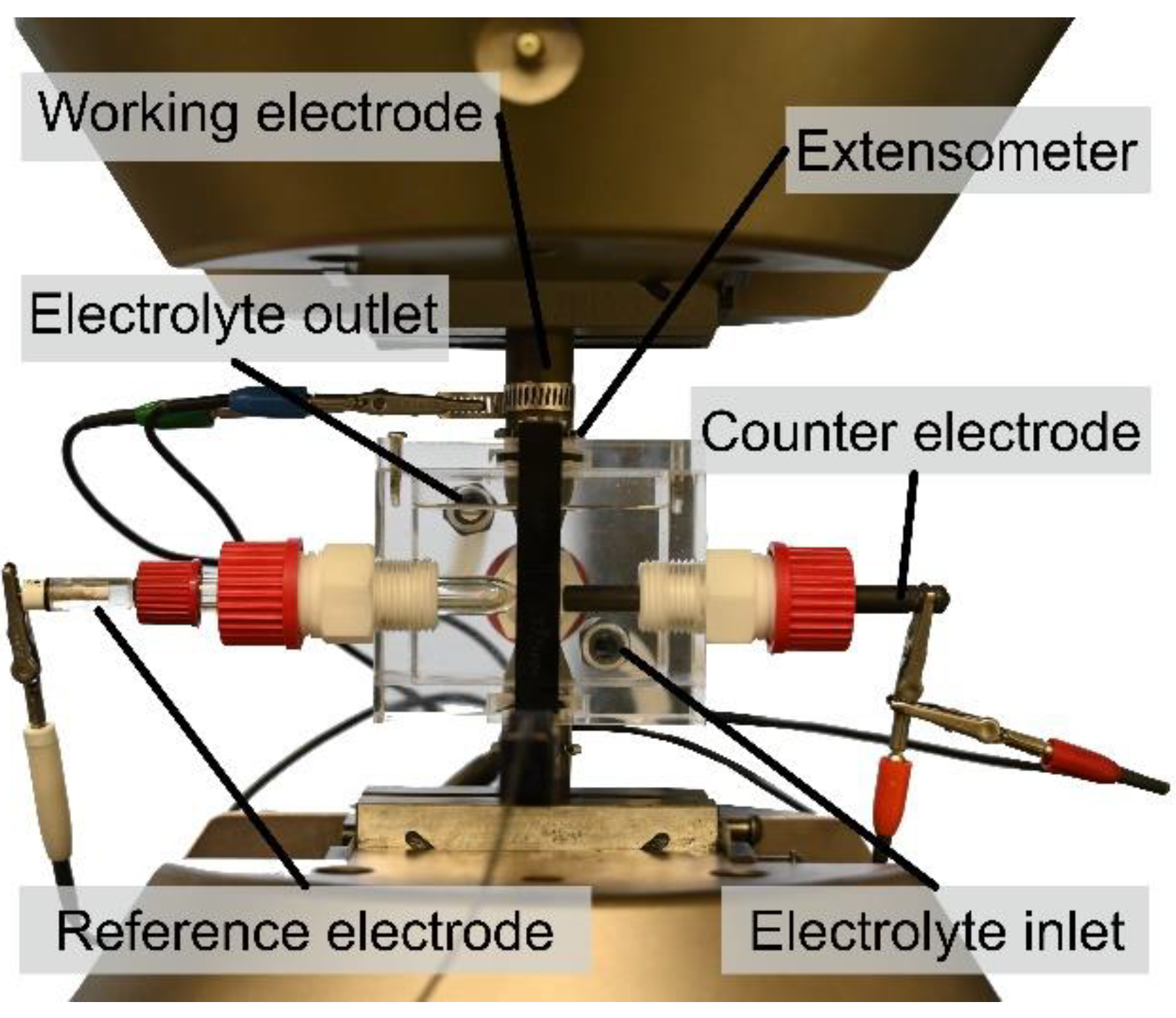
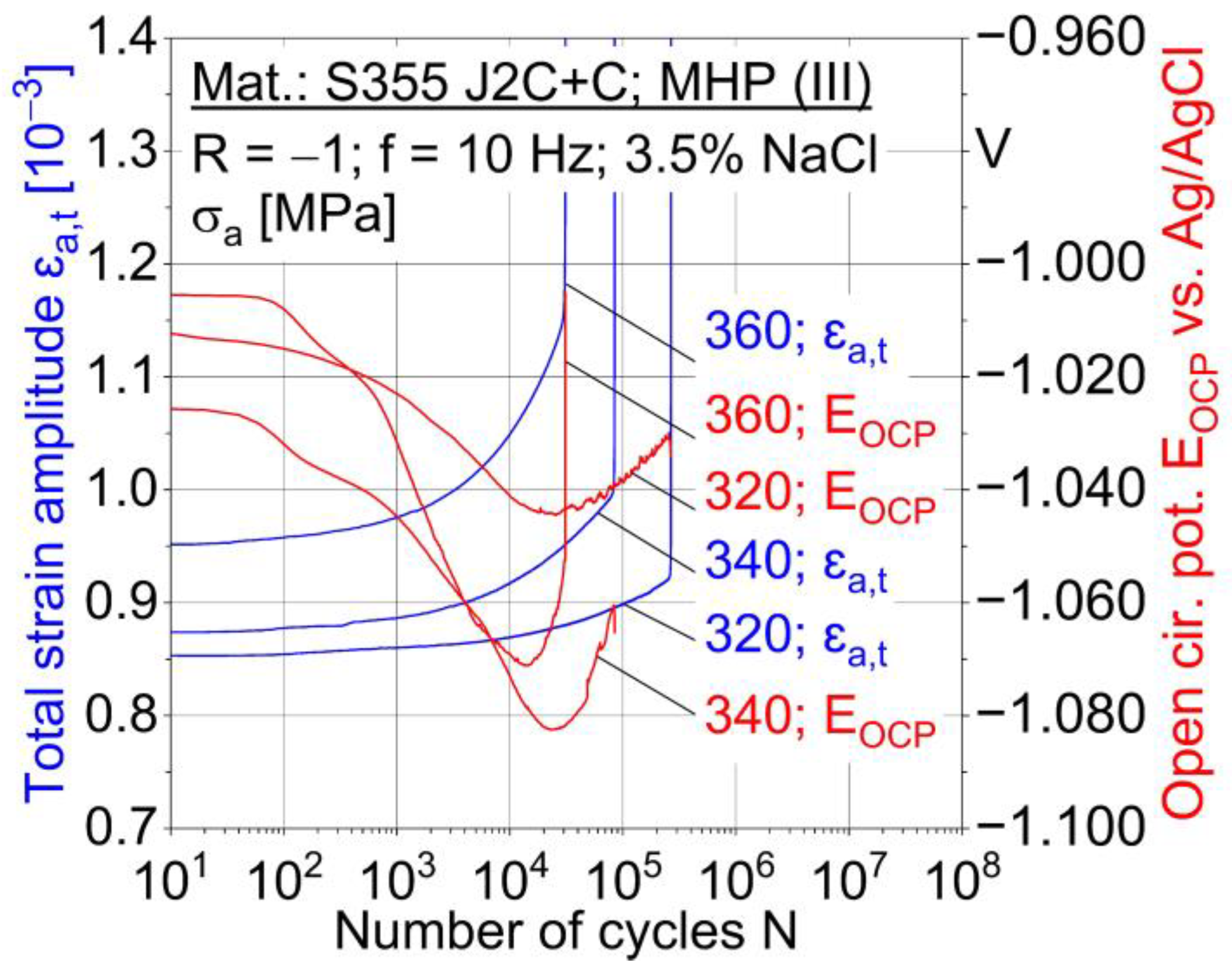
2.2.2. Corrosion Fatigue Testing
3. Results and Discussion
3.1. Substrate Material and Coating Systems Characterization
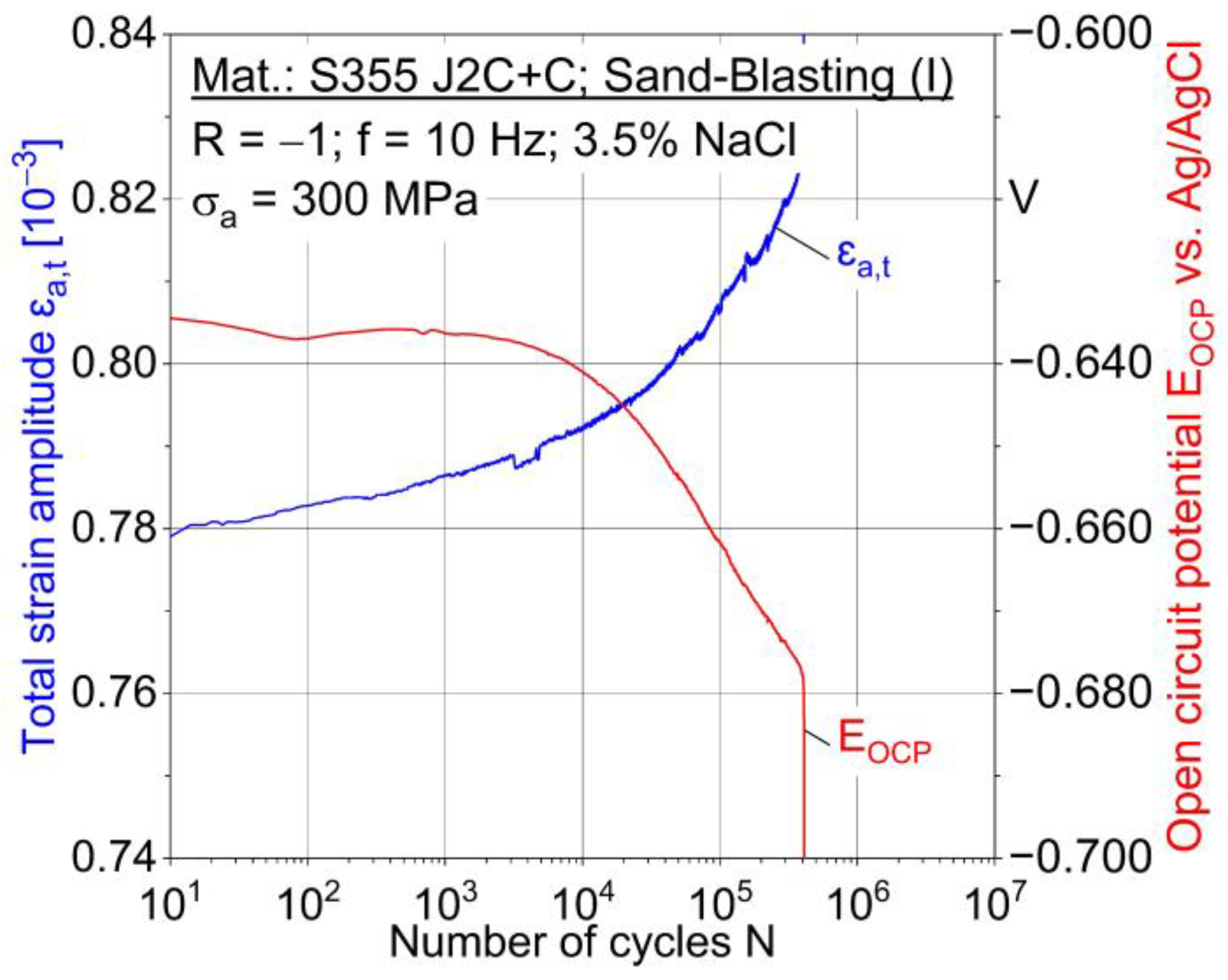
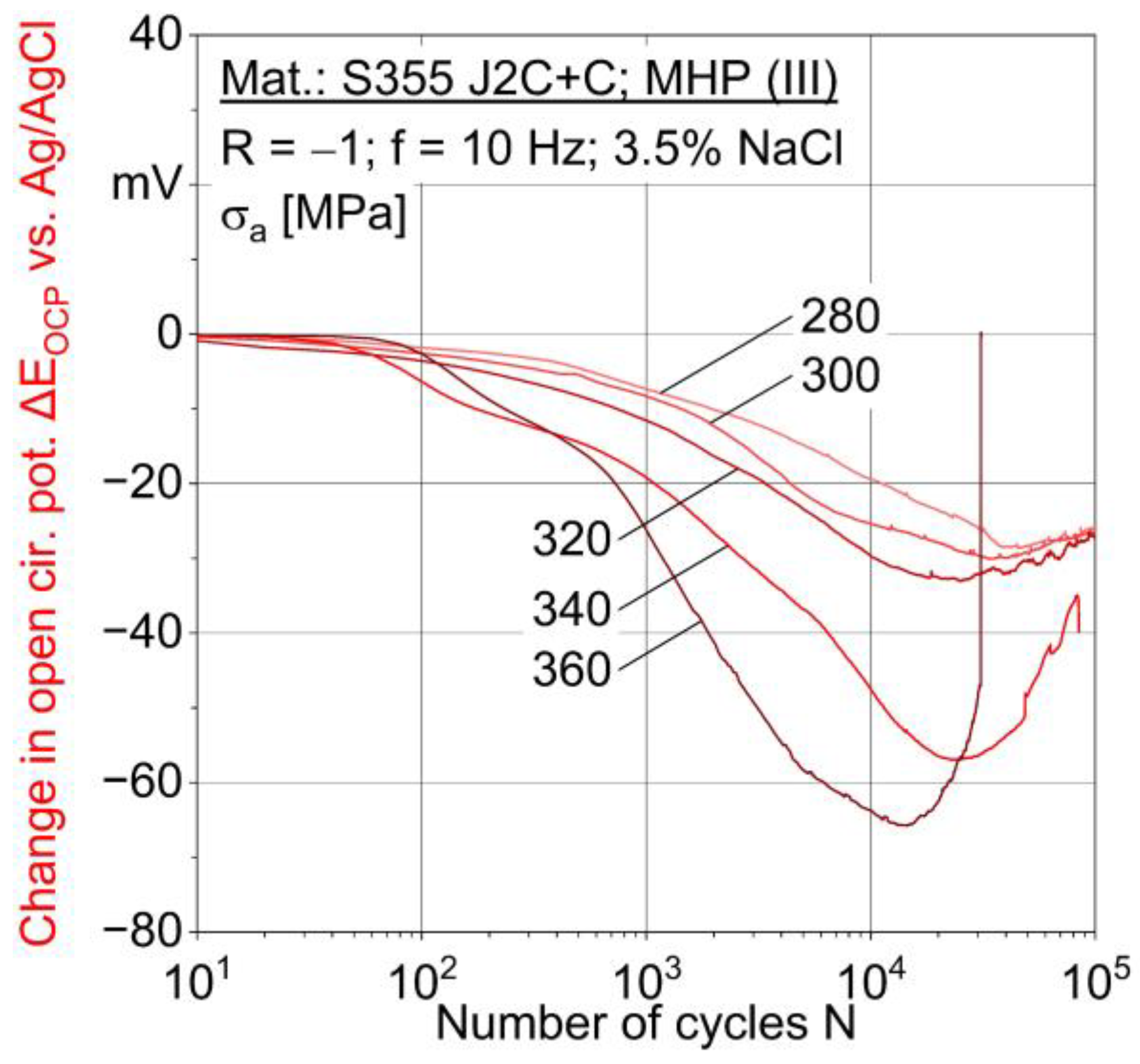
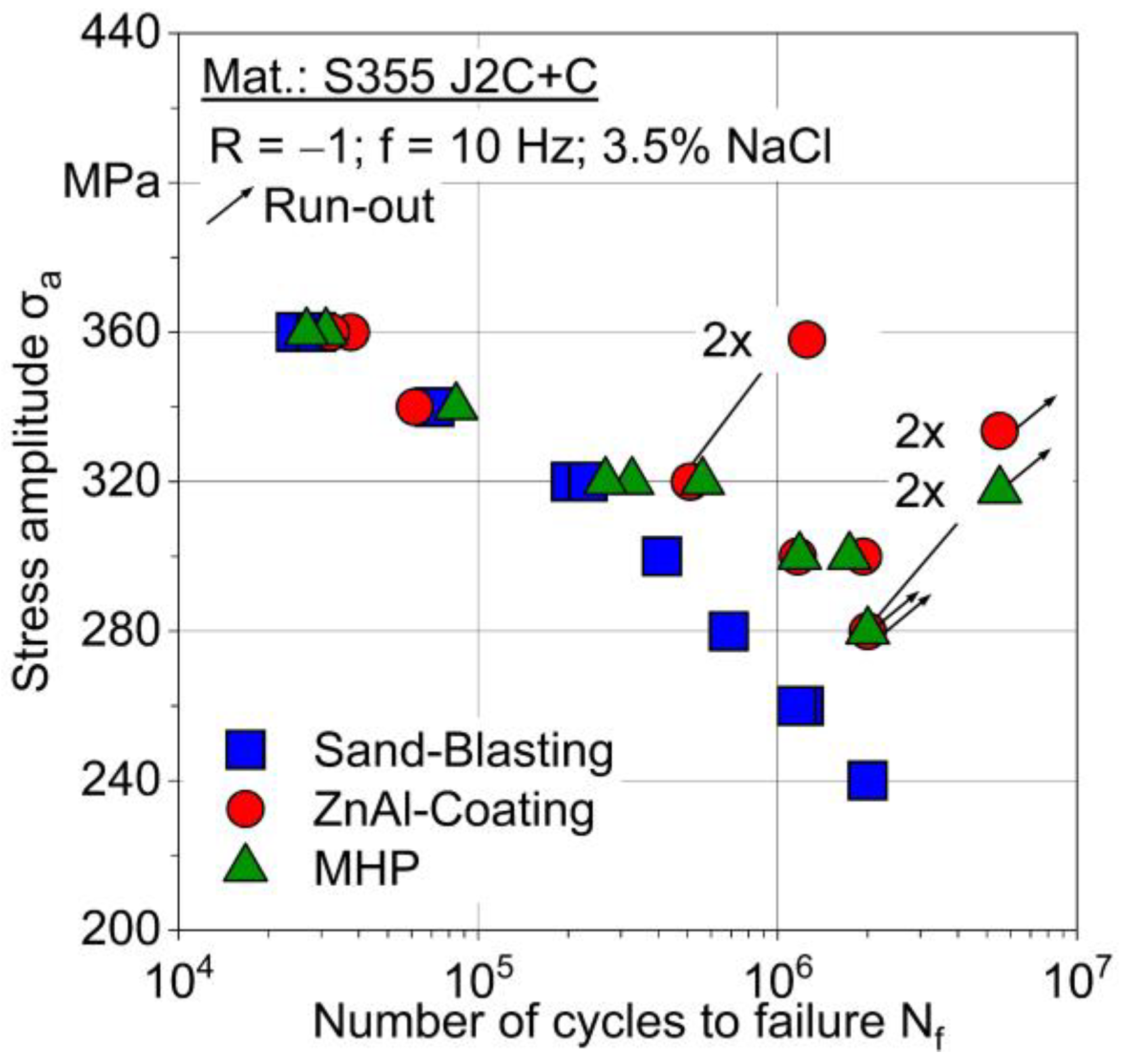
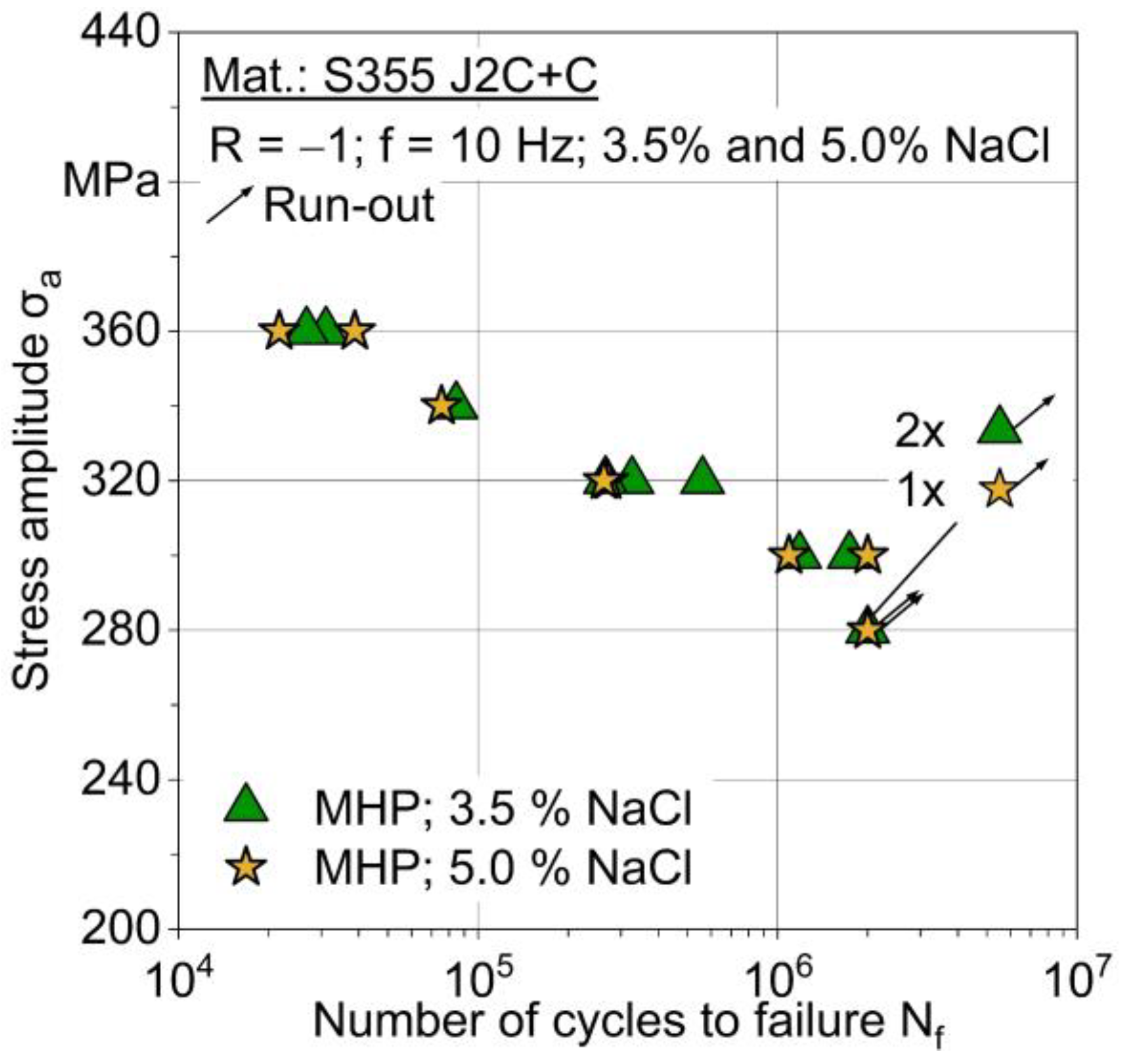
3.2. Corrosion Fatigue Testing
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mühlberg, K. Corrosion protection of offshore wind turbines—A challenge for the steel builder and paint applicator. J. Prot. Coat. Linings 2010, 27, 20–33. [Google Scholar]
- Masi, G.; Matteucci, F.; Tacq, J.; Balbo, A. State of the Art Study on Materials and Solutions Against Corrosion in Offshore Structures, 3rd ed.; North Sea Solutions for Innovation in Corrosion for Energy, 2019; pp. 37–40. Available online: http://nessieproject.com/library/reports-and-researches/NeSSIE%20Report%20Study%20on%20Materials%20and%20Solutions%20in%20Corrosion (accessed on 22 December 2021).
- Momber, A.W.; Marquardt, T. Protective coatings for offshore wind energy devices (OWEAs): A review. J. Coat. Technol. Res. 2018, 15, 13–40. [Google Scholar] [CrossRef]
- Schaumann, P.; Lochte-Holtgreven, S.; Steppeler, S. Special fatigue aspects in support structures of offshore wind turbines. Mater. Werkst. 2011, 42, 1075–1081. [Google Scholar] [CrossRef]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S.; Rocha, J.; Peña, J.J.; Herrera, F.; Corvo, F.; Sanchez, M.; Rincon, O.D.; et al. Steel cathodic protection afforded by zinc, aluminium and zinc/aluminium alloy coatings in the atmosphere. Surf. Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Choe, H.B.; Lee, H.S.; Shin, J.H. Experimental study on the electrochemical anti-corrosion properties of steel structures applying the arc thermal metal spraying method. Materials 2014, 7, 7722–7736. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bobzin, K.; Oete, M.; Linke, T.F.; Schulz, C. Corrosion of wire arc sprayed ZnMgAl. Mater. Corros. 2015, 66, 520–526. [Google Scholar] [CrossRef]
- Sugimura, S.; Liao, J. Long-term corrosion protection of arc spray Zn-Al-Si coating system in dilute chloride solutions and sulfate solutions. Surf. Coat. Technol. 2016, 302, 398–409. [Google Scholar] [CrossRef]
- Shih, H.C.; Hsu, J.W.; Sun, C.N.; Chung, S.C. The lifetime assessment of hot-dip 5% Al-Zn coatings in chloride environments. Surf. Coat. Technol. 2002, 150, 70–75. [Google Scholar] [CrossRef]
- Syrek-Gerstenkorn, B.; Paul, S.; Davenport, A.J. Sacrificial thermally sprayed aluminium coatings for marine environments: A review. Coatings 2020, 10, 267. [Google Scholar] [CrossRef] [Green Version]
- Wielage, B.; Lampke, T.; Grund, T. Thermal spraying of wear and corrosion resistant surfaces. Key Eng. Mater. 2008, 384, 75–98. [Google Scholar] [CrossRef]
- Radaj, D.; Vormwald, M. Einflüsse auf die Schwingfestigkeit. In Ermüdungsfestigkeit Grundlagen für Ingenieure, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2007; pp. 110–121. [Google Scholar]
- Chen, Y.; Liang, X.; Liu, Y.; Xu, B. Prediction of residual stresses in thermally sprayed steel coatings considering the phase transformation effect. Mater. Des. 2010, 31, 3852–3858. [Google Scholar] [CrossRef]
- Tillmann, W.; Abdulgader, M.; Hagen, L.; Biermann, D.; Timmermann, A.; Wirtz, A.; Walther, F.; Milz, M. Mechanical and microstructural properties of post-treated Zn4Al sprayed coatings using twin wire arc spraying. In Proceedings of the International Thermal Spray Conference, Virtual, 24–28 May 2021; Azarmi, F., Chen, X., Cizek, J., Cojocaru, C., Jodoin, B., Koivuluoto, H., Lau, Y., Fernandez, R., Ozdemir, O., Salami Jazi, H., et al., Eds.; ASTM International: Novelty, OH, USA, 2021; pp. 750–757. [Google Scholar] [CrossRef]
- Wielage, B.; Grund, T.; Pokhmurska, H.; Rupprecht, C.; Lampke, T. Tailored surfaces by means of thermal spraying and post-treatment. Key Eng. Mater. 2008, 384, 99–116. [Google Scholar] [CrossRef]
- Hacini, L.; Van Lê, N.; Bocher, P. Effect of impact energy on residual stresses induced by hammer peening of 304L plates. J. Mater. Proc. Technol. 2008, 208, 542–548. [Google Scholar] [CrossRef]
- Adjassoho, B.; Kozeschnik, E.; Lechner, C.; Bleicher, F.; Goessinger, S.; Bauer, C. Induction of residual stresses and increase of surface hardness by machine hammer peening technology. In Annals of DAAAM for 2012 & Proceedings of the 23rd International DAAAM Symposium, Zadar, Croatia, 24–27 October 2012; DAAAM International: Vienna, Austria, 2012; Volume 23, pp. 697–702. [Google Scholar]
- Timmermann, A.; Abdulgader, M.; Hagen, L.; Milz, M.; Wirtz, A.; Biermann, D.; Tillmann, W.; Walther, F. Charakterisierung lichtbogengespritzter, mittels Machine Hammer Peening nachbehandelter Korrosionsschutzschichten. Therm. Spray Bull. 2021, 14, 46–52. [Google Scholar]
- Tillmann, W.; Abdulgader, M.; Wirtz, A.; Milz, M.; Biermann, D.; Walther, F. The effect of Argon as atomization gas on the microstructure, machine hammer peening post-treatment, and corrosion behavior of twin wire arc sprayed (TWAS) ZnAl4 coatings. Coatings 2022, 12, 32. [Google Scholar] [CrossRef]
- Wirtz, A.; Abdulgader, M.; Milz, M.; Tillmann, W.; Walther, F.; Biermann, D. Thermally assisted machine hammer peening of arc-sprayed ZnAl-based corrosion protective coatings. J. Manuf. Mater. Proc. 2021, 5, 109. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Staia, M.H.; Lesage, J.; Chicot, D.; La Barbera-Sosa, J.G.; Ochoa Pérez, E.A. Fatigue performance of a SAE 1045 steel coated with a Colmonoy 88 alloy deposited by HVOF thermal spraying. Surf. Coat. Technol. 2006, 201, 2038–2045. [Google Scholar] [CrossRef]
- Timmermann, A.; Abdulgader, M.; Hagen, L.; Koch, A.; Wittke, P.; Biermann, D.; Tillmann, W.; Walther, F. Effect of machine hammer peening on the surface integrity of a ZnAl-based corrosion protective coating. In Proceedings of the MATEC Web of Conferences, Thessaloniki, Greece, 2–3 July 2020; p. 1008. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | C | Si | Mn | P | S | Cu | Al | V |
|---|---|---|---|---|---|---|---|---|---|
| wt.-% | Bal. | 0.1510 | 0.2235 | 1.2646 | 0.0134 | 0.0060 | 0.3131 | 0.0200 | 0.0043 |
| Tensile Strength Rm in MPa | Yield Strength Re in MPa | Elongation at Fracture A5 in% |
|---|---|---|
| 672 | 615 | 12.7 |
| Element | Zn | Al | Si | Fe | Pb | Cu | Sn |
|---|---|---|---|---|---|---|---|
| wt.-% | Bal. | 3.5–4.5 | ≤0.030 | ≤0.005 | ≤0.003 | ≤0.002 | ≤0.001 |
| Specimen Surface | Average Coating Thickness in µm | Mean Roughness Depth Rz in µm | Arithm. Mean Roughness Ra in µm |
|---|---|---|---|
| Sandblasted (I) | - | 93.8 ± 9.8 | 106.0 ± 12.2 | 14.9 ± 1.68 | 14.2 ± 1.1 |
| ZnAl-coated (II) | 224.5 ± 27.1 | 76.0 ± 6.4 | 79.1 ± 3.8 | 9.1 ± 0.7 | 9.6 ± 0.8 |
| Machine hammer-peened (III) | 214.6 ± 14.0 | 24.3 ± 2.0 | 26.1 ± 1.8 | 4.4 ± 0.4 | 4.7 ± 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Milz, M.P.; Wirtz, A.; Abdulgader, M.; Kalenborn, A.; Biermann, D.; Tillmann, W.; Walther, F. Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate. Corros. Mater. Degrad. 2022, 3, 127-141. https://doi.org/10.3390/cmd3010007
Milz MP, Wirtz A, Abdulgader M, Kalenborn A, Biermann D, Tillmann W, Walther F. Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate. Corrosion and Materials Degradation. 2022; 3(1):127-141. https://doi.org/10.3390/cmd3010007
Chicago/Turabian StyleMilz, Michael P., Andreas Wirtz, Mohamed Abdulgader, Anke Kalenborn, Dirk Biermann, Wolfgang Tillmann, and Frank Walther. 2022. "Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate" Corrosion and Materials Degradation 3, no. 1: 127-141. https://doi.org/10.3390/cmd3010007
APA StyleMilz, M. P., Wirtz, A., Abdulgader, M., Kalenborn, A., Biermann, D., Tillmann, W., & Walther, F. (2022). Corrosion Fatigue Behavior of Twin Wire Arc Sprayed and Machine Hammer Peened ZnAl4 Coatings on S355 J2C + C Substrate. Corrosion and Materials Degradation, 3(1), 127-141. https://doi.org/10.3390/cmd3010007