
A Critical Review of Extraction Methods for Vanadium from Petcoke Ash



Abstract
:1. Introduction
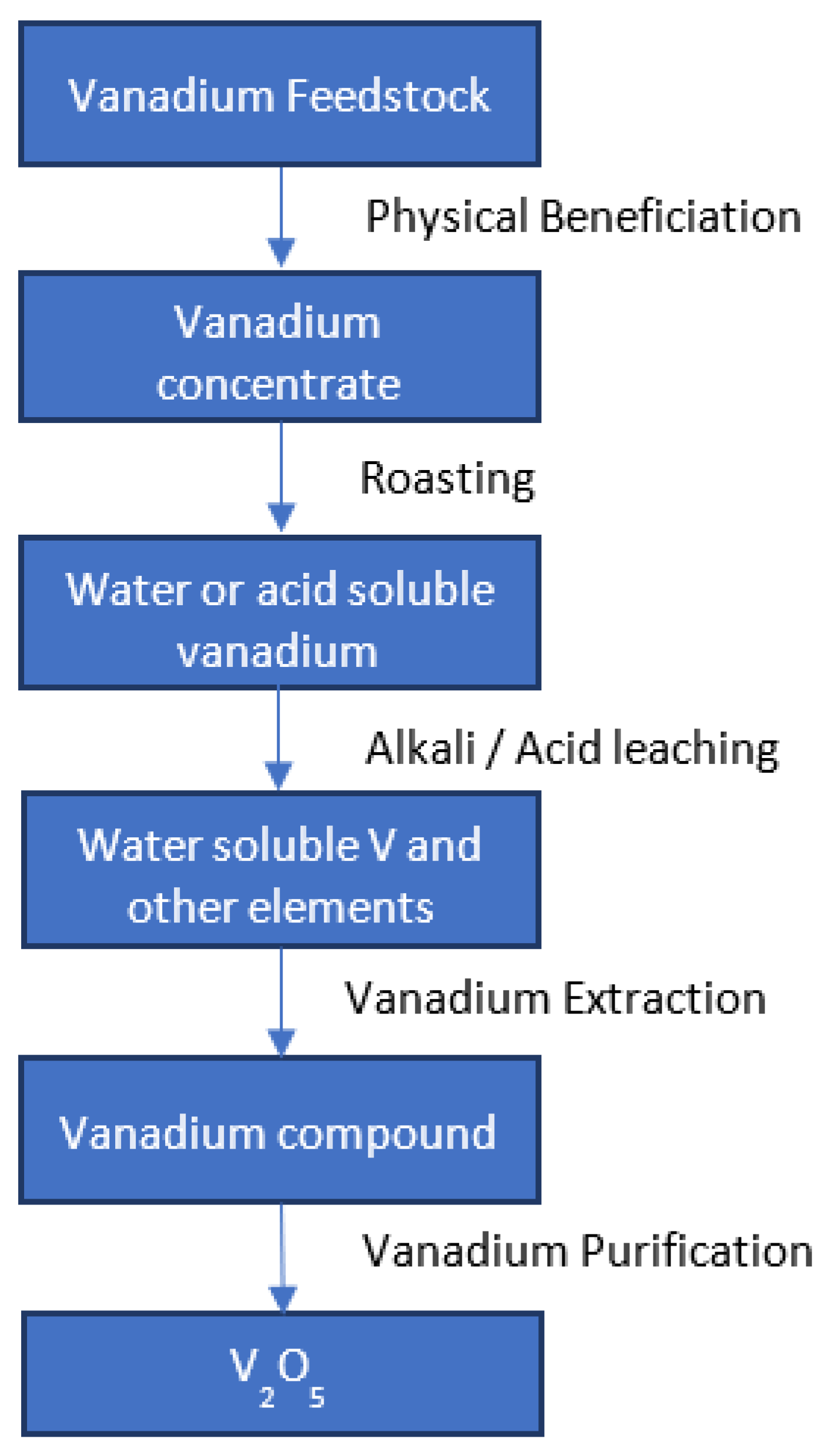
2. Vanadium Extraction Methods
2.1. Physical Beneficiation and Mineral Preconcentration
2.2. Carbon Separation
2.3. Vanadium Recovery
2.3.1. Roasting
Effect of Roasting Temperature
Effect of Roasting Time
2.3.2. Leaching
Salt Leaching
Acid Leaching
Effect of Leaching Temperature
Effect of Leaching Time
Microwave and Ultrasound Assisted Leaching
3. Environmental Issues with the Various Vanadium Extraction Methods
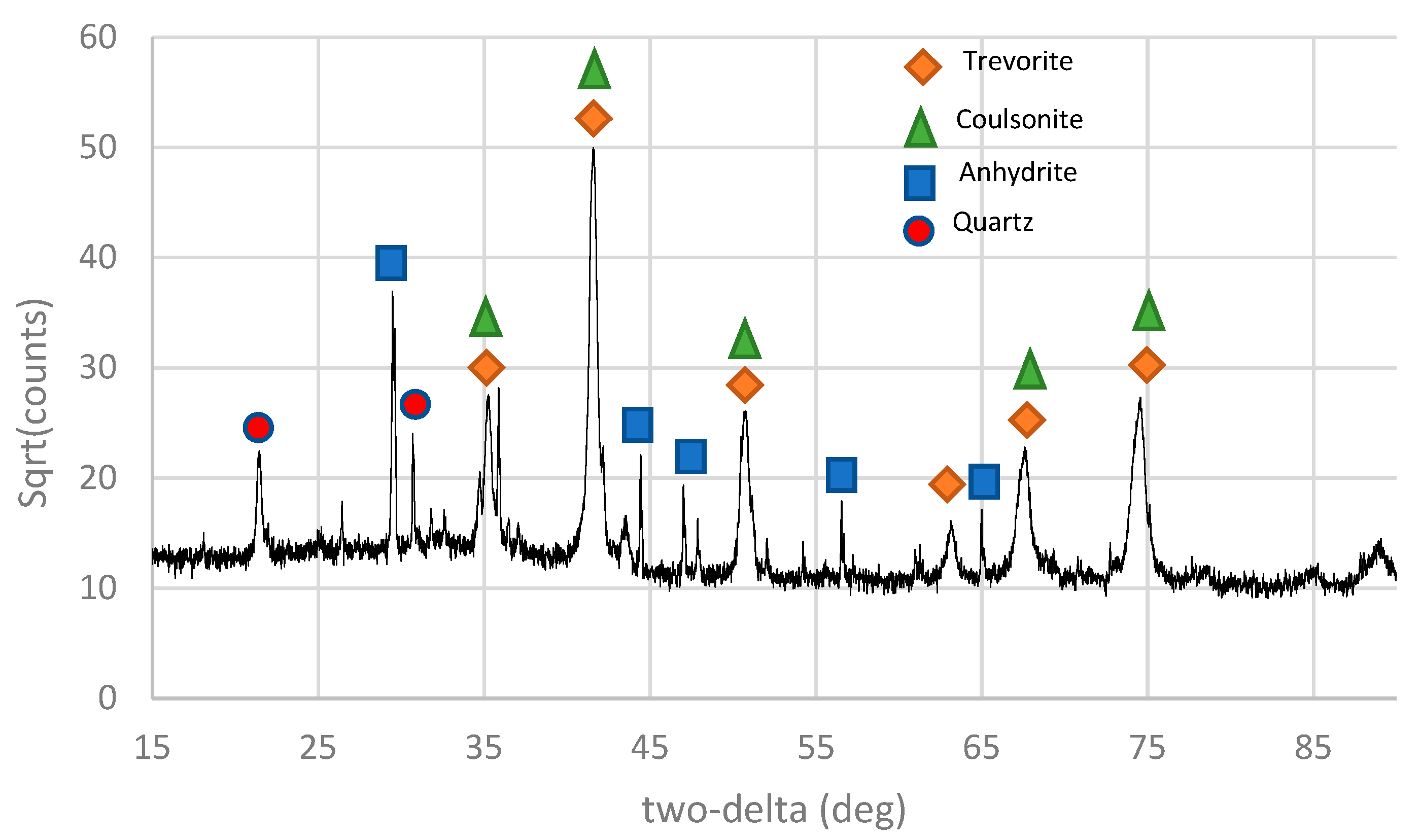
4. Characterization of the Petcoke Being Studied
5. Recommendation for Leaching Vanadium from Petcoke Being Studied
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vavilova, V.V.; Maksimov, Y. Effect of vanadium on thermal stability of titanium alloyed with aluminum and oxygen. Met. Sci. Heat Treat. 1976, 18, 87–88. [Google Scholar] [CrossRef]
- Rehder, D. Vanadium. Its role for humans. Met. Ions Life Sci. 2013, 13, 139–169. (In English) [Google Scholar] [CrossRef] [PubMed]
- Ścibior, A.; Pietrzyk, Ł.; Plewa, Z.; Skiba, A. Vanadium: Risks and possible benefits in the light of a comprehensive overview of its pharmacotoxicological mechanisms and multi-applications with a summary of further research trends. J. Trace Elem. Med. Biol. 2020, 61, 126508. (In English) [Google Scholar] [CrossRef] [PubMed]
- United States Geological Survey. Mineral Commodity Summaries 2020. In Mineral Commodity Summaries Report; United States Geological Survey: Reston, VA, USA, 2020. Available online: http://pubs.er.usgs.gov/publication/mcs2020 (accessed on 5 September 2021).
- Final List of Critical Minerals 2018. 2018. Available online: https://www.federalregister.gov/documents/2018/05/18/2018-10667/final-list-of-critical-minerals-2018 (accessed on 5 September 2021).
- Terry Perles, T.S., Inc. Vanadium Market Fundamentals and Implications. In Proceedings of the Metal Bulletin 28th International Ferroalloys Conference, Berlin, Germany, 13 November 2012. [Google Scholar]
- Imtiaz, M.; Rizwan, M.S.; Xiong, S.; Li, H.; Ashraf, M.; Shahzad, S.M.; Shahzad, M.; Rizwan, M.; Tu, S. Vanadium, recent advancements and research prospects: A review. Environ. Int. 2015, 80, 79–88. [Google Scholar] [CrossRef]
- Vanadium Overview. Bushveld Minerals. Available online: https://www.bushveldminerals.com/about-vanadium/ (accessed on 27 February 2021).
- Zhang, J.; Zhang, W.; Xue, Z. An Environment-Friendly Process Featuring Calcified Roasting and Precipitation Purification to Prepare Vanadium Pentoxide from the Converter Vanadium Slag. Metals 2019, 9, 21. Available online: https://www.mdpi.com/2075-4701/9/1/21 (accessed on 21 June 2020). [CrossRef]
- Herbelin, M.; Bascou, J.; Lavastre, V.; Guillaume, D.; Benbakkar, M.; Peuble, S.; Baron, J.-P. Steel Slag Characterisation—Benefit of Coupling Chemical, Mineralogical and Magnetic Techniques. Minerals 2020, 10, 705. Available online: https://www.mdpi.com/2075-163X/10/8/705 (accessed on 21 June 2021). [CrossRef]
- 2021 World Steel in Figures; World Steel Association, Avenue de Tervueren 270: Brussels, Belgium, 2021.
- China’s 2022 Vanadium Demand from VRFB Forecast to Rise. 21 October 2021. Available online: https://www.argusmedia.com/en/news/2265782-chinas-2022-vanadium-demand-from-vrfb-forecast-to-rise (accessed on 13 April 2022).
- Worldsteel Short Range Outlook October 2021; World Steel Association AISBL: Brussels, Belgium, 2021.
- Gupta, C.K.; Krishnamurthy, N. Extractive Metallurgy of Vanadium (Process. Metallurgy, No. 8); Elsevier Science: Amsterdam, The Netherlands, 1992; p. 690. [Google Scholar]
- Halpern, J.; Forward, F.A.; Ross, A.H. Effect of roasting on recovery of uranium and vanadium from carnotite ore by carbbonate leaching. Trans. Metall. Soc. AIME 1958, 212, 65–70. [Google Scholar]
- Energy Fuels, Inc. Conventional Operations. Available online: https://www.energyfuels.com/conventional-operations (accessed on 15 October 2021).
- Skelly, C.; Davis, L.; Hiller, J.; Sarah, N. NASA Announces Nuclear Thermal Propulsion Reactor Concept Awards; Potter, S., Ed.; NASA: Washington, DC, USA, 2021. [Google Scholar]
- Zhang, Y.-M.; Bao, S.-X.; Liu, T.; Chen, T.-J.; Huang, J. The technology of extracting vanadium from stone coal in China: History, current status and future prospects. Hydrometallurgy 2011, 109, 116–124. [Google Scholar] [CrossRef]
- Bao, S.; Liang, L.; Zhang, Y.; Han, S.; Hu, Y. Effect of calcium on the vanadium extraction from high calcium type stone coal. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2015, 30, 320–324. [Google Scholar] [CrossRef]
- Chen, F.; Zhang, Y.; Huang, J.; Liu, T.; Xue, N. Mechanism of Enhancing Extraction of Vanadium from Stone Coal by Roasting with MgO. Minerals 2017, 7, 33. Available online: https://www.mdpi.com/2075-163X/7/3/33 (accessed on 8 March 2020). [CrossRef]
- Liu, C.; Zhang, Y.-M.; Bao, S.-X. Vanadium recovery from stone coal through roasting and flotation. Trans. Nonferrous Met. Soc. China 2017, 27, 197–203. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, W.; Zhang, Y.; Song, S.; Bao, S. In-situ investigation on mineral phase transition during roasting of vanadium-bearing stone coal. Adv. Powder Technol. 2017, 28, 1103–1107. [Google Scholar] [CrossRef]
- Zhang, B.; Gao, Z.; Liu, H.; Wang, W.; Cao, Y. Direct Acid Leaching of Vanadium from Stone Coal. High. Temp. Mater. Process. 2017, 36, 877–883. [Google Scholar] [CrossRef]
- U.S. Energy Information Administration. Refinery Net Production of Petroleum Coke [Online]. Available online: https://www.eia.gov/dnav/pet/hist/LeafHandler.ashx?n=pet&s=mckrx_nus_1&f=a (accessed on 8 November 2022).
- American Petroleum Institute. A Robust Summary of Petroleum Coke; American Petroleum Institute: Washington, DC, USA, 2000. [Google Scholar]
- Miller, B. Fossil Fuel Emissions Control Technologies, 1st ed.; Section 1.4.3 Petroleum Coke; Butterworth-Heinemann: Oxford, UK, 2015; p. 514. [Google Scholar]
- Yildirim, I.Z.; Prezzi, M. Chemical, Mineralogical, and Morphological Properties of Steel Slag. Adv. Civ. Eng. 2011, 2011, 463638. [Google Scholar] [CrossRef]
- Limestone [GCSE Chemistry Only]. Available online: https://www.bbc.co.uk/bitesize/guides/z6gqmsg/revision/3 (accessed on 24 November 2022).
- Kong, L.-X.; Bai, J.; Li, W.; Bai, Z.-Q.; Guo, Z.-X. Effect of lime addition on slag fluidity of coal ash. J. Fuel Chem. Technol. 2011, 39, 407–411. [Google Scholar] [CrossRef]
- Wilkomirsky, I.A.; Luraschi, A.; Reghezza, A. Vanadium Extraction Process from BASIC Steel Refining Slags; Inst. of Mining and Metall Extraction Metall Symp: London, UK, 1985; p. 531. (In English) [Google Scholar]
- Lee, J.-C.; Kim, E.-Y.; Chung, K.W.; Kim, R.; Jeon, H.-S. A review on the metallurgical recycling of vanadium from slags: Towards a sustainable vanadium production. J. Mater. Res. Technol. 2021, 12, 343–364. [Google Scholar] [CrossRef]
- Lu, G.; Zhang, T.; Zhang, G.; Zhang, W.; Zhang, Y.; Dou, Z.; Wang, L.; Wang, Y.; Xie, G. Process and Kinetic Assessment of Vanadium Extraction from Vanadium Slag Using Calcification Roasting and Sodium Carbonate Leaching. JOM 2019, 71, 4600–4607. [Google Scholar] [CrossRef]
- Xiang, J.; Huang, Q.; Lv, X.; Bai, C. Extraction of vanadium from converter slag by two-step sulfuric acid leaching process. J. Clean. Prod. 2018, 170, 1089–1101. [Google Scholar] [CrossRef]
- Gao, M.; Xue, X.; Li, L.; Yang, H.; Bai, R.; Wang, H. A novel method to extract vanadium from vanadium-bearing steel slag using sodium carbonate solution. Physiochem. Probl. Miner. Process. 2018, 54, 911–921. [Google Scholar] [CrossRef]
- Xiang, J.; Huang, Q.; Lv, X.; Bai, C. Effect of Mechanical Activation Treatment on the Recovery of Vanadium from Converter Slag. Metall. Mater. Trans. B 2017, 48, 2759–2767. [Google Scholar] [CrossRef]
- Li, M.; Liu, B.; Zheng, S.; Wang, S.; Du, H.; Dreisinger, D.B.; Zhang, Y. A cleaner vanadium extraction method featuring non-salt roasting and ammonium bicarbonate leaching. J. Clean. Prod. 2017, 149, 206–217. [Google Scholar] [CrossRef]
- Ji, Y.; Shen, S.; Liu, J.; Xue, Y. Cleaner and effective process for extracting vanadium from vanadium slag by using an innovative three-phase roasting reaction. J. Clean. Prod. 2017, 149, 1068–1078. [Google Scholar] [CrossRef]
- Xu, S.; Long, M.; Chen, D.; Fan, H.; Chen, Y.; Sun, X. Recovery of Vanadium from a High Ca/V Ratio Vanadium Slag Using Sodium Roasting and Ammonia Leaching; Springer International Publishing, in Celebrating the Megascale: Cham, Switzerland, 2014; pp. 613–622. [Google Scholar]
- Zhang, J.; Zhang, W.; Zhang, L.; Gu, S. Mechanism of vanadium slag roasting with calcium oxide. Int. J. Miner. Process. 2015, 138, 20–29. [Google Scholar] [CrossRef]
- Mirazimi, S.M.J.; Rashchi, F.; Saba, M. A new approach for direct leaching of vanadium from LD converter slag. Chem. Eng. Res. Des. 2015, 94, 131–140. [Google Scholar] [CrossRef]
- Li, H.-Y.; Fang, H.-X.; Wang, K.; Zhou, W.; Yang, Z.; Yan, X.-M.; Ge, W.-S.; Li, Q.-W.; Xie, B. Asynchronous extraction of vanadium and chromium from vanadium slag by stepwise sodium roasting–water leaching. Hydrometallurgy 2015, 156, 124–135. [Google Scholar] [CrossRef]
- Li, X.-s.; Xie, B. Extraction of vanadium from high calcium vanadium slag using direct roasting and soda leaching. Int. J. Miner. Metall. Mater. 2012, 19, 595–601. [Google Scholar] [CrossRef]
- Li, X.-S.; Xie, B.; Wang, G.-E.; Li, X.-J. Oxidation process of low-grade vanadium slag in presence of Na2CO3. Trans. Nonferrous Met. Soc. China 2011, 21, 1860–1867. [Google Scholar] [CrossRef]
- Aarabi-Karasgani, M.; Rashchi, F.; Mostoufi, N.; Vahidi, E. Leaching of vanadium from LD converter slag using sulfuric acid. Hydrometallurgy 2010, 102, 14–21. [Google Scholar] [CrossRef]
- Li, J.; Xiong, Q.a.; Shan, J.; Zhao, J.; Fang, Y. Investigating a high vanadium petroleum coke ash fusibility and its modification. Fuel 2018, 211, 767–774. [Google Scholar] [CrossRef]
- Li, J.; Zhao, J.; Dai, X.; Bai, J.; Fang, Y. Effect of Vanadium on the Petroleum Coke Ash Fusibility. Energy Fuels 2017, 31, 2530–2537. [Google Scholar] [CrossRef]
- Yang, Z.; Li, H.-Y.; Yin, X.-C.; Yan, Z.-M.; Yan, X.-M.; Xie, B. Leaching kinetics of calcification roasted vanadium slag with high CaO content by sulfuric acid. Int. J. Miner. Process. 2014, 133, 105–111. [Google Scholar] [CrossRef]
- Li, H.-Y.; Wang, K.; Hua, W.-H.; Yang, Z.; Zhou, W.; Xie, B. Selective leaching of vanadium in calcification-roasted vanadium slag by ammonium carbonate. Hydrometallurgy 2016, 160, 18–25. [Google Scholar] [CrossRef]
- Yan, X.-M.; Xie, B.; Jiang, L.; Guo, H.-P.; Li, H.-Y. Leaching of Vanadium from the Roasted Vanadium Slag with High Calcium Content by Direct Roasting and Soda Leaching. In Rare Metal Technology 2015; Neelameggham, N.R., Alam, S., Oosterhof, H., Jha, A., Dreisinger, D., Wang, S., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 209–216. [Google Scholar]
- Wan, J.; Du, H.; Gao, F.; Wang, S.; Gao, M.; Liu, B.; Zhang, Y. Direct Leaching of Vanadium from Vanadium-bearing Steel Slag Using NaOH Solutions: A Case Study. Miner. Process. Extr. Metall. Rev. 2020, 42, 257–267. [Google Scholar] [CrossRef]
- Gabra, G.; Malinsky, I. A comparative study of the extraction of vanadium from titaniferous magnetite and slag. In Proceedings of the Extracive Metallurgy of Refractory Metals, 110th AIME Annual Meeting, Chicago, IL, USA, 22–26 February 1981; pp. 167–189. [Google Scholar]
- Mahdavian, A.; Shafyei, A.; Alamdari, E.; Haghshenas Fatmehsari, D. Recovery of Vanadium from Esfahan Steel Company Steel Slag; Optimizing of Roasting and Leaching Parameters. Int. J. Iron Steel Soc. Iran. 2006, 3, 17–21. [Google Scholar]
- Abou El-Enein, S.A.; El Aassy, I.E.; Rezk, A.A.; Manaa, E.A.; Kassab, W.A. Uranium/Vanadium Separation from El-Sahu Carnotite-Bearing Kaolin, Southwestern Sinai, Egypt. Int. J. Sci. Basic Appl. Res. (IJSBAR) 2014, 15, 185–199. [Google Scholar]
- Hayashi, M.; Nichols, I.L.; Huiatt, J.L. Vanadium-Uranium Extraction from Wyoming Vanadiferous Silicates Report 1983. [Online]. Available online: https://stacks.cdc.gov/view/cdc/10772 (accessed on 8 March 2020).
- Manaa, E.-S.A. Successive recovery of vanadium and uranium from carnotite-bearing kaolinite sample, Southwestern Sinai, Egypt. J. Radioanal. Nucl. Chem. 2020, 325, 493–502. [Google Scholar] [CrossRef]
- Liu, M.; Shen, Z.; Liang, Q.; Xu, J.; Liu, H. Characteristics of single petcoke particle during the gasification process at high temperatures. Chin. J. Chem. Eng. 2019, 27, 2427–2437. [Google Scholar] [CrossRef]
- Holloway, P.C.; Etsell, T.H. Salt roasting of suncor oil sands fly ash. Metall. Mater. Trans. B 2004, 35, 1051–1058. [Google Scholar] [CrossRef]
- Jack, T.R.; Sullivan, E.A.; Zajic, J.E. Leaching of vanadium and other metals from Athabasca Oil Sands coke and coke ash. Fuel 1979, 58, 589–594. [Google Scholar] [CrossRef]
- Li, J.; Zhang, J.; Zhao, J.; Fang, Y. Effect of Na2O in Ash Composition on Petroleum Coke Ash Fusibility. Energy Fuels 2019, 33, 9681–9689. [Google Scholar] [CrossRef]
- Jia, L.; Anthony, E.J.; Charland, J.P. Investigation of Vanadium Compounds in Ashes from a CFBC Firing 100 Petroleum Coke. Energy Fuels 2002, 16, 397–403. [Google Scholar] [CrossRef]
- Conn, R.E. Laboratory techniques for evaluating ash agglomeration potential in petroleum coke fired circulating fluidized bed combustors. Fuel Process. Technol. 1995, 44, 95–103. [Google Scholar] [CrossRef]
- Office of Pollution Protection and Toxics. Screening-Level Hazard Characterization—Petroleum Coke Category; Office of Pollution Protection and Toxics: Washington, DC, USA, 2011.
- D’Souza, S.A.; Banik, S.; Vuthaluru, H.B.; Pisupati, S.V. Comparison of Natural and Synthetic Petroleum Coke Slag Viscosities under Reducing Conditions: Applicability of Predictive Models Using Factsage and Modified Urbain Model. Fuels 2021, 2, 37–47. Available online: https://www.mdpi.com/2673-3994/2/1/3 (accessed on 19 June 2021).
- Shlewit, H.; Alibrahim, M. Extraction of sulfur and vanadium from petroleum coke by means of salt-roasting treatment. Fuel 2006, 85, 878–880. [Google Scholar] [CrossRef]
- Stemerowicz, A.; Bruce, R.W.; Sirianni, G.V.; Viens, G.E. Recovery of vanadium and nickel from Athabasca tar sands fly ash. CIM Bull. 1976, 69, 102–108. [Google Scholar]
- Yang, B.; He, J.; Zhang, G.; Guo, J. Vanadium—Extraction, Manufacturing and Applications, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2021; p. 560. (In English) [Google Scholar] [CrossRef]
- Ding, M. Utilization of Vanadium Extraction from Vanadium-bearing Steel Slag. IOP Conf. Ser. Earth Environ. Sci. 2021, 631, 012056. [Google Scholar] [CrossRef]
- Lindvall, M.; Rutqvist, S.; Ye, G. Recovery of vanadium from v-bearing bof-slag using an eaf. In Proceedings of the 12th International Ferroalloys Congress: Sustainable Future, Helsinki, Finland, 6–9 June 2010; pp. 189–195. [Google Scholar]
- Hukkanen, E.; Walden, H. The production of vanadium and steel from titanomagnetites. Int. J. Miner. Process. 1985, 15, 89–102. [Google Scholar] [CrossRef]
- Silin, I.; Hahn, K.M.; Gürsel, D.; Kremer, D.; Gronen, L.; Stopić, S.; Friedrich, B.; Wotruba, H. Mineral Processing and Metallurgical Treatment of Lead Vanadate Ores. Minerals 2020, 10, 197. Available online: https://www.mdpi.com/2075-163X/10/2/197 (accessed on 9 June 2021).
- Chapter 6—Extraction of vanadium from V-containing titanoferrous magnetite: Enrichment of vanadium slag. In Vanadium; Yang, B.; He, J.; Zhang, G.; Guo, J. (Eds.) Elsevier: Amsterdam, The Netherlands, 2021; pp. 123–147. [Google Scholar]
- Xin, J.; Gan, L.; Wang, N.; Chen, M. Accurate Density Calculation for Molten Slags in SiO2-Al2O3-CaO-MgO-‘FeO’-‘Fe2O3’ Systems. Metall. Mater. Trans. B 2019, 50, 1340–1349. [Google Scholar] [CrossRef]
- Ikemiya, N.; Umemoto, J.; Hara, S.; Ogino, K. Surface Tensions and Densities of Molten Al2O3, Ti2O3, V2O5 and Nb2O5. ISIJ Int. 1993, 33, 156–165. [Google Scholar] [CrossRef]
- Lakshmanan, V.I.; Todd, I.A.; McQueen, N. Recovery of vanadium from Suncor flyash—Flowsheet development. In Ferrous and Non-Ferrous Alloy Processes; Bergman, R.A., Ed.; Pergamon: Oxford, UK, 1990; pp. 157–163. [Google Scholar]
- Sitnikova, G.Y.; Rastova, N.V.; Davydova, S.L.; Archakova, R.D.; Khadzhiyev, S.N.; Amerik, Y.B. Role of thermal oxidation in the process of vanadium extraction from refinery coke (solid oil residues). Pet. Chem. USSR 1990, 30, 172–175. [Google Scholar] [CrossRef]
- Queneau, P.B.; Hogsett, R.F.; Beckstead, L.W.; Barchers, D.E. Processing of petroleum coke for recovery of vanadium and nickel. Hydrometallurgy 1989, 22, 3–24. [Google Scholar] [CrossRef]
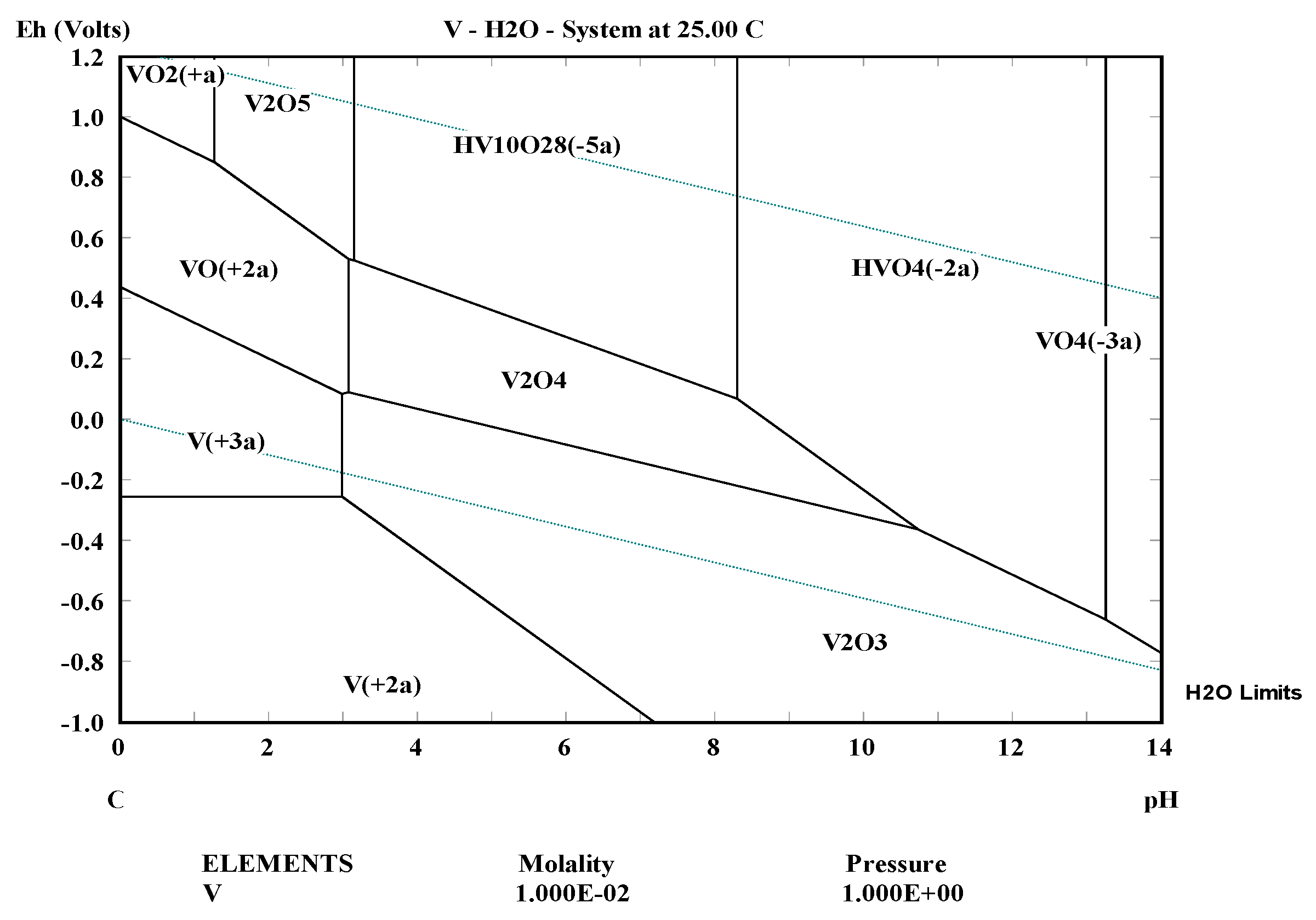
- Brookins, D.G. Eh-pH Diagrams for Geochemistry; Springer: Berlin/Heidelberg, Germany, 1988. [Google Scholar]
- Gomez-Bueno, C.O.; Spink, D.R.; Rempel, G.L. Extraction of vanadium from athabasca tar sands fly ash. Metall. Trans. B 1981, 12, 341–352. [Google Scholar] [CrossRef]
- Gardner, H.E. Recovery of Vanadium and Nickel from Petroleum Residues. U.S. Patent Appl. 134666, 28 March 1989. [Google Scholar]
- Haas, F.C.; Hesse, W.K. Method for Recovering Vanadium from Petroleum Coke. U.S. Patent Appl. 37493, 16 January 1981. [Google Scholar]
- McCorriston, L.L. Process Using Sulphate Reagent for Recovering Vanadium from Cokes Derived from Heavy Oils. U.S. Patent Appl. 334104, 21 June 1983. [Google Scholar]
- Vitolo, S.; Seggiani, M.; Falaschi, F. Recovery of vanadium from a previously burned heavy oil fly ash. Hydrometallurgy 2001, 62, 145–150. [Google Scholar] [CrossRef]
- Kondrasheva, N.K.; Rudko, V.A.; Lukonin, R.E.; Derkunskii, I.O. The influence of leaching parameters on the extraction of vanadium from petroleum coke. Pet. Sci. Technol. 2019, 37, 1455–1462. [Google Scholar] [CrossRef]
- Bhaduri, R.S.; Zestar, L.P. Recovery of Vanadium from Petroleum Coke Slurry Containing Solubilized Base Metals. U.S. Patent Appl. 13/784325, 4 September 2014. [Google Scholar]
- Crabtree, E.H.; Padilla, V.E. The treatment of vanadium ores for the recovery of vanadium pentoxide. J. Less Common. Met. 1961, 3, 437–442. [Google Scholar] [CrossRef]
- Navarro, R.; Guzman, J.; Saucedo, I.; Revilla, J.; Guibal, E. Vanadium recovery from oil fly ash by leaching, precipitation and solvent extraction processes. Waste Manag. 2007, 27, 425–438. [Google Scholar] [CrossRef]
- Seidel, A.; Sluszny, A.; Shelef, G.; Zimmels, Y. Self inhibition of aluminum leaching from coal fly ash by sulfuric acid. Chem. Eng. J. 1999, 72, 195–207. [Google Scholar] [CrossRef]
- Li, R.; Liu, T.; Zhang, Y.; Huang, J.; Xu, C. Efficient Extraction of Vanadium from Vanadium–Titanium Magnetite Concentrate by Potassium Salt Roasting Additives. Minerals 2018, 8, 25. [Google Scholar] [CrossRef]
- Li, M.; Wei, C.; Fan, G.; Li, C.; Deng, Z.; Li, X. Extraction of vanadium from black shale using pressure acid leaching. Hydrometallurgy 2009, 98, 308–313. [Google Scholar] [CrossRef]
- Nazari, E.; Rashchi, F.; Saba, M.; Mirazimi, S.M.J. Simultaneous recovery of vanadium and nickel from power plant fly-ash: Optimization of parameters using response surface methodology. Waste Manag. 2014, 34, 2687–2696. [Google Scholar] [CrossRef] [PubMed]
- Holloway, P.C.; Etsell, T.H.; Bunnell, C.F. Atmospheric leaching of oil sands fly ash from Syncrude and Suncor. Min. Met. Proc. 2005, 22, 145–152. (In English) [Google Scholar] [CrossRef]
- Al-Harahsheh, M.; Kingman, S.W. Microwave-assisted leaching—A review. Hydrometallurgy 2004, 73, 189–203. [Google Scholar] [CrossRef]
- Luque-García, J.L.; Luque de Castro, M.D. Ultrasound: A powerful tool for leaching. TrAC Trends Anal. Chem. 2003, 22, 41–47. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, X.; Chu, W.; Cui, H.; Wang, M. Removal of vanadium from petroleum coke by microwave and ultrasonic-assisted leaching. Hydrometallurgy 2020, 191, 105168. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, X.; Chu, W.; Zhang, Y.L. Microwave-ultrasonication method for leaching vanadium from petroleum coke. Pet. Sci. Technol. 2019, 37, 1634–1639. [Google Scholar] [CrossRef]
- Gao, H.; Jiang, T.; Xu, Y.; Wen, J.; Xue, X. Leaching Kinetics of Vanadium and Chromium During Sulfuric Acid Leaching With Microwave and Conventional Calcification-Roasted High Chromium Vanadium Slag. Miner. Process. Extr. Metall. Rev. 2020, 41, 22–31. [Google Scholar] [CrossRef]
- Hindawi, I.J. Environmental Effects of Chlorine; National Ecological Research Labratory: Cornvallis, OR, USA, 1975; p. 19. [Google Scholar]
- United State Environmental Protection Agency. Effects of Acid Rain. [Online]. Available online: https://www.epa.gov/acidrain/effects-acid-rain (accessed on 22 November 2022).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| V2O5 | CaO | T-Fe | SiO2 | Al2O3 | TiO2 | MgO | Na2O | MnO2 | K2O | SO3 | P2O5 | NiO | UO2 | Cr2O3 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vanadium rich steel slag [9,14,30,32,34,35,36,37,38,39,41,42,43,44,47,48,49,50,51,52] | 1 to 16% | 0.8 to 53.7% | 17 to 48% | 6 to 25.1% | 0 to 10.2% | 1 to 44% | 1 to 15.7% | 0 to 0.2% | 0.4 to 11% | - | - | 0 to 3.2% | - | - | 0 to 8.7% |
| Carnotite Ores [14,53,54,55] | 0.03 to 2% | 0.4 to 3% | 1 to 20% | 40% to 79% | 2% to 16% | 0 to 1% | 0 to 0.5% | 0 to 1% | 0 to 3% | 0 to 3% | - | - | - | 0.05 to 3% | - |
| Stone Coal [14,19,20,21] | 1% | 3 to 6% | 4% | 50 to 65% | 7 to 12% | - | 1.5 to 2% | 0.1 to 0.6% | - | 2 to 3% | 1 to 3% | - | - | - | - |
| Petcoke Ash [56,57,58,59,60,61,62,63,64] | 6 to 57% | 1 to 21% | 4.5 to 28.4% | 13.8 to 35% | 6 to 23% | 0.3 to 5% | 0.6 to 3% | 0 to 5% | - | 0 to 9% | 0.75 to 1.6% | 0.32 to 0.8% | 0 to 12% | - | - |
| Element | Fe | Ni | Ca | V | S | Si | Zn | Al | Na | Mo | Rest |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt% | 28 | 24 | 10 | 10 | 7 | 6 | 4 | 3 | 3 | 3 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jammulamadaka, H.; Pisupati, S.V. A Critical Review of Extraction Methods for Vanadium from Petcoke Ash. Fuels 2023, 4, 58-74. https://doi.org/10.3390/fuels4010005
Jammulamadaka H, Pisupati SV. A Critical Review of Extraction Methods for Vanadium from Petcoke Ash. Fuels. 2023; 4(1):58-74. https://doi.org/10.3390/fuels4010005
Chicago/Turabian StyleJammulamadaka, Hari, and Sarma V. Pisupati. 2023. "A Critical Review of Extraction Methods for Vanadium from Petcoke Ash" Fuels 4, no. 1: 58-74. https://doi.org/10.3390/fuels4010005
APA StyleJammulamadaka, H., & Pisupati, S. V. (2023). A Critical Review of Extraction Methods for Vanadium from Petcoke Ash. Fuels, 4(1), 58-74. https://doi.org/10.3390/fuels4010005