
Vacuum Balloon–A 350-Year-Old Dream


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methods and Results
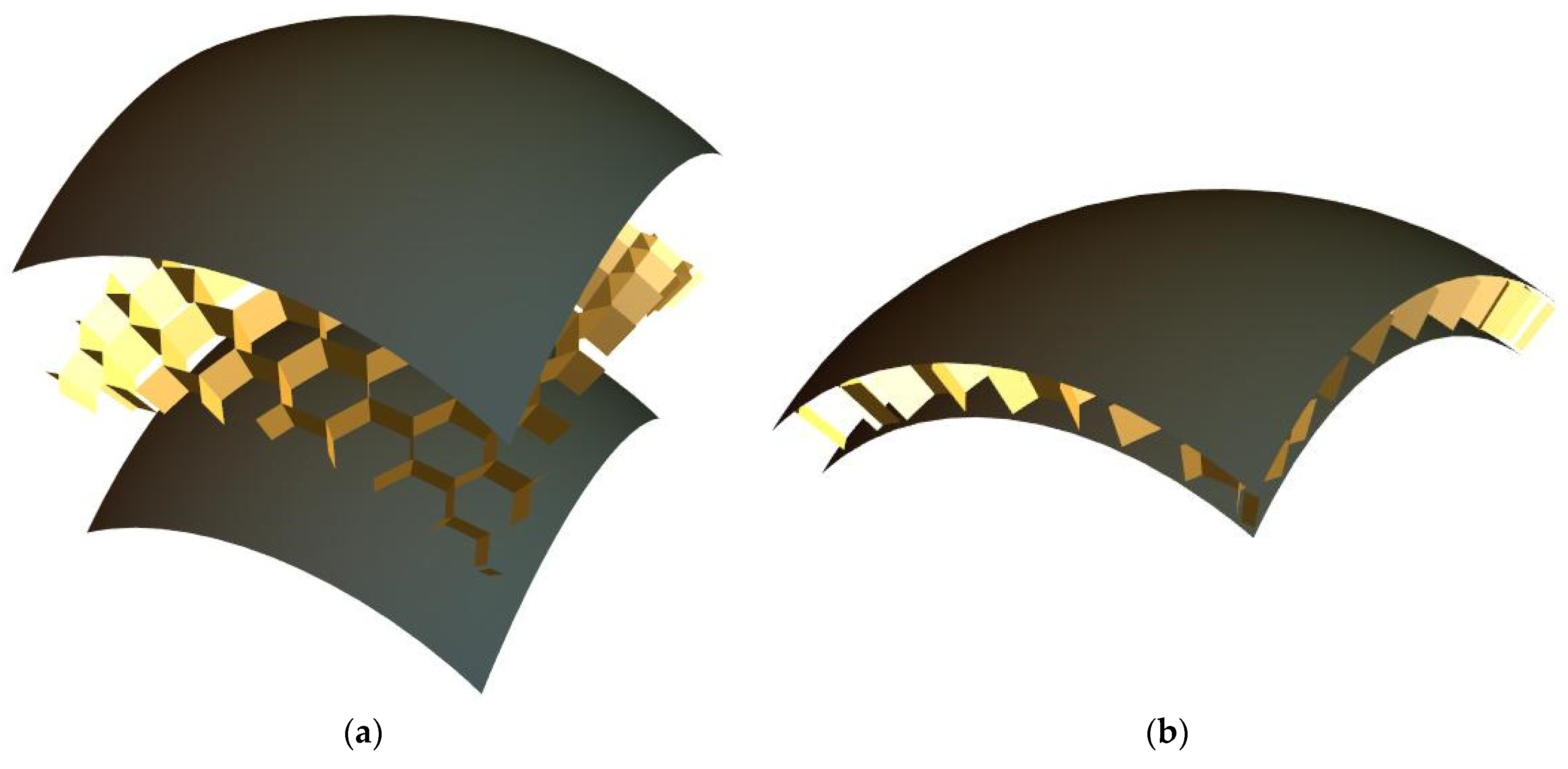
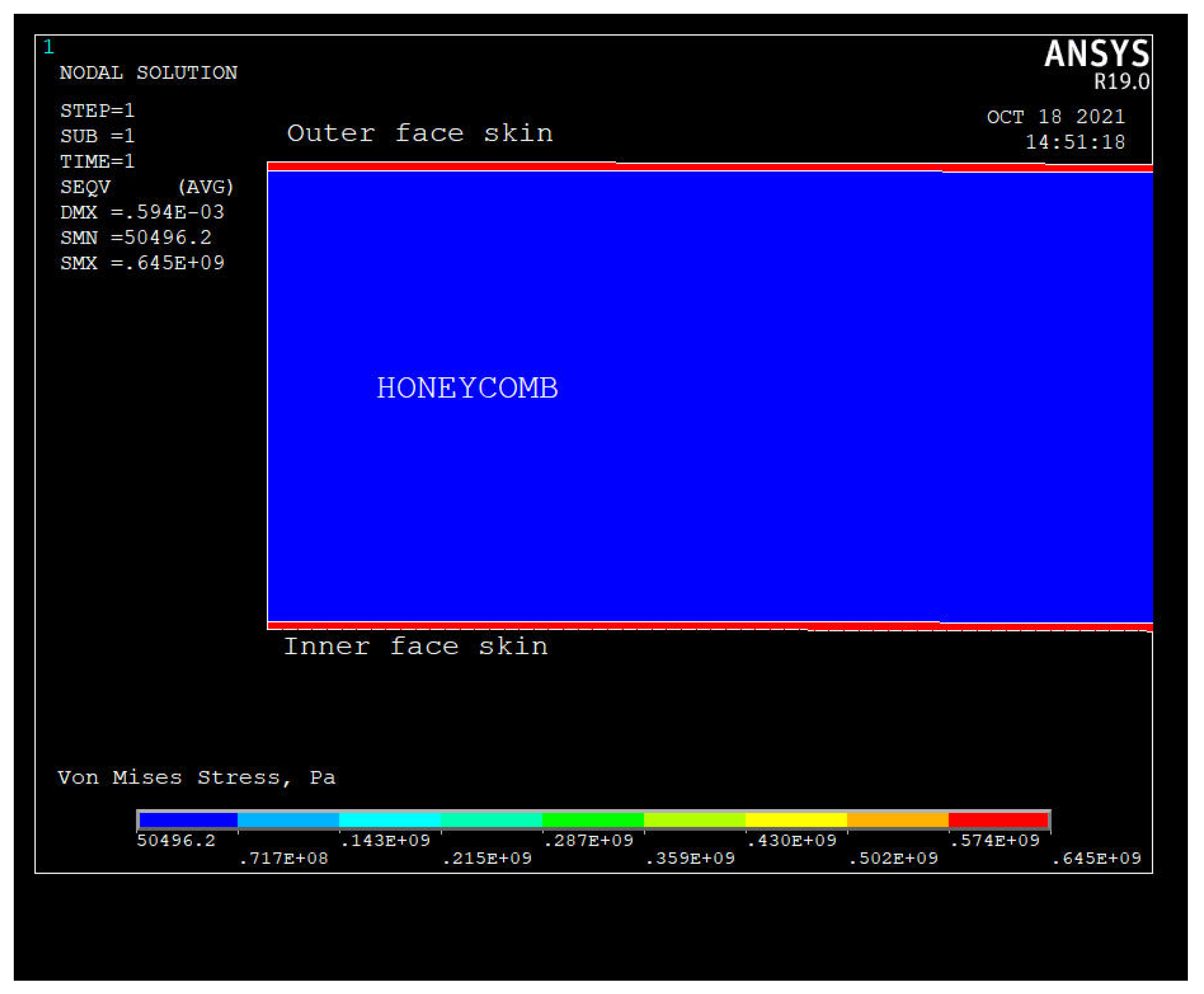
2.1. A Sandwich Vacuum Balloon and Its Buckling Analysis
2.2. Other Modes of Failure
2.3. Towards a Prototype Vacuum Balloon
3. Discussion
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
References
- Lana, F. Prodromo. Ouero Saggio di Alcune Inuentioni Nuoue Premesso All’arte Maestra, Rizzardi, Brescia, 1670, Chapter 6. Available online: https://books.google.ru/books?id=o7AGGIKz0_wC&pg=PP9&hl=ru&source=gbs_selected_pages&cad=2#v=onepage&q&f=false (accessed on 8 July 2018). (In Italian).
- Shikhovtsev, E. Available online: http://mir.k156.ru/aeroplan/de_bausset_aeroplane-03-1.html#a03-1-16 (accessed on 5 February 2019). (In Russian and In English).
- Zahm, A.F. Aërial Navigation: A Popular Treatise on the Growth of Air Craft and on Aeronautical Meteorology; D. Appleton and Company: New York, NY, USA; London, UK, 1911; p. 443. Available online: https://books.google.com/books?id=hRdDAAAAIAAJ&pg=PA443&lpg=PA443&dq=%22zahm%22+vacuum+balloon&source=bl&ots=HO8PwEw0M5&sig=AQGKWimBz3oa9Y32TwTnEgAu-UQ&hl=en&sa=X&ved=2ahUKEwiFroi-s4LfAhUq9YMKHWFHBtwQ6AEwAXoECAkQAQ#v=onepage&q=%22zahm%22%20vacuum%20balloon&f=false (accessed on 2 December 2018).
- Akhmeteli, A.M.; Gavrilin, A.V. Layered Shell Vacuum Balloons. U.S. Patent 11/517,915, 8 September 2006. [Google Scholar]
- Timoshenko, S.P.; Gere, J.M.; Prager, W. Theory of Elastic Stability, Second Edition. J. Appl. Mech. 1962, 29, 220–221. [Google Scholar] [CrossRef]
- Osserman, R. The Isoperimetric Inequality. Bull. Am. Math. Soc. 1978, 84, 1182. [Google Scholar] [CrossRef] [Green Version]
- Alcocer, A.; Forès, P.; Giuffré, G.P.; Parareda, C.; Roca, A.; Roca, J. Pressure Hull Design and Construction of the Manned Submersible Ictineu 3. Instrum. Viewpoint 2009, 8, m3. [Google Scholar]
- Armstrong, L.M.; Peoria, I.L. Aircraft of the Lighter-Than-Air Type. U.S. Patent 1,390,745, 13 September 1921. [Google Scholar]
- Barton, S.A. Florida State University Research Foundation (Tallahassee, FL, US), U.S. Patent 7,708,161 for “Light-Weight Vacuum Chamber and Applications Thereof”. U.S. Patent 7,708,161, 4 May 2010. [Google Scholar]
- Snyder, J.W.; Palazotto, A. Finite Element Design and Modal Analysis of a Hexakis Icosahedron Frame for Use in a Vacuum Lighter-Than-Air Vehicle. J. Eng. Mech. 2018, 144, 04018042. [Google Scholar] [CrossRef]
- Adorno-Rodriguez, R.; Palazotto, A. Nonlinear Structural Analysis of an Icosahedron under an Internal Vacuum. J. Aircr. 2015, 52, 878–883. [Google Scholar] [CrossRef]
- Rapport, N.; Middleton, W.I. U.S. Patent Application for “Lighter-Than-Air Fractal Tensegrity Structures”. U.S. Patent 14/807118, 23 July 2015. [Google Scholar]
- Jenett, B.; Gregg, C.; Cheung, K. Discrete Lattice Material Vacuum Airship. In Proceedings of the AIAA Scitech 2019 Forum, San Diego, CA, USA, 7–11 January 2019; p. 815. [Google Scholar] [CrossRef] [Green Version]
- Ball, P. Flying on empty. New Sci. 2019, 244, 68–69. [Google Scholar] [CrossRef]
- Surcouf, O. Dirigeables: Le Miracle du Vide, Science&Vie, No. 1233. June 2020, pp. 90–93. Available online: https://www.science-et-vie.com/technos-et-futur/dirigeables-le-miracle-du-vide-56281 (accessed on 29 July 2020). (In French).
- Available online: http://www.skylinecomponents.com/B4C.html (accessed on 25 December 2018).
- Available online: https://www.plascore.com/honeycomb/honeycomb-cores/aluminum/pamg-xr1-5056-aluminum-honeycomb-core/ (accessed on 25 December 2018).
- Brix, G. Durchschlagen von GFP-Sandwichkuppeln bei gleichförmigem Außendruck, IfL-Mitt. Mitteilung aus dem Institut für Leichtbau und Ökonomische Verwendung von Werkstoffen Dresden 1968, 7, 408–413. (In German) [Google Scholar]
- Available online: https://www.hexcel.com/user_area/content_media/raw/Honeycomb_Sandwich_Design_Technology.pdf (accessed on 25 December 2018).
- Sullins, R.T.; Smith, G.W.; Spier, E.E. Manual for Structural Stability Analysis of Sandwich Plates and Shells, NASA CR-1457. 1969. Available online: https://apps.dtic.mil/dtic/tr/fulltext/u2/a310684.pdf (accessed on 1 August 2020).
- Yao, J.C. Buckling of Sandwich Sphere under Normal Pressure. J. Aerosp. Sci. 1962, 29, 264–268. [Google Scholar] [CrossRef]
- Plantema, F.J. Sandwich Construction: The Bending and Buckling of Sandwich Beams, Plates and Shells; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 1966. [Google Scholar]
- Krenzke, M.A.; Kiernan, T.J. Elastic Stability of Near-Perfect Shallow Spherical Shells. AIAA J. 1963, 1, 2855–2857. [Google Scholar] [CrossRef]
- Krenzke, M.A.; Kiernan, T.J. Erratum: Elastic Stability of Near-Perfect Shallow Spherical Shells. AIAA J. 1964, 2, 0784b. [Google Scholar] [CrossRef]
- Błażejewski, P.; Marcinowski, J.; Rotter, M. 04.21: Buckling of externally pressurised spherical shells: Experimental results compared with recent design recommendations. Ce/Papers 2017, 1, 1010–1018. [Google Scholar] [CrossRef]
- Collier, C. Consistent Structural Integrity and Efficient Certification with Analysis, Volume 3, AFRL-VA-WP-TR-2005-3035. 2005. Available online: https://apps.dtic.mil/dtic/tr/fulltext/u2/a444085.pdf (accessed on 27 December 2018).
- Kaiser, A. Hydraulic Pressing of Advanced Ceramics, cfi/Berichte der DKG. 2007, 84, No. 6, pp. 27–32. Available online: http://www.alpha-ceramics.de/system/00/01/52/15245/633855139353281250_1.pdf (accessed on 10 August 2020).
- Kaiser, A.; Lutz, R. Uniaxial Hydraulic Pressing as Shaping Technology for Advanced Ceramic Products of Larger Size, Interceram. 2011. No. 03–04. pp. 230–234. Available online: http://www.laeis.eu/System/00/01/95/19513/634559894557055155_1.pdf (accessed on 10 August 2020).
- Lu, R.; Chandrasekaran, S.; Du Frane, W.L.; Landingham, R.L.; Worsley, M.A.; Kuntz, J.D. Complex shaped boron carbides from negative additive manufacturing. Mater. Des. 2018, 148, 8–16. [Google Scholar] [CrossRef]
- Chen, R.; Qi, J.; Su, L.; Shi, Q.; Guo, X.; Wu, D.; Lu, T.; Liao, Z. Rapid preparation and uniformity control of B4C ceramic double-curvature shells: Aim to advance its applications as ICF capsules. J. Alloy. Compd. 2018, 762, 67–72. [Google Scholar] [CrossRef]
- Lee, A.; Brun, P.-T.; Marthelot, J.; Balestra, G.; Gallaire, F.; Reis, P.M. Fabrication of slender elastic shells by the coating of curved surfaces. Nat. Commun. 2016, 7, 11155. [Google Scholar] [CrossRef] [PubMed]
- Sandwich Panel Fabrication Technology, Hexcel LTU 018. 2001. Available online: https://studylib.net/doc/18103284/sandwich-panel-fabrication-technology (accessed on 21 July 2019).
- Ning, X.; Pellegrino, S. Searching for imperfection insensitive externally pressurized near-spherical thin shells. J. Mech. Phys. Solids 2018, 120, 49–67. [Google Scholar] [CrossRef] [Green Version]
- Rion, J.; Leterrier, Y.; Månson, J.A.E. Prediction of the adhesive fillet size for skin to honeycomb core bonding in ultra-light sandwich structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1547–1555. [Google Scholar] [CrossRef]







Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akhmeteli, A.; Gavrilin, A.V. Vacuum Balloon–A 350-Year-Old Dream. Eng 2021, 2, 480-491. https://doi.org/10.3390/eng2040030
Akhmeteli A, Gavrilin AV. Vacuum Balloon–A 350-Year-Old Dream. Eng. 2021; 2(4):480-491. https://doi.org/10.3390/eng2040030
Chicago/Turabian StyleAkhmeteli, Andrey, and Andrew V. Gavrilin. 2021. "Vacuum Balloon–A 350-Year-Old Dream" Eng 2, no. 4: 480-491. https://doi.org/10.3390/eng2040030
APA StyleAkhmeteli, A., & Gavrilin, A. V. (2021). Vacuum Balloon–A 350-Year-Old Dream. Eng, 2(4), 480-491. https://doi.org/10.3390/eng2040030