
A Data-driven Framework to Reduce Diesel Spillages in Underground Mines

 ,
,
Abstract
:1. Introduction and Literature
- Was diesel management considered in the underground mining environment?
- Was energy management, including diesel/fuel management, considered in the underground mining environment?
- Did the study focus on the management/reduction of diesel particulate matter (DPM)?
- Did the study focus on reducing diesel usage in equipment?
- Develop a method that identifies underground diesel wastage;
- Integrate DIKW with DMAIC to identify root causes;
- Improve the management and control of diesel.
2. Method
- 1.
- The Define and Measure components of DMAIC are aggregated into the data domain of the DIKW hierarchy, as follows:
- (a)
- Define—assesses the diesel distribution layout underground and the data availability.
- (b)
- Measure—identifies the available measurements taken by the operation.
- 2.
- The primary Analysis technique of DMAIC is conducting a root cause analysis (RCA) using a fishbone diagram, which entails brainstorming with an experienced team. It is difficult to identify root causes without fully understanding the problem. In this study, the analysis domain groups the last three pillars of the DIKW hierarchy together, namely Information, Knowledge, and Wisdom, and uses them as a foundation for RCA, as follows:
- (a)
- Information—organising, structuring, and condensing the collected data [15].
- (b)
- Knowledge—selection of key performance indicators for the specified system.
- (c)
- Wisdom—development of reports for stakeholders to review.
- 3.
- The Improve component entails generating possible mitigation strategies to solve the identified issues and causes, i.e., utilising the wisdom obtained to tailor the solution.
- 4.
- The Control phase entails prioritising and setting up control mechanisms to ensure that the implemented improvements are sustained.
3. Results and Findings
3.1. Data Domain (Define and Measure)
3.1.1. Define: Construct a Diesel Distribution Layout and Assess Available Measurements
- Device 1—measured diesel delivered on the surface and the level of diesel in the tank;
- Device 2—measured diesel issued from an underground tank at level 263 to underground vehicles;
- Device 3—measured diesel issued from an underground tank at level 282 to underground vehicles;
- Sensor 1—measured diesel outflow from the surface tank to an underground tank at level 263;
- Sensor 2—measured the level of diesel in underground tank 1 (263 X/cut 8);
- Sensor 3—measured diesel outflow from tank 1 to tank 2 (L282 X/cut 19);
- Sensor 4—measured the level of diesel in tank 2.

3.1.2. Assess Data Collection Methods
3.2. Analysis Domain
3.2.1. Integrate Information, Knowledge, and Wisdom
- Total diesel purchased/received;
- Total diesel within the tanks;
- Total diesel disposed per vehicle;
- The type of vehicle.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Month (Year) | Opening (L) | Purchases (L) | Disposals (L) | Closing Calc (L) | Closing (L) Actual | Losses (L) |
|---|---|---|---|---|---|---|
| January 2022 | d | 135,495 | 101,013 | 88,961 | 67,232 | 21,729 |
| February 2022 | 67,232 | 75,978 | 85,938 | 57,272 | 27,752 | 29,520 |
| March 2022 | 27,752 | 110,037 | 103,870 | 33,919 | 29,688 | 4231 |
| April 2022 | 29,688 | 113,882 | 102,102 | 41,468 | 33,494 | 7974 |
| May 2022 | 33,494 | 75,908 | 96,827 | 12,575 | 12,575 | 0 |
| June 2022 | 12,575 | 147,586 | 95,319 | 64,842 | 47,212 | 17,630 |
| July 2022 | 47,212 | 110,126 | 93,196 | 64,142 | 51,528 | 12,614 |
| August 2022 | 51,528 | 77,488 | 102,295 | 26,721 | 26,721 | 0 |
| September 2022 | 26,721 | 114,750 | 99,064 | 42,407 | 22,192 | 20,215 |
| October 2022 | 22,192 | 148,270 | 109,284 | 61,178 | 43,092 | 18,086 |
| November 2022 | 43,092 | 106,086 | 97,314 | 51,864 | 18,977 | 32,887 |
| December 2022 | 18,977 | 92,739 | 64,274 | 47,442 | 44,506 | 2936 |
| January 2023 | 44,506 | 75,902 | 73,612 | 46,796 | 28,531 | 18,265 |
| February 2023 | 28,531 | 69,428 | 73,849 | 24,110 | 18,188 | 5922 |
| March 2023 | 18,188 | 140,766 | 86,144 | 72,810 | 67,935 | 4875 |
| Total Losses (L) | 196,884 | |||||
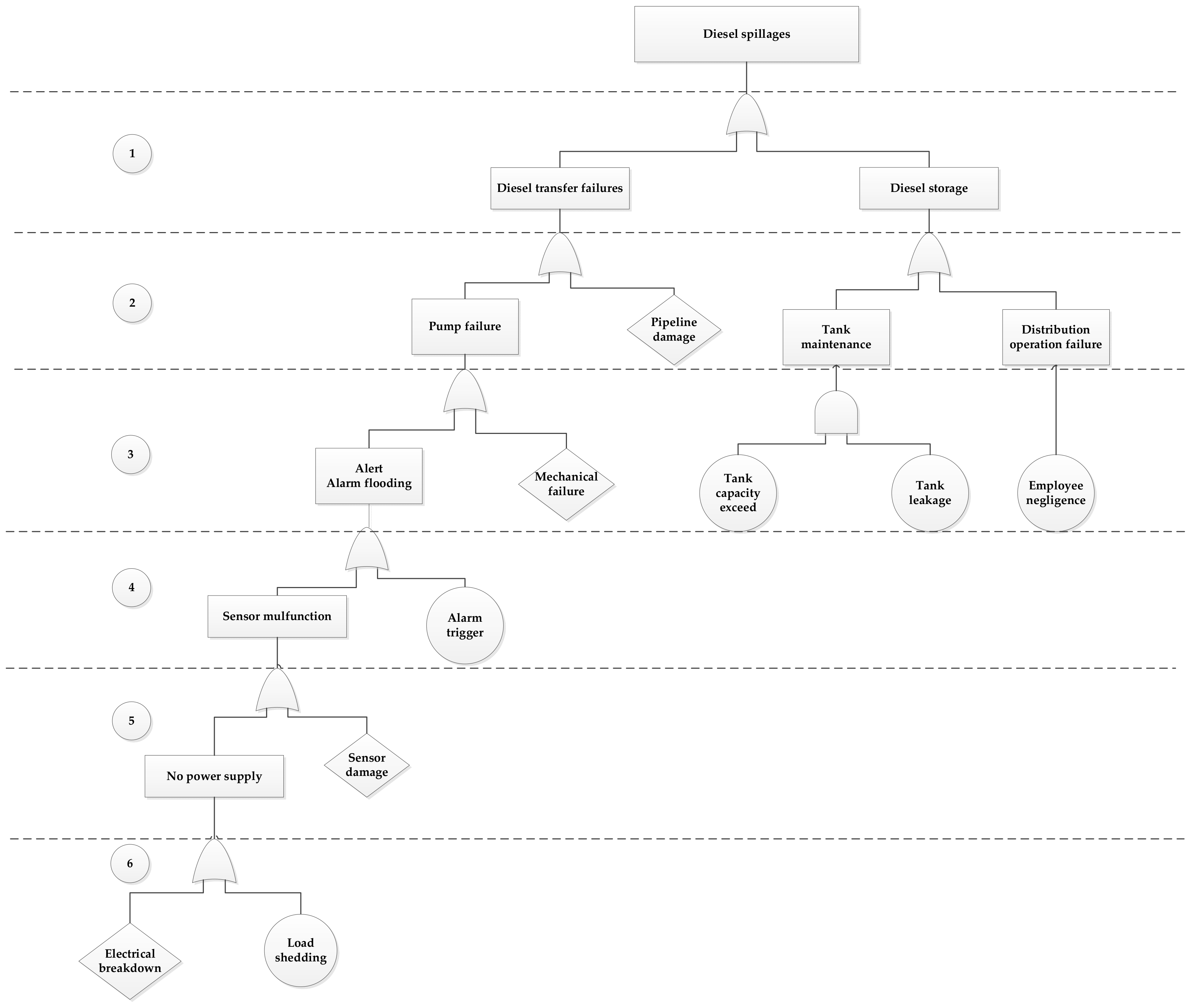
3.2.2. Finding Root Causes
3.2.3. RCA Application in Case Study
3.2.4. RCA Results
3.3. Improve
3.4. Control
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, N.; Wu, Y.; Wang, Q.; Ye, H.; Wang, L.; Jia, M.; Zhao, S. Underground mine truck travel time prediction based on stacking integrated learning. J. Eng. Appl. Artif. Intell. 2023, 120, 105873. [Google Scholar] [CrossRef]
- Callow, D.J. The impact of mining conditions on mechanized mining efficiency. J. South. Afr. Inst. Min. Metall. 2006, 106, 821–830. [Google Scholar]
- Samatemba, B.; Zhang, L.; Besa, B. Evaluating and optimizing the effectiveness of mining equipment; the case of Chibuluma South underground mine. J. Clean. Prod. 2020, 252, 119697. [Google Scholar] [CrossRef]
- González, A.J.; Camargo, L.J.R.; Ch, C.A.P. SCADA System for Supervision of Diesel Consumption and Energy Efficiency for Electric Generators. Indian J. Sci. Technol. 2018, 11, 1–8. [Google Scholar] [CrossRef]
- Jacobs, J.; Preis, E.; Plessis, J.D. Assess the Feasibility of Reducing Diesel Particulate Matter (dpm) Exposure through Re-placement and/or Conversion of all Tier 0 with Tier 2 or Tier 3 Engines to be Able to Use Low Sulphur Diesel Fuel and the Effective Maintenance of Diesel Machines; Mine Health and Safety Council: Sandton, South Africa, April 2019. Available online: https://mhsc.org.za/sites/default/files/public/research_documents/CoE150602%20%20Reducing%20DPMs%20through%20replacement%20of%20Tier%200%20engines.pdf (accessed on 15 January 2023).
- Motlogelwa, O.G.; Minnitt, R.C.A. Optimization of diesel usage at Uitvlugt Mine. J. Sourth. Afr. Inst. Min. Metall. 2013, 113, 345–349. [Google Scholar]
- Xu, G.; Chang, P.; Mullins, B.; Zhou, F.; Hu, S. Numerical study of diesel particulate matter distribution in an underground mine isolated zone. Powder Technol. 2018, 339, 947–957. [Google Scholar] [CrossRef]
- Chang, P.; Xu, G. A review of the health effects and exposure-responsible relationship of diesel particulate matter for underground mines. Int. J. Min. Sci. Technol. 2017, 27, 831–838. [Google Scholar] [CrossRef]
- Paluchamy, B.; Mishra, D.P.; Panigrahi, D.C. Airborne respirable dust in fully mechanised underground metalliferous mines-Generation, health impacts and control measures for cleaner production. J. Clean. Prod. 2021, 296, 126524. [Google Scholar] [CrossRef]
- Chang, P.; Xu, G.; Mullins, B.; Abishek, S.; Sharifzadeh, M. Numerical investigation of diesel particulate matter dispersion in an underground development face during key mining activities. Adv. Powder Technol. 2020, 31, 3882–3896. [Google Scholar] [CrossRef]
- Hua, Y.; Nie, W.; Liu, Q.; Liu, X.; Liu, C.; Zhou, W.; Yu, F. Analysis of diffusion behavior of harmful emissions from trackless rubber-wheel diesel vehicles in underground coal mines. Int. J. Min. Sci. Technol. 2022, 32, 1285–1299. [Google Scholar] [CrossRef]
- Maregedze, L.; Chingosho, H.; Madiye, L. Use and cost optimization for underground mines electrical energy: A case of a mine in Zvishavane. Energy 2022, 247, 123374. [Google Scholar] [CrossRef]
- Plessis, J.J.L.D.; Marx, W.M.; Nell, C. Efficient use of energy in the ventilation and cooling of mines. J. Sourth. Afr. Inst. Min. Metall. 2014, 114, 1033–1037. [Google Scholar]
- Bredenkamp, J.I.G. An Integrated Energy Management Strategy for the Deep-Level Gold Mining Industry. Ph.D. Thesis, Department of Mechanical Engineering, North-West University, Potchefstroom, South Africa, 2016. [Google Scholar]
- Ngwaku, S.R.; Pascoe, J.; Pelser, W.A.; van Laar, J.H. Development of a Holistic Diesel Management System To Reduce Wastage in Open-Cast Gold Mining. South Afr. J. Ind. Eng. 2022, 33, 1–14. [Google Scholar] [CrossRef]
- Pyzdek, T.; Keller, P. Building the Responsive Six Sigma Organization. In The Six Sigma Handbook, 5th ed.; Mc Graw Hill: New York, NY, USA, 2016; Chapter 1; pp. 3–5. [Google Scholar]
- Guleria, P.; Pathania, A.; Sharma, S.; Carlossa, J. Lean six-sigma implementation in an automobile axle manufacturing industry: A case study. Mater. Today Proc. 2021, 50, 1739–1746. [Google Scholar] [CrossRef]
- Guleria, P.; Pathania, A.; Shukla, R.K.; Sharma, S. Lean six-sigma: Panacea to reduce rejection in gear manufacturing industry. Mater. Today Proc. 2020, 46, 4040–4046. [Google Scholar] [CrossRef]
- Mittal, A.; Gupta, P.; Kumar, V.; Al Owad, A.; Mahlawat, S.; Singh, S. The performance improvement analysis using Six Sigma DMAIC methodology: A case study on Indian manufacturing company. Heliyon 2023, 9, e14625. [Google Scholar] [CrossRef] [PubMed]
- Trableau. Root Cause Analysis Explained: Definition, Examples, and Methods. 2022, pp. 1–8. Available online:https://www.tableau.com/learn/articles/root-cause-analysis#:~:text=Root%20cause%20analysis%20(RCA)%20is,symptoms%20and%20putting%20out%20fires.%201/8 (accessed on 29 May 2023).
- Ngwaku, S.R.; Pascoe, J.; Pelser, W.A.; Vosloo, K.C.; van Laar, J.H. Underground diesel spillages: A root cause analysis. In Proceedings of the International Conference on Industrial Engineering, Systems Engineering and Engineering Management, Cape town, South Africa, 2–4 October 2023. [Google Scholar]
- Chen, X.E.; Wang, L. Research of Automation Integrated Monitoring System for the Fully Mechanized Coal Face. Procedia Earth Planet. Sci. 2011, 2, 171–176. [Google Scholar] [CrossRef]
- Du Plessis, G.E.; Liebenberg, L.; Mathews, E.H.; Du Plessis, J.N. A versatile energy management system for large integrated cooling systems. Energy Convers. Manag. 2013, 66, 312–325. [Google Scholar] [CrossRef]
- Ahiska, R.; Mamur, H. A test system and supervisory control and data acquisition application with programmable logic controller for thermoelectric generators. Energy Convers. Manag. 2012, 64, 15–22. [Google Scholar] [CrossRef]
- Ito, A.; Hagström, M.; Bokrantz, J.; Skoogh, A.; Nawcki, M.; Gandhi, K.; Bergsjö, D.; Bärring, M. Improved root cause analysis supporting resilient production systems. J. Manuf. Syst. 2022, 64, 468–478. [Google Scholar] [CrossRef]
- Mourtzis, D.; Doukas, M.; Skrepetos, T. A Knowledge-Enriched Problem Solving Methodology for the Design Phase of Manufacturing Equipment. Procedia CIRP 2015, 36, 95–100. [Google Scholar] [CrossRef]
- Hu, Y.-N. Research on the Application of Fault Tree Analysis for Building Fire Safety of Hotels. Procedia Eng. 2016, 135, 524–530. [Google Scholar] [CrossRef]
- Nebosh. Fault Tree Analysis (FTA) and Event Tree Analysis (ETA). RRC Training. Diploma-Unit A. 2016, pp. 1–9. Available online: https://www.icao.int/sam/documents/2014adsafass/fault%20tree%20analysis%20and%20event%20tree%20analysis.pdf (accessed on 4 March 2023).
- Bosch Group. Quality Managent in the Bosch Group. Fault Tree Analysis, Unit 15. 2020. Available online: https://assets.bosch.com/media/global/bosch_group/purchasing_and_logistics/information_for_business_partners/downloads/quality_docs/general_regulations/bosch_publications/booklet-no15-fault-tree-analysis_en.pdf (accessed on 15 February 2023).
- ABB Global. Alarm Management for SCADA Control Rooms. White Paper. 2013, pp. 1–7. Available online: https://library.e.abb.com/public/72f20c70c7b44d889d463db81df5c38d/SCADA%20Alarm%20Management%20White%20Paper.pdf (accessed on 4 January 2023).
- Dorgo, G.; Tandari, F.; Szabó, T.; Palazoglu, A.; Abonyi, J. Quality vs. quantity of alarm messages—How to measure the performance of an alarm system. Chem. Eng. Res. Des. 2021, 173, 63–80. [Google Scholar] [CrossRef]






| Root Cause | Observation and Possible Mitigation Plan |
|---|---|
| Load shedding | Observation: Load shedding resulting in no power supply is the main cause of sensor malfunction. During loadshedding events, underground tank level sensors read zero, thus triggering the surface tank pump to start pumping diesel. If this is undetected due to alarm flooding, the pump will continue running, resulting in higher volumes of diesel being wasted. Mitigation: Load shedding is a new normal in SA and is predicted to continue. The best way to avoid power failures in sensors is to purchase and install uninterrupted power supply (UPS) systems. These units are designed to supply electric power to devices during power outages, thus ensuring that sensors do not malfunction. |
| Alarm trigger | Observation: An alarm is an audible or visible means of indicating process deviation or abnormal conditions to the control room operator [30]. At the case study mine, the average amount of alarms received per day is around 2000. Underground mines comprise intricate systems with many alarms, resulting in numerous alarms being triggered (alarm flooding). This can ultimately overwhelm operators, which leads to many of these alarms being disregarded [30]. Diesel spillage alarms are often ignored in the case study mine, as they are considered a lower priority compared to other alarms. Mitigation: An alarm management procedure using Engineering Equipment and Materials Users Association (EEMUA) guidelines should be developed [30,31]. In this guideline, it is stated that all alarms are useful and should never be ignored. Management should ensure that no alarm is without a response and that there is a monitoring system in place. |
| Tank capacity exceeded and tank leakage | Observation: These two basic events are linked; lack of maintenance and regular inspection results in diesel spillages. The case study mine was commissioned in 2002 and has been operational for over 20 years to date. The demand for diesel in this mine has increased over the years. However, the diesel storage capacity has been kept the same. Mitigation: Regular maintenance checks will enable managers to react quickly to diesel leakages, resulting in minimised spillages. Increased diesel tank capacities will also prolong the starting time of diesel spillages, giving control operators more time to react to the triggered alarm. |
| Employee negligence | Observation: Diesel bay attendants should ensure safe and efficient distribution and diesel storage management. Attendants tend to focus only on issuing diesel to different vehicles and do not assess the condition of the diesel bay. Mitigation: A procedure should be put in place to encourage diesel bay attendants to be more alert. Diesel bay attendants should not wait for control room operators to detect the alarm. Phones are made available underground and should be utilised to communicate failures with the control room. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ngwaku, S.R.; Pascoe, J.; Pelser, W.A.; Vosloo, J.C.; van Laar, J.H. A Data-driven Framework to Reduce Diesel Spillages in Underground Mines. Mining 2023, 3, 683-695. https://doi.org/10.3390/mining3040037
Ngwaku SR, Pascoe J, Pelser WA, Vosloo JC, van Laar JH. A Data-driven Framework to Reduce Diesel Spillages in Underground Mines. Mining. 2023; 3(4):683-695. https://doi.org/10.3390/mining3040037
Chicago/Turabian StyleNgwaku, Sheila R., Janine Pascoe, Wiehan A. Pelser, Jan C. Vosloo, and Jean H. van Laar. 2023. "A Data-driven Framework to Reduce Diesel Spillages in Underground Mines" Mining 3, no. 4: 683-695. https://doi.org/10.3390/mining3040037
APA StyleNgwaku, S. R., Pascoe, J., Pelser, W. A., Vosloo, J. C., & van Laar, J. H. (2023). A Data-driven Framework to Reduce Diesel Spillages in Underground Mines. Mining, 3(4), 683-695. https://doi.org/10.3390/mining3040037