
Advanced Technologies in the Fabrication of a Micro-Optical Light Splitter

 , ,
, ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
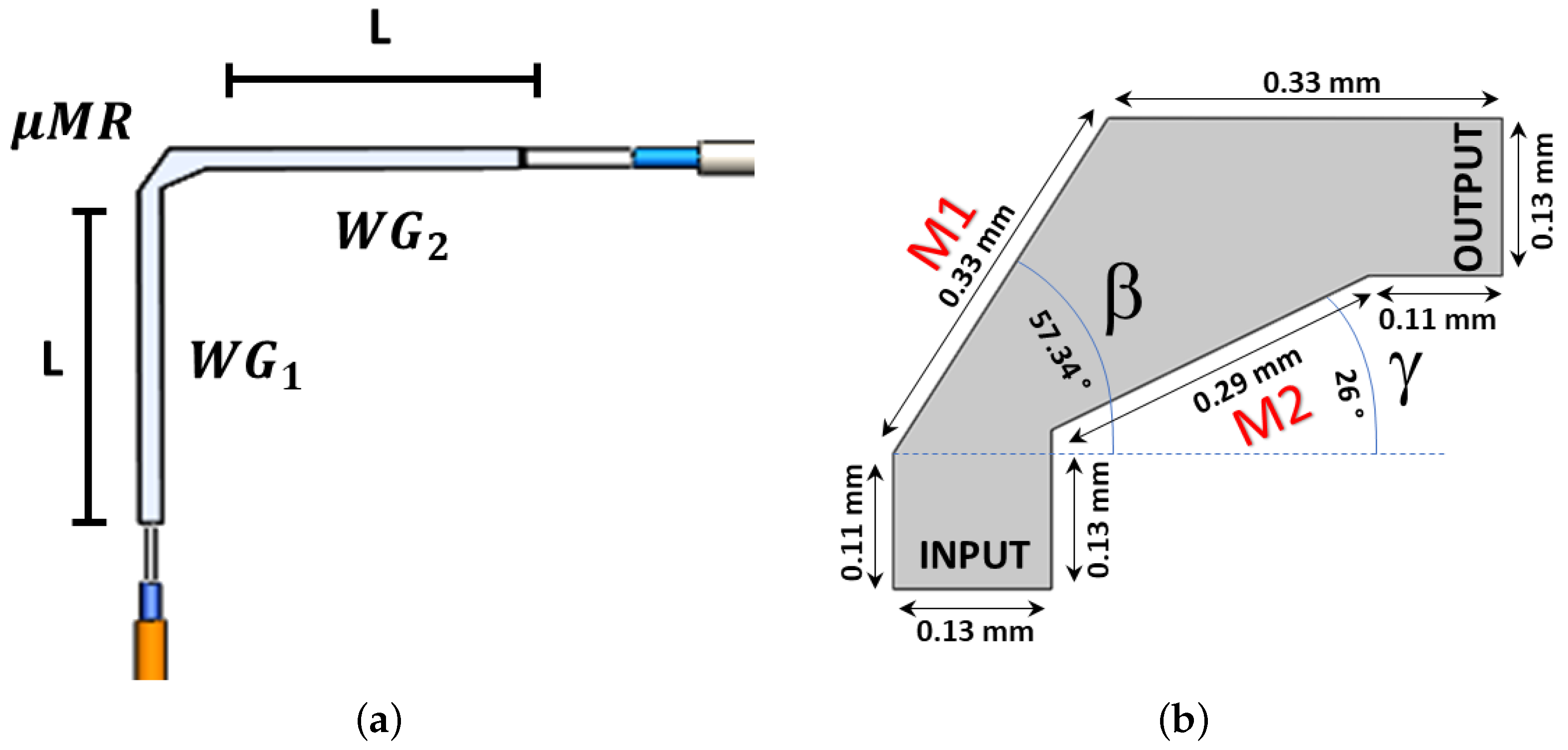
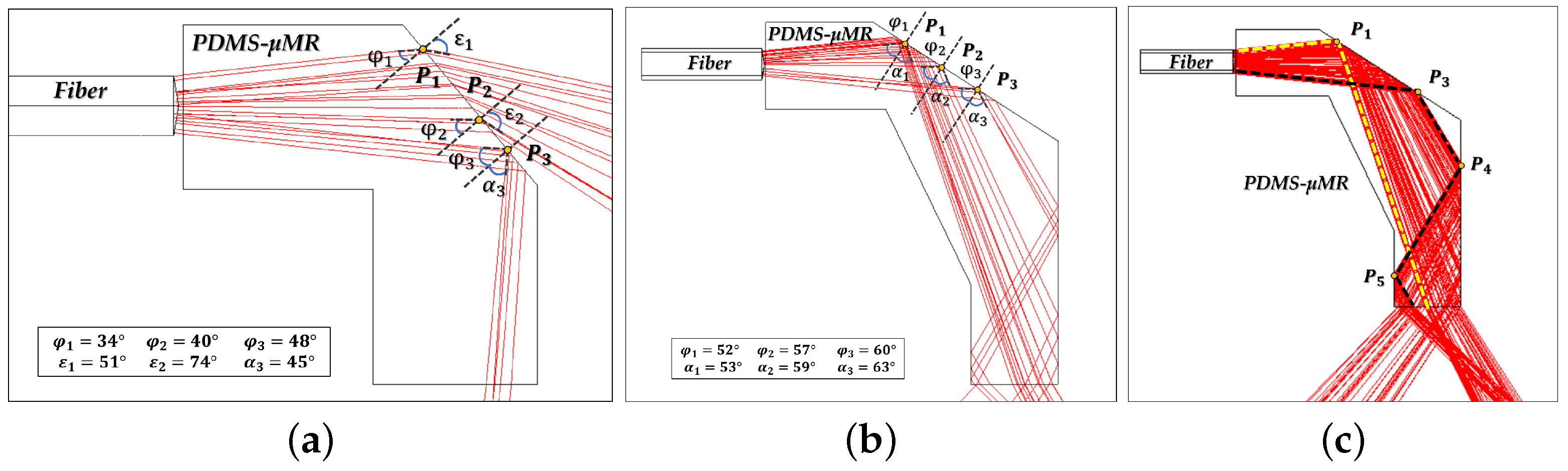
2.1. Design and Simulations
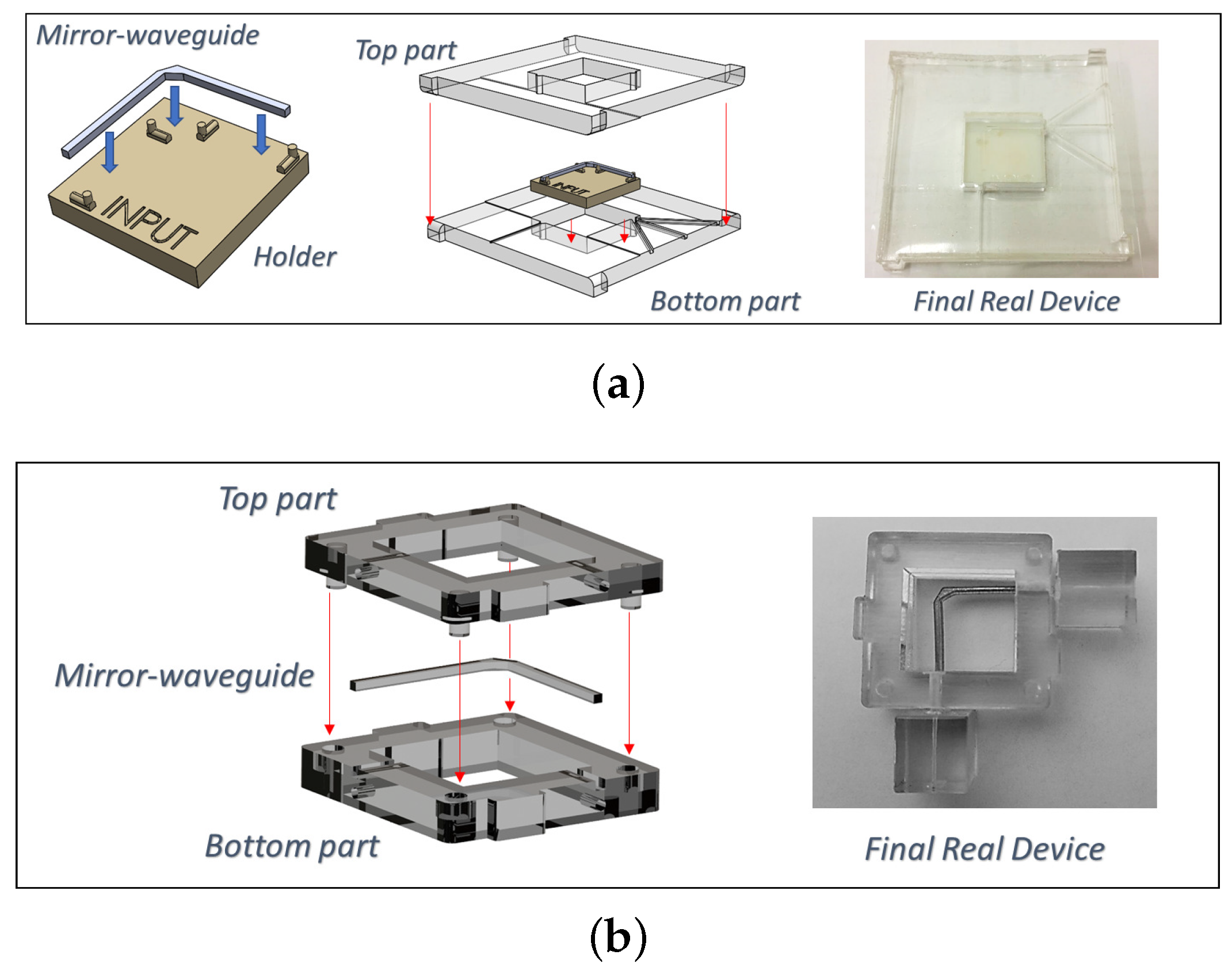
2.2. Fabrication Processes
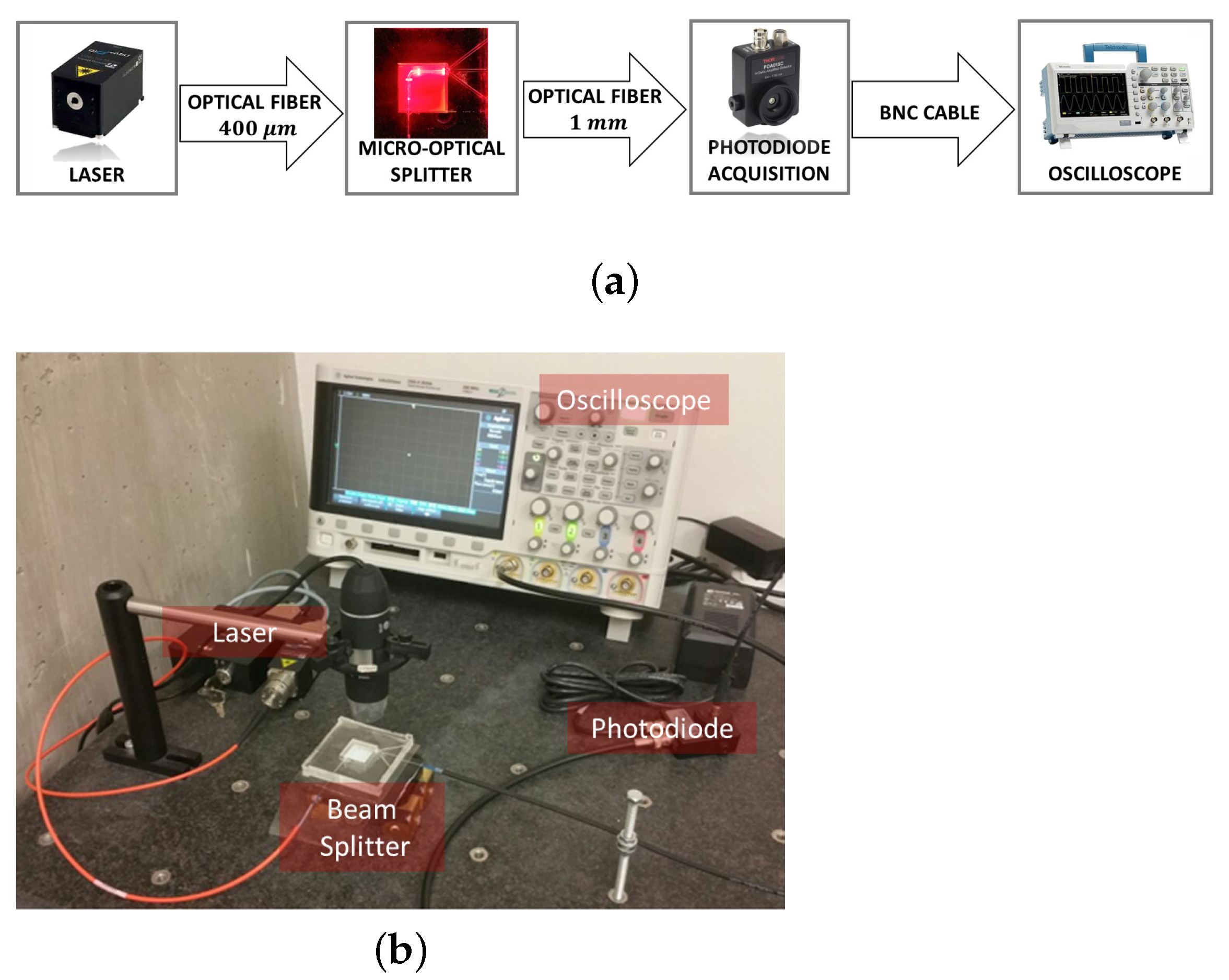
2.3. Experimental Set-Up
3. Results and Discussion
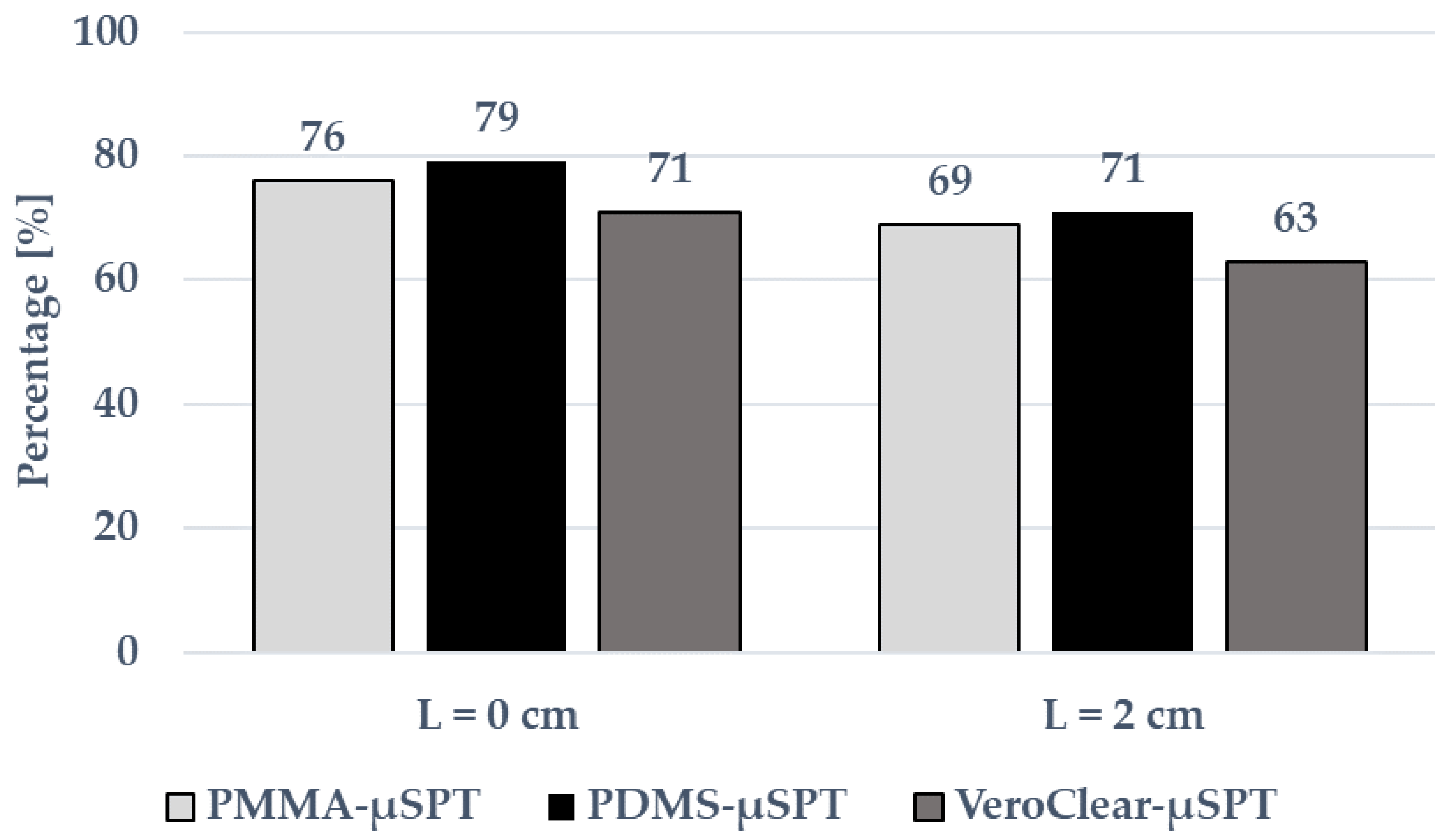
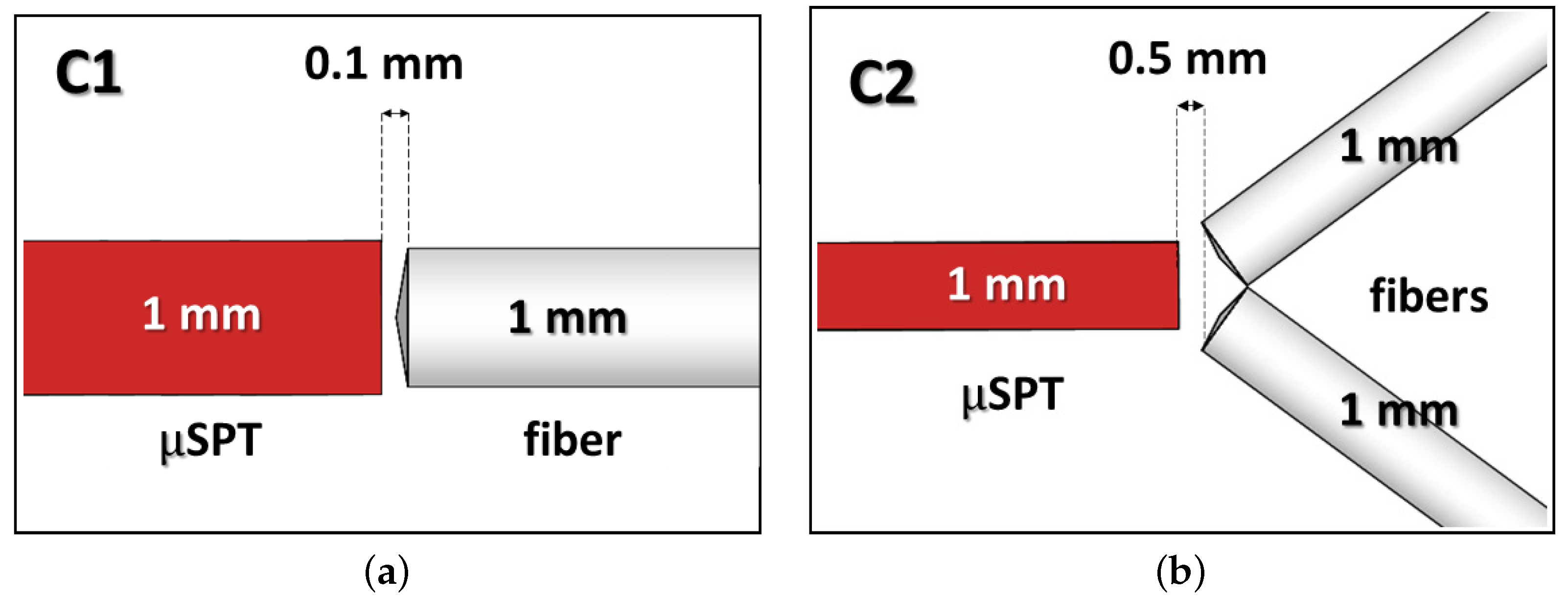
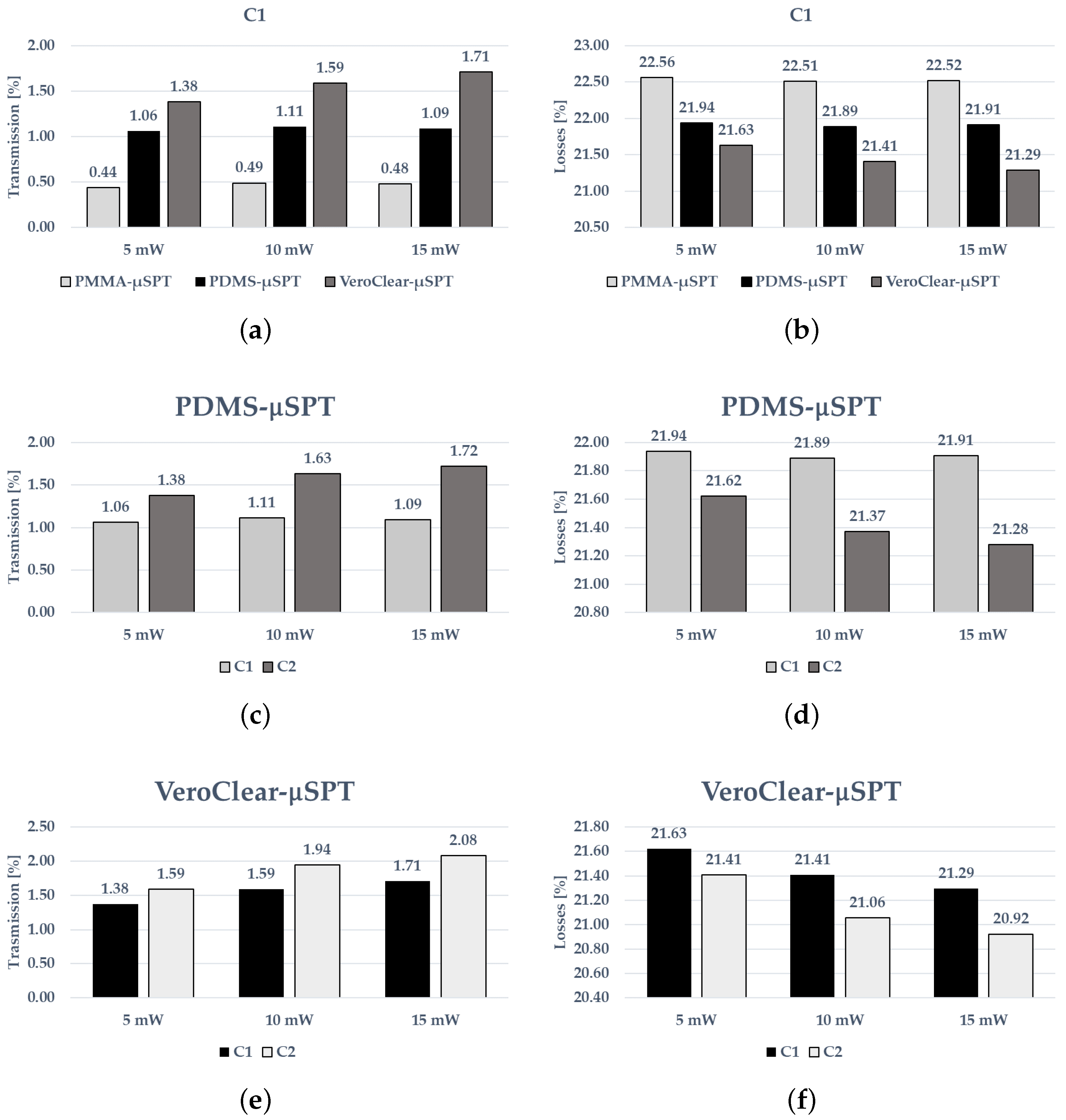
3.1. Optical Characterization in Comparison
- : one fiber insertion for an optical fiber was lined up with the output micro-waveguide, as in a standard configuration with d = 0.1 mm (see Figure 7a).
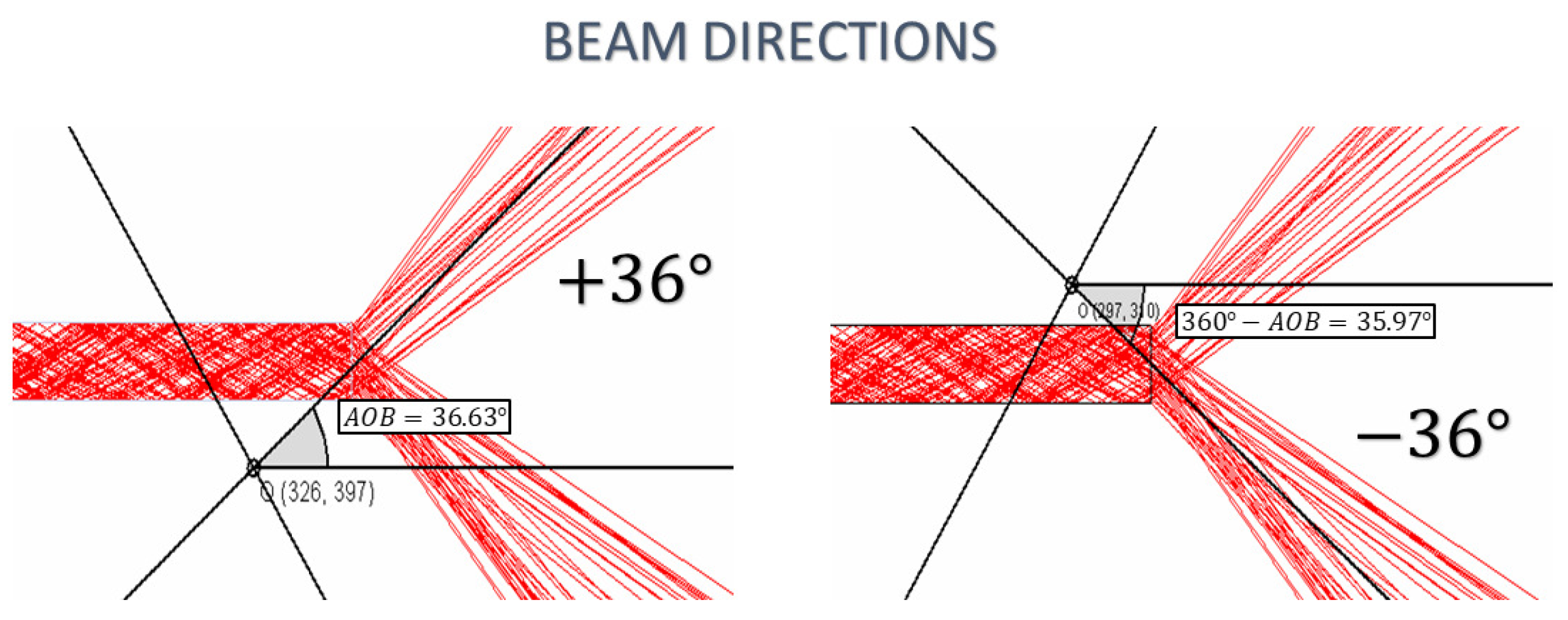
- : two fiber insertions for the optical fibers were tilted at , on the opposite side, with respect to the main horizontal line of the output with d = 0.5 mm (see Figure 7b).
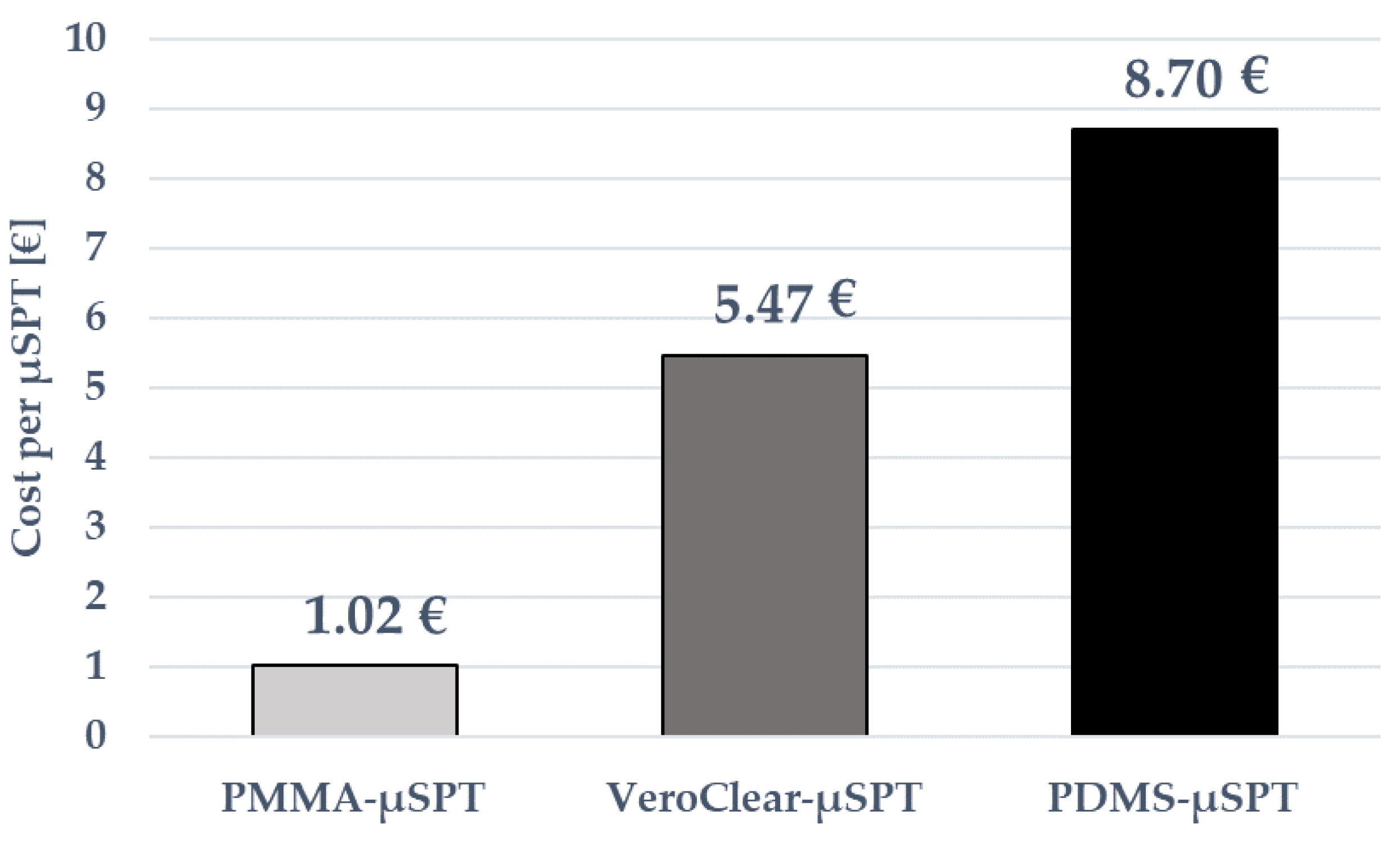
3.2. s Technologies Comparative Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bliss, C.L.; McMullin, J.N.; Backhouse, C.J. Rapid fabrication of a microfluidic device with integrated optical waveguides for DNA fragment analysis. Lab Chip 2007, 7, 1280–1287. [Google Scholar] [CrossRef]
- Kuswandi, B.; Huskens, J.; Verboom, W. Optical sensing systems for microfluidic devices: A review. Anal. Chim. Acta 2007, 601, 141–155. [Google Scholar] [CrossRef] [PubMed]
- Yin, D.; Lunt, E.J.; Rudenko, M.I.; Deamer, D.W.; Hawkins, A.R.; Schmidt, H. Planar optofluidic chip for single particle detection, manipulation, and analysis. Lab Chip 2007, 7, 1171–1175. [Google Scholar] [CrossRef] [PubMed]
- Applegate, R.W., Jr.; Squier, J.; Vestad, T.; Oakey, J.; Marr, D.W.; Bado, P.; Said, A.A. Microfluidic sorting system based on optical waveguide integration and diode laser bar trapping. Lab Chip 2006, 6, 422–426. [Google Scholar] [CrossRef]
- Meddens, M.B.; Liu, S.; Finnegan, P.S.; Edwards, T.L.; James, C.D.; Lidke, K.A. Single objective light-sheet microscopy for high-speed whole-cell 3D super-resolution. Biomed. Opt. Express 2016, 7, 2219–2236. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paiè, P.; Martínez Vázquez, R.; Osellame, R.; Bragheri, F.; Bassi, A. Microfluidic based optical microscopes on chip. Cytom. Part A 2018, 93, 987–996. [Google Scholar] [CrossRef]
- Hung, T.Q.; Chin, W.H.; Sun, Y.; Wolff, A.; Bang, D.D. A novel lab-on-chip platform with integrated solid phase PCR and Supercritical Angle Fluorescence (SAF) microlens array for highly sensitive and multiplexed pathogen detection. Biosens. Bioelectron. 2017, 90, 217–223. [Google Scholar] [CrossRef]
- Watts, B.R.; Zhang, Z.; Xu, C.Q.; Cao, X.; Lin, M. Integration of optical components on-chip for scattering and fluorescence detection in an optofluidic device. Biomed. Opt. Express 2012, 3, 2784–2793. [Google Scholar] [CrossRef]
- Hubner, J.; Jorgensen, A.M.; Anhoj, T.A.; Zauner, D.A. Integrated optical systems for lab-on-a-chip applications, Integrated Optics: Devices, Materials, and Technologies IX. Int. Soc. Opt. Photonics 2005, 5728, 269–277. [Google Scholar]
- Mogensen, K.B.; El-Ali, J.; Wolff, A.; Kutter, J.P. Integration of polymer waveguides for optical detection in microfabricated chemical analysis systems. Appl. Opt. 2003, 42, 4072–4079. [Google Scholar] [CrossRef]
- Mogensen, K.B.; Friis, P.; Hübner, J.; Petersen, N.; Jørgensen, A.M.; Telleman, P.; Kutter, J.P. Ultraviolet transparent silicon oxynitride waveguides for biochemical microsystems. Opt. Lett. 2001, 26, 716–718. [Google Scholar] [CrossRef] [PubMed]
- Mazurczyk, R.; Vieillard, J.; Bouchard, A.; Hannes, B.; Krawczyk, S. A novel concept of the integrated fluorescence detection system and its application in a lab-on-a-chip microdevice. Sensors Actuators Chem. 2006, 118, 11–19. [Google Scholar] [CrossRef]
- Teitelbaum, M.E.; Nair, R.; O’Brien, D.J.; Wetzel, E.D.; Goossen, K.W. Cost-effective integration of plastic optical fiber and total internal reflection mirrors in printed circuit boards for parallel optical interconnects. Opt. Eng. 2010, 49, 065401. [Google Scholar] [CrossRef]
- Cook, K.; Canning, J.; Leon-Saval, S.; Reid, Z.; Hossain, M.A.; Comatti, J.E.; Peng, G.D. Air-structured opti- cal fiber drawn from a 3D-printed preform. Opt. Lett. 2015, 40, 3966–3969. [Google Scholar] [CrossRef] [Green Version]
- Luo, Y.; Canning, J.; Zhang, J.; Peng, G.D. Toward optical fibre fabrication using 3D printing technology. Opt. Fiber Technol. 2020, 58, 102299. [Google Scholar] [CrossRef]
- Chan, H.N.; Tan, M.J.A.; Wu, H. Point-of-care testing: Applications of 3D printing. Lab Chip 2017, 17, 2713–2739. [Google Scholar] [CrossRef]
- Hwang, Y.; Paydar, O.H.; Candler, R.N. 3D printed molds for non-planar PDMS microfluidic channels. Sensors Actuators A Phys. 2015, 226, 137–142. [Google Scholar] [CrossRef]
- Palmara, G.; Frascella, F.; Roppolo, I.; Chiappone, A.; Chiadò, A. Functional 3D printing: Approaches and bioapplications. Biosens. Bioelectron. 2021, 175, 112849. [Google Scholar] [CrossRef]
- Gold, K.; Gaharwar, A.K.; Jain, A. Emerging trends in multiscale modeling of vascular pathophysiology: Organ-on-a-chip and 3D printing. Biomaterials 2019, 196, 2–17. [Google Scholar] [CrossRef]
- Yazdi, A.A.; Popma, A.; Wong, W.; Nguyen, T.; Pan, Y.; Xu, J. 3D printing: An emerging tool for novel microfluidics and lab-on-a-chip applications. Microfluid. Nanofluidics 2016, 20, 50. [Google Scholar] [CrossRef]
- Bhargava, K.C.; Thompson, B.; Malmstadt, N. Discrete elements for 3D microfluidics. Proc. Natl. Acad. Sci. USA 2014, 111, 15013–15018. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhao, H.; Chin, L.K.; Shi, Y.; Liu, P.Y.; Zhang, Y.; Cai, H.; Liu, A.Q. Continuous optical sorting of nanoscale biomolecules in integrated microfluidic-nanophotonic chips. Sensors Actuators B Chem. 2021, 331, 129428. [Google Scholar] [CrossRef]
- Tang, X.; Liang, S.; Li, R. Design for controllable optofluidic beam splitter. Photonics Nanostructures Fundam. Appl. 2016, 18, 23–30. [Google Scholar] [CrossRef]
- Mogensen, K.B.; Kwok, Y.C.; Eijkel, J.C.; Petersen, N.J.; Manz, A.; Kutter, J.P. A microfluidic device with an integrated waveguide beam splitter for velocity measurements of flowing particles by Fourier transformation. Anal. Chem. 2003, 75, 4931–4936. [Google Scholar] [CrossRef]
- Vélez, P.; Su, L.; Grenier, K.; Mata-Contreras, J.; Dubuc, D.; Martín, F. Microwave microfluidic sensor based on a microstrip splitter/combiner configuration and split ring resonators (SRRs) for dielectric characterization of liquids. IEEE Sens. J. 2017, 17, 6589–6598. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, N.T.; Kong, T.F.; Goh, J.H.; Low, C.L.N. A micro optofluidic splitter and switch based on hydrodynamic spreading. J. Micromech. Microeng. 2007, 17, 2169. [Google Scholar] [CrossRef]
- Cleary, A.; Garcia-Blanco, S.; Glidle, A.; Aitchison, J.S.; Laybourn, P.; Cooper, J.M. An integrated fluorescence array as a platform for lab-on-a-chip technology using multimode interference splitters. IEEE Sens. J. 2005, 5, 1315–1320. [Google Scholar] [CrossRef]
- Cairone, F.; Gagliano, S.; Carbone, D.C.; Recca, G.; Bucolo, M. Micro-optofluidic switch realized by 3D printing technology. Microfluid. Nanofluidics 2016, 20, 61. [Google Scholar] [CrossRef]
- Cairone, F.; Davi, S.; Stella, G.; Guarino, F.; Recca, G.; Cicala, G.; Bucolo, M. 3D-Printed micro-optofluidic device for chemical fluids and cells detection. Biomed. Microdevices 2020, 22, 1–10. [Google Scholar] [CrossRef]
- Maia, J.M.; Amorim, V.A.; Alexandre, D.; Marques, P.V. Real-time optical monitoring of etching reaction of microfluidic channel fabricated by femtosecond laser direct writing. J. Light. Technol. 2017, 35, 291–2298. [Google Scholar] [CrossRef] [Green Version]
- Sugioka, K.; Cheng, Y. Femtosecond laser processing for optofluidic fabrication. Lab Chip 2012, 12, 3576–3589. [Google Scholar] [CrossRef] [PubMed]
- Vazquez, R.M.; Osellame, R.; Nolli, D.; Dongre, C.; Van Den Vlekkert, H.; Ramponi, R.; Cerullo, G. Integration of femtosecond laser written optical waveguides in a lab-on-chip. Lab Chip 2009, 9, 91–96. [Google Scholar] [CrossRef] [PubMed]
- Liga, A.; Morton, J.A.; Kersaudy-Kerhoas, M. Safe and cost-effective rapid-prototyping of multilayer PMMA microfluidic devices. Microfluid. Nanofluidics 2016, 20, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Cairone, F.; Gallo Afflitto, F.; Stella, G.; Cicala, G.; Ashour, M.; Kersaudy-Kerhoas, M.; Bucolo, M. Micro-Optical Waveguides Realization by Low-Cost Technologies. Micro 2022, 2, 123–136. [Google Scholar] [CrossRef]
- Fernández-Pradas, J.; Florian, C.; Caballero-Lucas, F.; Morenza, J.; Serra, P. Femtosecond Laser Ablation of Polymethyl-Methacrylate with High Focusing Control. Appl. Surf. Sci. 2013, 278, 185–189. [Google Scholar] [CrossRef]
- Becker, H.; Locascio, L.E. Polymer Microfluidic Devices. Talanta 2002, 56, 267–287. [Google Scholar] [CrossRef] [PubMed]
- Mathur, A.; Roy, S.S.; Tweedie, M.; Mukhopadhyay, S.; Mitra, S.; McLaughlin, J. Characterisation of PMMA Microfluidic Channels and Devices Fabricated by Hot Embossing and Sealed by Direct Bonding. Curr. Appl. Phys. 2009, 9, 1199–1202. [Google Scholar] [CrossRef]
- Chang, T.C.; Molian, P.A. Excimer Pulsed Laser Ablation of Polymers in Air and Liquids for Micromachining Applications. J. Manuf. Process. 1999, 1, 1–17. [Google Scholar] [CrossRef]
- Prakash, S.; Kumar, S. Fabrication of microchannels on transparent PMMA using CO2 Laser (10.6 μm) for microfluidic applications: An experimental investigation. Int. J. Precis. Eng. Manuf. 2015, 16, 361–366. [Google Scholar] [CrossRef]
- Meng, Y.; Chen, Y.; Lu, L.; Ding, Y.; Cusano, A.; Fan, J.A.; Ni, X. Optical meta-waveguides for integrated photonics and beyond. Light Sci. Appl. 2021, 16, 235. [Google Scholar] [CrossRef]
- Cennamo, N.; Saitta, L.; Tosto, C.; Arcadio, F.; Zeni, L.; Fragalá, M.E.; Cicala, G. Microstructured Surface Plasmon Resonance Sensor Based on Inkjet 3D Printing Using Photocurable Resins with Tailored Refractive Index. Polymers 2021, 13, 2518. [Google Scholar] [CrossRef]
- Saitta, L.; Arcadio, F.; Celano, G.; Cennamo, N.; Zeni, L.; Tosto, C.; Cicala, G. Design and manufacturing of a surface plasmon resonance sensor based on inkjet 3D printing for simultaneous measurements of refractive index and temperature. Int. J. Adv. Manuf. Technol. 2023, 124, 2261–2278. [Google Scholar] [CrossRef]
- Saitta, L.; Celano, G.; Cicala, G.; Fragalà, M.E.; Stella, G.; Barcellona, M.; Tosto, C.; Bucolo, M. Projection micro-stereolithography versus master–slave approach to manufacture a micro-optofluidic device for slug flow detection. Int. J. Adv. Manuf. Technol. 2022, 120, 4443–4460. [Google Scholar] [CrossRef]
- Tang, L.; Li, J. Plasmon-based colorimetric nanosensors for ultrasensitive molecular diagnostics. ACS Sens. 2017, 2, 857–875. [Google Scholar] [CrossRef]
- Masson, J.F. Surface Plasmon Resonance Clinical Biosensors for Medical Diagnostics. ACS Sens. 2017, 2, 16–30. [Google Scholar] [CrossRef] [PubMed]
- Yanase, Y.; Hiragun, T.; Ishii, K.; Kawaguchi, T.; Yanase, T.; Kawai, M.; Sakamoto, K.; Hide, M. Surface Plasmon Resonance for Cell-Based Clinical Diagnosis. Sensors 2014, 14, 4948–4959. [Google Scholar] [CrossRef]
- Hodnik, V.; Anderluh, G. Toxin detection by surface plasmon resonance. Sensors 2009, 9, 1339–1354. [Google Scholar] [CrossRef]
- Mitchell, J. Small molecule immunosensing using surface plasmon resonance. Sensors 2010, 10, 7323–7346. [Google Scholar] [CrossRef] [Green Version]
- García-Merino, J.A.; Torres-Torres, D.; Carrillo-Delgado, C.; Trejo-Valdez, M.; Torres-Torres, C. Optofluidic and strain measurements induced by polarization-resolved nanosecond pulses in gold-based nanofluids. Optik 2019, 182, 443–451. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Average Measured Transmission | Average Measured Losses | Young’s Modulus | Elongation at Break | Manufacturing Process | Steps of Manufacturing Process |
|---|---|---|---|---|---|---|
| PDMS | 1.09 ± 0.03 | 21.91 ± 0.03 | 1.32 MPa | 100% | Master–slave approach | 5 |
| PMMA | 0.47 ± 0.03 | 22.53 ± 0.03 | 2.9 GPa | 5% | Laser cutting | 2 |
| VeroClear RGD810 | 1.56 ± 0.17 | 21.44 ± 0.17 | 2–3 GPa | 10–25% | 3D printing | 2 |
| Unit | Value | ||
|---|---|---|---|
| Material | Vero PureWhite RGD837 | EUR (€)/kg | 225.50 |
| FullCure705 | EUR (€)/kg | 126.74 | |
| SYLGARDTM 184 Silicone Elastomer Kit | EUR (€)/kg | 236.97 | |
| Part | Model | kg | 0.012 |
| Support | kg | 0.007 | |
| Printing Time | h | 0.40 | |
| Machine | Depreciation Cost | EUR (€)/h | 10.00 |
| Process | Power Cost | EUR (€)/kWh | 0.10 |
| Labor | EUR (€)/h | 30.00 |
| Unit | Value | ||
|---|---|---|---|
| Material | PMMA sheet 2 mm thick | EUR (€)/mm2 | 0.000063 |
| PMMA sheet 0.2 mm thick | EUR (€)/mm2 | 0.00015 | |
| Part | PMMA sheet () mm3 | EUR (€) | 0.135 |
| PMMA sheet () mm3 | EUR (€) | 0.65 | |
| Processing Time | h | 0.03 | |
| Machine | Depreciation Cost | EUR (€)/h | 2.00 |
| Process | Power Cost | EUR (€)/kWh | 0.10 |
| Labor | EUR (€)/h | 16.00 |
| Unit | Value | ||
|---|---|---|---|
| Material | VeroClear RGD810 | EUR (€)/kg | 393.11 |
| FullCure705 | EUR (€)/kg | 126.74 | |
| Part | Model | kg | 0.003 |
| Support | kg | 0.002 | |
| Printing Time | h | 0.37 | |
| Machine | Depreciation Cost | EUR (€)/h | 10.00 |
| Process | Power Cost | EUR (€)/kWh | 0.10 |
| Labor | EUR (€)/h | 30.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stella, G.; Saitta, L.; Ongaro, A.E.; Cicala, G.; Kersaudy-Kerhoas, M.; Bucolo, M. Advanced Technologies in the Fabrication of a Micro-Optical Light Splitter. Micro 2023, 3, 338-352. https://doi.org/10.3390/micro3010023
Stella G, Saitta L, Ongaro AE, Cicala G, Kersaudy-Kerhoas M, Bucolo M. Advanced Technologies in the Fabrication of a Micro-Optical Light Splitter. Micro. 2023; 3(1):338-352. https://doi.org/10.3390/micro3010023
Chicago/Turabian StyleStella, Giovanna, Lorena Saitta, Alfredo Edoardo Ongaro, Gianluca Cicala, Maïwenn Kersaudy-Kerhoas, and Maide Bucolo. 2023. "Advanced Technologies in the Fabrication of a Micro-Optical Light Splitter" Micro 3, no. 1: 338-352. https://doi.org/10.3390/micro3010023
APA StyleStella, G., Saitta, L., Ongaro, A. E., Cicala, G., Kersaudy-Kerhoas, M., & Bucolo, M. (2023). Advanced Technologies in the Fabrication of a Micro-Optical Light Splitter. Micro, 3(1), 338-352. https://doi.org/10.3390/micro3010023