

Development of Anaerobic Biodigester for the Production of Biogas Used in Semi-Continuous System Bioprocesses: An Efficient Alternative for Co-Digestion of Low Biodegradability Biomass

Abstract
:1. Introduction
2. Materials and Methods
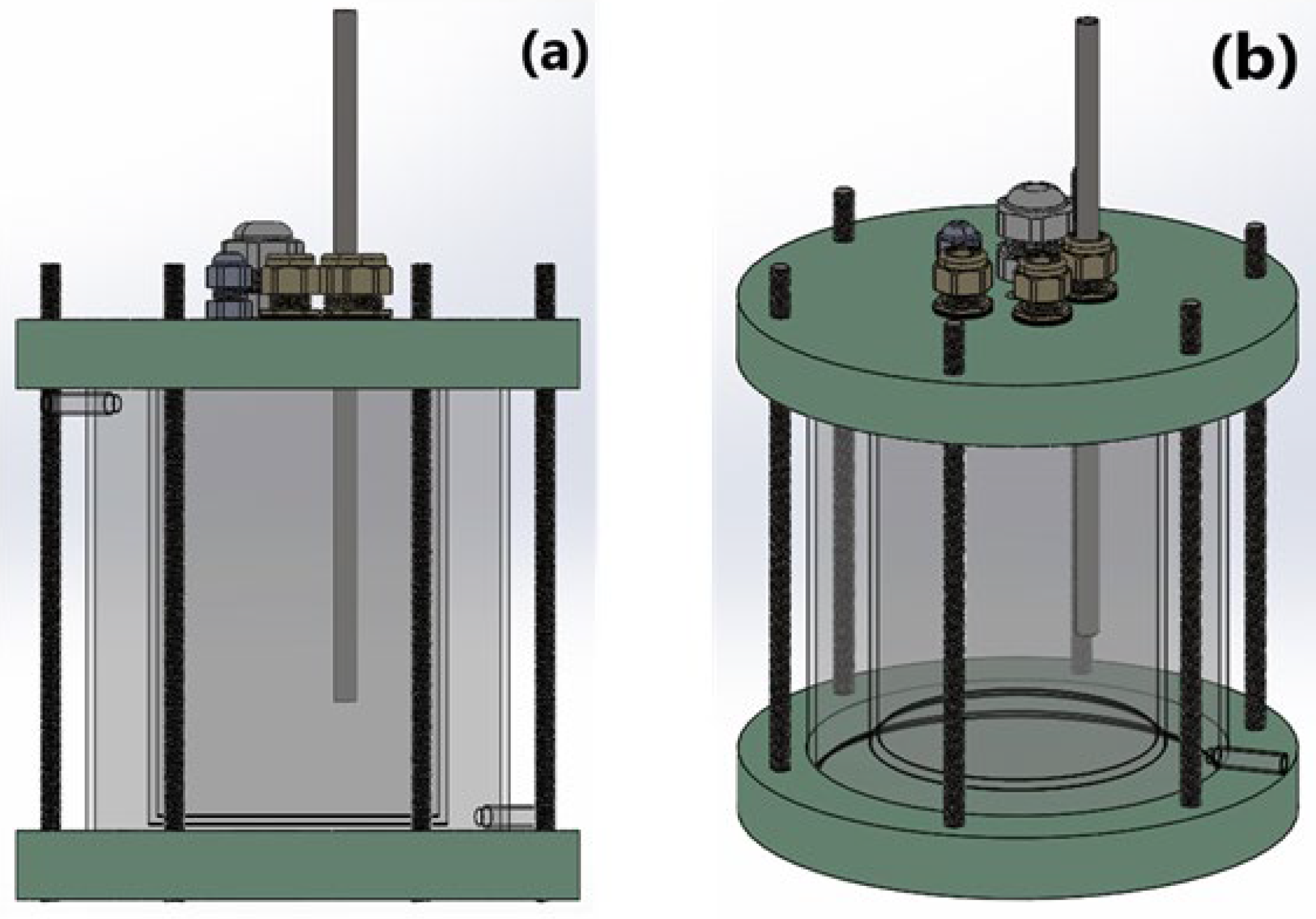
2.1. Development and Construction of Biodigester
2.1.1. Development and Construction of Heating System
2.1.2. Development and Construction of the Agitation System
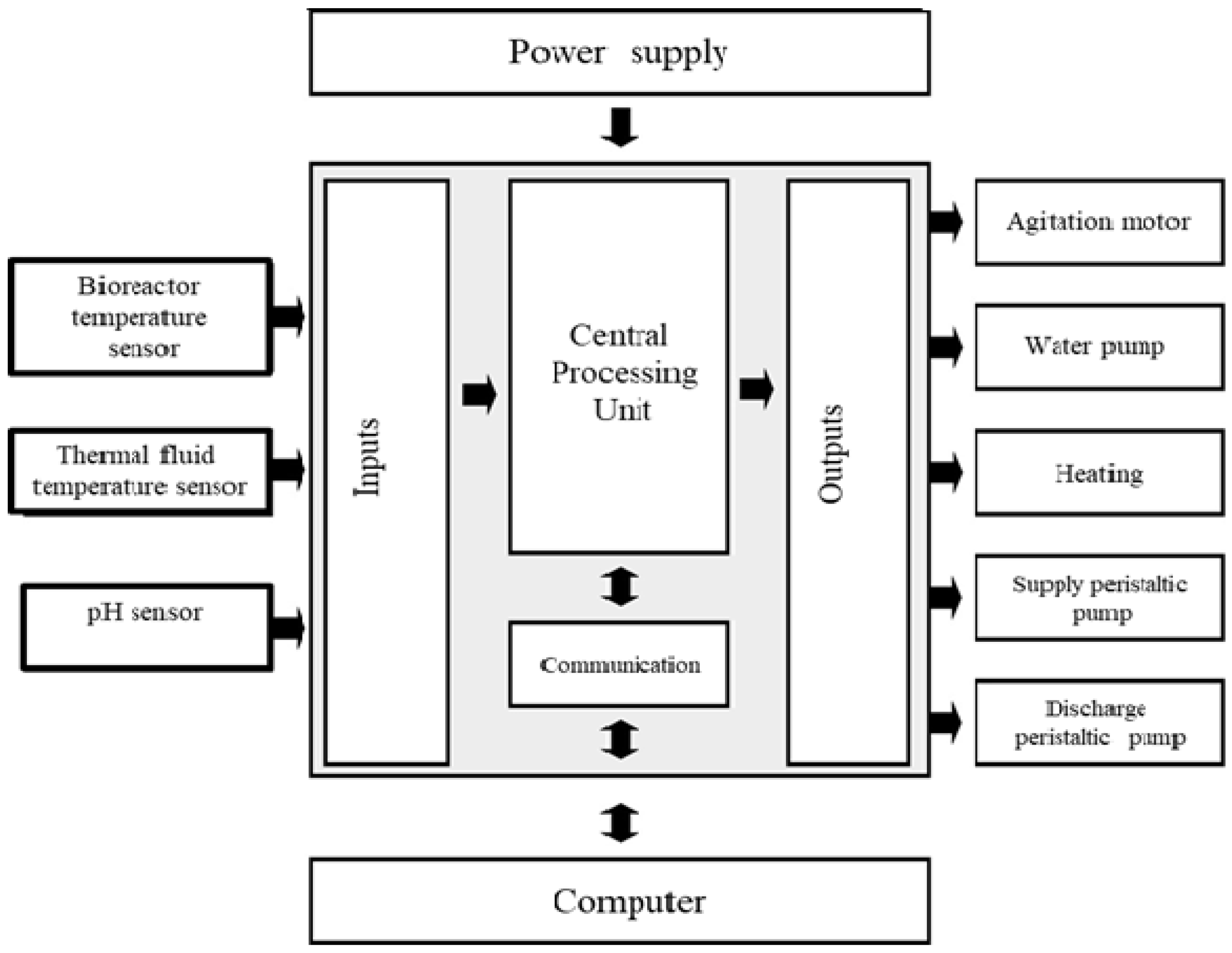
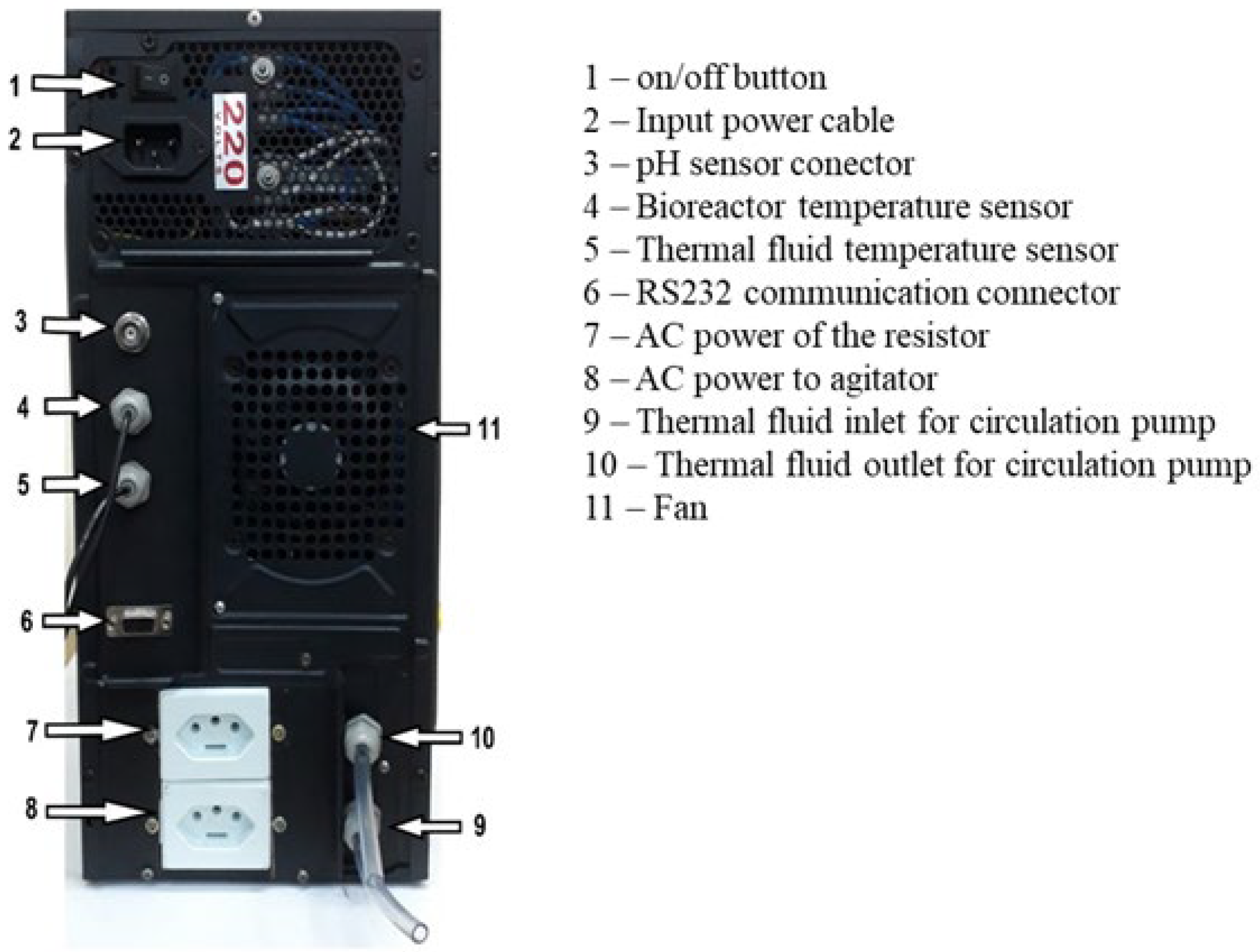
2.1.3. Development and Construction of Control, Monitoring and Automation System
2.1.4. Development of Supervisory Software
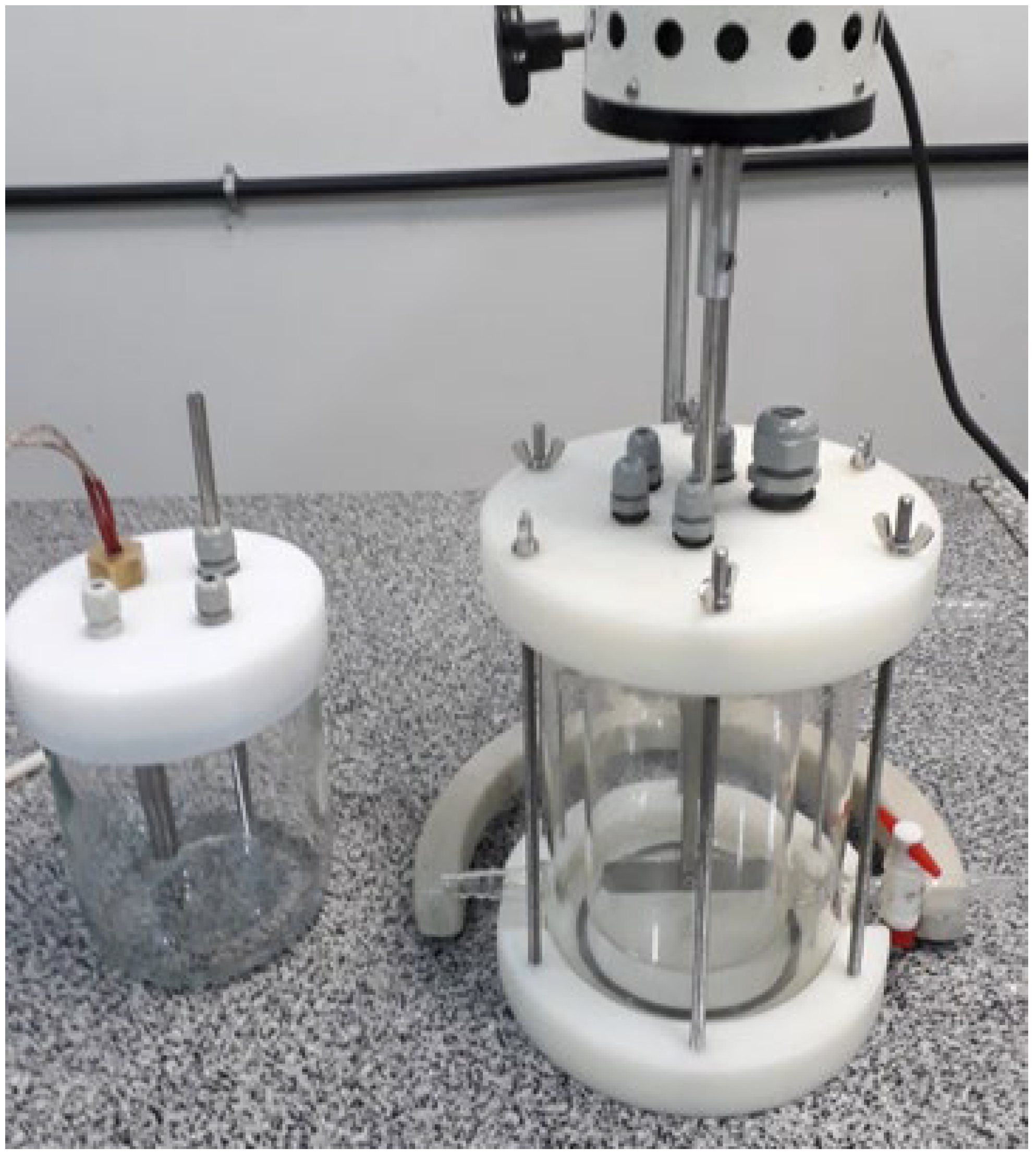
2.1.5. Construction and Development of a Biogas Collection and Storage System
2.2. Characterization of Samples to Test Operability of the Biodigester Developed and Biogas Production
2.3. Characterization of Biogas Produced
3. Results
3.1. Construction of Bioreactor
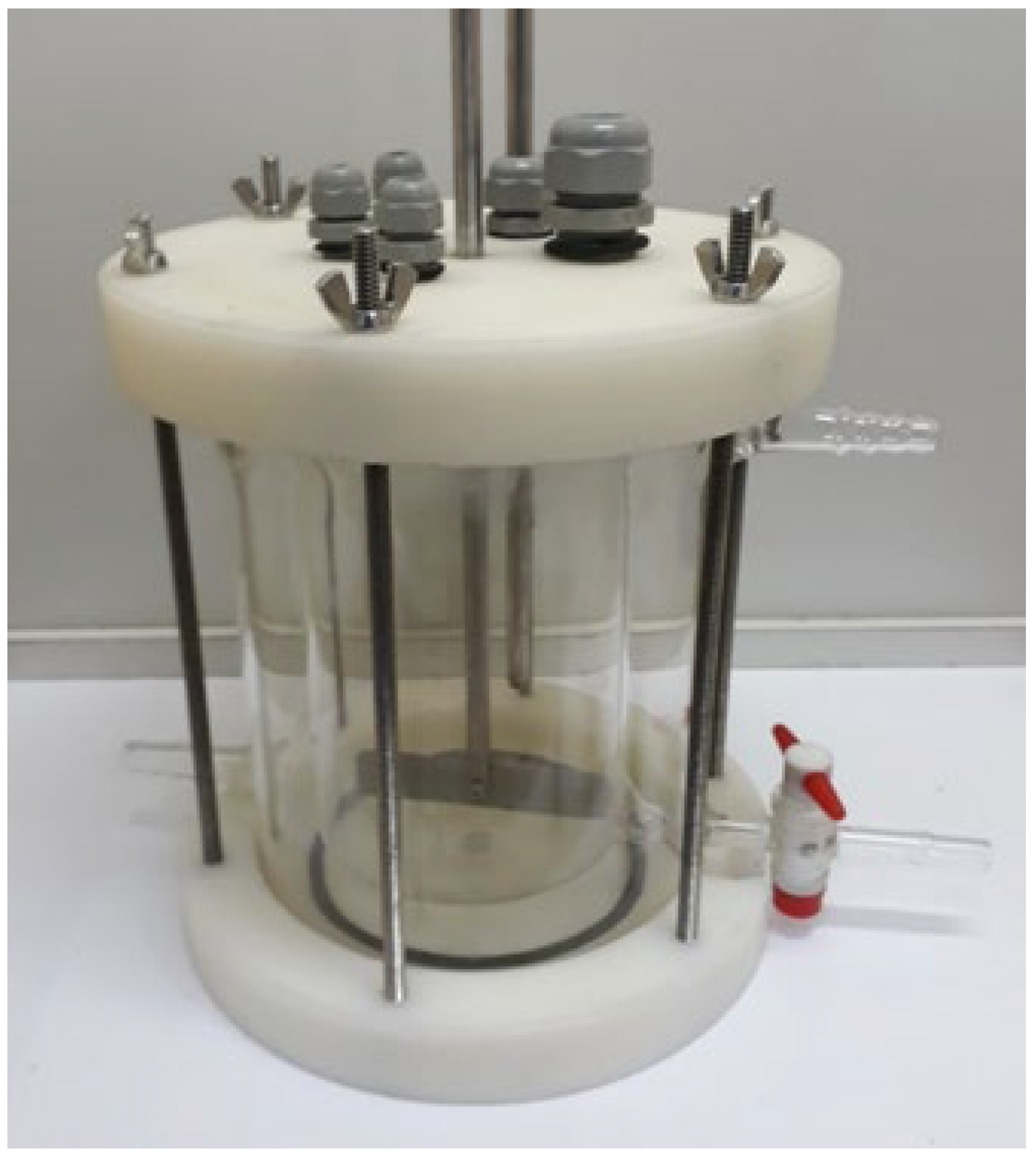
3.2. Construction of Biodigester with Heating and Agitation Systems
3.3. Construction of Control Unit and Supervisory Software Development
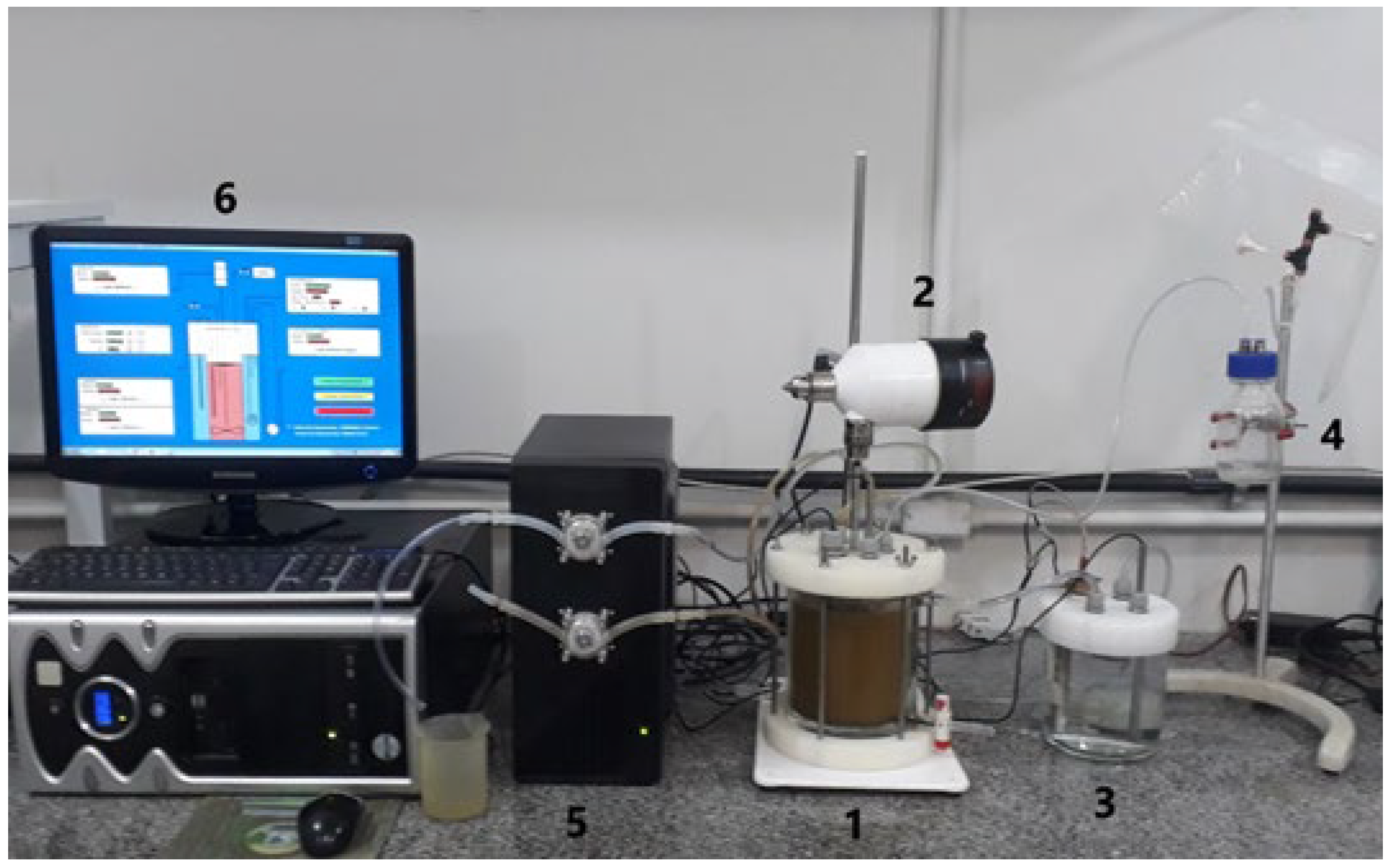
3.4. Biodigester Complete Operating System
3.5. Operational Test of the Biodigester Developed and Built for Biogas Production
3.5.1. Characterization of Waste
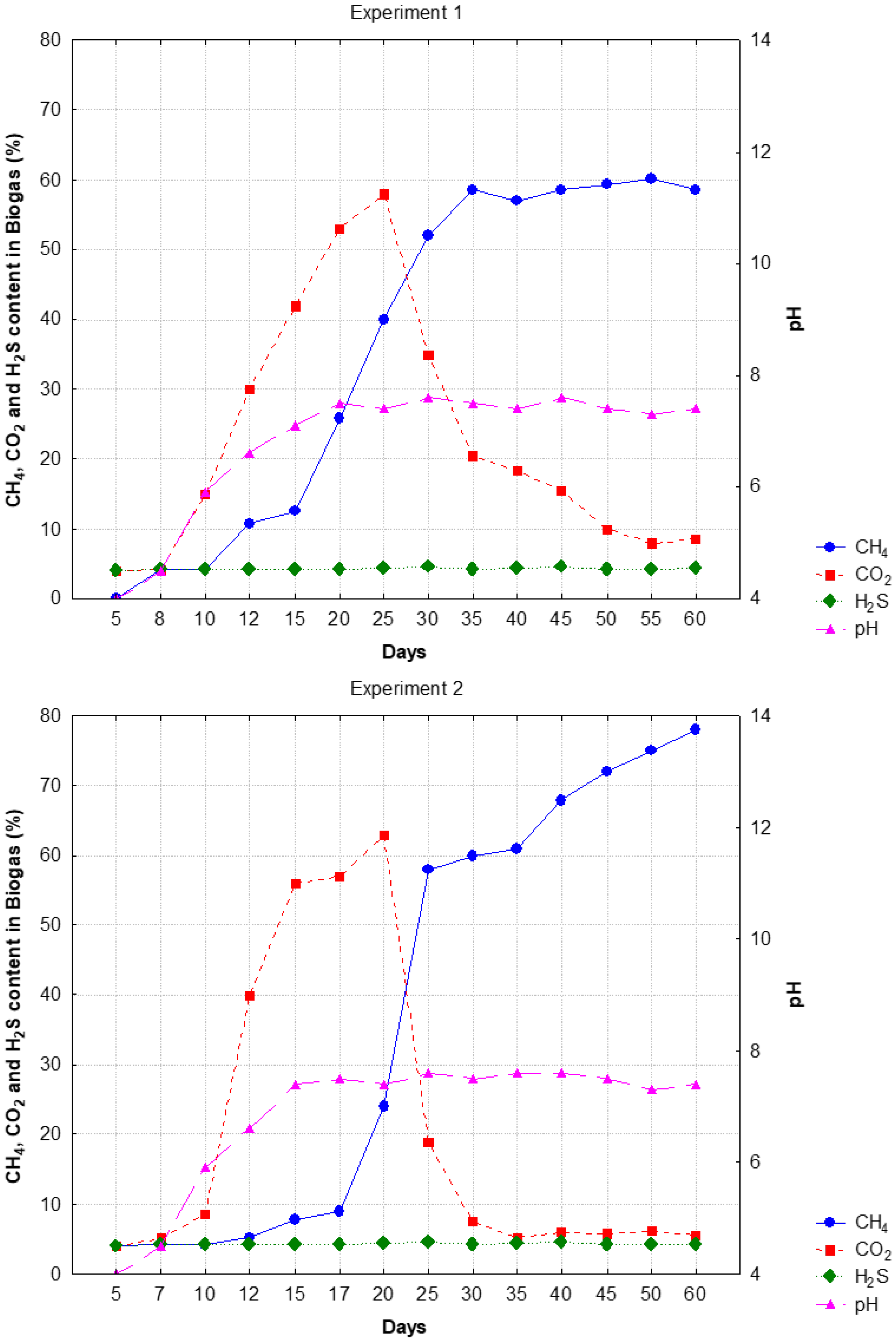
3.5.2. Efficiency of Co-Digestion in Different Types of Processes
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Venkatesh, G.; Elmi, R.A. Economic-environmental analysis of handling biogas from sewage sludge digesters in WWTPs (wastewater treatment plants) for energy recovery: Case study of Bekkelaget WWTP in Oslo (Norway). Energy 2013, 58, 220–235. [Google Scholar] [CrossRef]
- Bedoic’, R.; Smoljanic´, G.; Pukšec, T.; Čuček, L.; Ljubas, D.; Duic´, N. Geospatial Analysis and Environmental Impact Assessment of a Holistic and Interdisciplinary Approach to the Biogas Sector. Energies 2021, 14, 5374. [Google Scholar] [CrossRef]
- Eriksson, O.; Carlsson Reich, M.; Frostell, B.; Björklund, A.; Assefa, G.; Sundqvist, O.; Granath, J.; Baky, A.; Thyselius, L. Municipal solid waste management from a systems perpective. J. Clean. Prod. 2005, 13, 241–252. [Google Scholar] [CrossRef] [Green Version]
- Bolzonella, D.; Pavan, P.; Mace, S.; Cecchi, F. Dry anaerobic digestion of differently sorted organic municipal solid waste: A full-scale experience. Water Sci. Technol. 2006, 53, 23–32. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Jin, Y.; Borrion, A.; Li, H.; Li, J. Effects of Organic Composition on Mesophilic Anaerobic Digestion of Food Waste. Bioresour. Technol. 2017, 244, 213–224. [Google Scholar] [CrossRef] [PubMed]
- Organizações das Nações Unidas (ONU)—Objetivos de Desenvolvimento Sustentável no Brasil. Available online: https://nacoesunidas.org/conheca-os-novos-17-objetivos-de-desenvolvimento-sustentavel-da-onu/amp/ (accessed on 22 February 2022).
- Audu, I.G.; Barde, A.; Yila, O.M.; Onwualu, P.A.; Lawal, B.M. Exploring Biogas and Biofertilizer Production from Abattoir Wastes in Nigeria Using a Multi-Criteria Assessment Approach. Recycling 2020, 5, 18. [Google Scholar] [CrossRef]
- Hagos, K.; Zong, J.; Li, D.; Liu, C.; Lu, X. Anaerobic co-digestion process for biogas production: Progress, challenges and perspectives. Renew. Sustain. Energy Rev. 2017, 76, 1485–1496. [Google Scholar] [CrossRef]
- Mousa, R.R. The potential of using anaerobic digesters in developing countries. Clean. Eng. Technol. 2022, 9, 100517. [Google Scholar] [CrossRef]
- Gómez, D.; Ramos-Suáres, J.L.; Fernández, B.; Muñoz, E.; Tey, L.; Romero-Guiza, M.; Hasen, F. Development of Modified Plug-Flow Anaerobic Digester for Biogas Production from Animal Manures. Energies 2019, 12, 2628. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Park, S.Y.; Zhu, J. Solid-state anaerobic digestion for methane production from organic waste. Renew. Sustain. Energy Rev. 2011, 15, 821–826. [Google Scholar] [CrossRef]
- Cecchi, F.; Pavan, P.; Alvarez, J.M.; Bassetti, A.; Cozzolino, C. Anaerobic digestion of municipal solid waste: Thermophilic vs. mesophilic performance at high solids. Waste Manag. Res. 1991, 9, 305–315. [Google Scholar] [CrossRef]
- Chernicaro, C.A.L. Princípios do Tratamento Biológico de Águas Residuárias. Reatores Anaeróbios; Universidade Federal de Minas Gerais: Belo Horizonte, Brazil, 1997. [Google Scholar]
- Budzianowski, W.M.; Budzianowska, D.A. Economic analysis of biomethane and bioelectricity generation from biogas using different support schemes and plant configurations. Energy 2015, 88, 658–666. [Google Scholar] [CrossRef]
- Patterson, T.; Esteves, S.; Dinsdale, R.; Guwy, A. Life cycle assessment of biogas infrastructure options on a regional scale. Bioresour. Technol. 2011, 102, 7313–7323. [Google Scholar] [CrossRef] [PubMed]
- Jha, A.K.; Li, J.; Zhang, L.; Ban, Q.; Jin, Y. Comparison between Wet and Dry Anaerobic Digestions of Cow Dung under Mesophilic and Thermophilic Conditions. Adv. Water Resour. Prot. 2013, 1, 28–38. [Google Scholar]
- Carlini, M.; Mosconi, E.M.; Castelluci, S.; Villarini, M.; Colantoni, A. An Economical Evaluation of Anaerobic Digestion Plants Fed with Organic Agro-Industrial Waste. Energy 2017, 10, 1165. [Google Scholar] [CrossRef]
- Guimarães, C.S.; Maia, D.R.S.; Serra, E.G. Control and Monitoring Software Website. GitHub. 2018. Available online: https://github.com/DavidRSMaia/Software-de-Controle-e-Monitoramento (accessed on 22 February 2022).
- American Public Health Association (APHA). Standard Methods for the Examination of Water and Wastewater, 21st ed.; American Public Health Association: Washington, DC, USA, 2005. [Google Scholar]
- Brazilian Association of Technical Standards. NBR 10007. Sampling of Solid Waste, 2nd ed.; Brazilian Association of Technical Standards: Rio de Janeiro, Brazil, 2004. [Google Scholar]
- Srisowmeya, G.; Chakravarthy, M.; Nandhinidevi, G. Critical considerations in two-stage anaerobic digestion of food waste—A review. Renew. Sustain. Energy Rev. 2020, 119, 587–594. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Food Waste | Raw Sewage | Sludge |
|---|---|---|---|
| (Average ± SD) | (Average ± SD) | (Average ± SD) | |
| Moisture % | 82.6 ± 8.2 | 91.5 ± 2.1 | 98.6 ± 4.1 |
| pH | 5.1 ± 0.2 | 5.7 ± 0.6 | 8.1 ± 0.1 |
| TFS (mg/g) | 9.4 ± 4.6 | 2.0 ± 0.2 | 18.7 ± 2.1 |
| TVS (mg/g) | 115.4 ± 25.1 | 1.4 ± 0.2 | 34.4 ± 2.4 |
| TKN (mg/L) | 5.6 ± 1.1 | 29.6 ± 5.4 | 24.4 ± 4.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
de Souza Guimarães, C.; da Silva Maia, D.R. Development of Anaerobic Biodigester for the Production of Biogas Used in Semi-Continuous System Bioprocesses: An Efficient Alternative for Co-Digestion of Low Biodegradability Biomass. Biomass 2023, 3, 18-30. https://doi.org/10.3390/biomass3010002
de Souza Guimarães C, da Silva Maia DR. Development of Anaerobic Biodigester for the Production of Biogas Used in Semi-Continuous System Bioprocesses: An Efficient Alternative for Co-Digestion of Low Biodegradability Biomass. Biomass. 2023; 3(1):18-30. https://doi.org/10.3390/biomass3010002
Chicago/Turabian Stylede Souza Guimarães, Claudinei, and David Rodrigues da Silva Maia. 2023. "Development of Anaerobic Biodigester for the Production of Biogas Used in Semi-Continuous System Bioprocesses: An Efficient Alternative for Co-Digestion of Low Biodegradability Biomass" Biomass 3, no. 1: 18-30. https://doi.org/10.3390/biomass3010002
APA Stylede Souza Guimarães, C., & da Silva Maia, D. R. (2023). Development of Anaerobic Biodigester for the Production of Biogas Used in Semi-Continuous System Bioprocesses: An Efficient Alternative for Co-Digestion of Low Biodegradability Biomass. Biomass, 3(1), 18-30. https://doi.org/10.3390/biomass3010002