
Experimental Validation of the Microplastic Index—Two Approaches to Understanding Microplastic Formation

 , , ,
, , ,
Abstract
:1. Introduction
2. Theory of Microplastic Index
3. Materials and Methods
3.1. Materials
3.2. Sample Preparation
3.3. Polymer Properties
3.3.1. Tensile Test [E, σY, σU, εU]
3.3.2. Notched Tensile Test [KIC]
3.3.3. Charpy Impact Tests [CN]
3.3.4. Indentation Hardness [H]
3.3.5. Surface Energy [W]
3.3.6. Coefficient of Friction [μ]
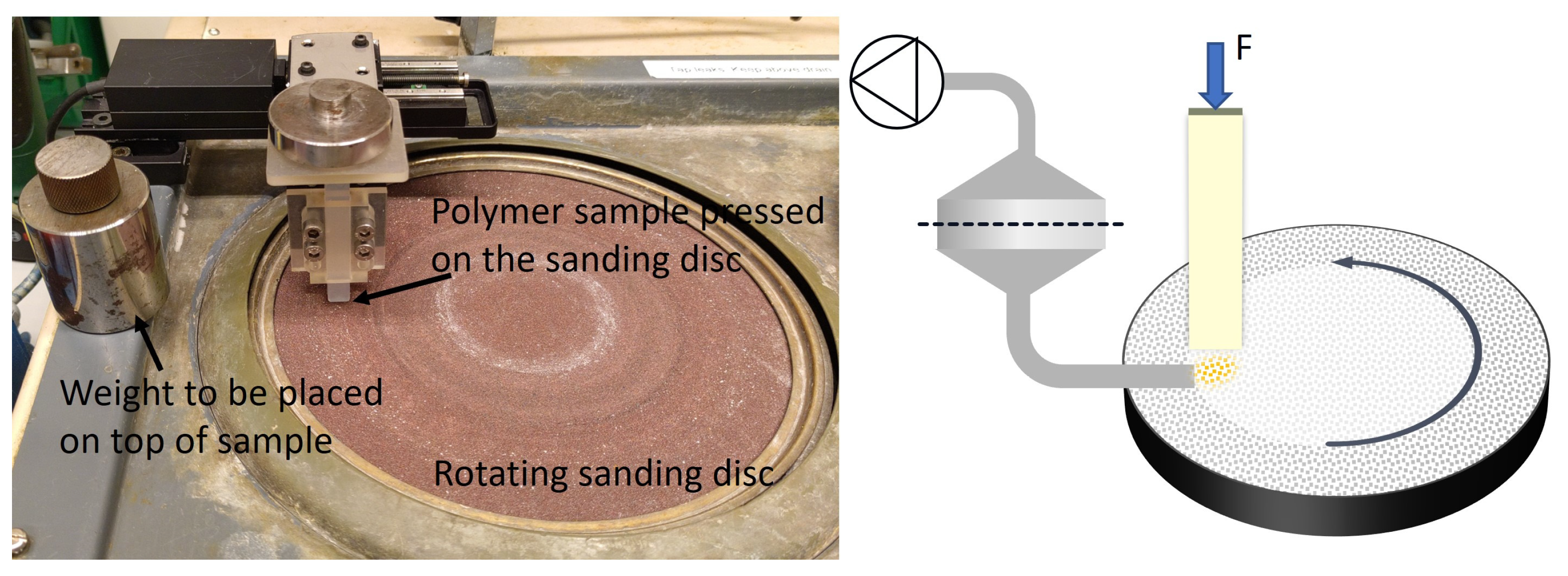
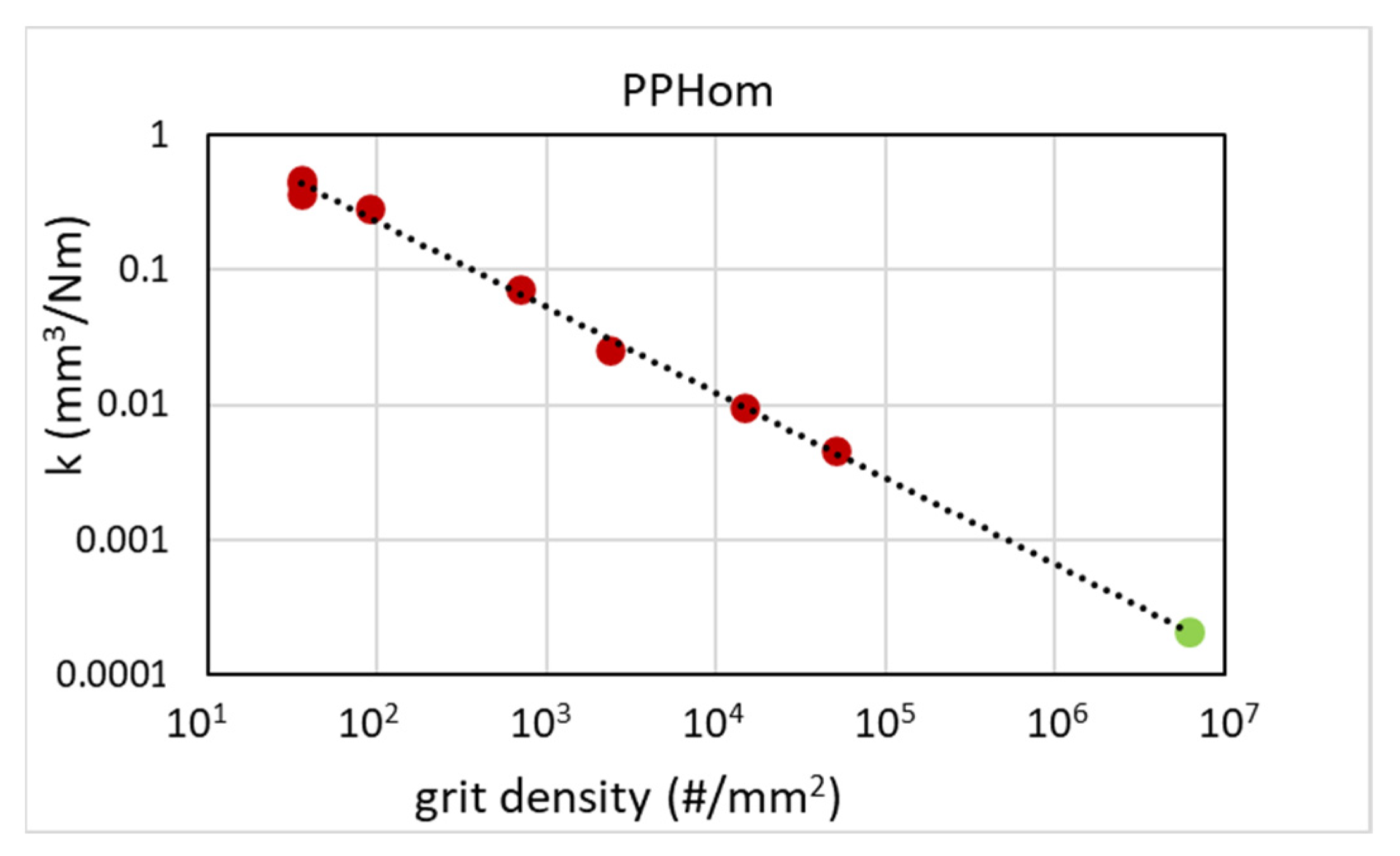
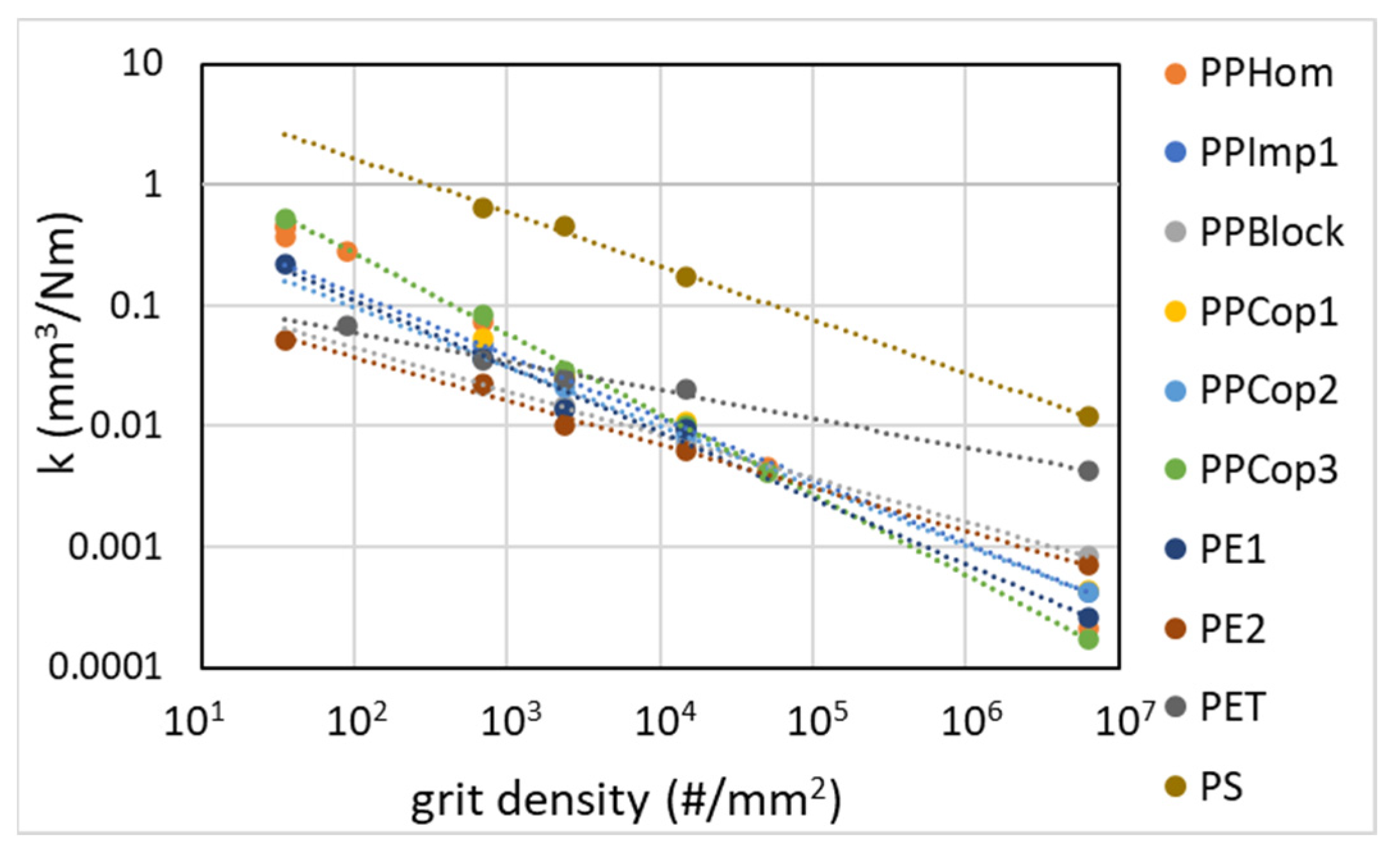
3.3.7. Specific Wear Rate Coefficient (k)
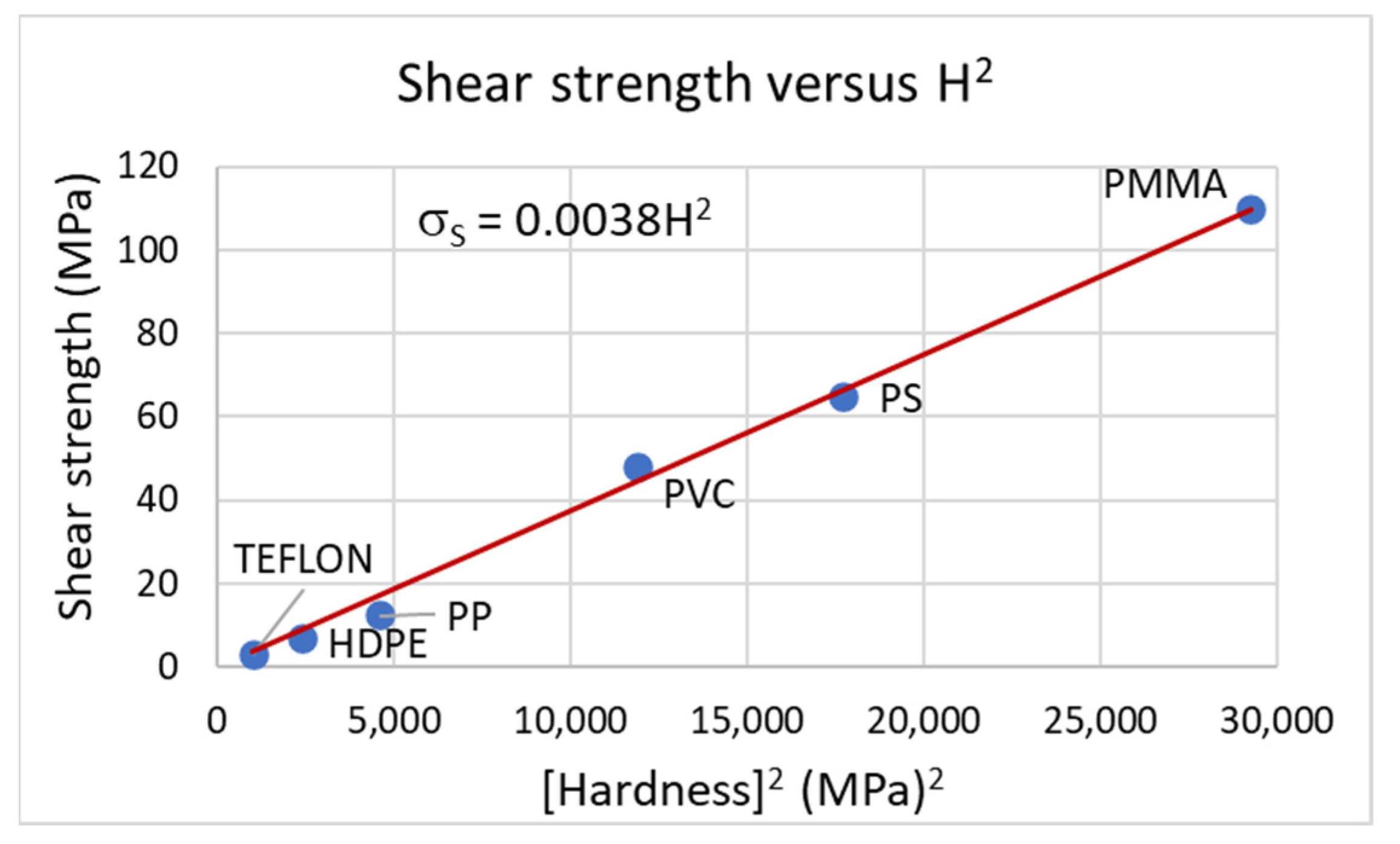
3.3.8. Shear Strength (σS)
3.3.9. Energy Dissipation Factor [ξ]
3.4. Microplastic Properties
3.4.1. Microplastic Production—Wear
3.4.2. Microplastic Production—Impact
- (1)
- A small amount of polymer pellets (~100 mg) was milled in a Retsch ZM100 centrifugal mill, equipped with a stainless steel ring sieve with holes of 1.0 mm, 0.5 mm, 0.25 mm, 0.12 mm, or 0.08 mm. In order to obtain the smallest possible particles through impact, polymers were milled in multiple rounds, starting with the 1.0 mm ring sieve and progressing to smaller sieve sizes until no sample went through the sieve, and/or excessive heat build-up was observed. From each of the generated samples, the particle size distribution was measured by static laser scattering.
- (2)
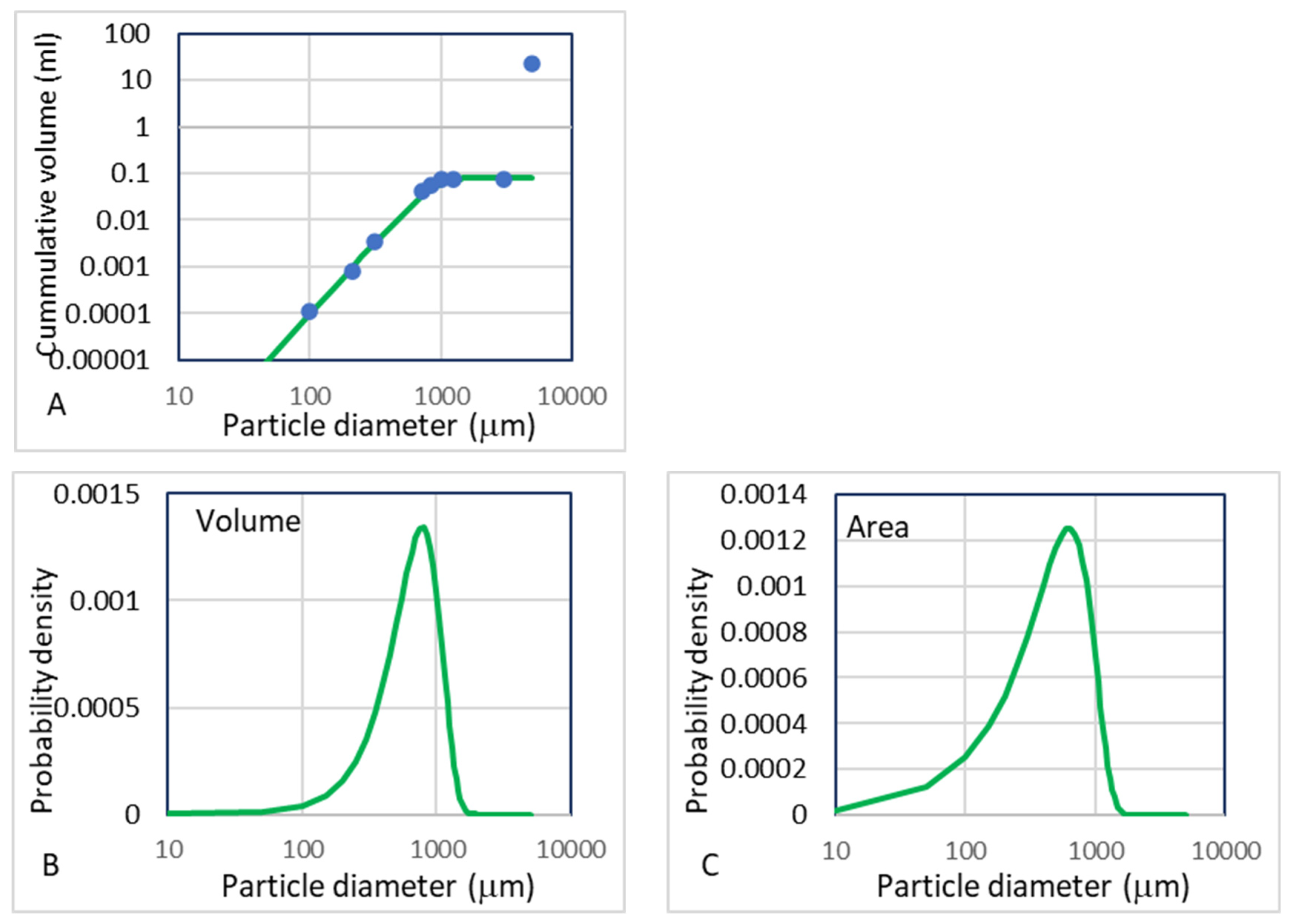
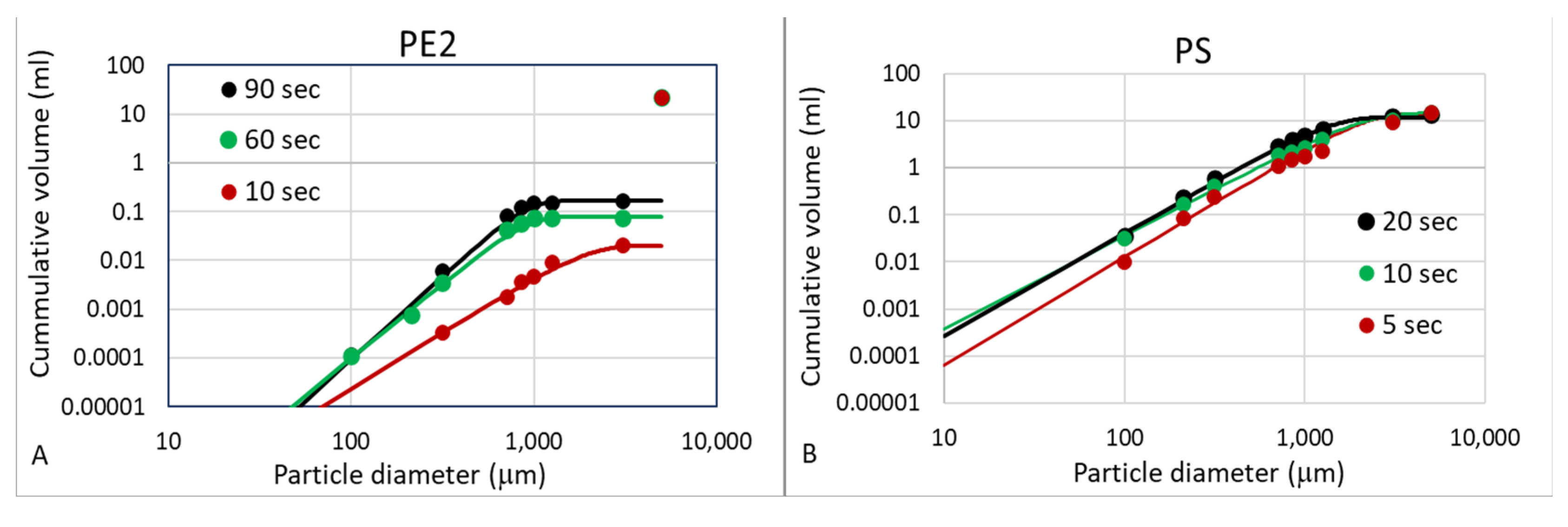
- Twenty grams of polymer pellets was milled with an IKA M20 Universal mill, equipped with a star-shaped cutter and an energy use monitor (Voltcraft SEM6000). This method enabled the correlation between energy input for milling and the fracture surface that was generated. The fracture surface was calculated from the particle size distribution of the resulting ground pellets. Twenty grams was taken to submerge the cutter fully. This experiment was conducted for each polymer in three time steps ranging from 10 to 300 s, depending on the type of polymer. The particle size distribution was measured using a set of laboratory sieves (Retsch) having a mesh size between 50 and 3000 μm. The milling time was taken as short as possible to prevent heating of the polymer, which would distort the assessment of the fracture surface energy. Each polymer sample was milled three times, yielding three different particle size distributions. The cumulative volume distribution obtained from the sieving was fitted with a Weibull distribution function. From this distribution, the total volume of microplastics per J, generated by the milling experiments (VI) that can be compared with the calculations of Equation (5), can be calculated according to:λ and β are the distribution parameters of the Weibull distribution, and x is the size of the particles. VMILL is the total volume of polymer that is reduced in size by the milling procedure. EV is the energy input during the milling experiment (J), and δI is the typical particle size from impact stress (according to Equation (1)). The derivation of Equation (17) is explained in Appendix B.
3.4.3. Static Light Scattering
4. Results
4.1. Mechanical and Physical Material Properties
4.2. Calculation of Theoretical Particle Size and Volume of Microplastics during Impact and Wear
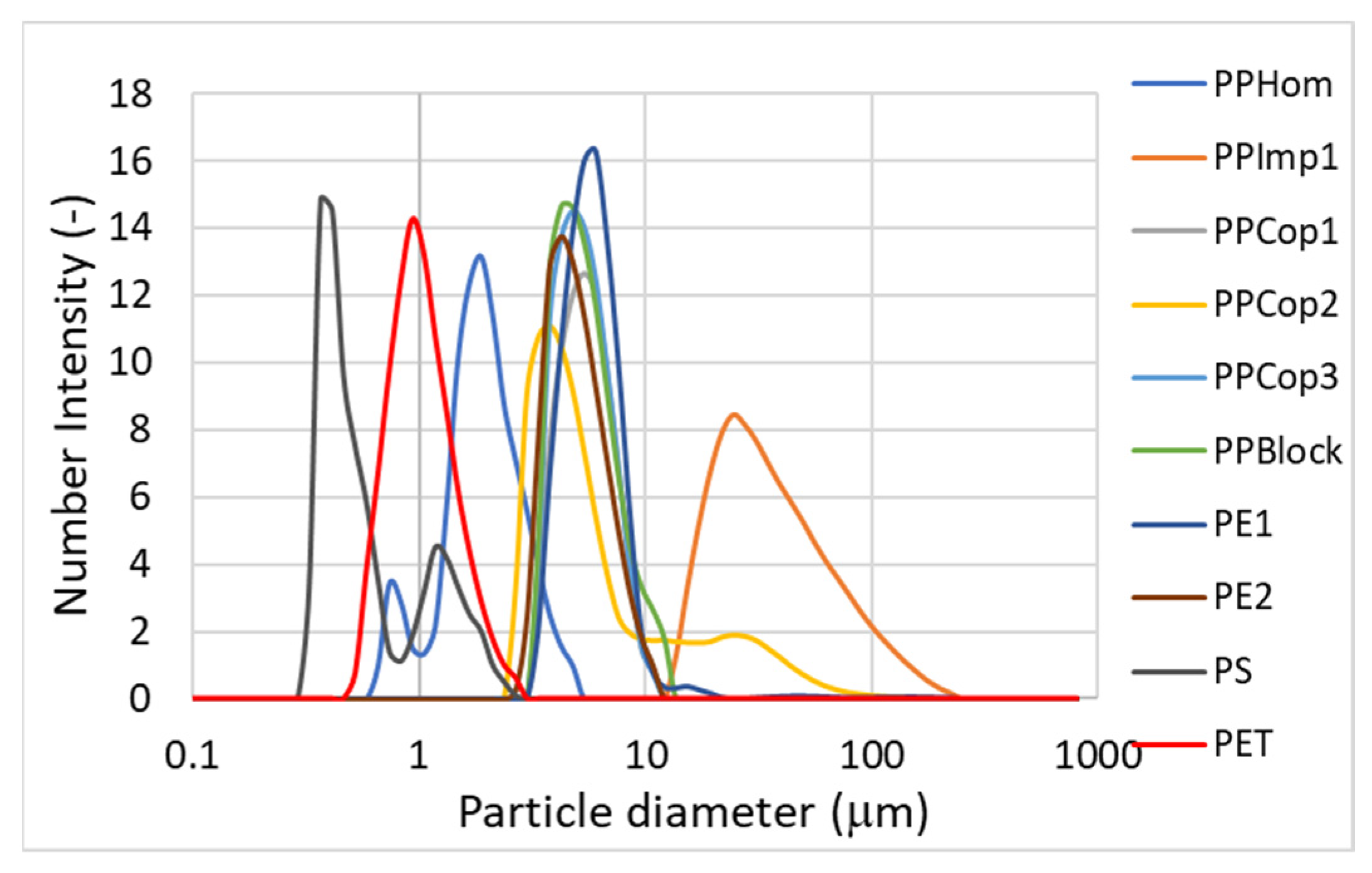
4.3. Experimental Particle Size and Microplastic Formation during Wear
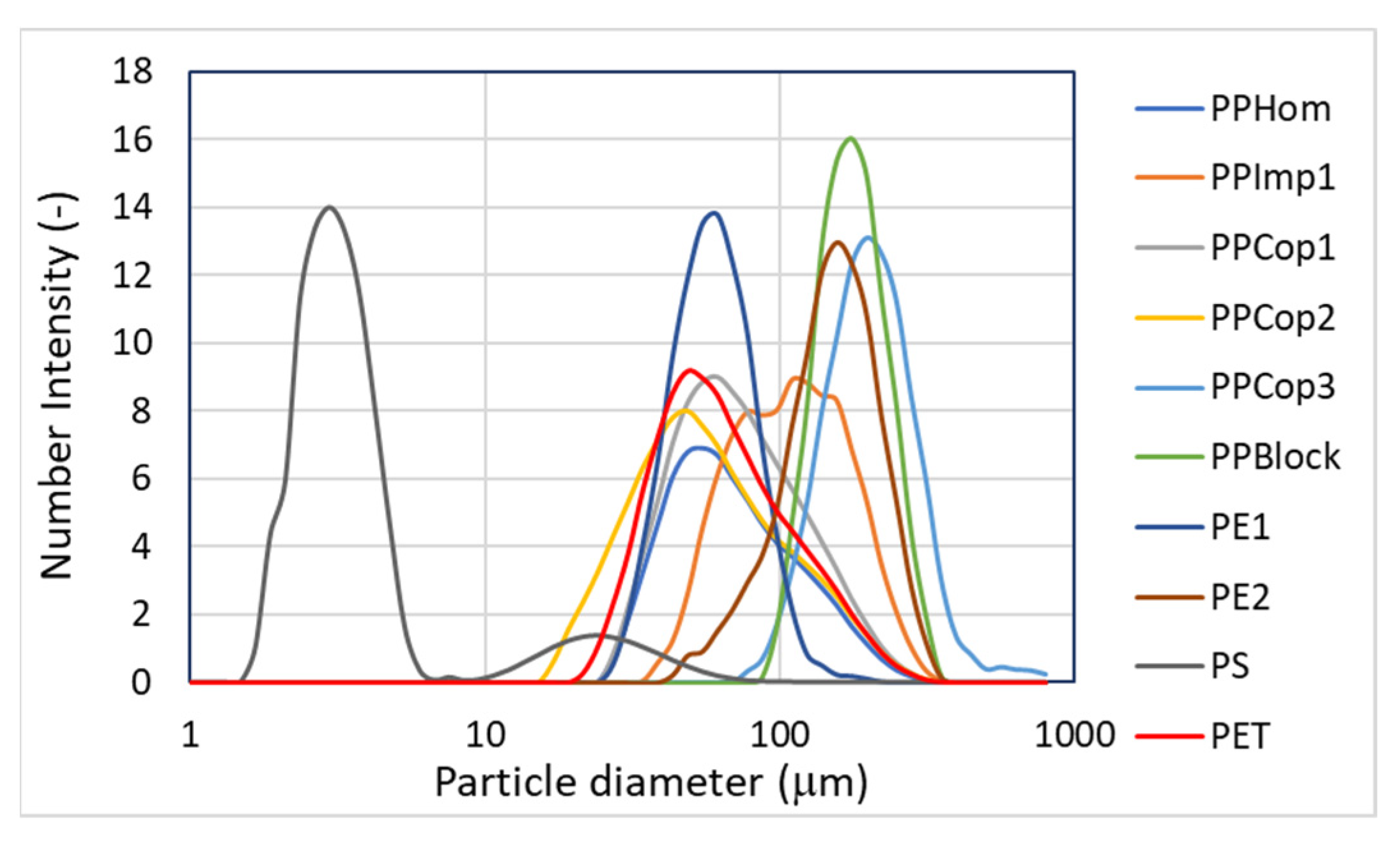
4.4. Experimental Particle Size and Microplastic Formation during Impact
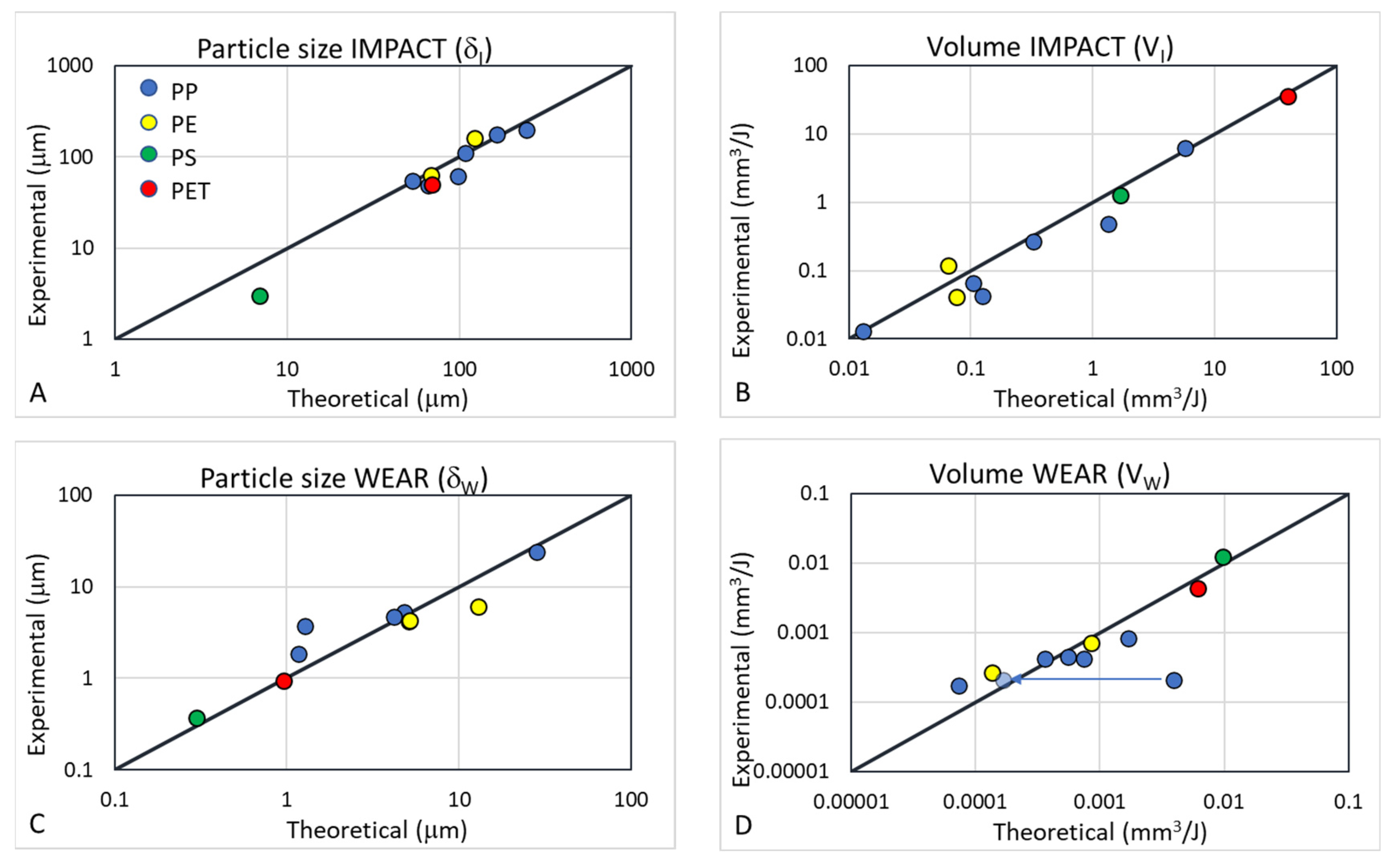
4.5. Comparing Theoretical and Experimental Particle Size and Volume
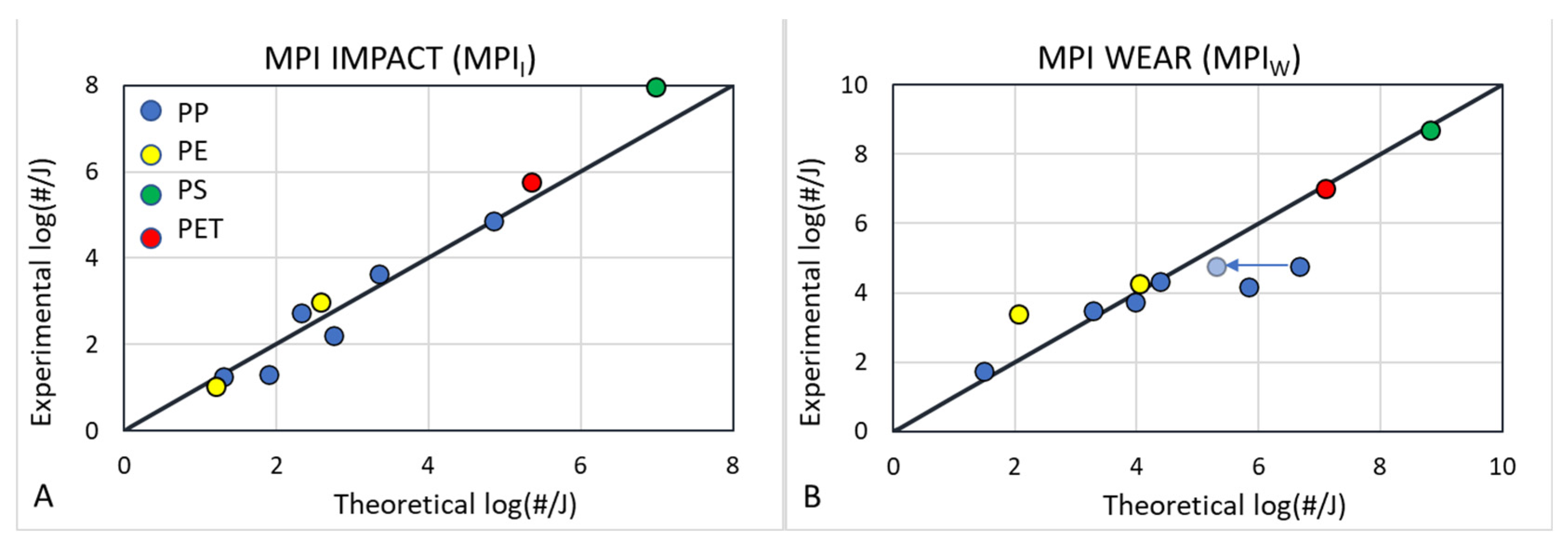
4.6. Comparing Theoretical and Experimental MPI
5. Discussion and Conclusions
- During processing: Processing conditions can affect the polymer structure (e.g., crystallinity) and may lead to degradation during extrusion, etc. Changes in polymer properties during processing into a final product may also change the microplastic formation and can be validated by the MPI model.
- Aging: The chemical changes such as cross-linking and/or decrease in molecular mobility and, thus, mechanical properties change with aging. This means the MPI also changes with aging. We expect that the MPI is also valid for aged material and, thus, could be used to predict the microplastic release of aged plastic material.
- Recycling: During (multiple) recycling of polymers, degradation of the polymers will occur. The severity of degradation and, therefore, the change in the MPI will depend on the quality of the plastics, the intensity of the processing, and the post-processing steps.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Coefficient of Friction

Appendix B. Weibull Distribution
References
- Microplastics. Available online: https://echa.europa.eu/hot-topics/microplastics (accessed on 2 November 2023).
- Andrady, A.L. Microplastics in the marine environment. Mar. Pollut. Bull. 2011, 62, 1596–1605. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, S.; Andrea, F. Plastic contamination in agricultural soils: A review. Environ. Sci. Eur. 2023, 35, 13. [Google Scholar] [CrossRef]
- Koelmans, A.A.; Mohammed Nor, N.H.; Hermsen, E.; Kooi, M.; Mintenig, S.M.; De France, J. Microplastics in freshwaters and drinking water: Critical review and assessment of data quality. Water Res. 2019, 155, 410–422. [Google Scholar] [CrossRef] [PubMed]
- Guerranti, C.; Martellini, T.; Perra, G.; Scopetani, C.; Cincinelli, A. Microplastics in cosmetics: Environmental issues and needs for global bans. Environ. Toxicol. Pharmacol. 2019, 68, 75–79. [Google Scholar] [CrossRef] [PubMed]
- Leslie, H.A.; van Velzen, M.J.; Brandsma, S.H.; Vethaak, A.D.; Garcia-Vallejo, J.J.; Lamoree, M.H. Discovery and quantification of plastic particle pollution in human blood. Enviro. Intern. 2022, 163, 107199. [Google Scholar] [CrossRef] [PubMed]
- Barcelo, D.; Pico, Y.; Alfarhan, A.H. Microplastics: Detection in human samples, cell line studies, and health impacts. Environ. Toxicol. Pharmacol. 2023, 101, 104204. [Google Scholar] [CrossRef] [PubMed]
- Ragusa, A.; Svelato, A.; Santacroce, C.; Catalano, P.; Notarstefano, V.; Carnevali, O.; Papa, F.; Rongioletti, M.C.A.; Baiocco, F.; Draghi, S.; et al. Plasticenta: First evidence of microplastics in human placenta. Environ. Int. 2021, 146, 106274. [Google Scholar] [CrossRef] [PubMed]
- Lim, X. Microplastics are everywhere—But are they harmful? Nature 2021, 593, 22–25. [Google Scholar] [CrossRef] [PubMed]
- Vethaak, A.D.; Legler, J. Microplastics and human health. Science 2021, 371, 672–674. [Google Scholar] [CrossRef]
- The Largest Cleanup in History. Available online: www.oceancleanup.com (accessed on 2 November 2023).
- Anagnosti, L.; Varvaresou, A.; Pavlou, P.; Protopapa, E.; Carayanni, V. Worldwide actions against plastic pollution from microbeads and microplastics in cosmetics focusing on European policies. Has the issue been handled effectively? Marin. Poll. Bull. 2021, 162, 111883. [Google Scholar] [CrossRef]
- Onyena, A.P.; Aniche, D.C.; Ogbulu, B.O.; Rakib, R.J.; Uddin, J.; Walker, T.R. Governance Strategies for Mitigating Microplastic Pollution in the Marine Environment: A Review. Microplastics 2022, 1, 15–46. [Google Scholar] [CrossRef]
- Boersma, A.; Griogoriadi, K.; Nooijens, M.; Henke, S.; Kooter, I.M.; Parker, L.A.; Dortmans, A.; Urbanus, H.H. Microplastic Index—How to Predict Microplastics Formation? Polymers 2023, 15, 2185. [Google Scholar] [CrossRef]
- Hammond, M.J.; Fawaz, S.A. Stress intensity factors of various size single edge-cracked tension specimens: A review and new solutions. Engin. Fract. Mech. 2016, 153, 25–34. [Google Scholar] [CrossRef]
- Boersma, A.; Soloukhin, V.A.; Brokken-Zijp, J.C.M.; De With, G. Load and depth sensing indentation as a tool to monitor a gradient in the mechanical properties across a polymer coating: A study of physical and chemical aging effects. J. Pol. Sci. B Pol. Phys. 2004, 42, 1628–1639. [Google Scholar] [CrossRef]
- ASTM D3702-94; Standard Test Method for Wear Rate and Coefficient of Friction of Materials in Self Lubricated Rubbing Contact Using a Thrust Washer Testing Machine. ASTM International: West Conshohocken, PA, USA, 2009.
- Amuzu, J.K.A.; Briscoe, B.J.; Tabor, D. Friction and Shear Strength of Polymers. ASLE Trans. 1977, 20, 354–358. [Google Scholar] [CrossRef]
- Meng, H.C.; Ludema, K.C. Wear models and predictive equations: Their form and content. Wear 1995, 181–183, 443–457. [Google Scholar] [CrossRef]
- Grigorescu, R.M.; Grigore, M.E.; Iancu, L.; Ghioca, P.; Ion, R.-M. Waste Electrical and Electronic Equipment: A Review on the Identification Methods for Polymeric Materials. Recycling 2019, 4, 32. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Grade | MFI * | Application | Name | IMT (°C) |
|---|---|---|---|---|---|
| PP | Homopolymer | 60 | Food package | PPHom | 230 |
| PP | Impact copolymer | 7.5 | Bumpers | PPImp1 | 230 |
| PP | Random copolymer | 0.3 | Pipes | PPCop1 | 230 |
| PP | Random copolymer | 1.4 a | Expansion tank | PPCop2 | 230 |
| PP | Random copolymer | 30 | Houseware | PPCop3 | 215 |
| PP | Block copolymer | 37 | Containers | PPBlock | 230 |
| HDPE | Copolymer | 10 b | Bottle caps | PE1 | 230 |
| HDPE | Copolymer | 0.4 b | Soap bottles | PE2 | 230 |
| PS | Mw = 280,000 | 3.3 c | General | PS | 245 |
| PET | Lower Tm and Tg | 20 d | Tray | PET | 300 |
| Type | Grit Size (μm) | Fraction of Area Covered by Grit (%) | # Grit Particles/mm2 |
|---|---|---|---|
| P120 | 125 | 55 | 35 |
| P180 | 82 | 60 | 89 |
| P500 | 30.2 | 64 | 698 |
| P1000 | 18.3 | 80 | 2379 |
| P2000 | 6.5 | 62 | 14,681 |
| P4000 | 3.6 | 65 | 50,154 |
| steel | 0.4 | 100 | 6,250,000 |
| E * GPa | H MPa | σY * MPa | σU * MPa | σS MPa | εU * % | CN J/cm2 | ν | μ | γ mN/m | KIC Mpa√m | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PPHom | 1.54 (0.09) | 96.5 (1.6) | 40.1 (0.6) | 43.2 (1.0) | 35.3 (0.81) | 11.6 * (2.8) | 0.27 (0.06) | 0.43 (0.01) | 0.31 (0.04) | 31.4 (3.4) | 2.57 (0.01) |
| PPImp1 | 0.63 (0.04) | 36.0 (0.9) | 15.8 (0.9) | 61.4 (0.8) | 4.9 (0.17) | 371 (33) | 7.38 (0.26) | 0.43 (0.01) | 0.61 (0.03) | 36.1 (2.1) | 1.46 (0.03) |
| PPCop1 | 0.65 (0.02) | 57.6 (0.6) | 24.6 (0.2) | 39.1 (2.6) | 12.6 (0.18) | 176 (37) | 1.76 (0.14) | 0.43 (0.01) | 0.36 (0.02) | 39 (1.9) | 1.77 (0.05) |
| PPCop2 | 1.16 (0.01 | 87.8 (1.8) | 34.7 (0.4) | 44.9 (9.8) | 29.0 (0.82) | 92 (40) | 0.73 (0.09) | 0.43 (0.01) | 0.32 (0.05) | 30.9 (1.1) | 2.3 (0.03) |
| PPCop3 | 0.81 (0.02) | 58.4 (0.6) | 26.5 (0.4) | 132 (1.0) | 12.6 (0.19) | 702 (147) | 0.94 (0.08) | 0.43 (0.01) | 0.38 (0.04) | 28.8 (1.6) | 3.24 (0.67) |
| PPBlock | 1.43 (0.06) | 67.7 (1.8) | 22.5 (0.2) | 26.9 (0.4) | 17.3 (0.66) | 54.9 (9.8) | 0.75 (0.05) | 0.43 (0.01) | 0.32 (0.02) | 35.9 (2.6) | 3.25 (0.09) |
| PE1 | 0.70 (0.02) | 45.1 (0.1) | 22.1 (0.3) | 77.3 (0.4) | 7.6 (0.03) | 553 (202) | 0.63 (0.03) | 0.46 (0.01) | 0.38 (0.05) | 35.7 (1.8) | 1.46 (0.01) |
| PE2 | 0.69 (0.07) | 56.7 (0.6) | 22.2 (0.2) | 29.1 (0.5) | 12.2 (0.18) | 91.9 (21.0) | 5.8 (1.73) | 0.46 (0.01) | 0.26 (0.04) | 36.1 (0.3) | 1.94 (0.04) |
| PS | 2.34 (0.01) | 164 (12) | 46.8 (0.4) | 48.3 (0.3) | 101 (11) | 3.33 (0.34) | 0.41 (0.07) | 0.34 (0.01) | 0.31 (0.02) | 48.2 (1.0) | 1.53 (0.04) |
| PET | 2.41 (0.01) | 128 (1) | 56.2 (0.3) | 52.2 (1.5) | 61.4 (0.46) | 4.13 (0.23) | 0.14 (0.04) | 0.43 (0.01) | 0.25 (0.02) | 51.4 (3.5) | 4.34 (0.57) |
| δI (μm) | ∂δI (μm) | VI (mm3/J) | ∂VI (mm3/J) | δW (μm) | ∂δW (μm) | VW (mm3/J) | ∂VW (mm3/J) | |
|---|---|---|---|---|---|---|---|---|
| Equation (1) | Equation (5) | Equation (3) | Equation (6) | |||||
| PPHom * | 53.7 | 3.1 | 5.7 | 1.9 | 1.16 | 0.15 | 0.0039 | 0.0011 |
| 53.7 | 3.1 | 0.11 | 0.04 | 1.16 | 0.15 | 0.00017 | 0.00006 | |
| PPImp1 | 108 | 10 | 0.013 | 0.002 | 28.2 | 2.9 | 0.00036 | 0.00004 |
| PPCop1 | 97.9 | 4.9 | 0.105 | 0.024 | 4.82 | 0.32 | 0.00056 | 0.00016 |
| PPCop2 | 65.5 | 1.6 | 0.33 | 0.15 | 1.27 | 0.07 | 0.00075 | 0.00047 |
| PPCop3 | 245 | 71 | 0.124 | 0.046 | 4.20 | 0.30 | 0.000073 | 0.000018 |
| PPBlock | 165 | 10 | 1.33 | 0.27 | 5.11 | 0.50 | 0.00169 | 0.00033 |
| PE1 | 68.8 | 2.3 | 0.066 | 0.024 | 13.1 | 0.84 | 0.00014 | 0.00005 |
| PE2 | 123 | 13 | 0.077 | 0.030 | 5.23 | 0.55 | 0.00086 | 0.00024 |
| PS | 6.9 | 0.4 | 1.70 | 0.52 | 0.30 | 0.03 | 0.0098 | 0.0012 |
| PET | 69.5 | 12.9 | 40.1 | 12.7 | 0.97 | 0.07 | 0.0062 | 0.0006 |
| Nr | Grit | Weight (N) | Time (sec) | Distance (m) | Polymer Sanded (g) | n (#/mm2) | k (mm3/Nm) |
|---|---|---|---|---|---|---|---|
| 1 | #120 | 8.12 | 40 | 106 | 0.356 | 35 | 0.4604 |
| 2 | #120 | 5.04 | 140 | 212 | 0.424 | 35 | 0.4408 |
| 3 | #120 | 1.45 | 180 | 275 | 0.132 | 35 | 0.3694 |
| 4 | #180 | 8.12 | 20 | 36.2 | 0.075 | 89 | 0.2849 |
| 5 | #500 | 8.12 | 180 | 275 | 0.146 | 698 | 0.0725 |
| 6 | #1000 | 8.12 | 300 | 468 | 0.088 | 2379 | 0.0257 |
| 7 | #2000 | 8.12 | 300 | 468 | 0.033 | 14681 | 0.0097 |
| 8 | #4000 | 8.12 | 600 | 936 | 0.031 | 50,154 | 0.0046 |
| 9 | Steel | 6,250,000 | 0.00021 |
| κ | ζ | k (mm3/Nm) | ∂k (mm3/Nm) | DN (μm) | DM (μm) | ∂DM (μm) | |
|---|---|---|---|---|---|---|---|
| PPHom | 4.199 | 0.634 | 0.00021 | 0.00003 | 2.02 | 1.87 | 0.10 |
| PPImp1 | 1.366 | 0.517 | 0.00042 | 0.00001 | 44.4 | 24.3 | 3.70 |
| PPCop1 | 1.597 | 0.523 | 0.00044 | 0.00002 | 5.64 | 5.35 | 0.25 |
| PPCop2 | 0.935 | 0.493 | 0.00042 | 0.00002 | 9.96 | 3.77 | 0.29 |
| PPCop3 | 5.795 | 0.666 | 0.00017 | 0.00002 | 5.45 | 4.76 | 0.21 |
| PPBlock | 0.235 | 0.361 | 0.00083 | 0.00003 | 5.69 | 4.24 | 0.23 |
| PE1 | 1.374 | 0.547 | 0.00026 | 0.00010 | 6.70 | 6.01 | 0.92 |
| PE2 | 0.195 | 0.360 | 0.00070 | 0.00014 | 5.18 | 4.24 | 0.23 |
| PS | 12.92 | 0.446 | 0.01207 | 0.00175 | 1.08 | 0.37 | 0.02 |
| PET | 0.178 | 0.238 | 0.00431 | 0.00073 | 0.72 | 0.93 | 0.05 |
| VI (mm3/Nm) | ∂VI (mm3/Nm) | DN (μm) | DM (μm) | ∂DM (μm) | |
|---|---|---|---|---|---|
| PPHom | 5.40 | 0.78 | 79.2 | 54.9 | 2.6 |
| PPImp1 | 0.016 | 0.005 | 120 | 111 | 5.9 |
| PPCop1 | 0.081 | 0.029 | 82.7 | 61.7 | 3.4 |
| PPCop2 | 0.222 | 0.051 | 69.4 | 48.9 | 2.7 |
| PPCop3 | 0.033 | 0.005 | 216 | 198 | 10.9 |
| PPBlock | 0.371 | 0.058 | 182 | 176 | 9.7 |
| PE1 | 0.064 | 0.048 | 62.7 | 61.7 | 3.4 |
| PE2 | 0.051 | 0.013 | 157 | 157 | 8.4 |
| PS | 1.122 | 0.343 | 6.3 | 3.0 | 0.3 |
| PET | 30.5 | 3.8 | 74.8 | 48.9 | 2.7 |
| Theoretical | Experimental | Theoretical | Experimental | |||||
|---|---|---|---|---|---|---|---|---|
| MPII | ∂MPII | MPII | ∂MPII | MPIW | ∂MPIW | MPIW | ∂MPIW | |
| PPHom * | 4.85 | 0.25 | 4.79 | 0.08 | 6.68 | 0.32 | 4.78 | 0.08 |
| 3.14 | 0.21 | 4.79 | 0.08 | 5.31 | 0.28 | 4.78 | 0.08 | |
| PPImp1 | 1.30 | 0.29 | 1.34 | 0.13 | 1.49 | 0.29 | 1.75 | 0.16 |
| PPCop1 | 2.33 | 0.23 | 2.82 | 0.15 | 3.98 | 0.26 | 3.74 | 0.07 |
| PPCop2 | 3.34 | 0.22 | 3.56 | 0.11 | 5.84 | 0.29 | 4.17 | 0.07 |
| PPCop3 | 1.21 | 0.43 | 0.92 | 0.09 | 3.28 | 0.27 | 3.48 | 0.07 |
| PPBlock | 2.76 | 0.25 | 2.11 | 0.09 | 4.39 | 0.29 | 4.32 | 0.07 |
| PE1 | 2.59 | 0.22 | 2.72 | 0.25 | 2.07 | 0.27 | 3.36 | 0.20 |
| PE2 | 1.90 | 0.31 | 1.40 | 0.12 | 4.06 | 0.30 | 4.24 | 0.10 |
| PS | 6.61 | 0.21 | 7.91 | 0.15 | 8.83 | 0.31 | 8.67 | 0.09 |
| PET | 5.36 | 0.37 | 5.70 | 0.08 | 7.11 | 0.26 | 7.01 | 0.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grigoriadi, K.; Nooijens, M.G.A.; Taşlı, A.E.; Vanhouttem, M.M.C.; Henke, S.; Parker, L.A.; Urbanus, J.H.; Boersma, A. Experimental Validation of the Microplastic Index—Two Approaches to Understanding Microplastic Formation. Microplastics 2023, 2, 350-370. https://doi.org/10.3390/microplastics2040027
Grigoriadi K, Nooijens MGA, Taşlı AE, Vanhouttem MMC, Henke S, Parker LA, Urbanus JH, Boersma A. Experimental Validation of the Microplastic Index—Two Approaches to Understanding Microplastic Formation. Microplastics. 2023; 2(4):350-370. https://doi.org/10.3390/microplastics2040027
Chicago/Turabian StyleGrigoriadi, Kalouda, Merel G. A. Nooijens, Ali Emre Taşlı, Max M. C. Vanhouttem, Sieger Henke, Luke A. Parker, Jan Harm Urbanus, and Arjen Boersma. 2023. "Experimental Validation of the Microplastic Index—Two Approaches to Understanding Microplastic Formation" Microplastics 2, no. 4: 350-370. https://doi.org/10.3390/microplastics2040027
APA StyleGrigoriadi, K., Nooijens, M. G. A., Taşlı, A. E., Vanhouttem, M. M. C., Henke, S., Parker, L. A., Urbanus, J. H., & Boersma, A. (2023). Experimental Validation of the Microplastic Index—Two Approaches to Understanding Microplastic Formation. Microplastics, 2(4), 350-370. https://doi.org/10.3390/microplastics2040027