
Multi-Level Decision Support System in Production and Safety Management


Abstract
:1. Introduction
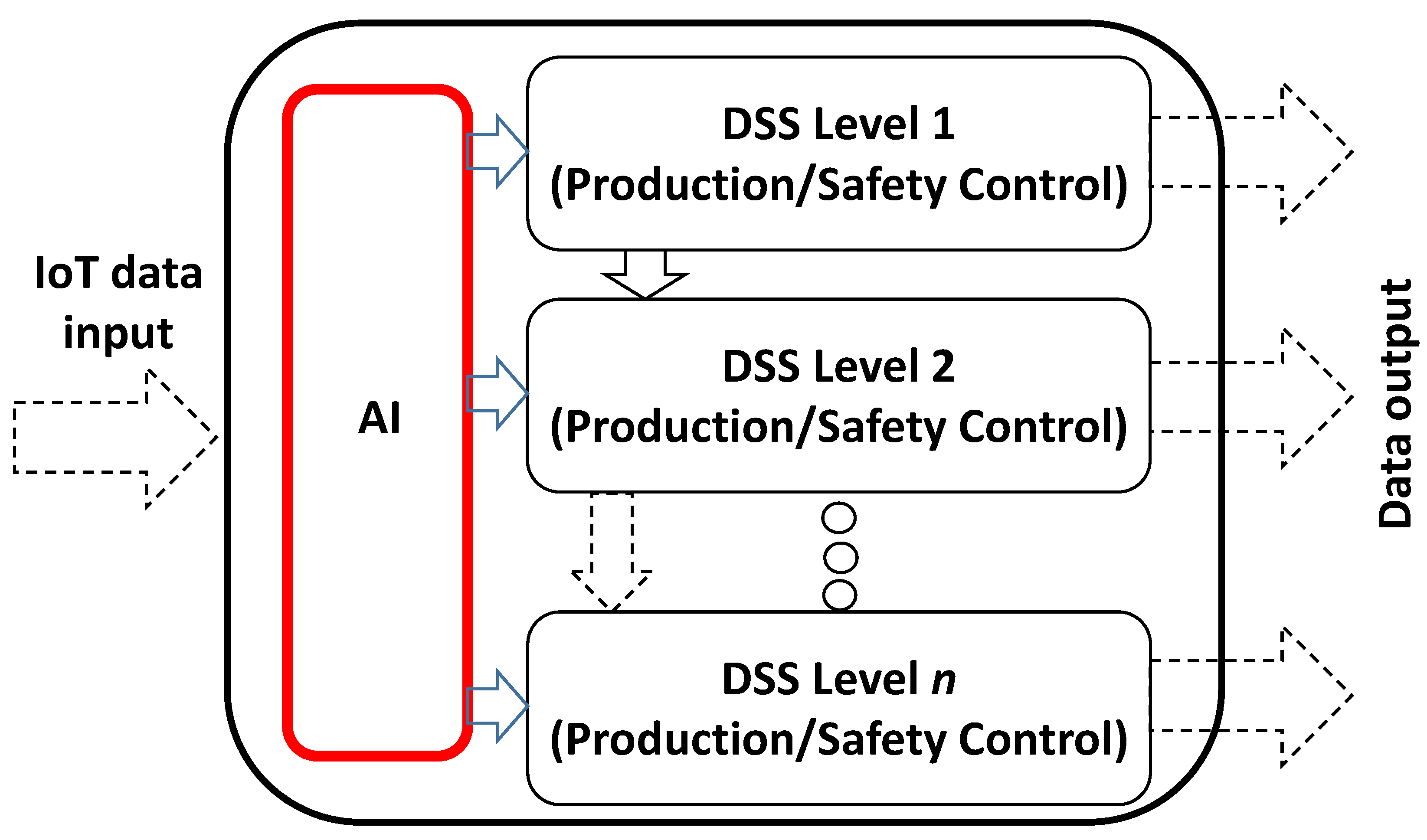
- A block diagram of a “proof of concept” of PM based on the implementation of a DSS operating on different risk levels is formulated.
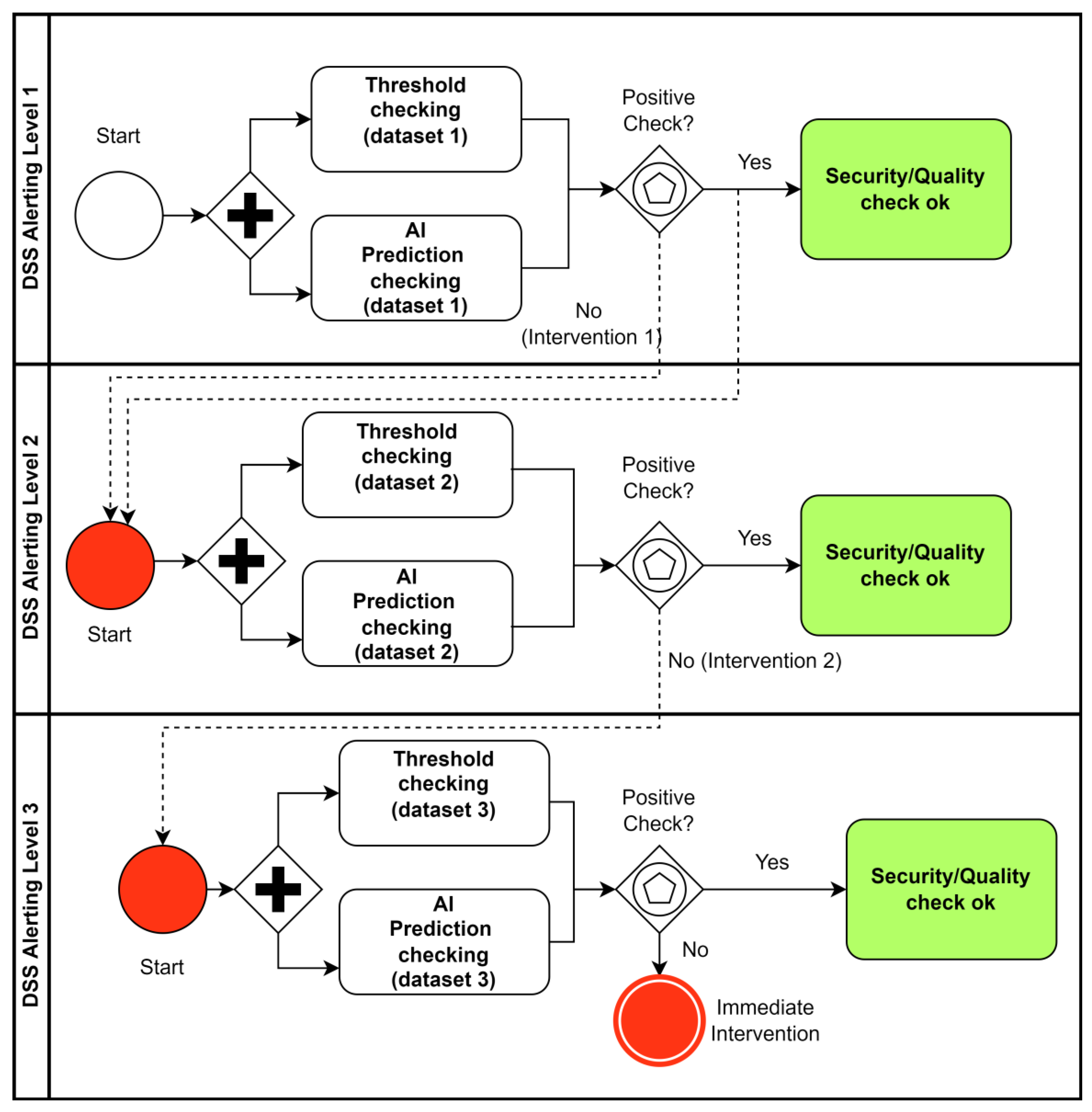
- The “proof of concept” of the PM model by a BPMN diagram by simplifying the DSS into three levels is detailed.
- The PM model is applied to a process monitoring risks in worker environments, by processing sensor data and by visualizing graphical risk dashboards.
- Different scenarios suitable for the application of the PM model in production quality assessment and in security process in industry sectors by defining the most important key variables to control are discussed.
2. Materials and Methods: Process Mining (PM) Model Implementing a Multi-Level DSS Engine
- DSS Alerting Level 1. This sub-workflow represents the first level of the whole PM model. The first alerting level is constituted by a first DSS based on the simultaneous analysis (parallel gateway), threshold check (detection of alert conditions in the short period), and AI prediction supporting the risk evaluation over the medium or long period. The processed dataset is the IoT input dataset or an extraction of the original dataset obtained by filtering the most relevant attributes. The logic condition is modelled by the ‘Exclusive Event Based’ symbol: for a positive check of the monitored variables (values do not overcoming specific thresholds), the production quality (or the security condition) is guaranteed and no interventions are required. Besides, in a negative case, the system provides a first alerting condition, enabling interventions (intervention type 1 named “Intervention 1”), and data are processed in the second DSS level (pool named “DSS Alerting Level 2”), providing more details about worker risks (higher level of the risk). Additionally, in the case of a positive check, for an additional security, the second sub-workflow of Level 2 can be executed.
- DSS Alerting Level 2. This workflow includes the ‘AND’ logic condition between true results of the DSS Alerting Level 1 and other variables. For a positive check of the monitored variables not overcoming specific thresholds, the process is secure. Besides, for a negative case, the system provides a second alerting condition addressing specific interventions (intervention type 2 named “Intervention 2”), and data are processed in the third level DSS analysis (pool named “DSS Alerting Level 3”).
- DSS Alerting Level 3. This last workflow has the same structure of the previous DSS workflows. The final dashboard indicates the entire summary of the results, as well. If the third level also indicates a risk, an immediate intervention is executed (very dangerous risk condition characterized by a higher risk level).

3. Results: Example of PM Application is Safety Management
3.1. KNIME Model Implementing a Three DSS Level Based on Logic Conditions
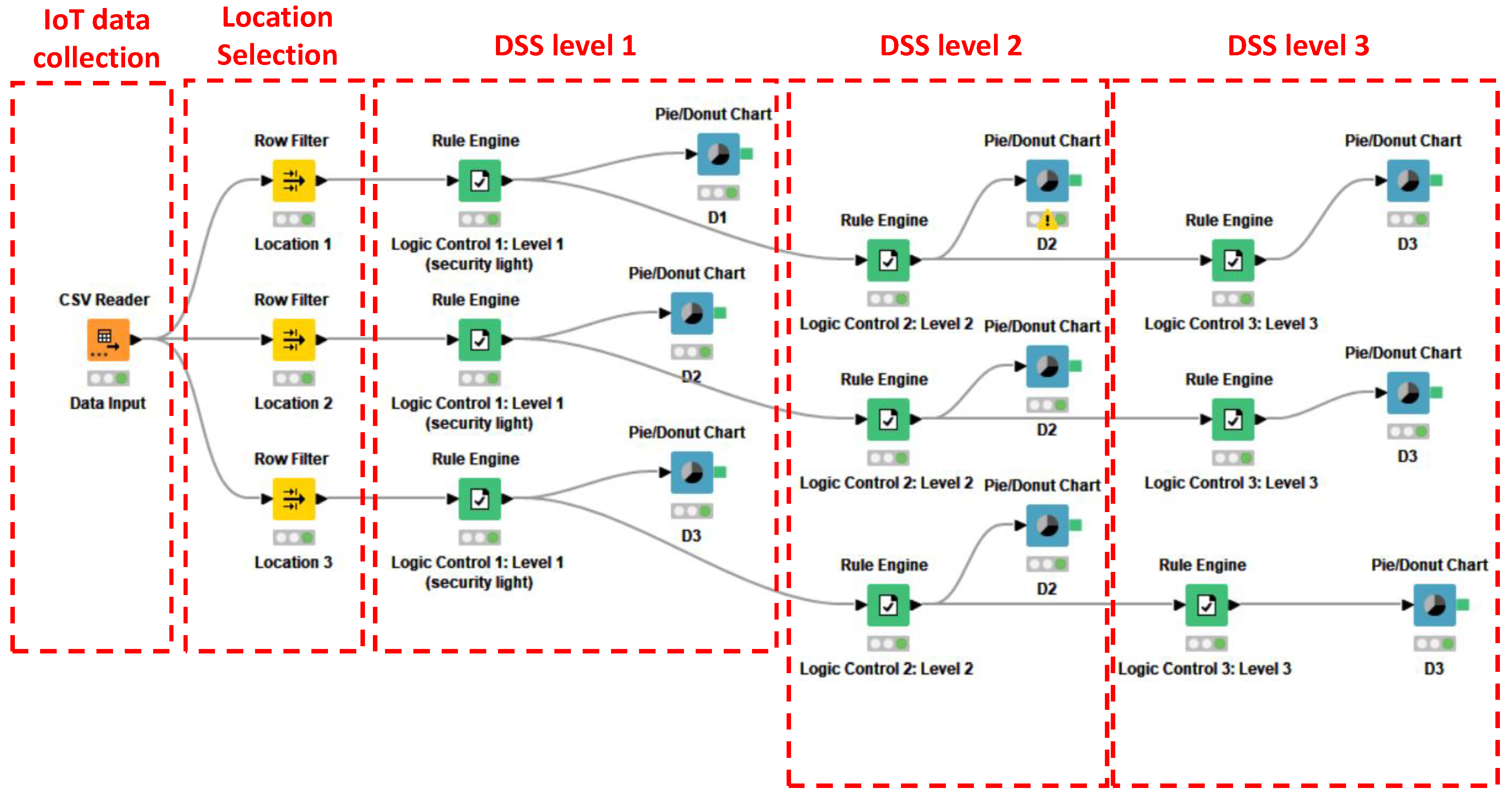
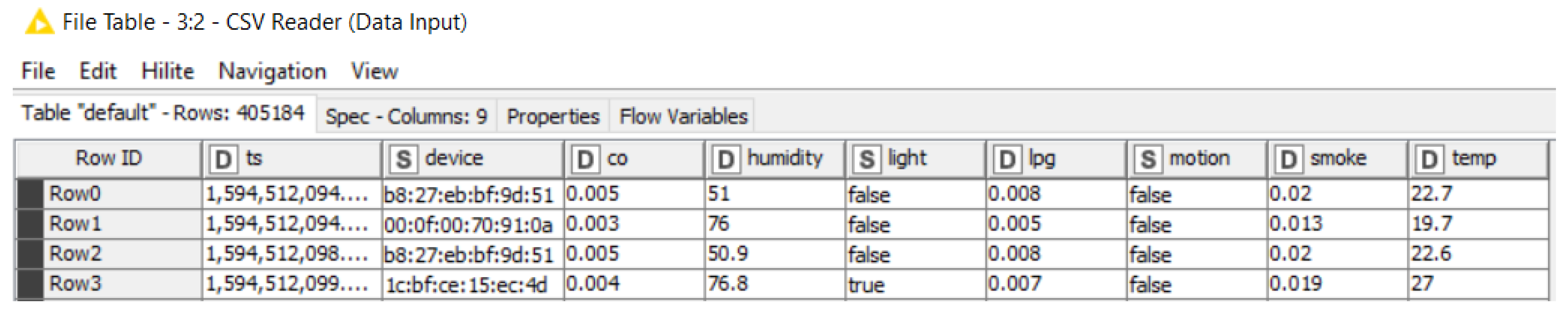
- CSV Reader: the dataset [15] is imported in the local repository to be processed by the other blocks;
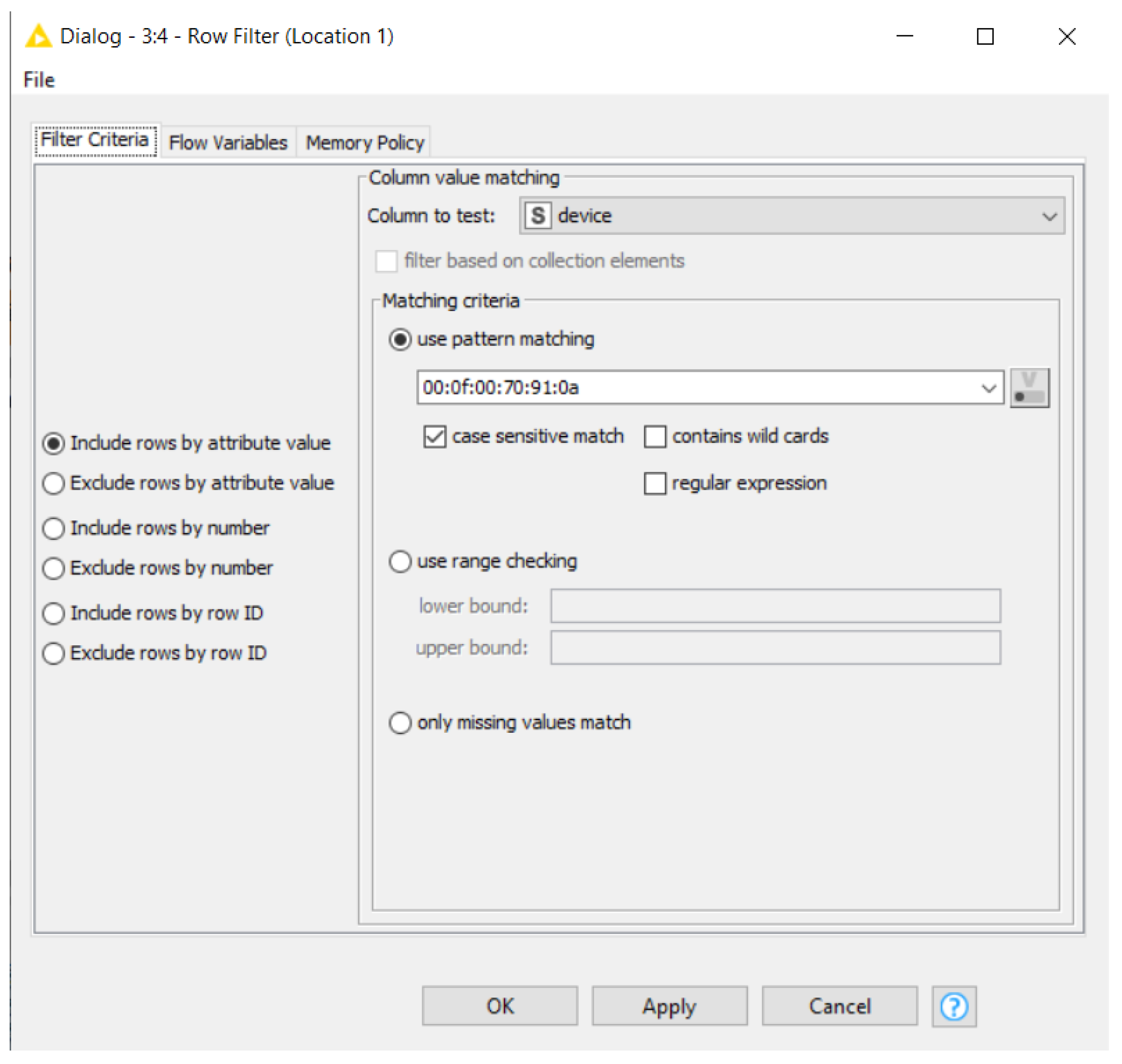
- Row filter: three IoT electronic boards are located in three different work environments (location 1, location 2, and location 3) where the production plant parts are located; each ‘Row Filter’ will select the sensor data of the specific location;
- Role Engine (DSS level 1): the Exclusive Event Based gateway is modelled by this block, enabling logic control of the first level (“DSS Alerting Level 1” of Figure 1); in this case, the basic secure condition is that the light is switched on for the three locations (in the negative case the first alerting condition is enabled, “Alert 1”);
- Pie/Donut Chart: pie charts are used as dashboards for all of the levels;
- Role Engine (DSS level 2): these blocks implement the second logic control (“DSS Alerting Level 2” of Figure 2); the logic condition activates the alerting condition (“Alert 2”) when “Alert 1” AND variable smoke > = 0.02 is True;
- Role Engine (DSS level 3): these blocks implement the third logic control (DSS Alerting Level 3 of Figure 2); the logic condition enabling the final alerting condition (“Alert 3”) is when “Alert 2” AND variable co > = 0.005 AND variable lpg > = 0.008 are True.

- The first level of alert is the checking of lighting (first condition guaranteeing a basic security level).
- The second level of alert is when the light is switched off and, simultaneously, the smoke variable overcomes a specified threshold (0.02 ppm %).
- The third level of alert (most dangerous condition) is when the second level condition and the carbon monoxide and liquid petroleum gas overcoming specific thresholds are simultaneously checked (0.005 ppm % and 0.008, respectively).
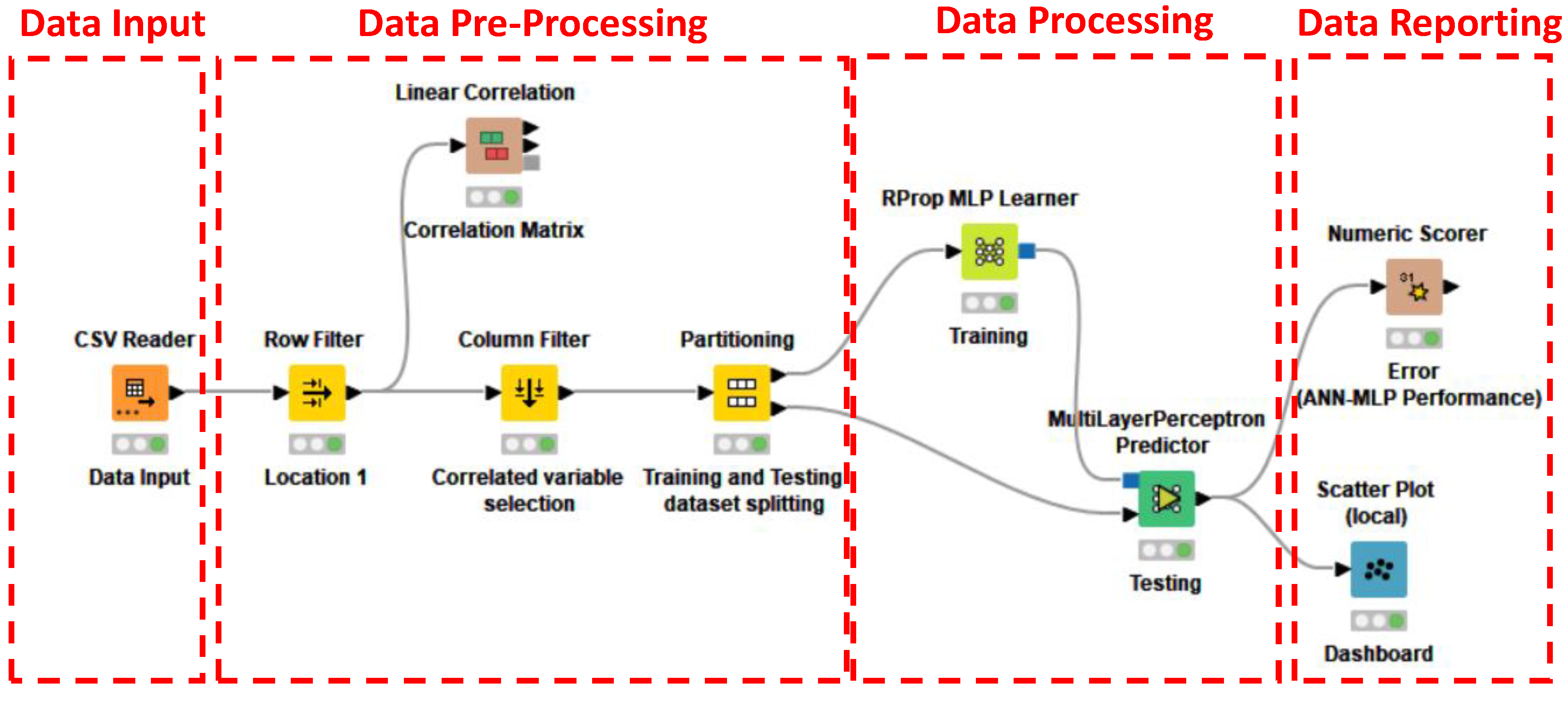
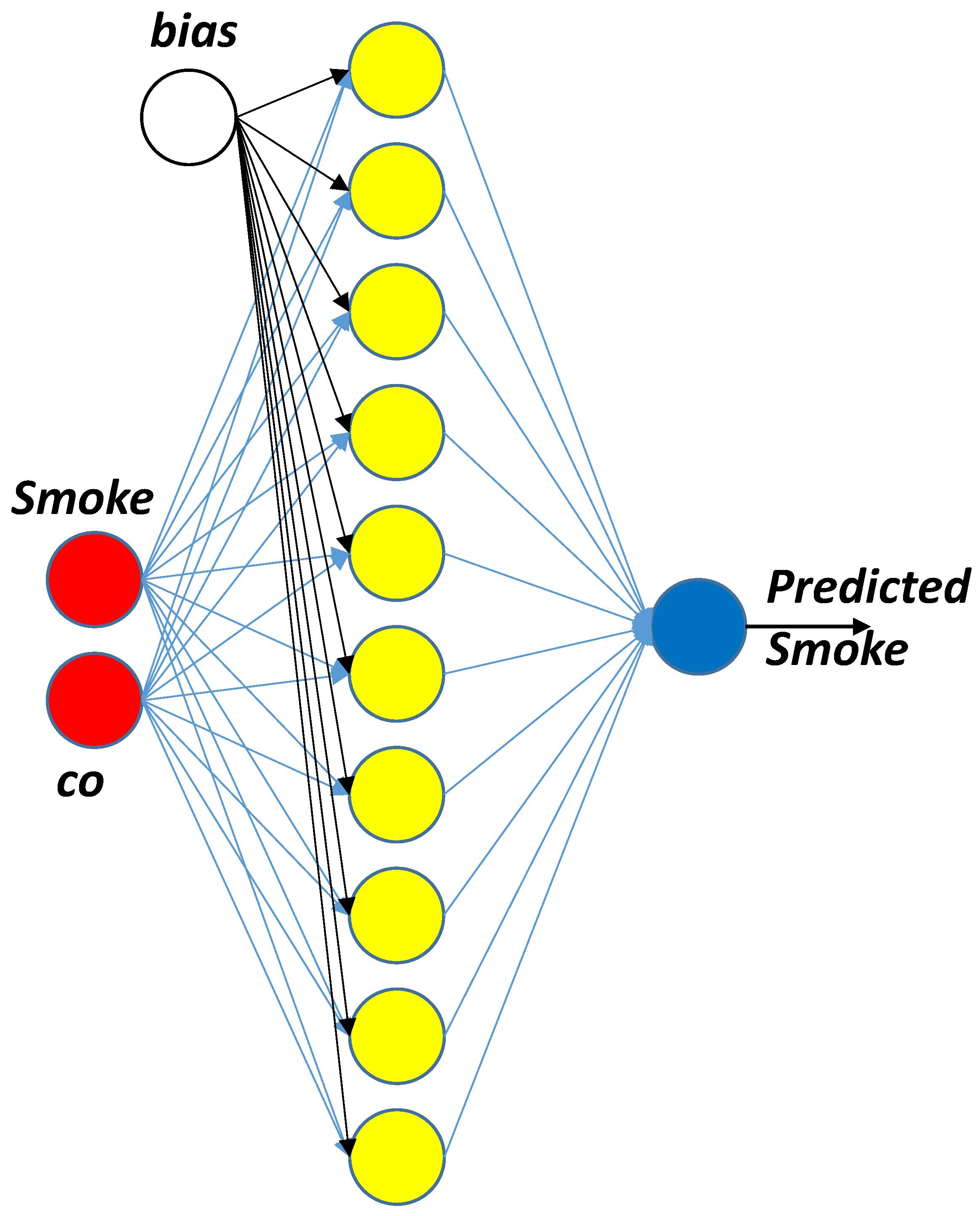
3.2. KNIME Model Implementing ANN-MLP Network Supporting Decisions
- data input: Data importing action (csv containing IoT datasets).
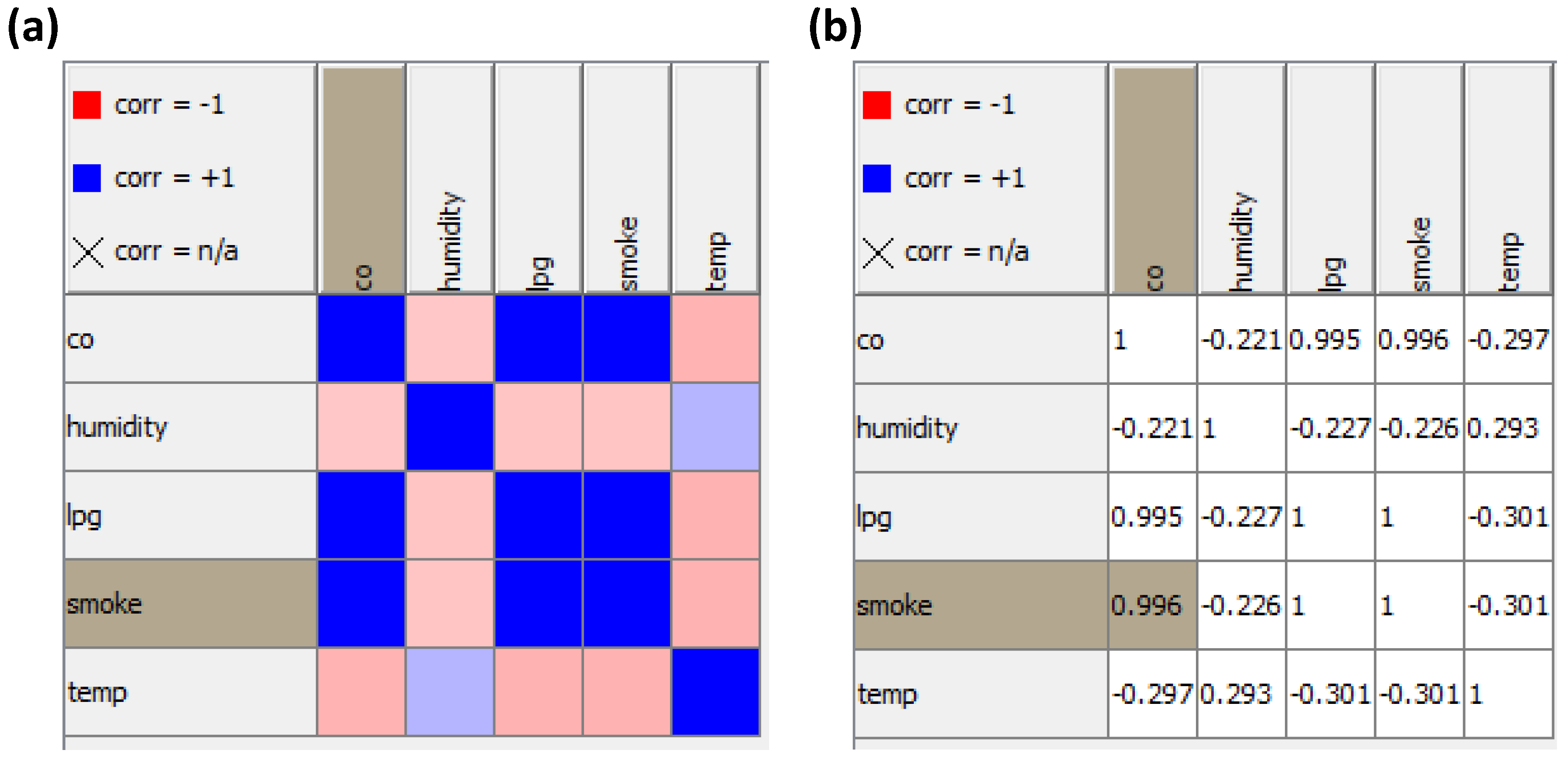
- data pre-processing: Selection of the main variables (key variables) to process as inputs of the ANN-MLP network (variables chosen by analyzing the correlation matrix by means the “Linear Correlation” block); column filtering process able to clean the dataset from the other variables; partitioning process (“Partitioning” block) splitting the input dataset into two dataset (first partition for the training data process, and second partition for the testing data processing).
- data processing: Training (by “RProp Learner” block) and testing (by “MultiLayerPerceptron Predictor” block) phases.
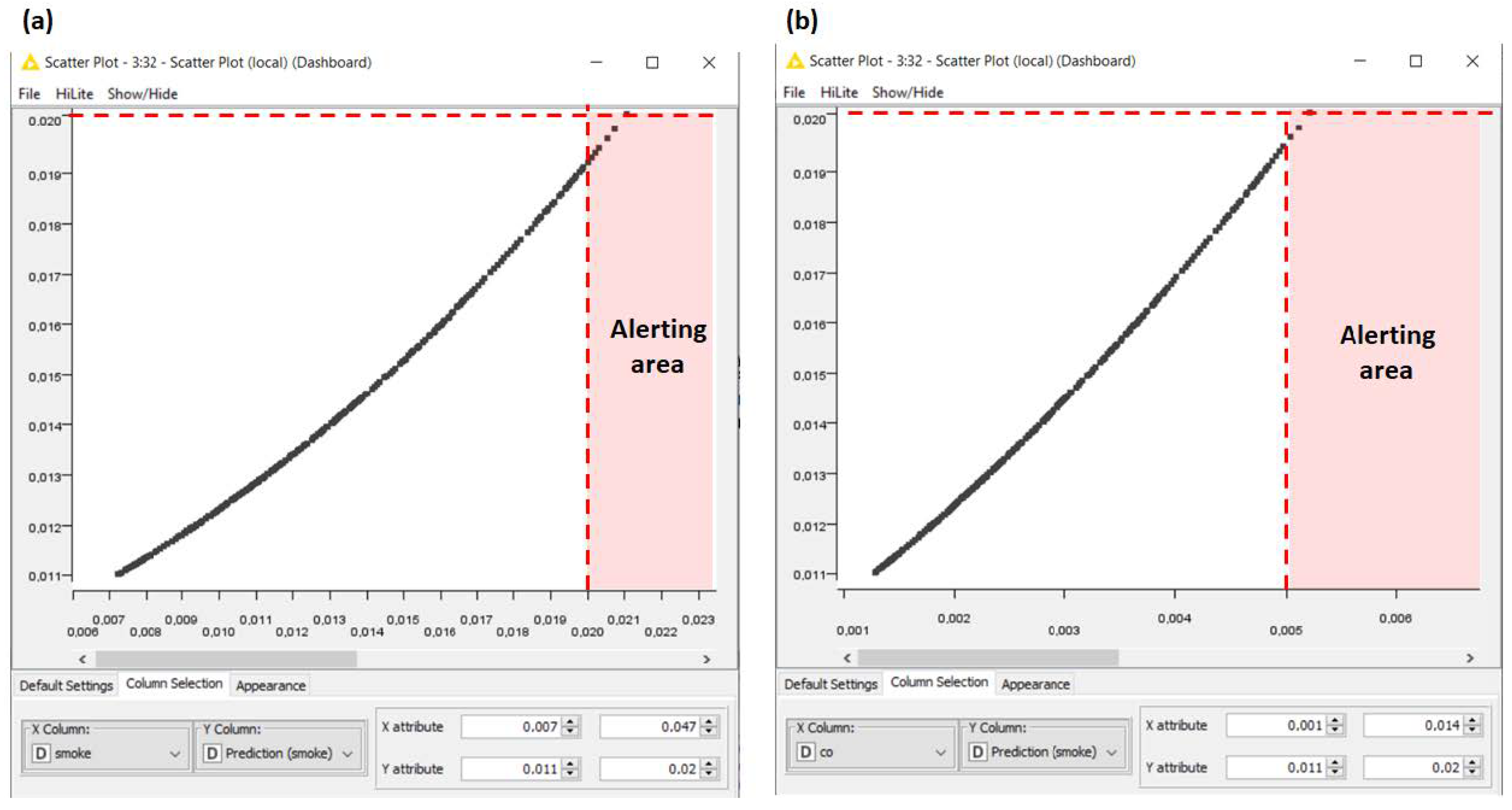
- data reporting: Plot of the predicted results versus other key variables (by “Scatter Plot” block); performance of the algorithm provided by error’s estimation.

4. Discussion
- The smoke is first emitted from the machine together with carbon monoxide gas.
- For a break condition (after the smoke emission), the liquid petroleum gas is also emitted, introducing a further risk of fire or explosion (stronger risk).
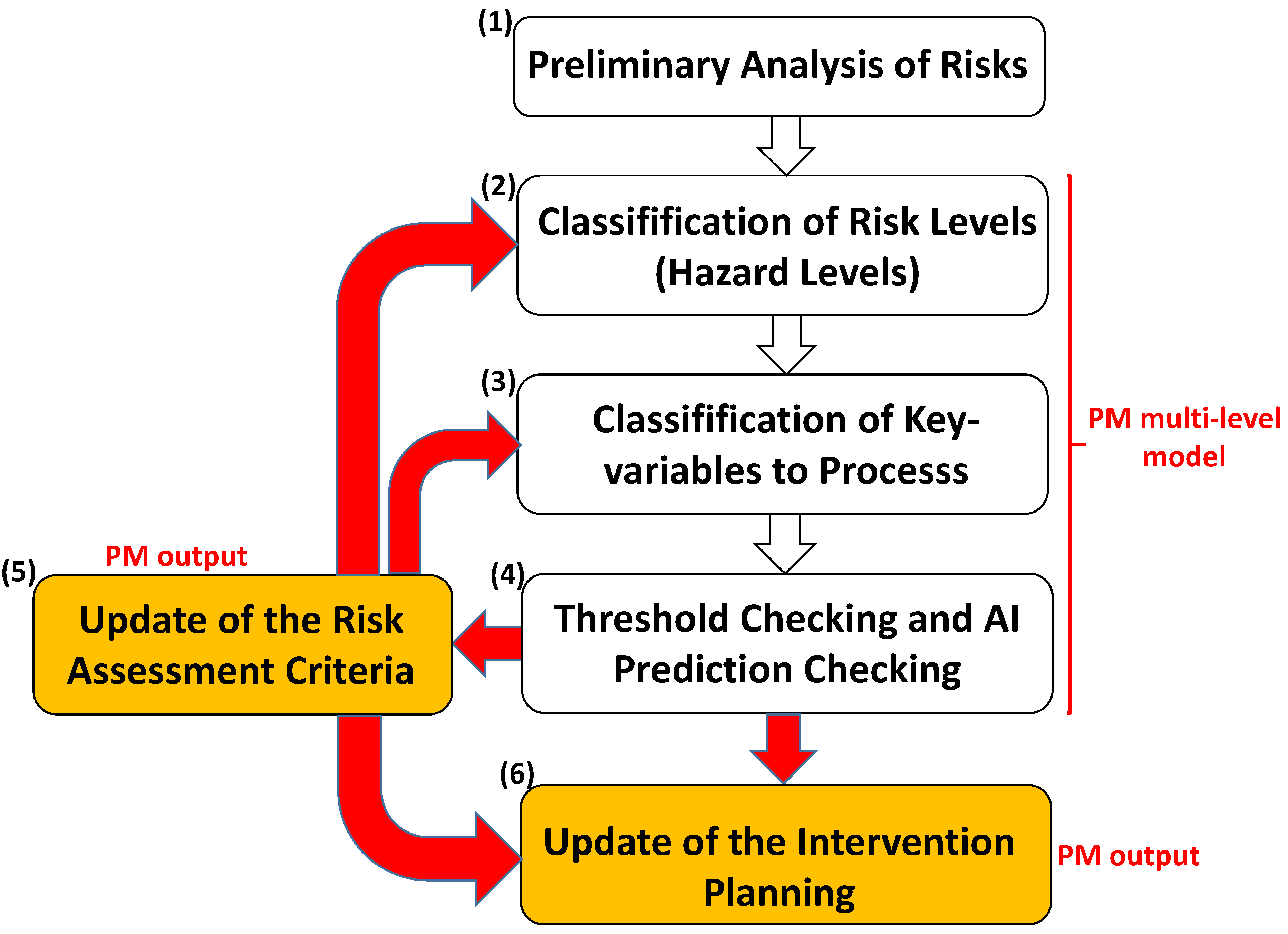
- (1)
- Preliminary Analysis of Risks: A preliminary analysis of the process to perform defines the main scenario (about production or safety risks); the preliminary analysis includes the ‘AS IS’ BPMN process mapping.
- (2)
- Classification of Risk Levels: The preliminary analysis provides a first classification of hazard levels, thus establishing the number of the alerting levels to consider in the PM model.
- (3)
- Classification of Key variables to Process: The classification of the alerting levels allows the definition of the key variable to be processed for each level (variables to process for each level of the PM model); this phase includes the definition of the logics of the DSS to be implemented for the checking phase (phase 4).
- (4)
- Threshold checking and AI Prediction checking: The checking of the key variable’s overcoming of a threshold and the prediction analysis are executed by considering the logic rules of phase 3 (DSS logics).
- (5)
- Update of the Risk Assessment Criteria (output of the PM model): The risk assessment model is based on the analysis of the PM outputs; the hazard levels could be updated according to PM results.
- (6)
- Update of the Intervention planning (output of the PM model): According to the PM output and to the update of the risk assessment model, the intervention planning is scheduled and updated.

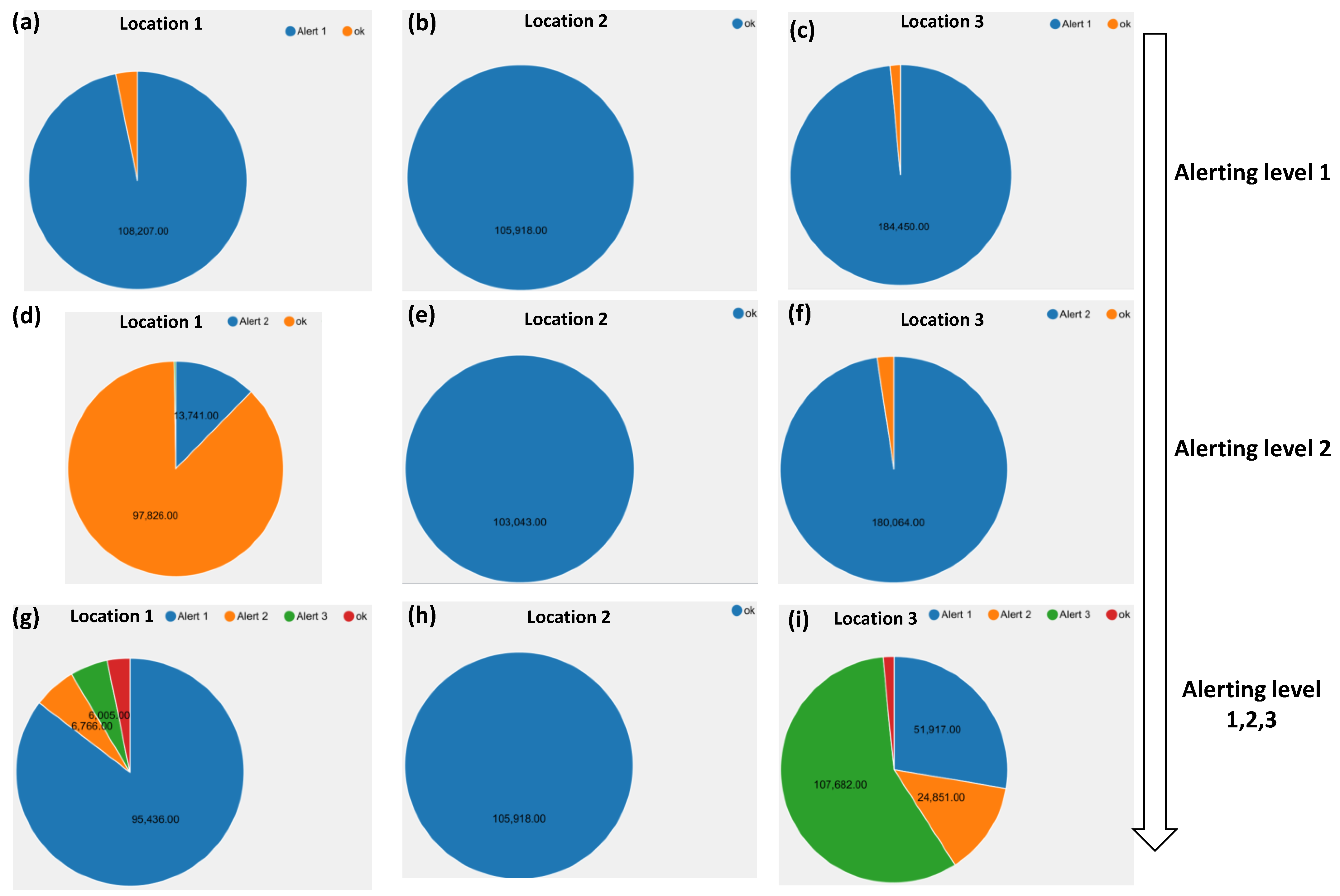
- Extraction of the process features to map the ‘TO BE’ safety control process (update of the risk assessment and of the intervention plan): the dashboards of Figure 4 highlight that only location 3 exhibits a more dangerous condition, having a higher impact of “Alert 3” (application of the DSS algorithm based on the logics explicated in Appendix A); this allows for an update of the risk assessment only of location 3 by controlling machines; the interventions to plan are related mainly to location 3; more responsible and attentive workers will be allocated to location 3; a periodic control plan of machine of location 3 is required by storing an hourly event log; location 1 shows a low alerting risk (no intervention need be planned);
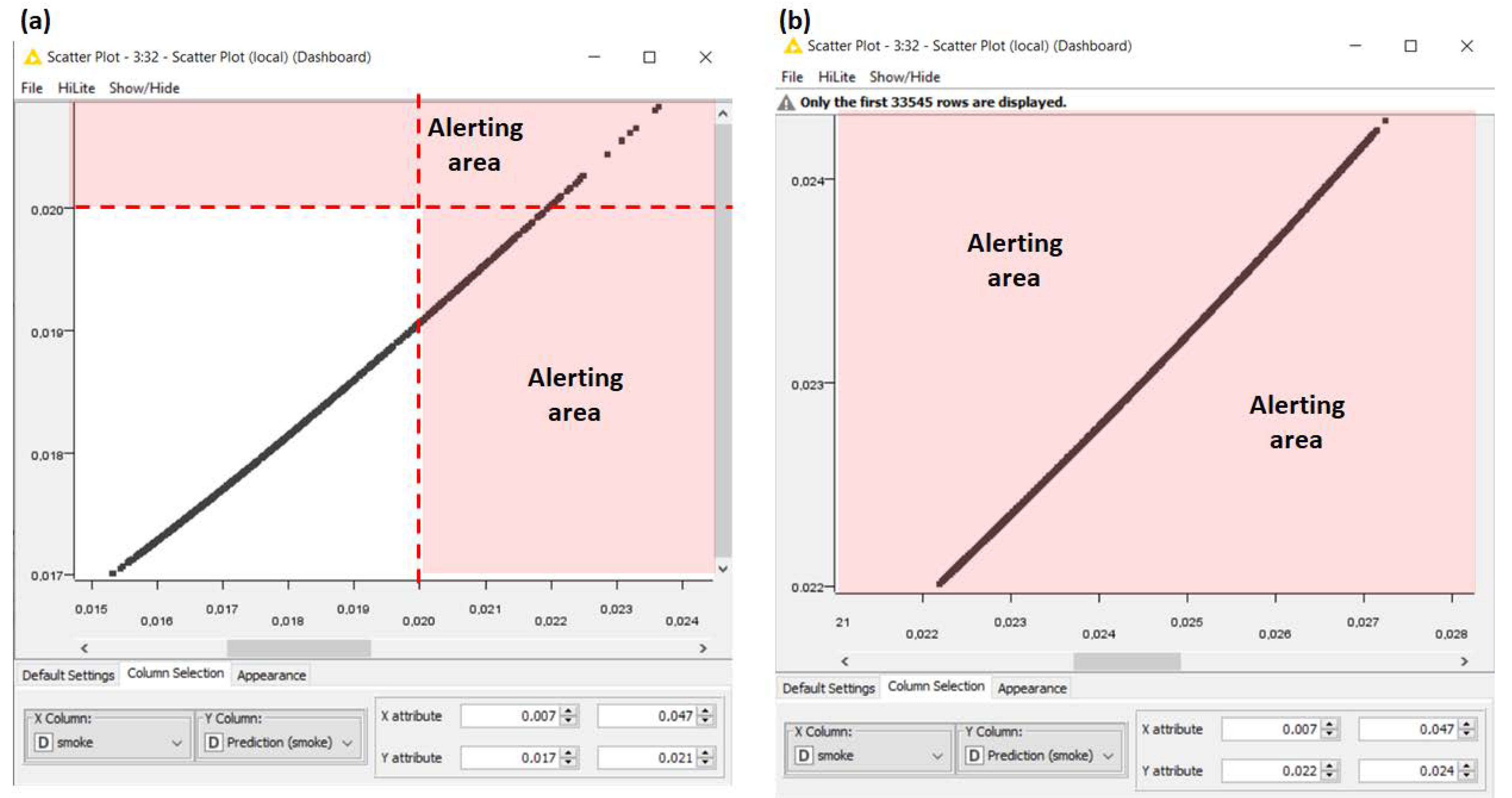
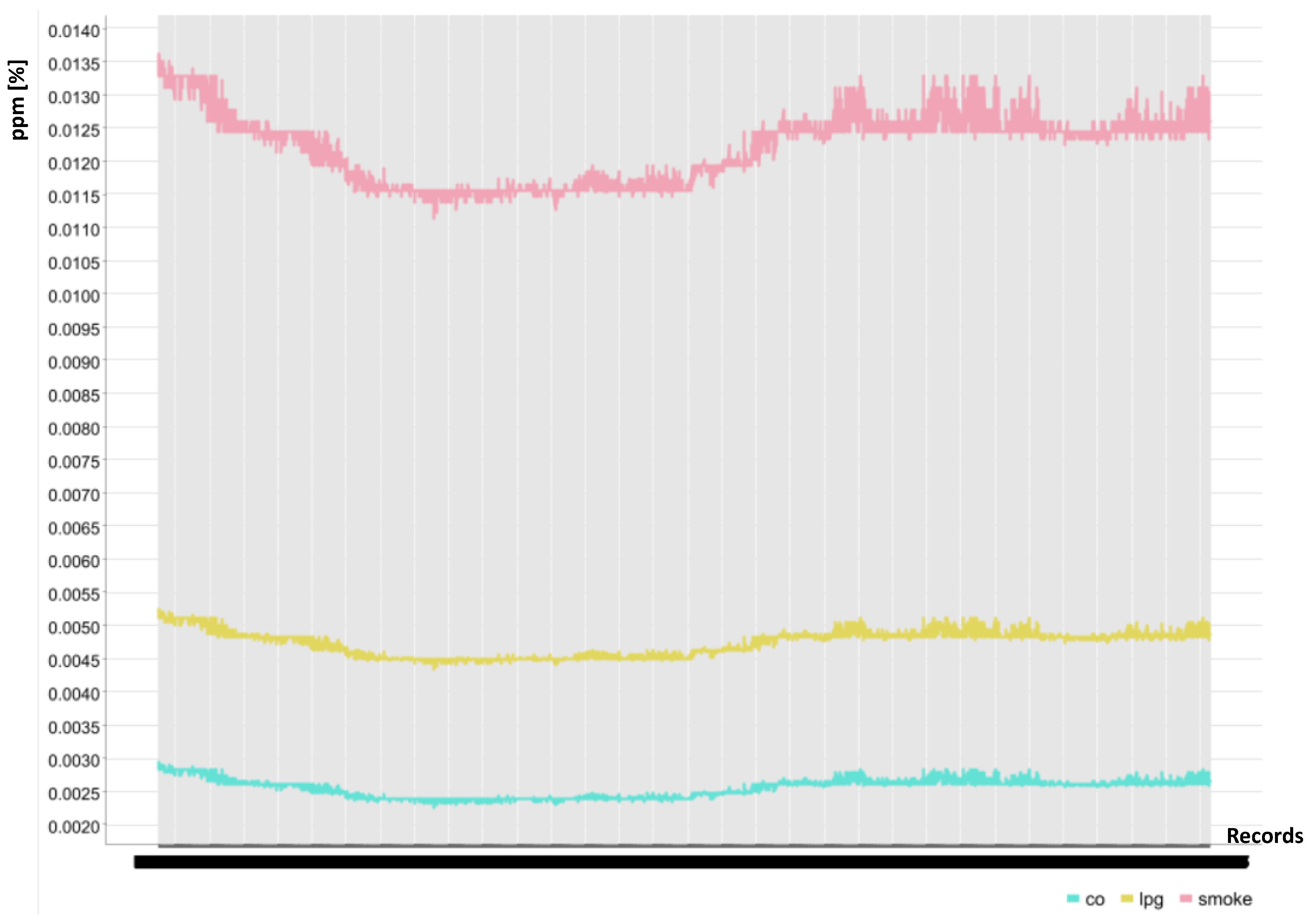
- Further decisions supported by AI prediction: the key variables to control are smoke, lpg, and co (see correlation matrix of Figure 6); with smoke being the most important key variable (after the smoke emission are lpg and co) the ANN-MLP forecasting analysis of the smoke highlights a no-risk prediction (see Figure 7) for location 1. Consequently, the machine can be revised without stopping the production, and the hazard level is updated as lower level (see Figure 9); the no-alert prediction of location 1 confirms that no interventions will be planned over the short and medium period; the prediction of smoke at location 2 enhances a potential risk (moderate alert), thus suggesting activation of a monitoring plan; the prediction of smoke at location 3 confirms that an urgent intervention should be performed.
5. Conclusions
Funding
Acknowledgments
Conflicts of Interest
Appendix A. Dataset Description and Data Processing Information



- Logic condition of the “Role Engine” Logic Control 1 block of Figure 3:
- –
- $light$ = “false” => “Alert 1”;
- –
- $light$ = “true” => “ok”.
- Logic condition of the “Role Engine” Logic Control 2 block of Figure 3:
- –
- ($Alerting Message$ = “Alert 1” AND $smoke$ >=0.02 )=> “Alert 2”;
- –
- $smoke$ < 0.02 => “ok”.
- Logic condition of the “Role Engine” Logic Control 3 block of Figure 3 (summarizing all the conditions):
- –
- ($Alerting Message 2$ = “Alert 2” AND $co$ >=0.005 AND $lpg$ >=0.008 )=> “Alert 3”;
- –
- ($Alerting Message 2$ = “Alert 2” AND $co$ < 0.005 AND $lpg$ < 0.008 )=> “Alert 2”;
- –
- $Alerting Message$ = “Alert 1” => “Alert 1”;
- –
- $Alerting Message$ = “ok” => “ok”.

References
- Massaro, A. Electronic in Advanced Research Industry: From Industry 4.0 to Industry 5.0 Advances; Wiley: Hoboken, NJ, USA; IEEE: New York, NY, USA, 2021; ISBN 9781119716877. [Google Scholar]
- Drakoulogkonas, P.; Apostolou, D. On the Selection of Process Mining Tools. Electronics 2021, 10, 451. [Google Scholar] [CrossRef]
- Springer. Lecture Notes in Business Information Processing. Available online: https://www.springer.com/series/7911 (accessed on 25 October 2022).
- Gope, A.K.; Liao, Y.-S.; Kuo, C.-F.J. Quality Prediction and Abnormal Processing Parameter Identification in Polypropylene Fiber Melt Spinning Using Artificial Intelligence Machine Learning and Deep Learning Algorithms. Polymers 2022, 14, 2739. [Google Scholar] [CrossRef]
- Wong, L.-T.; Mui, K.-W.; Tsang, T.-W. Updating Indoor Air Quality (IAQ) Assessment Screening Levels with Machine Learning Models. Int. J. Environ. Res. Public Health 2022, 19, 5724. [Google Scholar] [CrossRef]
- Álvarez-Díaz, N.; Caballero-Gil, P. Decision Support System Based on Indoor Location for Personnel Management. Remote Sens. 2021, 13, 248. [Google Scholar] [CrossRef]
- Fernandes, J.; Reis, J.; Melão, N.; Teixeira, L.; Amorim, M. The Role of Industry 4.0 and BPMN in the Arise of Condition-Based and Predictive Maintenance: A Case Study in the Automotive Industry. Appl. Sci. 2021, 11, 3438. [Google Scholar] [CrossRef]
- Zareen, S.; Akram, A.; Ahmad Khan, S. Security Requirements Engineering Framework with BPMN 2.0.2 Extension Model for Development of Information Systems. Appl. Sci. 2020, 10, 4981. [Google Scholar] [CrossRef]
- Massaro, A. Information Technology Infrastructures Supporting Industry 5.0 Facilities. In Electronics in Advanced Research Industries; Wiley: Hoboken, NJ, USA, 2021; pp. 51–101. [Google Scholar] [CrossRef]
- Massaro, A.; Maritati, V.; Savino, N.; Galiano, A.; Convertini, D.; De Fonte, E.; Di Muro, M. A Study of a Health Resources Management Platform Integrating Neural Networks and DSS Telemedicine for Homecare Assistance. Information 2018, 9, 176. [Google Scholar] [CrossRef] [Green Version]
- Bastos, P.; Lopes, I.; Pires, L. Application of data mining in a maintenance system for failure prediction. In Safety, Reliability and Risk Analysis: Beyond the Horizon; Steenbergen, R., Van Gelder, P.H.A.J.M., Miraglia, S., Vrouwenvelder, T., Eds.; Taylor & Francis Group: London, UK, 2014; pp. 933–940. ISBN 978-1-138-00123-7. [Google Scholar]
- Draw.io Releases Notes for 20.3.0. Available online: https://github.com/jgraph/drawio-desktop/releases (accessed on 25 October 2022).
- Berthold, M.R.; Cebron, N.; Dill, F.; Gabriel, T.R.; Kötter, T.; Meinl, T.; Ohl, P.; Sieb, C.; Thiel, K.; Wiswedel, B. KNIME: The Konstanz Information Miner. In Data Analysis, Machine Learning and Applications; Springer: Berlin/Heidelberg, Germany, 2008; pp. 319–326. [Google Scholar]
- KNIME. Available online: https://www.knime.com/ (accessed on 25 October 2022).
- Environmental Sensor Telemetry Data. Available online: https://www.kaggle.com/datasets/garystafford/environmental-sensor-data-132k (accessed on 24 October 2022).
- Kulinska, E.; Dendera-Gruszka, M. Hazards in the Production Process, Characteristics and Methods of Risk Elimination. Sci. J. Mil. Univ. Land Forces 2018, 189, 244–252. [Google Scholar] [CrossRef]
- Morales-Sánchez, V.; Rivero-Cruz, I.; Laguna-Hernández, G.; Salazar-Chávez, G.; Mata, R. Chemical Composition, Potential Toxicity, and Quality Control Procedures of the Crude Drug of Cyrtopodium Macrobulbon. J. Ethnopharmacol. 2014, 154, 790–797. [Google Scholar] [CrossRef]
- Hazards during Chemicals in Use and Safety Guideline. Available online: https://www.labour.gov.hk/eng/public/os/D/Chemicals.pdf (accessed on 26 October 2022).
- Massaro, A. “Energetic” KPI in Logistics: Complex System Theory and Multi-level Modeling. Zenodo 2022. Available online: https://zenodo.org/record/6137729#.Y1lLGXZBxPY (accessed on 26 October 2022).
- Magaletti, N.; Cosoli, G.; Massaro, A. Wearable Smart Sensors for Health Security in Transport: The Case of Study of Diabetic Risk Management Thought Advanced Data Analysis Approaches Integrated into Enterprise Process Models. Inf. Technol. Ind. 2021, 10, 1–8. Available online: https://it-in-industry.com/issue/archive/papers/121.html (accessed on 26 October 2022).
- Escaler, X.; Mebarki, T. Full-Scale Wind Turbine Vibration Signature Analysis. Machines 2018, 6, 63. [Google Scholar] [CrossRef] [Green Version]
- Massaro, A.; Starace, G. Advanced and Complex Energy Systems Monitoring and Control: A Review on Available Technologies and Their Application Criteria. Sensors 2022, 22, 4929. [Google Scholar] [CrossRef] [PubMed]
- Identifying High Voltage Hazards. Available online: https://www.worksafe.qld.gov.au/safety-and-prevention/hazards/electricity/hazardous-electrical-environments/identifying-high-voltage-hazards (accessed on 26 October 2022).
- Guerdelli, H.; Ferrari, C.; Barhoumi, W.; Ghazouani, H.; Berretti, S. Macro- and Micro-Expressions Facial Datasets: A Survey. Sensors 2022, 22, 1524. [Google Scholar] [CrossRef] [PubMed]
- Gayathri, M. Image Processing for Facial Expression Recognition in Recruitment. Ijcrt.org. Available online: https://ijcrt.org/papers/IJCRT2003107.pdf (accessed on 26 October 2022).
- Saloko, S.; Sulastri, Y.; Murad; Rinjani, M.A. The Effects of Temperature and Roasting Time on the Quality of Ground Robusta Coffee (Coffea rabusta) Using Gene Café Roaster. In Proceedings of the 2nd International Conference on Bioscience, Biotechnology, and Biometrics 2019, Lombok, Indonesia, 13–14 August 2019. [Google Scholar]
- Catelani, T.A.; Páscoa, R.N.M.J.; Santos, J.R.; Pezza, L.; Pezza, H.R.; Lima, J.L.F.C.; Lopes, J.A. A Non-Invasive Real-Time Methodology for the Quantification of Antioxidant Properties in Coffee during the Roasting Process Based on near-Infrared Spectroscopy. Food Bioproc. Tech. 2017, 10, 630–638. [Google Scholar] [CrossRef] [Green Version]
- Borrero, J.D.; Mariscal, J. A Case Study of a Digital Data Platform for the Agricultural Sector: A Valuable Decision Support System for Small Farmers. Agriculture 2022, 12, 767. [Google Scholar] [CrossRef]
- Massaro, A.; Savino, N.; Galiano, A. Agri-Photonics in Precision Agriculture. In Proceedings of the 2020 22nd International Conference on Transparent Optical Networks (ICTON), Bari, Italy, 19–23 July 2020; pp. 1–4. [Google Scholar] [CrossRef]
- Kim, C. Special Issue on Performance Measurement and Optimization for Sustainable Production Processes Improvement. Processes 2020, 8, 287. [Google Scholar] [CrossRef] [Green Version]
- Yin, S.; Li, B.; Zhang, X.; Zhang, M. How to Improve the Quality and Speed of Green New Product Development? Processes 2019, 7, 443. [Google Scholar] [CrossRef] [Green Version]
- Skėrė, S.; Žvironienė, A.; Juzėnas, K.; Petraitienė, S. Decision Support Method for Dynamic Production Planning. Machines 2022, 10, 994. [Google Scholar] [CrossRef]
- Kechagias, E.P.; Gayialis, S.P.; Konstantakopoulos, G.D.; Papadopoulos, G.A. An Application of a Multi-Criteria Approach for the Development of a Process Reference Model for Supply Chain Operations. Sustainability 2020, 12, 5791. [Google Scholar] [CrossRef]
- Poswa, F.; Adenuga, O.T.; Mpofu, K. Productivity Improvement Using Simulated Value Stream Mapping: A Case Study of the Truck Manufacturing Industry. Processes 2022, 10, 1884. [Google Scholar] [CrossRef]
- Cimino, M.G.C.A.; Vaglini, G. An Interval-Valued Approach to Business Process Simulation Based on Genetic Algorithms and the BPMN. Information 2014, 5, 319–356. [Google Scholar] [CrossRef] [Green Version]
- Krajčovič, M.; Furmannová, B.; Grznár, P.; Furmann, R.; Plinta, D.; Svitek, R.; Antoniuk, I. System of Parametric Modelling and Assessing the Production Staff Utilisation as a Basis for Aggregate Production Planning. Appl. Sci. 2021, 11, 9347. [Google Scholar] [CrossRef]
- Yan, X.; Duan, G. The Real-Time Prediction of Product Quality Based on the Equipment Parameters in a Smart Factory. Processes 2022, 10, 967. [Google Scholar] [CrossRef]
- Rebello, C.M.; Marrocos, P.H.; Costa, E.A.; Santana, V.V.; Rodrigues, A.E.; Ribeiro, A.M.; Nogueira, I.B.R. Machine Learning-Based Dynamic Modeling for Process Engineering Applications: A Guideline for Simulation and Prediction from Perceptron to Deep Learning. Processes 2022, 10, 250. [Google Scholar] [CrossRef]
- Meilanitasari, P.; Shin, S.-J. A Review of Prediction and Optimization for Sequence-Driven Scheduling in Job Shop Flexible Manufacturing Systems. Processes 2021, 9, 1391. [Google Scholar] [CrossRef]
- Lemos, J.; Gaspar, P.D.; Lima, T.M. Environmental Risk Assessment and Management in Industry 4.0: A Review of Technologies and Trends. Machines 2022, 10, 702. [Google Scholar] [CrossRef]
- Rantala, M.; Lindholm, M.; Tappura, S. Supporting Occupational Health and Safety Risk Assessment Skills: A Case Study of Five Companies. Int. J. Environ. Res. Public Health 2022, 19, 1720. [Google Scholar] [CrossRef]
- Massaro, A. Advanced Control Systems in Industry 5.0 Enabling Process Mining. Sensors 2022, 22, 8677. [Google Scholar] [CrossRef]
- Massaro, A.; Cosoli, G.; Magaletti, N.; Costantiello, A. A Search Methodology Based on Industrial Ontology and Machine Learning to Analyze Georeferenced Italian Districts. Knowledge 2022, 2, 243–265. [Google Scholar] [CrossRef]
- Lin, J.C.-W.; Djenouri, Y.; Srivastava, G.; Yun, U.; Fournier-Viger, P. A Predictive GA-Based Model for Closed High-Utility Itemset Mining. Appl. Soft Comput. 2021, 108, 107422. [Google Scholar] [CrossRef]
- Pery, A.; Rafiei, M.; Simon, M.; van der Aalst, W.M.P. Trustworthy Artificial Intelligence and Process Mining: Challenges and Opportunities. In Lecture Notes in Business Information Processing; Springer International Publishing: Cham, Switzerland, 2022; pp. 395–407. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Problems of Digital Transformation Involving PM | Current Solutions [1] | Originality of the Study |
|---|---|---|
| Knowledge Gain (KG) | Digital transformation process in industry involves the creation of a Knowledge Base (KB) and the possibility to gain information. Typically, the KG of a company is provided by the processing of data detected by Internet of Things (IoT) sensors. AI algorithms are also used to create KG. | The KG is also obtained by processing, in different phases, the digital data of sensors, thus providing incremental information about risks: the possibility of processing data by implementing specific logic conditions can strengthen decision making. |
| Risk mapping and risk prediction | The ‘AS IS’ and the ‘TO BE’ risk mapping is sketched by BPMN approach, integrating AI algorithms’ risk predictions. | The risks are estimated by a multi-level DSS, which simultaneously integrates specific logics and risk forecasting. The prediction is mainly indicated for the ‘TO BE’ processes matched with the medium and the long period. The prediction activity is performed by AI algorithms that gain information about possible risks, thereby improving the risk assessment. A preliminary analysis of the correlation of variables is important for a ‘precise’ prediction (selection of the variables having a major weight for the specific analysis). |
| Decision-making for intervention | Decision making processes are driven by AI results (robotic handling, predictive maintenance, etc.). | The decision-making processes are classified into intervention classes depending on the estimated alerting levels. The efficacy of the intervention is increased. |
| Real time alerting process | Real time data processing is fundamental for adopting rapid interventions by avoiding the risk degeneration for health and for the breakage of components. | Real time data processing can be activated only when it is required, thereby making computing resources more efficient. |
| Location | Alert 1 | Alert 2 | Alert 3 | Predicted Alert | MAE |
|---|---|---|---|---|---|
| Location 1 | Yes | Low | Low | No alert | 0.001 |
| Location 2 | No | No | No | Moderate alert | 0.001 |
| Location 3 | Yes | Yes | Yes | High Alert | 0.001 |
| Industry Production Sector | Key Variables to Control for the Quality Process | Key Variables to Control for the Worker Security |
|---|---|---|
| Manufacturing | Defects magnitude (defect classification) controlling processing tolerance, quality of assembled parts (check of welds), quality of cut parts, process temperature (for productions controlled in temperature), pressure of machine, product alignment on the machine, smoke (machine malfunction), correct use of electronic/mechatronic tools in advanced manufacturing and in additive manufacturing [1]. | Distance from machine, breathing emitted gas, presence small parts shot in the air due to the tool processing (danger for eyes), temperature of the environment, correct use of the manual tool, smoke emission, lighting of the environment, worker distractions, improper movements, tools misuse, failure to follow safety instructions, unauthorized repair of defects in equipment [16]. |
| Chemical | Check of chemical compositions, toxicity level [17], clean tools (contaminants detection). | Breathing of emitted gases, interaction between chemical liquids, fire/explosion risk, intoxication level [18]. |
| Logistics | Key Performance Indicators (KPI) about fleet management (loads, patterns, vehicle traceability by satellite Global Positioning System (GPS) sensors, fuel consumption, etc.) [19]. | Distances from vehicles (intralogistics operations), health of drivers (requiring a real time monitoring system [20]). |
| Energy Production | Energy balancing, KPI for energy, produced current/voltage (renewable energy systems), correct setting of energy tools (energy of inverters, power of electrical transformers, correct orientation and efficiency of photovoltaic panels, wind turbine vibrations [21], etc.) [22]. | Electric power (exposition to high voltages), electrical insulation of the components to handle, distance from high voltage electrical cable (according to the local laws) [23]. |
| Engineering Services | Time to develop the engineering design. | Correct use of tools for engineering design and plant maintenance, following of guidelines about inspection procedures. |
| Human Resource (HR) selection | Adoption of psychological methods to check the worker suitability (humor, micro- and macro- expressions [24], worker movements during the interview) [25]. | No particular elements. |
| Food | Temperature (in roasting/cooking processes and in general processes requiring ovens) [26] and Near Infrared Spectroscopy (NIR) [27], disinfection, presence of contaminants. | Interaction with food processing machine (mainly food processes are automatic). |
| Agriculture | DSS applied in agriculture scenarios (precision agriculture) [28,29] | Correct use of agriculture machines in the field. |
| Research Topic | Topic Description | Proposed Research Advances (Possible Applications) |
|---|---|---|
| Process improvement [30,31,32,33] | Optimization for sustainable product process improvement, modeling analytic hierarchy processes for the development of new products, solutions for computerised decision support systems, multi-criteria approach for the development of a process reference model for supply chain operations. | The sustainability of product process improvement can be analyzed by analyzing different crucial aspect classified as for hierarchical models, where the ‘root node’ represents the main problem to solve. The multi-level model allows to improve the hierarchical model by defining the key variables contributing for process improvement. |
| Process simulation [34,35,36] | Simulations for optimal process flow improving productivity, algorithms for BPMN approach simulating business processes, simulations as production planning methods. | Processes can be easily simulated by simultaneously considering the real time monitoring checking threshold overcoming of the analyzed variable and forecasting (see Figure 2). |
| Process prediction [37,38,39] | Prediction of product quality, dynamic predicting models for process engineering, prediction for job scheduling. | The decision making is performed by merging the statistical analysis with the predicted one. The variables to analyze can be pre-processed in order to select ones having a major weight for the prediction (the other irrelevant variables are not considered in the calculus thus avoiding computing consumption and the redundancy of information). |
| Risk management [10,20,40,41,42,43] | Risk management in the conditions of economic transformation, Industry 4.0 environmental risk assessment, safety risk assessment, worker/patient health risk control, production risk, supply chain district management. | Interventions are planned in function of the detected risk defining different hazard levels. This principle is applied for production monitoring and for worker health control. |
| Market Decisions [44,45] | Decision making using AI optimizing recommendations of information/products and regulatory compliance processes. | The proposed PM model is suitable to be applied also in the strategic marketing field, by defining hierarchical risk levels according to new specific key variables as for [44,45]. |
| PM Output | Production | Safety in Workplace |
|---|---|---|
| Guidelines for risk assessment | Reduction of costs related to machine malfunctions; optimization of the management of raw materials; optimization of the checkpoints according to the standard ISO 9001:2015; major control of the product’s defects; formulation of exit strategies due to a high production risk. | Definition of the best rules for worker’s behavior; selection of responsible for the safety of a specific area (safety manager); improvement of the control of plants, of machines and of working conditions; adoption of risk containment measures. |
| Intervention plan | Formulation of a predictive maintenance plan; definition of a strategy avoiding the risk of production stoppage; guarantee of continuity of production; increase of production efficiency; increase of product quality. | Preventive actions addressed on risk prevention; staff displacement according to their behavior; predictive maintenance of parts which could be a risk for the worker; training plan about work behavior and the correct use of machines or tools. |
| PM Outcome (Application of the PM Model) | Outcome Description |
|---|---|
| Definition of risk hazard levels (alerting levels of the PM model) | According to the risk assessment model of Figure 9, the first step to apply of the PM model is to define the risk levels (phases 1 and 2 of Figure 9). The classification of the key variables to process (phase 3 of Figure 9) are the variables having a major weight regarding worker security impact: the whole dataset (see Appendix A) provides the temperature, humidity, light, motion, smoke, gas (lpg), and CO, but only light, smoke, CO, and gas are the key variables to be indicated in the preliminary risk analysis. Therefore, the matching of the PM model of Figure 1 with the dataset allows for the establishment of three alerting level: the first is related to the lighting condition, the second takes into account the smoke emission, and the third also considers the gas and the CO emission. This preliminary classification allows for a risk assessment characterized by the alerting thresholds (the hypnotized thresholds are 0.02 ppm % for smoke, 0.05 ppm % for co, and 0.08 for lpg). |
| First alerting level (lighting condition of the working environment) | The lighting of worker environment represents a ‘basic risk’: the case of absence of light enables the urgent first intervention to activate light. According to the dashboards of Figure 4, location 1 and location 3 are the environments at which the first intervention should be urgently applied (control of the entire lighting system due to frequent absence of light). Further, we note that the AI prediction in this stage (as indicated in the first pool of Figure 1) is unnecessary, because the prediction of lighting condition does not depend on causes of breakdown of machines. In any case, in the presence or in absence of lightning, the second level check phase is enabled (see dashed lines of Figure 1 starting at the first pool and ending at the second pool). |
| Second alerting level (high- risk level) | The simultaneous condition of absence of light (Alert 1) and the presence of smoke represents a high-risk condition (second level of the hazard risk scale defined by the overcoming of the smoke threshold value of 0.05 % ppm). The smoke variable is classified as the second important key variable, because after its emission, gases will appear due to deeper machine damage happening after a long period of smoke emission (very high-risk level). By observing Figure 4, location 3 is mainly characterized by this risk (Alert 2). Besides, for location 2, there is a lower probability of this risk, and for location 1, this risk is not present. A very urgent intervention is required for location 3 (control of lighting condition and of the machine status). A deeper analysis is performed by means of the AI prediction check (see second pool of Figure 2). The AI prediction (see second pool of Figure 1) is performed by analyzing the most-correlated key variables smoke and co (see Figure 6). The ANN-MLP prediction shows a no-risk prediction (see Figure 7) for location 1: the machines are checked without stopping production, and the hazard level of location 1 is updated as lower level (according to phase 5 of Figure 9), and no very urgent interventions are planned over the short and medium period. On the other side, the prediction of smoke at location 2 represents a potential risk, activating a monitoring plan. Finally, the prediction of smoke at location 3 confirms the very critical condition, thus requiring a very urgent intervention (by stopping production machines if necessary). |
| Third alerting level (very high-risk level) | A very high alert condition (Alert 3) is verified when Alert 2 condition and the threshold overcoming conditions of 0.05 ppm % for co, and 0.08 for lpg are simultaneously verified. Further, we note that the AI prediction at this stage is unnecessary (as indicated in the third pool of Figure 1) because the prediction performed in the second level is enough to confirm the execution of the plan. Results confirm that location 3 exhibits a very dangerous condition (Alert 3); this allows for an update of the risk assessment (according to the phase 5 of Figure 9) for location 3 by periodically controlling the machines updating, as well as the related intervention plan (according to the phase 6 of Figure 9): a possible solution is to assign more responsible and attentive workers to location 3. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Massaro, A. Multi-Level Decision Support System in Production and Safety Management. Knowledge 2022, 2, 682-701. https://doi.org/10.3390/knowledge2040039
Massaro A. Multi-Level Decision Support System in Production and Safety Management. Knowledge. 2022; 2(4):682-701. https://doi.org/10.3390/knowledge2040039
Chicago/Turabian StyleMassaro, Alessandro. 2022. "Multi-Level Decision Support System in Production and Safety Management" Knowledge 2, no. 4: 682-701. https://doi.org/10.3390/knowledge2040039
APA StyleMassaro, A. (2022). Multi-Level Decision Support System in Production and Safety Management. Knowledge, 2(4), 682-701. https://doi.org/10.3390/knowledge2040039