Coencapsulation of Polyphenols and Anthocyanins from Blueberry Pomace by Double Emulsion Stabilized by Whey Proteins: Effect of Homogenization Parameters

 , ,
, , 
Abstract
:1. Introduction
2. Results and Discussion
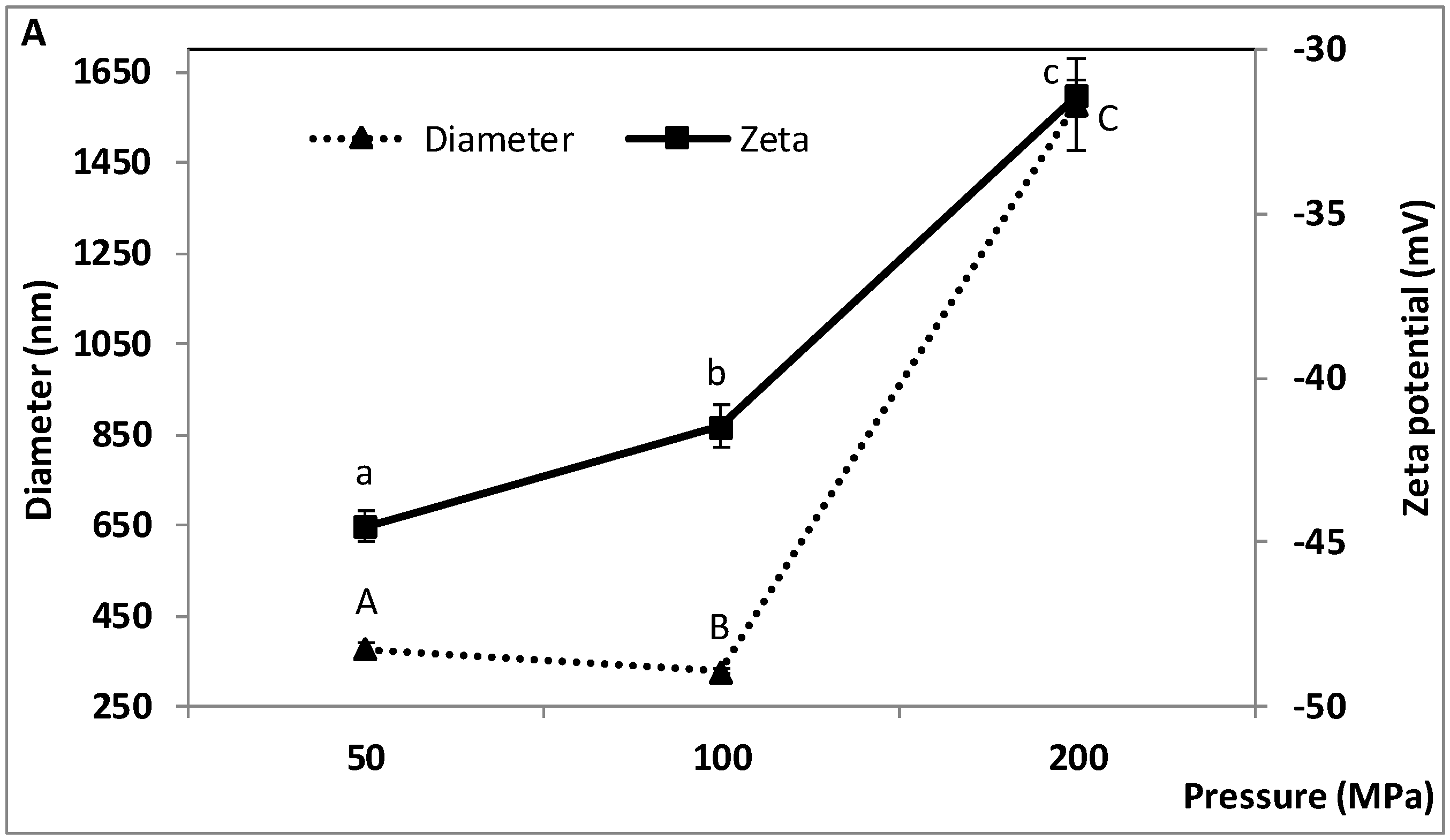
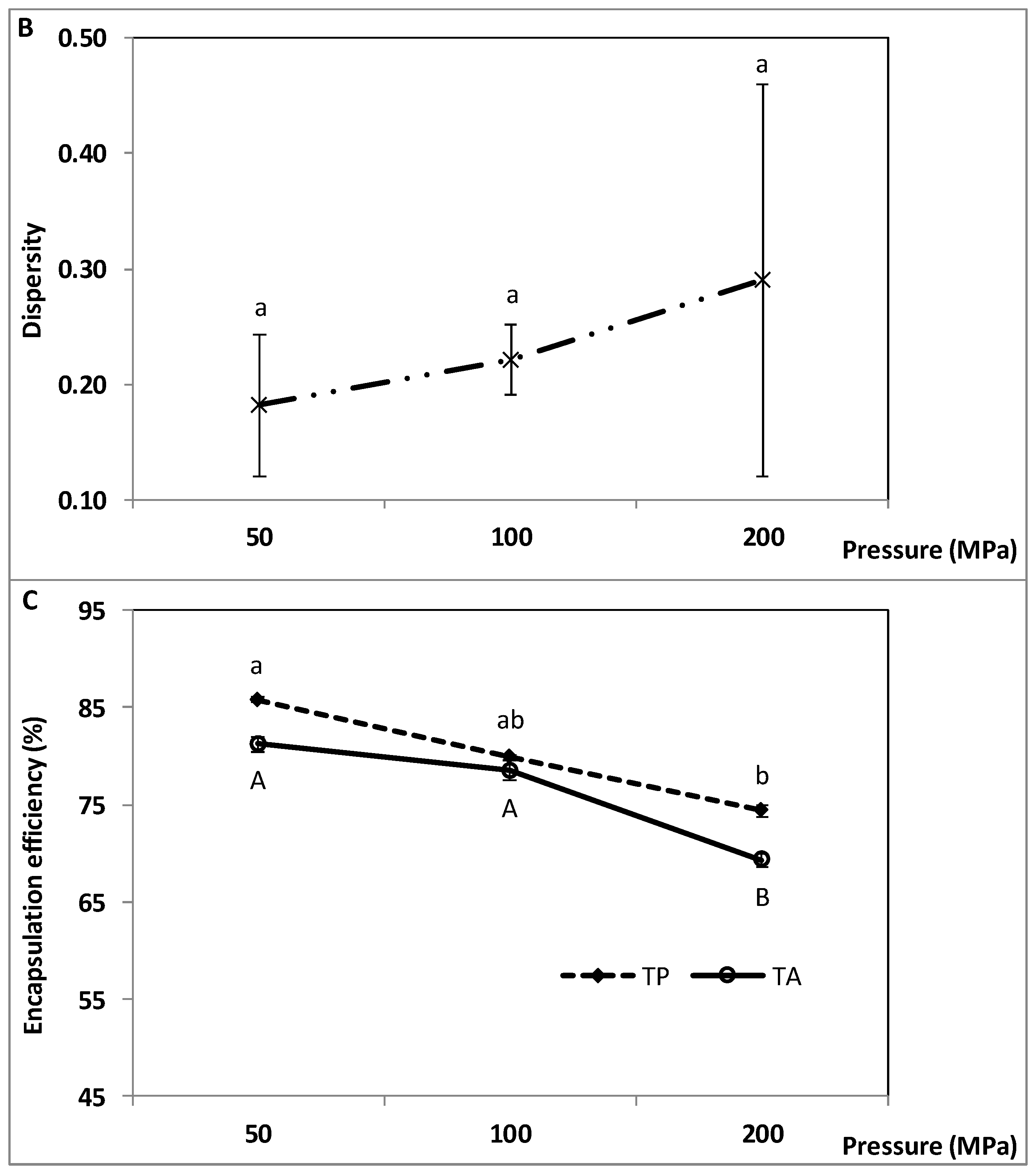
2.1. Effect of W1/O/W2 Homogenization Pressure on the Characteristics of the Double Emulsion
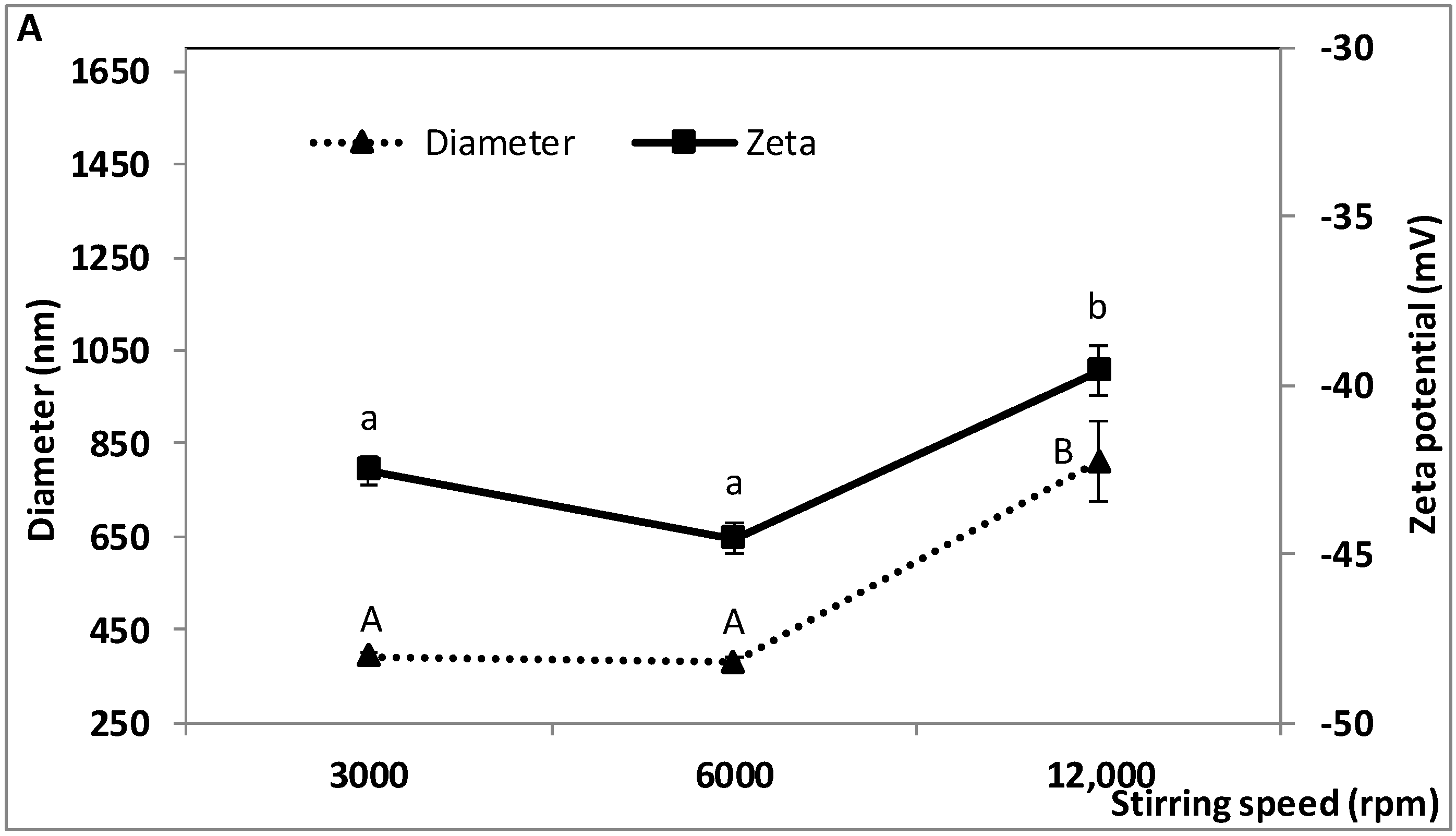
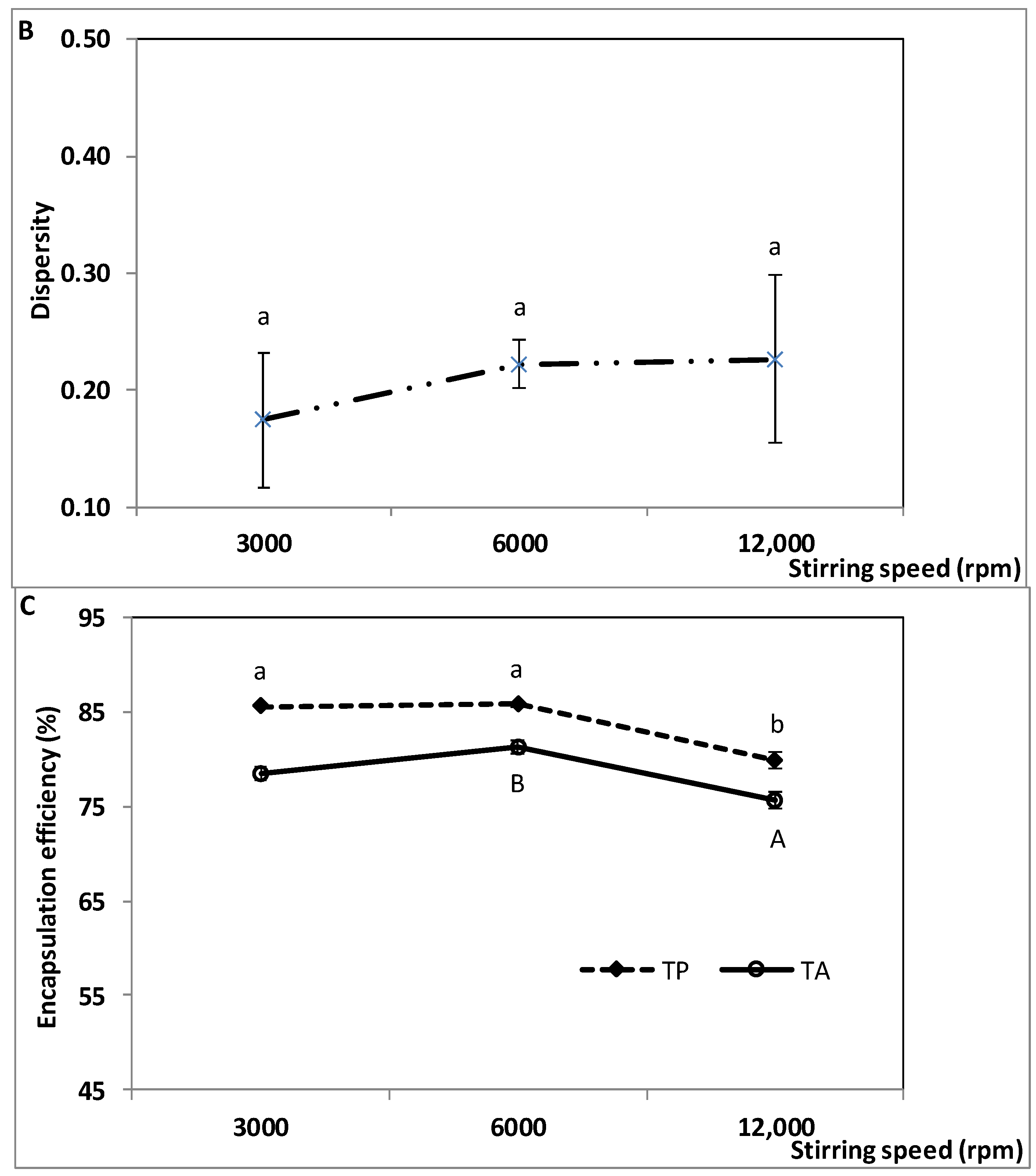
2.2. Effect of W1/O/W2 Homogenization Stirring Speed on the Characteristics of the Double Emulsion
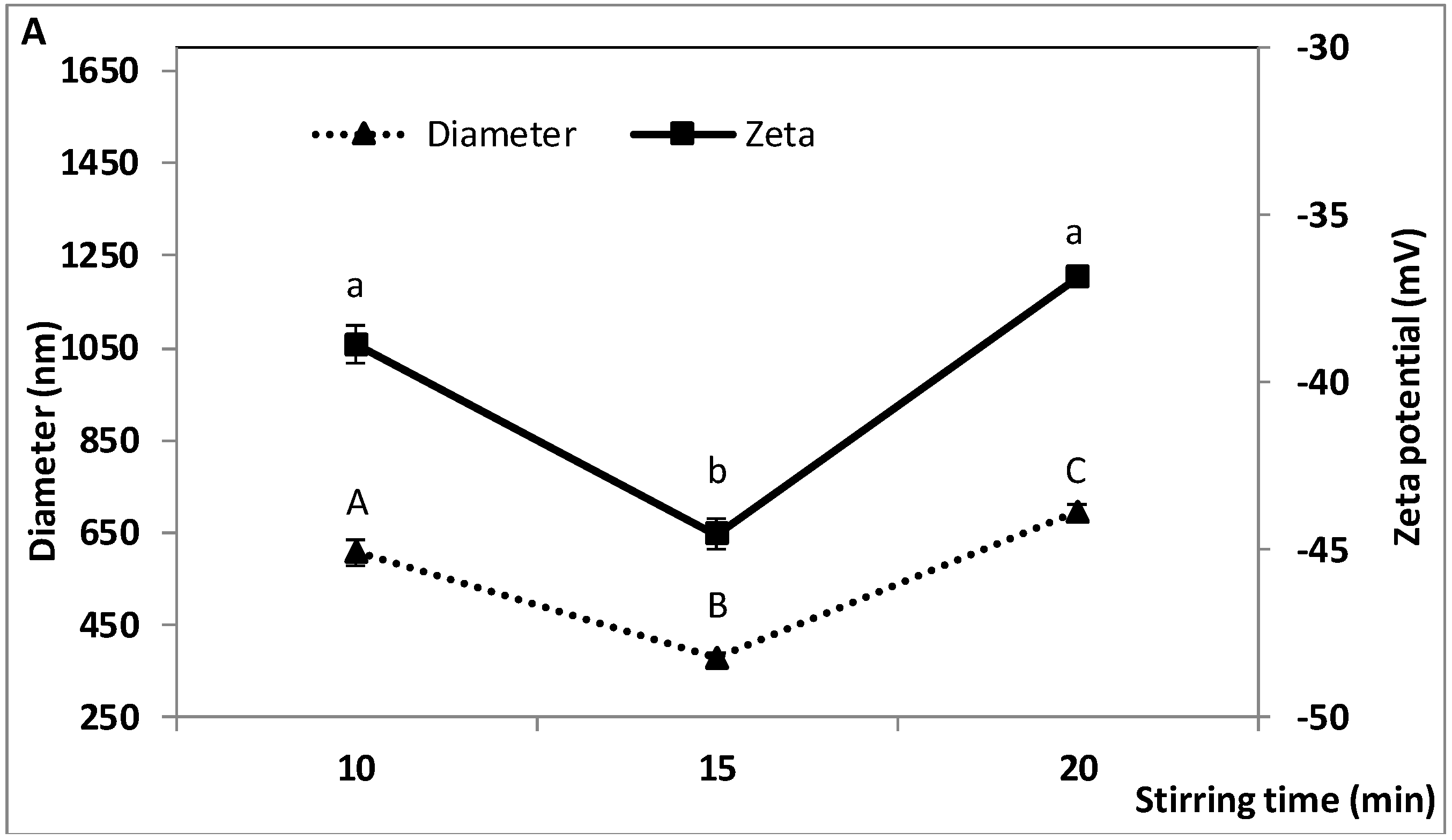
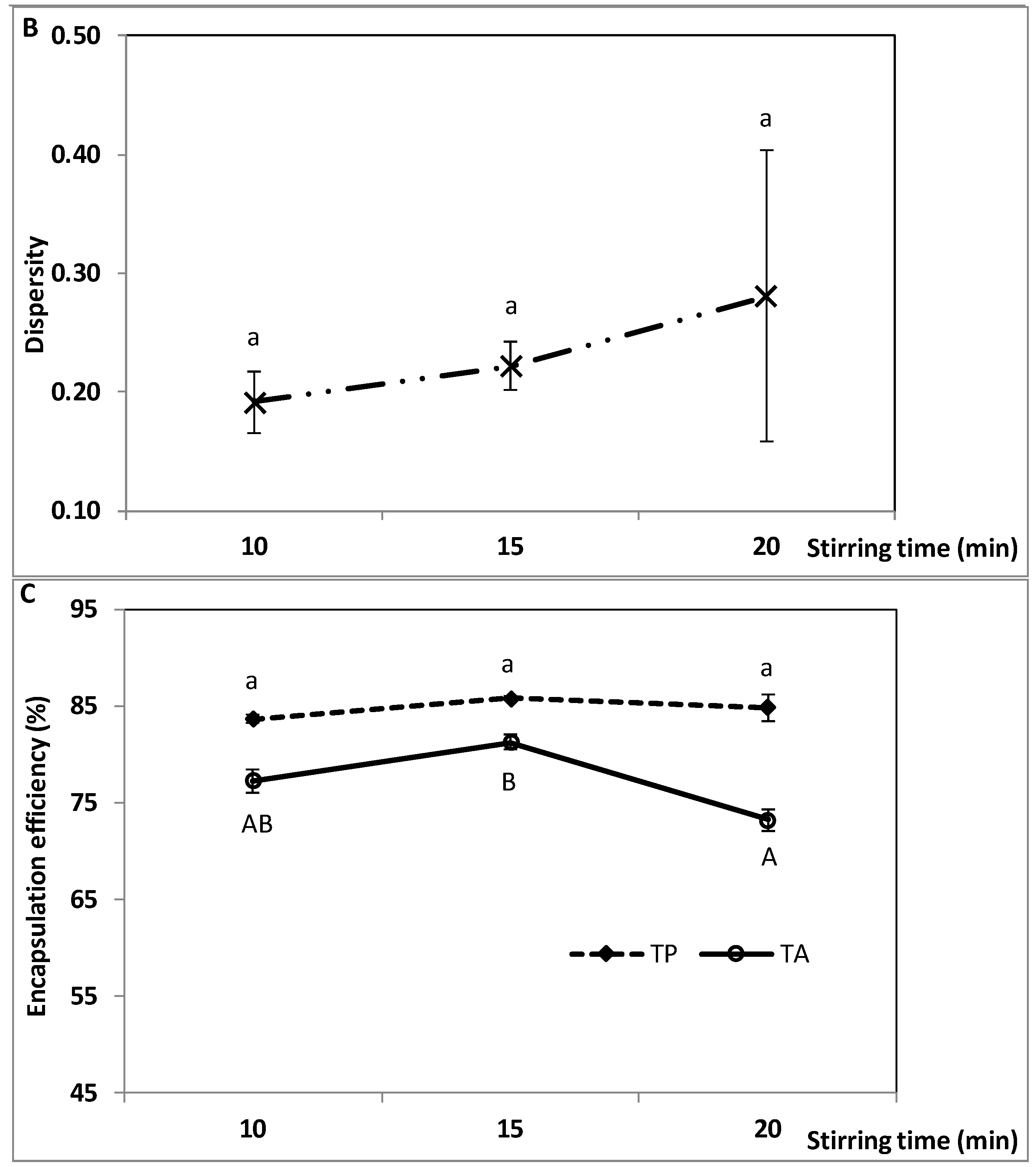
2.3. Effect of W1/O/W2 Homogenization Stirring Time on the Characteristics of the Double Emulsion
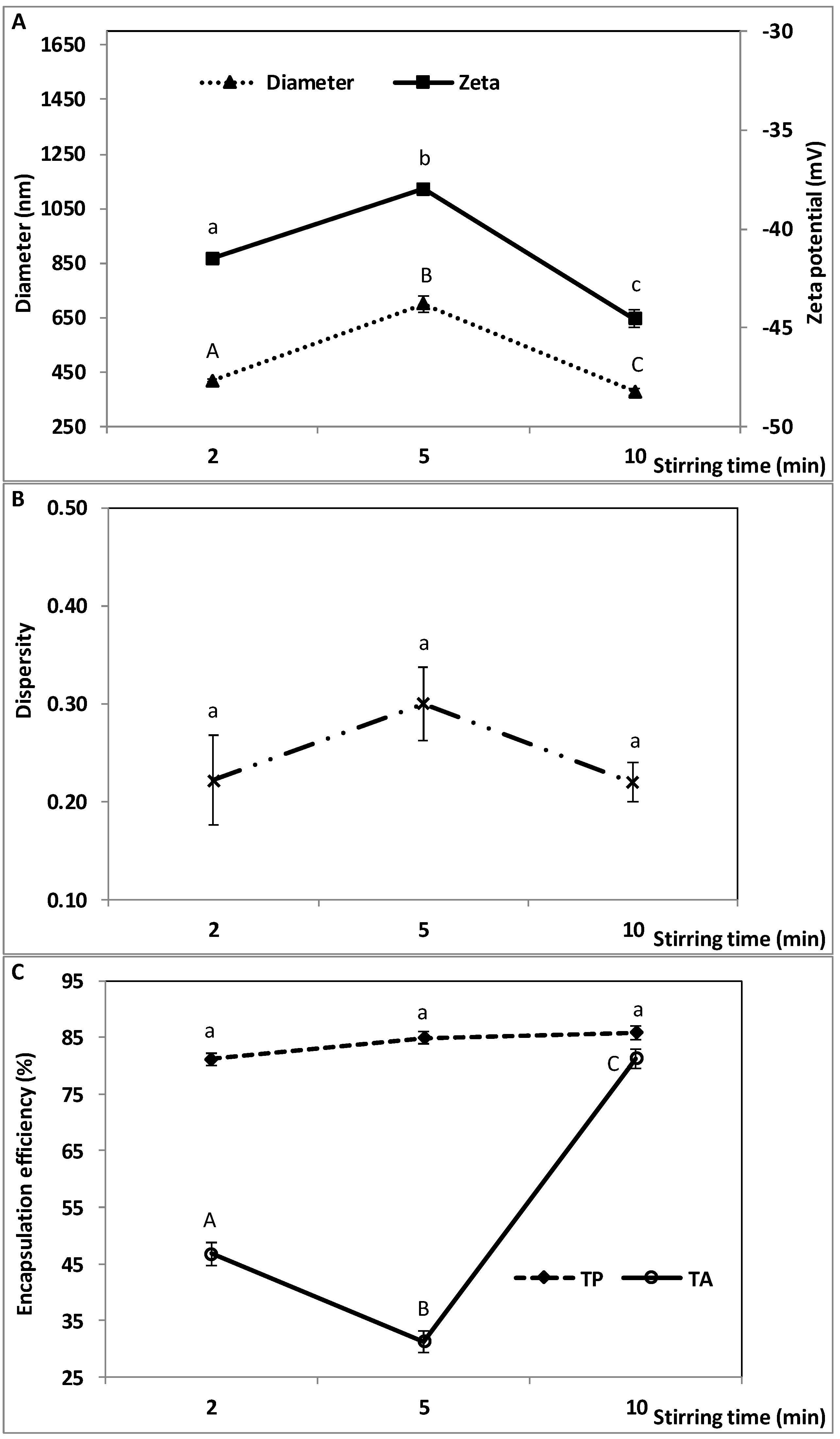
2.4. Effect of W1/O Homogenization Stirring Time on the Characteristics of the Double Emulsion
3. Materials and Methods
3.1. Plant Material and Chemicals
3.2. Ultrasound-Assisted Extraction of Phenolic Compounds from Blueberry Pomace
3.3. Preparation of the Double Emulsions
3.4. Total Phenolic and Anthocyanin Contents of Blueberry Pomace Extract and Emulsions
3.4.1. Determination of Total Phenolic Content (TPC)
3.4.2. Determination of Total Anthocyanin Content (TAC)
3.5. Characterization of the Double Emulsions
3.5.1. Particle Size Analysis and Zeta Potential
3.5.2. Encapsulation Efficiency
3.6. Statistical Analyses
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shahidi, F.; Ambigaipalan, P. Phenolics and polyphenolics in foods, beverages and spices: Antioxidant activity and health effects—A review. J. Funct. Foods 2015, 18, 820–897. [Google Scholar] [CrossRef]
- Muthukumaran, S.; Tranchant, C.C.; Shi, J.; Ye, X.; Xue, S.J. Ellagic acid in strawberry (Fragaria spp.): Biological, technological, stability, and human health aspects. Food Qual. Saf. 2017, 1, 227–252. [Google Scholar] [CrossRef]
- Castañeda-Ovando, A.; Pacheco-Hernández, M.L.; Páez-Hernández, M.E.; Rodríguez, J.A.; Galán-Vidal, C.A. Chemical studies of anthocyanins: A review. Food Chem. 2009, 113, 859–871. [Google Scholar] [CrossRef]
- Ballesteros, L.F.; Ramirez, M.J.; Orrego, C.E.; Teixeira, J.A.; Mussatto, S.I. Encapsulation of antioxidant phenolic compounds extracted from spent coffee grounds by freeze-drying and spray-drying using different coating materials. Food Chem. 2017, 237, 623–631. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fang, Z.; Bhandari, B. Encapsulation of polyphenols: A review. Trends Food Sci. Technol. 2010, 21, 510–523. [Google Scholar] [CrossRef]
- Dias, M.I.; Ferreira, I.C.; Barreiro, M.F. Microencapsulation of bioactives for food applications. Food Funct. 2015, 6, 1035–1052. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Paini, M.; Aliakbarian, B.; Casazza, A.A.; Lagazzo, A.; Botter, R.; Perego, P. Microencapsulation of phenolic compounds from olive pomace using spray drying: A study of operative parameters. LWT Food Sci. Technol. 2015, 62, 177–186. [Google Scholar] [CrossRef]
- Chawda, P.J.; Shi, J.; Xue, S.; Quek, S.W. Co-encapsulation of bioactives for food applications. Food Qual. Saf. 2017, 1, 302–309. [Google Scholar] [CrossRef] [Green Version]
- Singh, C.K.; Siddiqui, S.A.; El-Abd, S.; Mukhtar, H.; Ahmad, N. Combination chemoprevention with grape antioxidants. Mol. Nutr. Food Res. 2016, 60, 1406–1415. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferreira, I.C.F.R.; Aires, E.; Barreira, J.C.M.; Estevinho, L.M. Antioxidant activity of Portuguese honey samples: Different contributions of the entire honey and phenolic extract. Food Chem. 2009, 114, 1438–1443. [Google Scholar] [CrossRef]
- Prior, R.L.; Wilkes, E.; Rogers, T.; Khanal, R.C.; Wu, X.; Howard, L.R. Purified blueberry anthocyanins and blueberry juice alter development of obesity in mice fed an obesogenic high-fat diet. J. Agric. Food Chem. 2010, 58, 3970–3976. [Google Scholar] [CrossRef] [PubMed]
- Shi, M.; Loftus, H.; McAinch, A.J.; Su, X.Q. Blueberry as a source of bioactive compounds for the treatment of obesity, type 2 diabetes and chronic inflammation. J. Funct. Foods 2017, 30, 16–29. [Google Scholar] [CrossRef]
- Istek, N.; Gurbuz, O. Investigation of the impact of blueberries on metabolic factors influencing health. J. Funct. Foods 2017, 38, 298–307. [Google Scholar] [CrossRef]
- Lu, W.; Kelly, L.A.; Miao, S. Emulsion-based encapsulation and delivery systems for polyphenols. Trends Food Sci. Technol. 2016, 47, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Bou, R.; Cofrades, S.; Jiménez-Colmenero, F. Influence of high pressure and heating treatments on physical parameters of water-in-oil-in-water emulsions. Innov. Food Sci. Emerg. Technol. 2014, 23, 1–9. [Google Scholar] [CrossRef] [Green Version]
- McClements, D.J. Advances in fabrication of emulsions with enhanced functionality using structural design principles. Curr. Opin. Colloid Interface Sci. 2012, 17, 235–245. [Google Scholar] [CrossRef]
- Kiokias, S.; Varzakas, T. Innovative applications of food-related emulsions. Crit. Rev. Food Sci. Nutr. 2017, 57, 3165–3172. [Google Scholar] [CrossRef] [PubMed]
- Oppermann, A.K.L.; Noppers, J.M.E.; Stieger, M.; Scholten, E. Effect of outer water phase composition on oil droplet size and yield of (w1/o/w2) double emulsions. Food Res. Int. 2018, 107, 148–157. [Google Scholar] [CrossRef] [PubMed]
- Panagopoulou, E.; Evageliou, V.; Kopsahelis, N.; Ladakis, D.; Koutinas, A.P.; Mandala, I. Stability of double emulsions with PGPR, bacterial cellulose and whey protein isolate. Colloids Surf. A Physicochem. Eng. Asp. 2017, 522, 445–452. [Google Scholar] [CrossRef]
- Jafari, S.M.; He, Y.; Bhandari, B. Nano-emulsion production by sonication and microfluidization: A comparison. Int. J. Food Prop. 2006, 9, 475–485. [Google Scholar] [CrossRef]
- Jafari, S.M.; He, Y.; Bhandari, B. Optimization of nano-emulsions production by microfluidization. Eur. Food Res. Technol. 2007, 225, 733–741. [Google Scholar] [CrossRef]
- Silva, W.; Torres-Gatica, M.F.; Oyarzun-Ampuero, F.; Silva-Weiss, A.; Robert, P.; Cofrades, S.; Giménez, B. Double emulsions as potential fat replacers with gallic acid and quercetin nanoemulsions in the aqueous phases. Food Chem. 2018, 25, 371–378. [Google Scholar] [CrossRef] [PubMed]
- Matos, M.; Gutiérrez, G.; Coca, J.; Pazos, C. Preparation of water-in-oil-in-water (W1/O/W2) double emulsions containing trans-resveratrol. Colloids Surf. A Physicochem. Eng. Asp. 2014, 44, 269–279. [Google Scholar] [CrossRef]
- Cofrades, S.; Antoniou, I.; Solasb, M.T.; Herrero, A.M.; Jiménez-Colmenero, F. Preparation and impact of multiple (water-in-oil-in-water) emulsions in meat systems. Food Chem. 2013, 141, 338–346. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Shi, A.; Agyei, D.; Wang, Q. Formulation of water-in-oil-in-water (W/O/W) emulsions containing trans-resveratrol. RSC Adv. 2017, 7, 35917–35927. [Google Scholar] [CrossRef] [Green Version]
- Betz, M.; Kulozik, U. Microencapsulation of bioactive bilberry anthocyanins by means of whey protein gels. Procedia Food Sci. 2011, 1, 2047–2056. [Google Scholar] [CrossRef]
- Cilek, B.; Luca, A.; Hasirci, V.; Sahin, S.; Sumnu, G. Microencapsulation of phenolic compounds extracted from sour cherry pomace: Effect of formulation, ultrasonication time and core-to-coating ratio. Eur. Food Res. Technol. 2012, 235, 587–596. [Google Scholar] [CrossRef]
- Ilic, J.D.; Nikolovski, B.G.; Petrovic, L.B.; Kojic, P.S.; Loncarevic, I.S.; Petrovic, J.S. The garlic (A. sativum L.) extracts food grade W1/O/W2 emulsions prepared by homogenization and stirred cell membrane emulsification. J. Food Eng. 2017, 205, 1–11. [Google Scholar] [CrossRef]
- Leong, T.S.; Zhou, M.; Zhou, D.; Ashokkumar, M.; Martin, G.J. The formation of double emulsions in skim milk using minimal food-grade emulsifiers: A comparison between ultrasonic and high pressure homogenisation efficiencies. J. Food Eng. 2018, 219, 81–92. [Google Scholar] [CrossRef]
- Zafar, N.; Bitar, A.; Valour, J.P.; Fessi, H.; Elaissari, A. Elaboration of ammonio methacrylate copolymer based spongy cationic particles via double emulsion solvent evaporation process. Mater. Sci. Eng. C 2016, 61, 85–96. [Google Scholar] [CrossRef] [PubMed]
- Ahmed, N.; Michelin-Jamois, M.; Fessi, H.; Elaissari, A. Modified double emulsion process as a new route to prepare submicron biodegradable magnetic/polycaprolactone particles for in vivo theranostics. Soft Matter 2012, 8, 2554–2564. [Google Scholar] [CrossRef]
- Bamba, B.S.B.; Shi, J.; Tranchant, C.C.; Xue, S.J.; Forney, C.F.; Lim, L.-T. Influence of extraction conditions on ultrasound-assisted recovery of bioactive phenolics from blueberry pomace and their antioxidant activity. Molecules 2018, 23, 1685. [Google Scholar] [CrossRef] [PubMed]
- U.S. Department of Health and Human Services; U.S. Food and Drug Administration. GRAS Notice 266: Polyglycerol polyricinoleate; U.S. Food and Drug Administration: Silver Spring, MD, USA, 2009.
- Hu, M.; McClements, D.J.; Decker, E.A. Impact of whey protein emulsifiers on the oxidative stability of salmon oil-in-water emulsions. J. Agric. Food Chem. 2003, 51, 1435–1439. [Google Scholar] [CrossRef] [PubMed]
- Sajjadi, S. Formation of fine emulsions by emulsification at high viscosity or low interfacial tension: A comparative study. Colloids Surf. A Physicochem. Eng. Asp. 2007, 299, 73–78. [Google Scholar] [CrossRef]
- Ravindran, S.; Williams, M.A.K.; Ward, R.L.; Gillies, G. Understanding how the properties of whey protein stabilized emulsions depend on pH, ionic strength and calcium concentration, by mapping environmental conditions to zeta potential. Food Hydrocoll. 2018, 79, 572–578. [Google Scholar] [CrossRef]
- Keppler, J.K.; Schwartz, K. Increasing the emulsifying capacity of whey proteins at acidic pH values through covalent modification with allyl isothiocyanate. Coll. Surf. A Physicochem. Eng. Asp. 2017, 522, 514–524. [Google Scholar] [CrossRef]
- Desrumaux, A.; Marcand, J. Formation of sunflower oil emulsions stabilized by whey proteins with high-pressure homogenization (up to 350 MPa): Effect of pressure on emulsion characteristics. Int. J. Food Sci. Technol. 2002, 37, 263–269. [Google Scholar] [CrossRef]
- Santos, J.; Calero, N.; Trujillo-Cayado, L.A.; Garcia, M.G.; Muñoz, J. Assessing differences between Ostwald ripening and coalescence by rheology, laser diffraction and multiple light scattering. Colloids Surf. B Biointerfaces 2017, 159, 405–411. [Google Scholar] [CrossRef] [PubMed]
- Alkanawati, M.S.; Wurm, F.R.; Thérien-Aubin, H.; Landfester, K. Large-scale preparation of polymer nanocarriers by high-pressure microfluidization. Macromol. Mater. Eng. 2018, 303, 1700505. [Google Scholar] [CrossRef]
- Floury, J.; Desrumaux, A.; Lardières, J. Effect of high-pressure homogenization on droplet size distributions and rheological properties of model oil-in-water emulsions. Innov. Food Sci. Emerg. Technol. 2000, 1, 127–134. [Google Scholar] [CrossRef]
- Paquin, P. Technological properties of high pressure homogenizers: The effect of fat globules, milk proteins, and polysaccharides. Int. Dairy J. 1999, 9, 329–335. [Google Scholar] [CrossRef]
- Pal, R. Effect of droplet size on the rheology of emulsions. AIChE J. 1996, 42, 3181–3190. [Google Scholar] [CrossRef]
- Qian, C.; McClements, D.J. Formation of nanoemulsions stabilized by model food-grade emulsifiers using high-pressure homogenization: Factors affecting particle size. Food Hydrocoll. 2011, 25, 1000–1008. [Google Scholar] [CrossRef]
- Lee, L.; Norton, T.I. Comparing droplet breakup for a high-pressure valve homogeniser and a Microfluidizer for the potential production of food-grade nanoemulsions. J. Food Eng. 2013, 114, 158–163. [Google Scholar] [CrossRef]
- Juttulapa, M.; Piriyaprasarth, S.; Takeuchi, H.; Sriamornsak, P. Effect of high-pressure homogenization on stability of emulsions containing zein and pectin. Asian J. Pharm. Sci. 2017, 12, 21–27. [Google Scholar] [CrossRef]
- Bai, L.; McClements, D.J. Development of microfluidization methods for efficient production of concentrated nanoemulsions: Comparison of single- and dual-channel microfluidizers. J. Colloid Interface Sci. 2016, 466, 206–212. [Google Scholar] [CrossRef] [PubMed]
- Akhtar, M.; Murray, B.S.; Afeisume, E.I.; Khew, S.H. Encapsulation of flavonoid in multiple emulsion using spinning disc reactor technology. Food Hydrocoll. 2014, 34, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Pasrija, D.; Ezhilarasi, P.N.; Indrani, D.; Anandharamakrishnan, C. Microencapsulation of green tea polyphenols and its effect on incorporated bread quality. LWT Food Sci. Technol. 2015, 64, 289–296. [Google Scholar] [CrossRef]
- Da Rosa, C.G.; Dellinghausen Borges, C.; Zambiazi, R.C.; Kuhn Rutz, J.; Rickes da Luz, S.; Krumreich, F.D.; Benvenutti, E.V.; Ramos Nunes, M. Encapsulation of the phenolic compounds of the blackberry (Rubus fruticosus). LWT Food Sci. Technol. 2014, 58, 527–533. [Google Scholar] [CrossRef]
- Aravand, M.A.; Semsarzadeh, M.A. Particle formation by emulsion inversion method: Effect of the stirring speed on inversion and formation of spherical particles. Macromol. Symp. 2008, 274, 141–147. [Google Scholar] [CrossRef]
- Wang, J.; Jing, H.; Wang, Y. Possible effects of complex internal structures on the apparent viscosity of multiple emulsions. Chem. Eng. Sci. 2015, 135, 381–392. [Google Scholar] [CrossRef]
- Pal, R. Multiple O/W/O emulsion rheology. Langmuir 1996, 12, 2220–2225. [Google Scholar] [CrossRef]
- Liyana, M.S.; Abdurahman, H.; Nour, A.H.; Rizauddin, D.; Gimbun, J.; Nurdin, S. Stabilization and characterization of heavy crude oil-in-water (o/w) emulsions. Int. J. Res. Eng. Technol. 2014, 3, 489–496. [Google Scholar]
- Tsabet, E.; Fradette, L. Effect of processing parameters on the production of Pickering emulsions. Ind. Eng. Chem. Res. 2015, 54, 2227–2236. [Google Scholar] [CrossRef]
- Sawiak, L.; Bailes, K.; Harbottle, D.; Clegg, S.P. Mixing time, inversion and multiple emulsion formation in a limonene and water Pickering emulsion. Front. Chem. 2018, 6, 132. [Google Scholar] [CrossRef] [PubMed]
- Tournour, H.H.; Segundo, M.; Magalhaes, L.M.; Barreiros, L.; Queiroz, J.; Cunha, L.M. Valorization of grape pomace: Extraction of bioactive phenolics with antioxidant properties. Ind. Crops Prod. 2015, 74, 397–406. [Google Scholar] [CrossRef]
- International Union of Pure and Applied Chemistry (IUPAC). Dispersity in polymer science (IUPAC Recommendations 2009). Pure Appl. Chem. 2009, 81, 351–353. [Google Scholar] [CrossRef] [Green Version]
- McClements, D.J.; Decker, E.A.; Weiss, J. Emulsion-based delivery systems for lipophilic bioactive components. J. Food Sci. 2007, 72, R109–R124. [Google Scholar] [CrossRef] [PubMed]
- Mohammadi, A.; Jafari, S.M.; Assadpour, E.; Esfanjani, A.F. Nano-encapsulation of olive leaf phenolic compounds through WPC—Pectin complexes and evaluating their release rate. Int. J. Biol. Macromol. 2016, 82, 816–822. [Google Scholar] [CrossRef] [PubMed]
- Zar, J.H. Biostatistical Analysis, 5th ed.; Pearson Canada Inc.: Toronto, ON, Canada, 2010. [Google Scholar]
Sample Availability: Samples of blueberry pomace powder are available from the authors; standards of cyanidin, delphinidin, gallic acid, malvidin, pelargonidin, peonidin and petunidin are commercially available. |








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Stage 2 | Stage 1 | |||
|---|---|---|---|---|
| Final Double Emulsion | Coarse Double Emulsion | Primary Emulsion | ||
| W1/O/W2 Homogenization (Microfluidizer) Pressure (MPa) | W1/O/W2 Homogenization (Polytron) Stirring Speed (rpm) | W1/O/W2 Homogenization (Polytron) Stirring Time (min) | W1/O Homogenization (Polytron) Stirring Time (min) * | |
| Runs 1–3 (Figure 1) | 50–100–200 | 6000 | 15 | 10 |
| Runs 4–6 (Figure 2) | 50 | 3000–6000–12,000 | 15 | 10 |
| Runs 7–9 (Figure 3) | 50 | 6000 | 10–15–20 | 10 |
| Runs 10–12 (Figure 4) | 50 | 6000 | 15 | 2–5–10 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bamba, B.S.B.; Shi, J.; Tranchant, C.C.; Xue, S.J.; Forney, C.F.; Lim, L.-T.; Xu, W.; Xu, G. Coencapsulation of Polyphenols and Anthocyanins from Blueberry Pomace by Double Emulsion Stabilized by Whey Proteins: Effect of Homogenization Parameters. Molecules 2018, 23, 2525. https://doi.org/10.3390/molecules23102525
Bamba BSB, Shi J, Tranchant CC, Xue SJ, Forney CF, Lim L-T, Xu W, Xu G. Coencapsulation of Polyphenols and Anthocyanins from Blueberry Pomace by Double Emulsion Stabilized by Whey Proteins: Effect of Homogenization Parameters. Molecules. 2018; 23(10):2525. https://doi.org/10.3390/molecules23102525
Chicago/Turabian StyleBamba, Bio Sigui Bruno, John Shi, Carole C. Tranchant, Sophia Jun Xue, Charles F. Forney, Loong-Tak Lim, Weili Xu, and Guihua Xu. 2018. "Coencapsulation of Polyphenols and Anthocyanins from Blueberry Pomace by Double Emulsion Stabilized by Whey Proteins: Effect of Homogenization Parameters" Molecules 23, no. 10: 2525. https://doi.org/10.3390/molecules23102525
APA StyleBamba, B. S. B., Shi, J., Tranchant, C. C., Xue, S. J., Forney, C. F., Lim, L. -T., Xu, W., & Xu, G. (2018). Coencapsulation of Polyphenols and Anthocyanins from Blueberry Pomace by Double Emulsion Stabilized by Whey Proteins: Effect of Homogenization Parameters. Molecules, 23(10), 2525. https://doi.org/10.3390/molecules23102525