
Flame Retardant Paraffin-Based Shape-Stabilized Phase Change Material via Expandable Graphite-Based Flame-Retardant Coating



Abstract
:1. Introduction
2. Results and Discussion
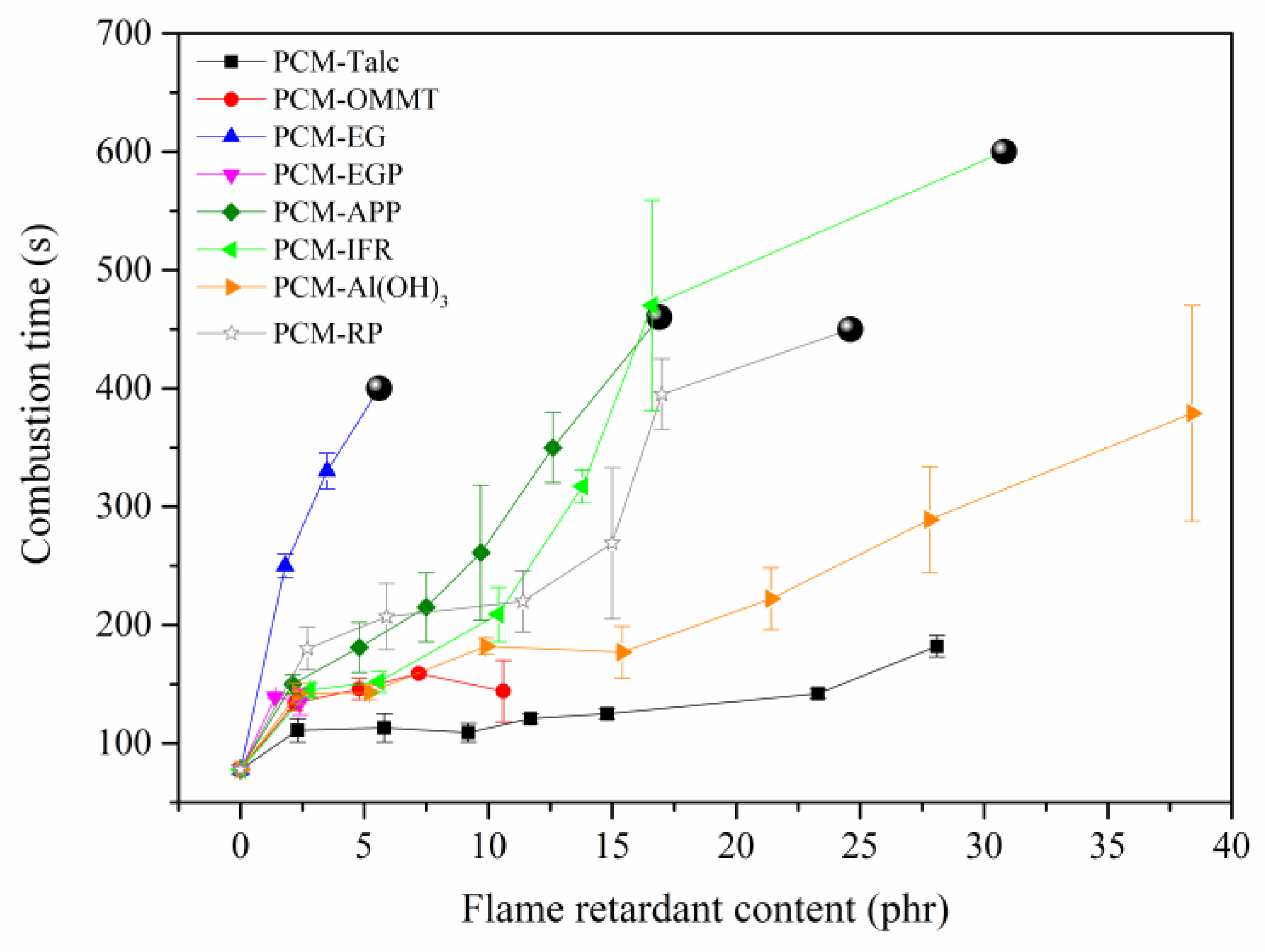
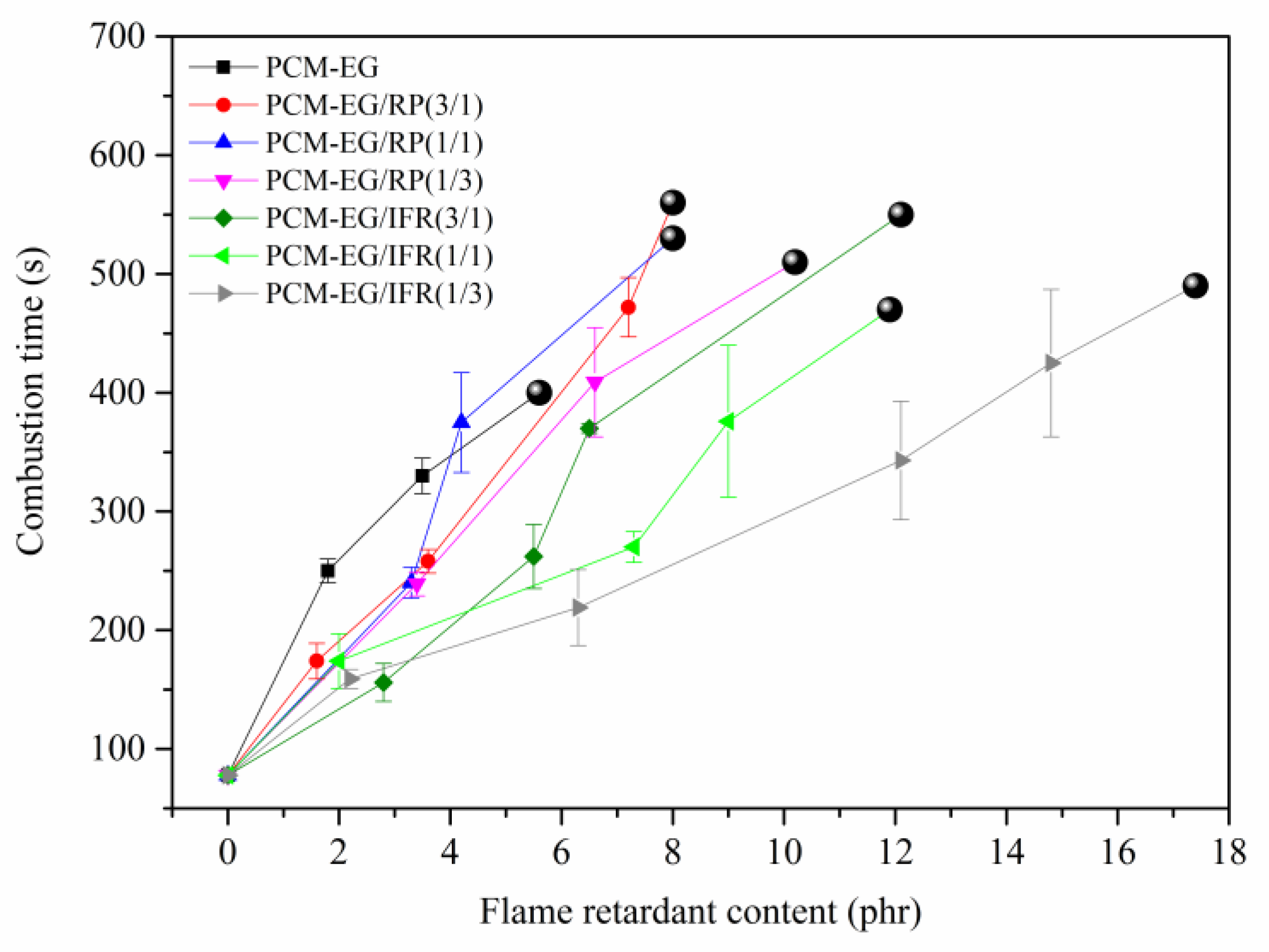
2.1. Effect of Different Flame Retardants on SSPCM
2.2. Flammability Properties
2.2.1. Limiting Oxygen Index (LOI)
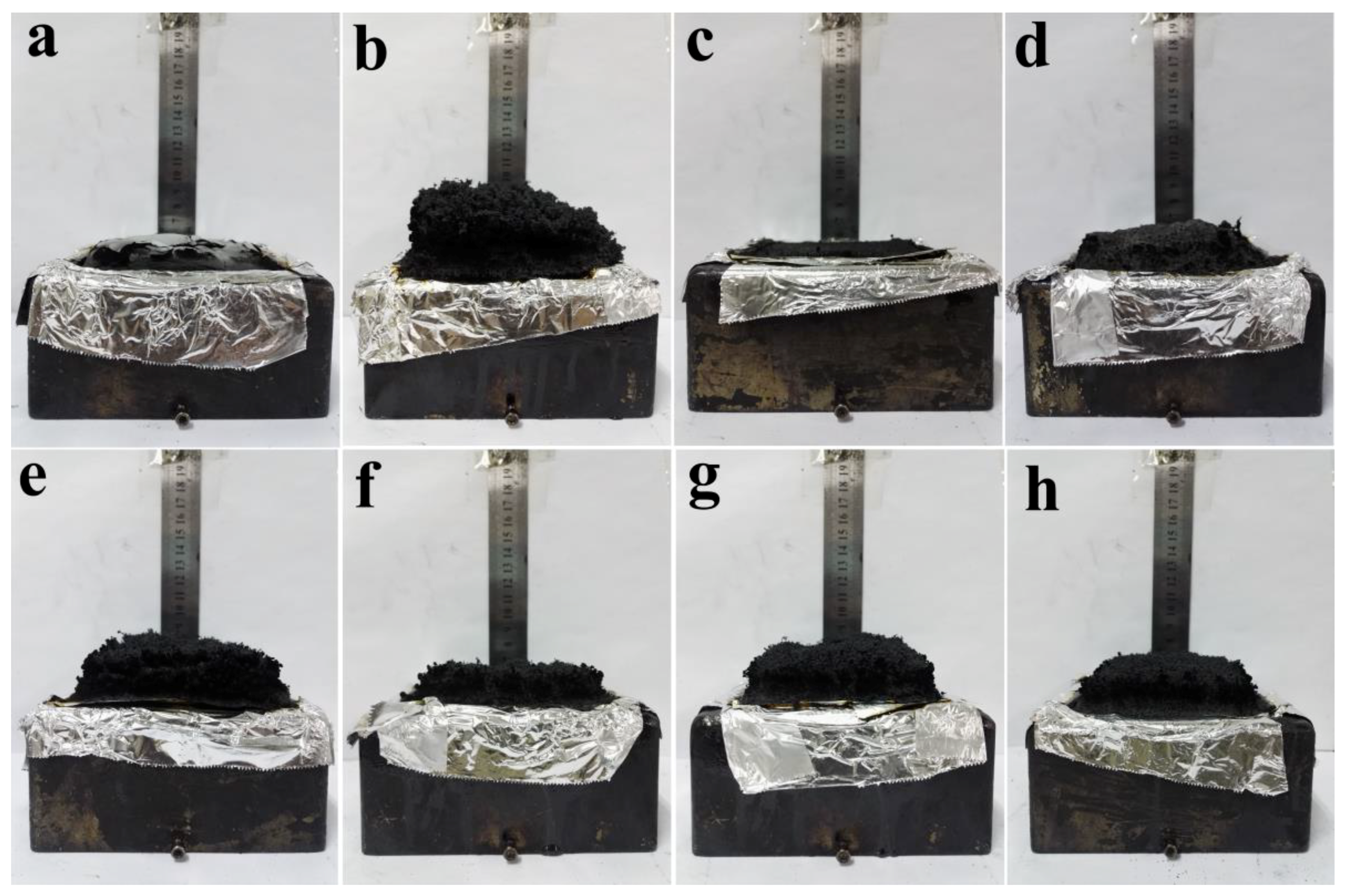
2.2.2. Vertical Burning Test
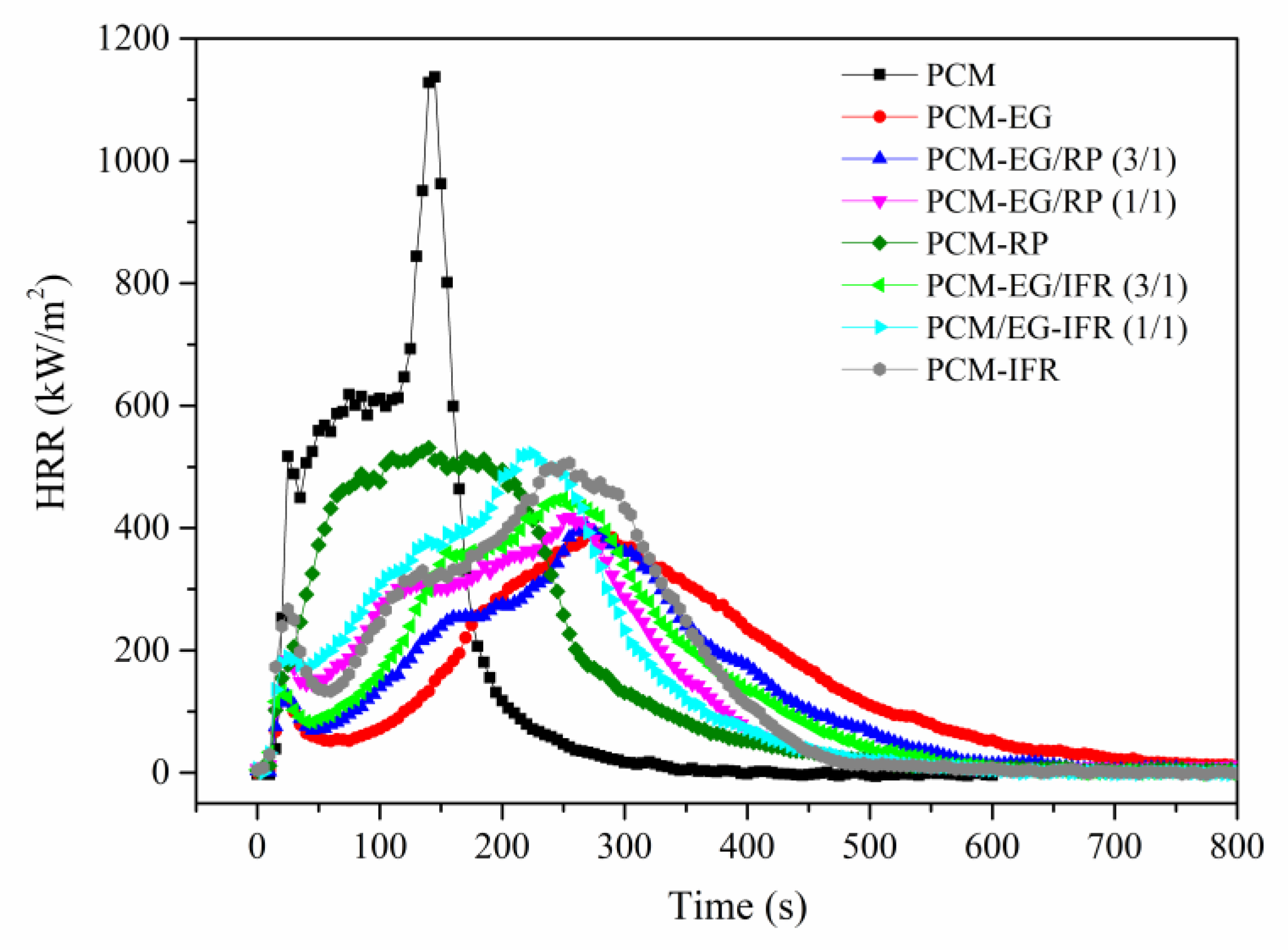
2.2.3. Cone Calorimeter Test
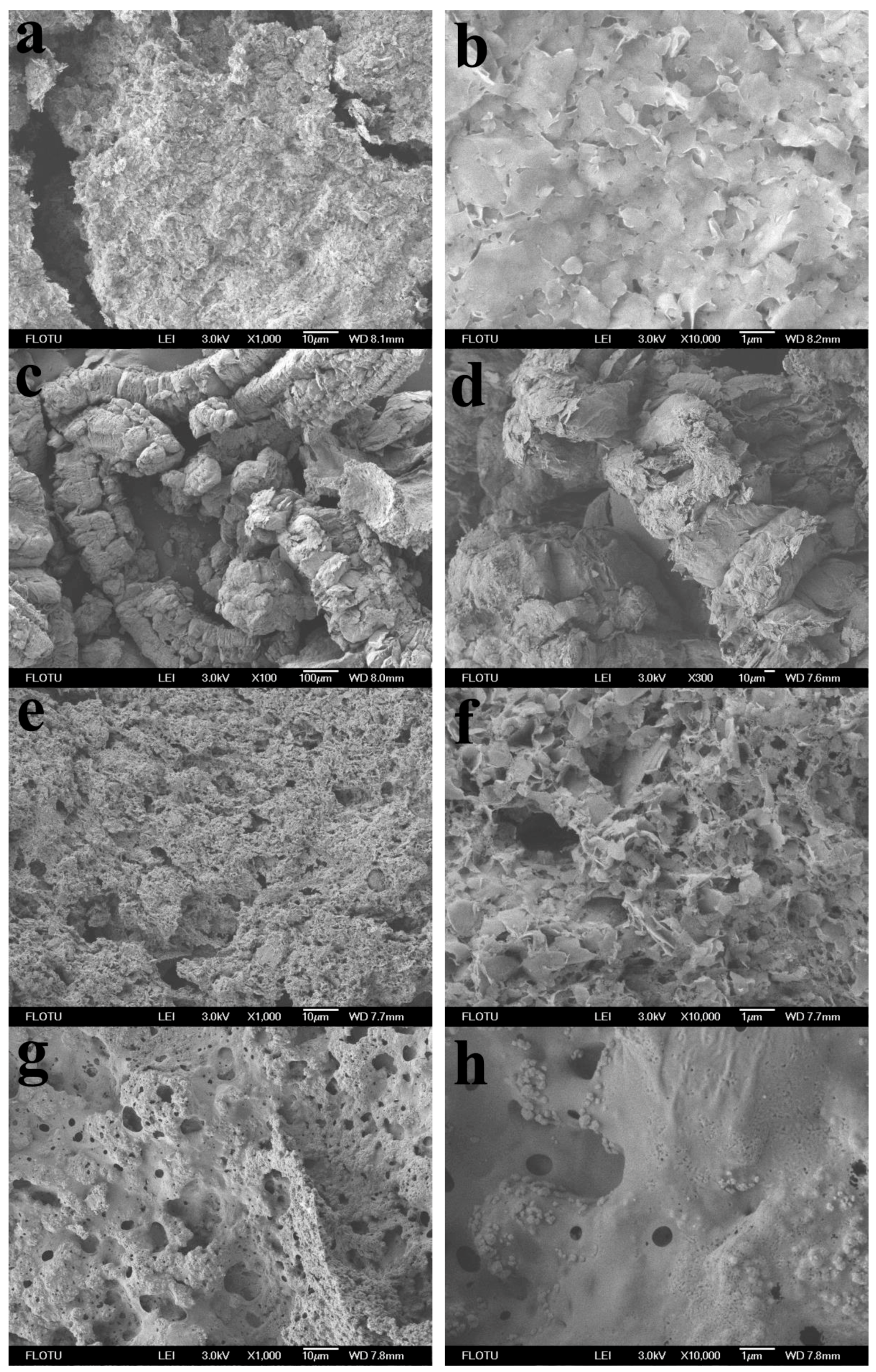
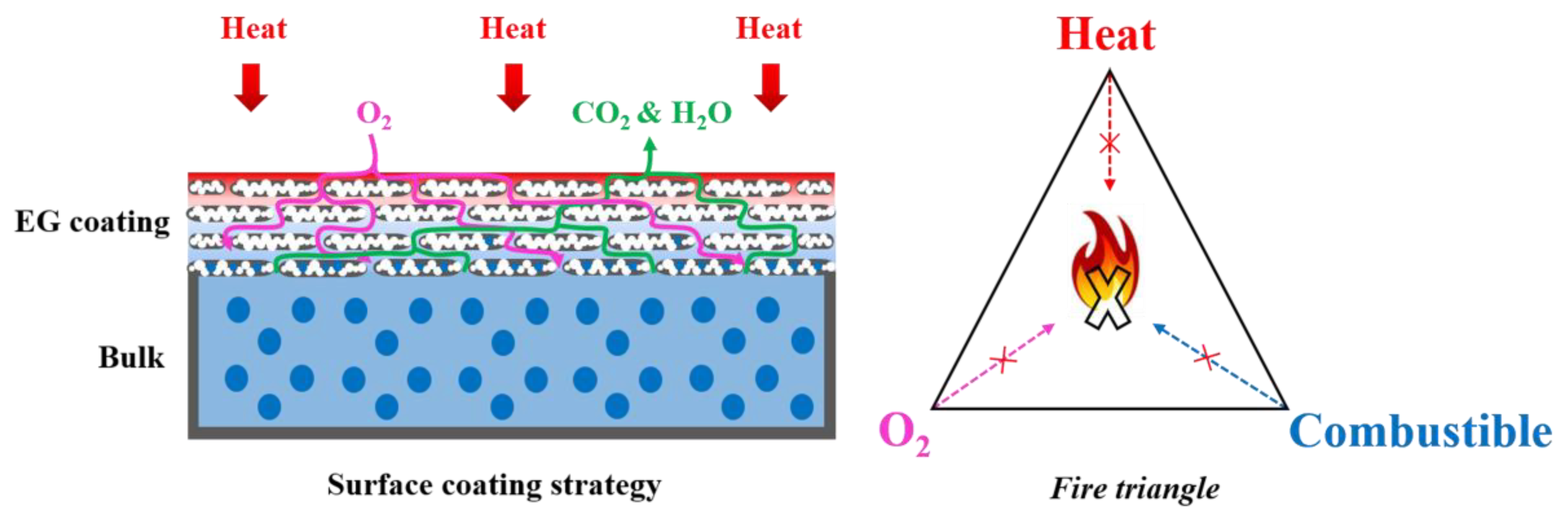
2.3. Flame Retardant Mechanism
3. Material and Methods
3.1. Materials
3.2. Preparation of SSPCMs
3.3. Preparation of Surface-Coated SSPCMs
3.4. Characterization
3.4.1. Horizontal Burning Test
3.4.2. Vertical Burning Test
3.4.3. Limiting Oxygen Index (LOI) Test
3.4.4. Cone Calorimeter Test
3.4.5. Field Emission Scanning Electron Microscopy (FESEM)
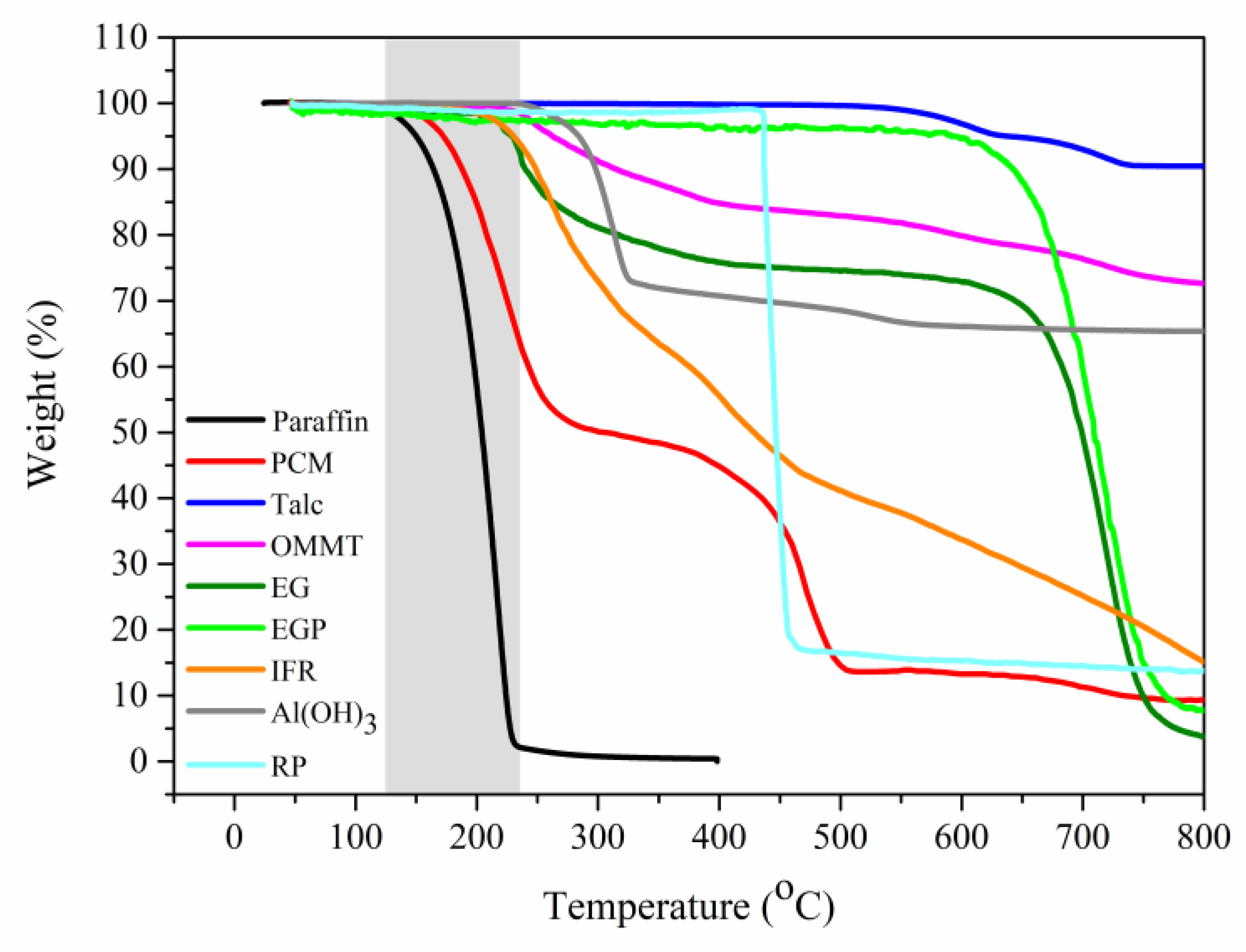
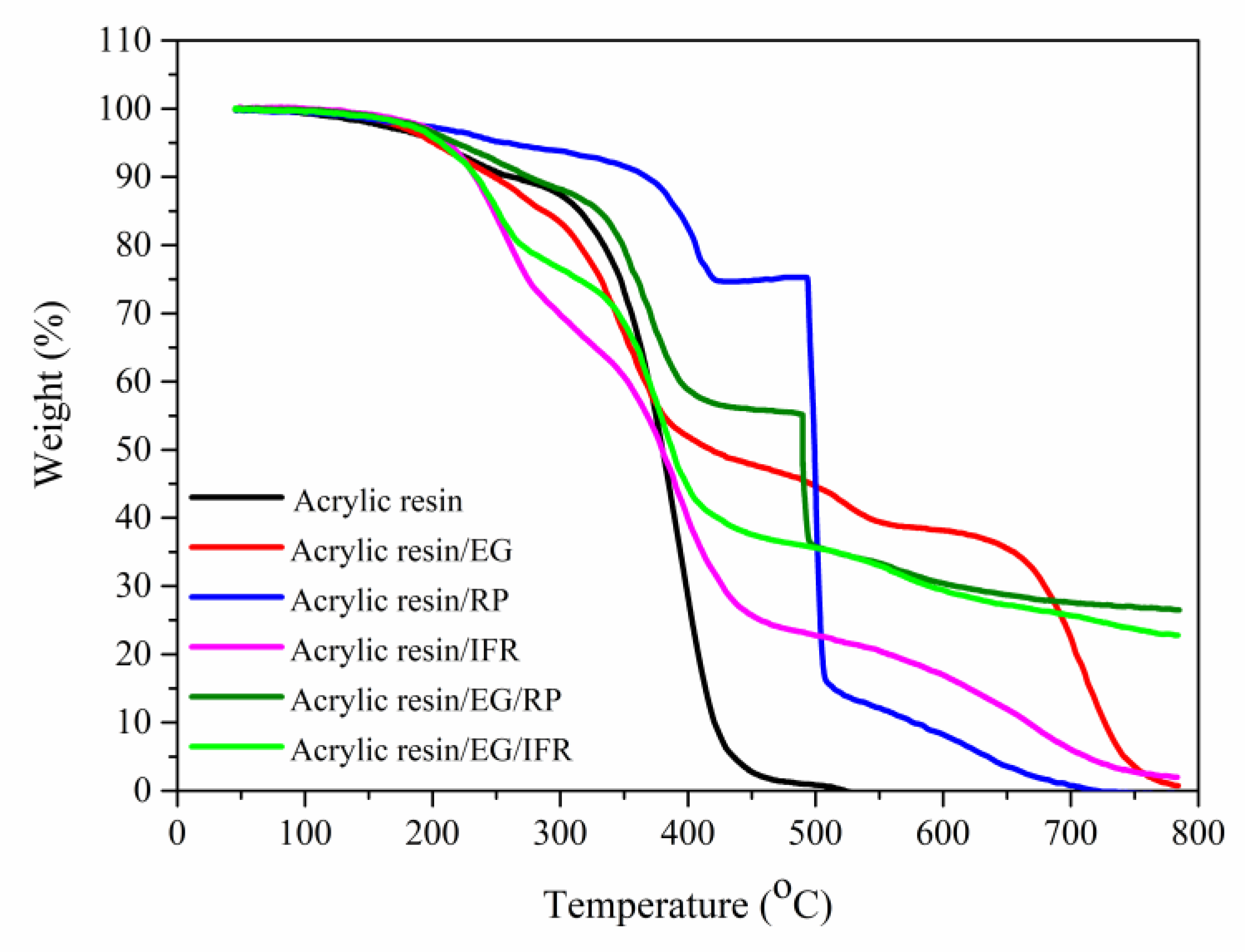
3.4.6. Thermogravimetric Analysis (TGA)
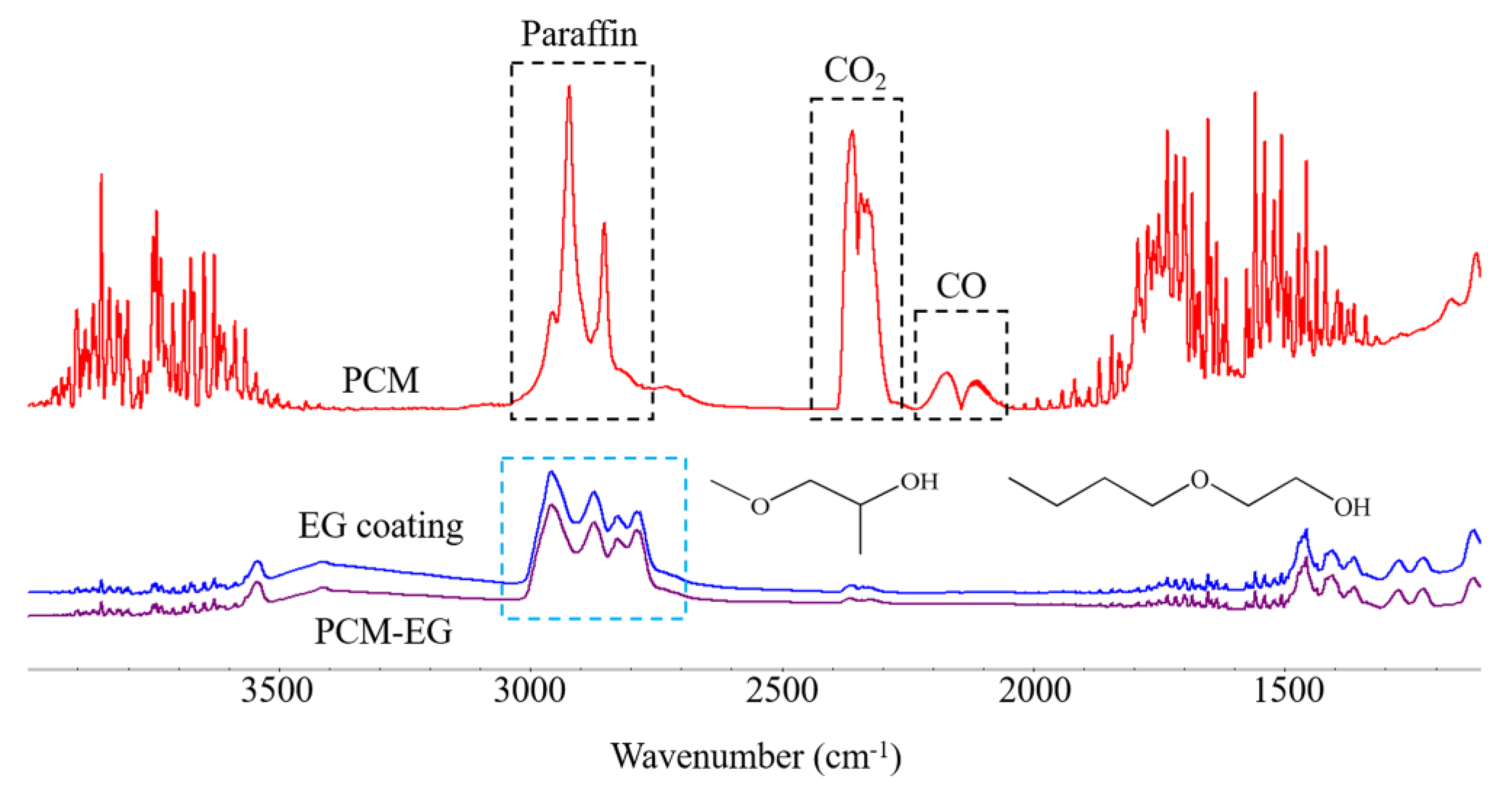
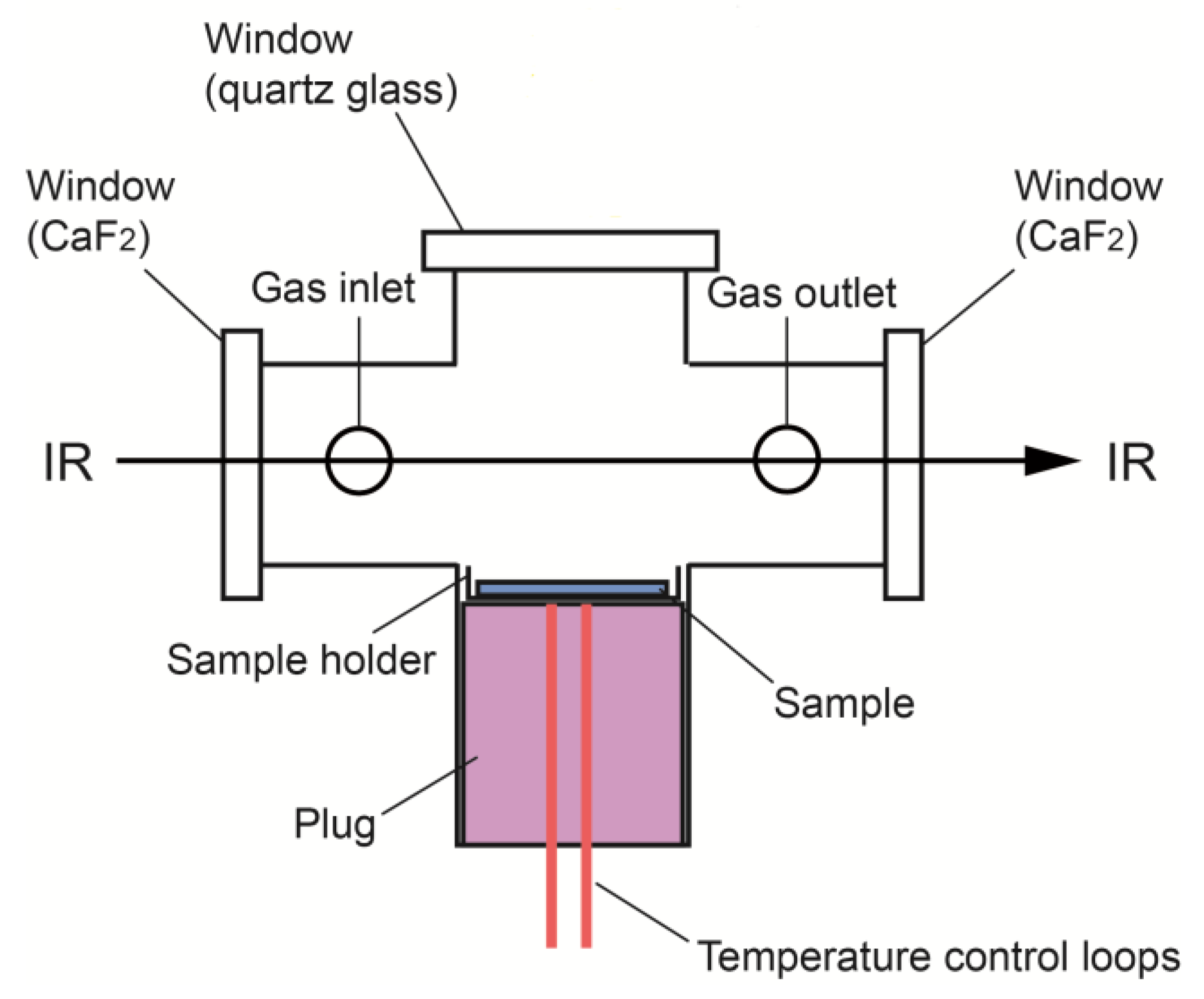
3.4.7. In situ Fourier Transfer Infrared Spectrometry (FTIR)
3.4.8. Pyrolysis Gas Chromatography-Mass Spectrometry (Py-GC-MS)
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tsinghua University Building Efficiency Research Center. 2017 Annual report on China building energy efficiency; China Building Industry Press: Beijing, China, 2017. [Google Scholar]
- Song, M.J.; Niu, F.X.; Mao, N.; Hu, Y.X.; Deng, S.M. Review on building energy performance improvement using phase change materials. Energ. Buildings 2018, 158, 776–793. [Google Scholar] [CrossRef]
- Zeng, C.; Liu, S.L.; Shukla, A. Adaptability research on phase change materials based technologies in China. Renew. Sustain. Energy Rev. 2017, 73, 145–158. [Google Scholar] [CrossRef]
- Marani, A.; Nehdi, M.L. Integrating phase change materials in construction materials: Critical Review. Constr. Build. Mater. 2019, 217, 36–49. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, S.Y.; Wang, J.P.; Yang, R. Preparation, stability and mechanical property of shape-stabilized phase change materials. Energ. Buildings 2014, 77, 11–16. [Google Scholar] [CrossRef]
- Wang, X.; Kalali, E.N.; Wan, J.T.; Wang, D.Y. Carbon-family materials for flame retardant polymeric materials. Prog. Polym. Sci. 2017, 69, 22–46. [Google Scholar] [CrossRef]
- Wang, J.P.; Wang, Y.; Yang, R. Flame retardance property of shape-stabilized phase change materials. Sol. Energy Mater. Sol. Cells 2015, 140, 439–445. [Google Scholar] [CrossRef]
- Mochane, M.J.; Luyt, A.S. Synergistic effect of expanded graphite, diammonium phosphate and Cloisite 15A on flame retardant properties of EVA and EVA/wax phase-change blends. J. Mater. Sci. 2015, 50, 3485–3494. [Google Scholar] [CrossRef]
- Sittisart, P.; Farid, M.M. Fire retardants for phase change materials. Appl. Energy 2011, 88, 3140–3145. [Google Scholar] [CrossRef]
- Li, L.P.; Wang, G.; Guo, C.G. Influence of intumescent flame retardant on thermal and flame retardancy of eutectic mixed paraffin/polypropylene form-stable phase change materials. Appl. Energy 2016, 162, 428–434. [Google Scholar] [CrossRef]
- Song, G.L.; Ma, S.D.; Tang, G.Y.; Yin, Z.S.; Wang, X.W. Preparation and characterization of flame retardant form-stable phase change materials composed by EPDM, paraffin and nano magnesium hydroxide. Energy 2010, 35, 2179–2183. [Google Scholar] [CrossRef]
- Zhang, P.; Hu, Y.; Song, L.; Lu, H.D.; Wang, J.; Liu, Q.Q. Synergistic effect of iron and intumescent flame retardant on shape-stabilized phase change material. Thermochim. Acta 2009, 487, 74–79. [Google Scholar] [CrossRef]
- Cai, Y.B.; Wei, Q.F.; Huang, F.L.; Lin, S.L.; Chen, F.; Gao, W.D. Thermal stability, latent heat and flame retardant properties of the thermal energy storage phase change materials based on paraffin/high density polyethylene composites. Renew. Energy 2009, 34, 2117–2123. [Google Scholar] [CrossRef]
- Cai, Y.B.; Wei, Q.F.; Huang, F.L.; Gao, W.D. Preparation and properties studies of halogen-free flame retardant form-stable phase change materials based on paraffin/high density polyethylene composites. Appl. Energy 2008, 85, 765–775. [Google Scholar] [CrossRef]
- Cai, Y.B.; Wei, Q.F.; Shao, D.F.; Hu, Y.; Song, L.; Gao, W.D. Magnesium hydroxide and microencapsulated red phosphorus synergistic flame retardant form stable phase change materials based on HDPE/EVA/OMT nanocomposites/paraffin compounds. J. Energy Inst. 2009, 82, 28–36. [Google Scholar] [CrossRef]
- Cai, Y.B.; Hu, Y.; Song, L.; Kong, Q.H.; Yang, R.; Zhang, Y.P.; Chen, Z.Y.; Fan, W.C. Preparation and flammability of high density polyethylene/paraffin/organophilic montmorillonite hybrids as a form stable phase change material. Energy Convers. Manage. 2007, 48, 462–469. [Google Scholar] [CrossRef]
- Zhang, P.; Hu, Y.; Song, L.; Ni, J.X.; Xing, W.Y.; Wang, J. Effect of expanded graphite on properties of high-density polyethylene/paraffin composite with intumescent flame retardant as a shape-stabilized phase change material. Sol. Energy Mater. Sol. Cells 2010, 94, 360–365. [Google Scholar] [CrossRef]
- Zhang, P.; Song, L.; Lu, H.D.; Wang, J.A.; Hu, Y.A. The influence of expanded graphite on thermal properties for paraffin/high density polyethylene/chlorinated paraffin/antimony trioxide as a flame retardant phase change material. Energy Convers. Manage. 2010, 51, 2733–2737. [Google Scholar] [CrossRef]
- Zhang, P.; Song, L.; Lu, H.D.; Wang, J.A.; Hu, Y. The thermal property and flame retardant mechanism of intumescent flame retardant paraffin system with metal. Ind. Eng. Chem. Res. 2010, 49, 6003–6009. [Google Scholar] [CrossRef]
- Zhang, P.; Kang, M.; Hu, Y. Influence of layered zinc hydroxide nitrate on thermal properties of paraffin/intumescent flame retardant as a phase change material. J. Therm. Anal. Calorim. 2013, 112, 1199–1205. [Google Scholar] [CrossRef]
- Xu, L.; Liu, X.; An, Z.H.; Yang, R. EG-based coatings for flame retardance of shape stabilized phase change materials. Polym. Degrad. Stabil. 2019, 161, 114–120. [Google Scholar] [CrossRef]
- Xu, L.; Wang, J.P.; Yang, R. A new flame retardance strategy for shape stabilized phase change materials by surface coating. Sol. Energy Mater. Sol. Cells 2017, 170, 87–94. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, J.H.; Yang, R.; Iervolino, R.; Barbera, S. A novel in-situ aging evaluation method by FTIR and the application to thermal oxidized nitrile rubber. Polym. Degrad. Stab. 2016, 128, 99–106. [Google Scholar] [CrossRef]
Sample Availability: Samples of the compounds are available from the authors. |
 : self-extinguish).
: self-extinguish).
: self-extinguish).
: self-extinguish). : self-extinguish).
: self-extinguish).
: self-extinguish).
: self-extinguish).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | LOI/% |
|---|---|
| PCM | 18.7 |
| PCM-RP | 23.6 |
| PCM-IFR | 22.8 |
| PCM-EG | 31.8 |
| PCM-EG/RP (3/1) | 32.2 |
| PCM-EG/RP (1/1) | 26.8 |
| PCM-EG/IFR (3/1) | 29.8 |
| PCM-EG/IFR (1/1) | 24.2 |
| Sample | Dripping | Classification |
|---|---|---|
| PCM | No | NC |
| PCM-EG | No | V0 |
| PCM-EG/RP (3/1) | No | V0 |
| PCM-EG/RP (1/1) | No | V0 |
| PCM-EG/RP (1/3) | No | V1 |
| PCM-RP | No | NC |
| PCM-EG/IFR (3/1) | No | V0 |
| PCM-EG/IFR (1/1) | No | V1 |
| PCM-EG/IFR (1/3) | No | NC |
| PCM-IFR | No | NC |
| Sample | PHRR (kW/m2) | tPHRR (s) | THR (MJ/m2) | PMLR (g/s) | Mass Loss (wt%) | PEHC (MJ/kg) | Mean EHC (MJ/kg) | TSP (m2) |
|---|---|---|---|---|---|---|---|---|
| PCM | 1137.0 | 145 | 109.3 | 0.29 | 90.9 | 79.5 | 39.6 | 18.9 |
| PCM-EG | 392.5 | 275 | 122.0 | 0.14 | 81.0 | 79.9 | 37.7 | 14.3 |
| PCM-EG/RP (3/1) | 399.3 | 265 | 107.1 | 0.18 | 82.6 | 77.4 | 31.7 | 25.2 |
| PCM-EG/RP (1/1) | 417.0 | 255 | 109.9 | 0.19 | 81.7 | 75.8 | 33.1 | 32.3 |
| PCM-RP | 531.2 | 140 | 126.4 | 0.25 | 84.8 | 77.5 | 34.5 | 39.6 |
| PCM-EG/IFR (3/1) | 448.0 | 250 | 114.2 | 0.20 | 81.8 | 77.8 | 35.5 | 20.9 |
| PCM-EG/IFR (1/1) | 522.3 | 225 | 118.8 | 0.19 | 84.1 | 78.5 | 35.0 | 23.5 |
| PCM-IFR | 506.5 | 255 | 126.8 | 0.21 | 89.0 | 74.5 | 33.3 | 25.3 |
| Sample | Flame Retardant |
|---|---|
| PCM | None |
| PCM-Talc | Talc |
| PCM-OMMT | OMMT |
| PCM-EG | EG |
| PCM-EGP | EGP |
| PCM-APP | APP |
| PCM-IFR | IFR |
| PCM-Al(OH)3 | Al(OH)3 |
| PCM-RP | RP |
| PCM-EG/RP (3/1) | EG/RP = 3/1 |
| PCM-EG/RP (1/1) | EG/RP = 1/1 |
| PCM-EG/RP (1/3) | EG/RP = 1/3 |
| PCM-EG/IFR (3/1) | EG/IFR = 3/1 |
| PCM-EG/IFR (1/1) | EG/IFR = 1/1 |
| PCM-EG/IFR (1/3) | EG/IFR = 1/3 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, L.; Liu, X.; Yang, R. Flame Retardant Paraffin-Based Shape-Stabilized Phase Change Material via Expandable Graphite-Based Flame-Retardant Coating. Molecules 2020, 25, 2408. https://doi.org/10.3390/molecules25102408
Xu L, Liu X, Yang R. Flame Retardant Paraffin-Based Shape-Stabilized Phase Change Material via Expandable Graphite-Based Flame-Retardant Coating. Molecules. 2020; 25(10):2408. https://doi.org/10.3390/molecules25102408
Chicago/Turabian StyleXu, Ling, Xuan Liu, and Rui Yang. 2020. "Flame Retardant Paraffin-Based Shape-Stabilized Phase Change Material via Expandable Graphite-Based Flame-Retardant Coating" Molecules 25, no. 10: 2408. https://doi.org/10.3390/molecules25102408
APA StyleXu, L., Liu, X., & Yang, R. (2020). Flame Retardant Paraffin-Based Shape-Stabilized Phase Change Material via Expandable Graphite-Based Flame-Retardant Coating. Molecules, 25(10), 2408. https://doi.org/10.3390/molecules25102408