
Synthesis of a Starchy Photosensitive Material for Additive Manufacturing of Composites Using Digital Light Processing

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
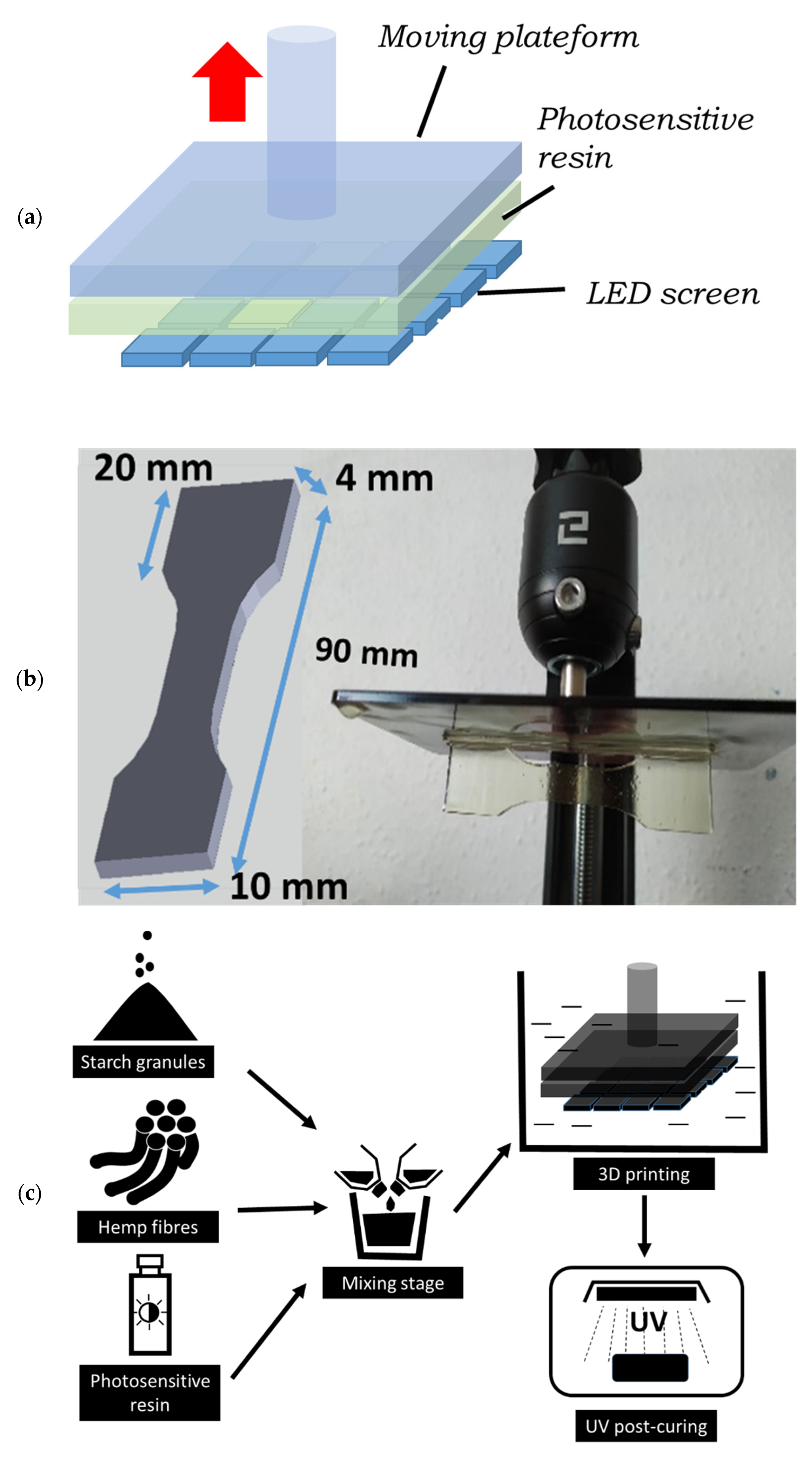
2.1. Preparation Steps
2.2. Experimental Materials
2.3. Instruments
3. Results and Discussion
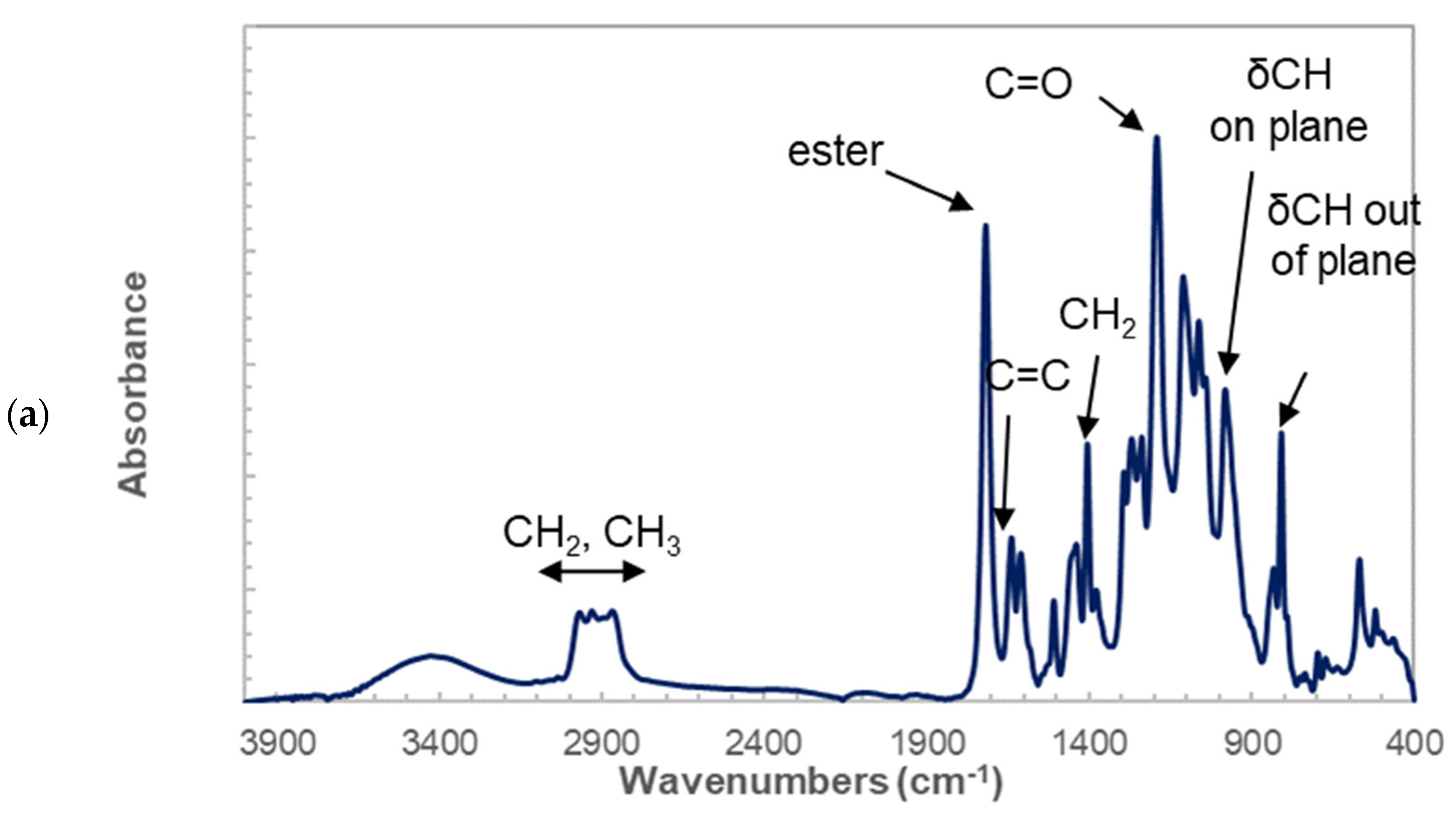
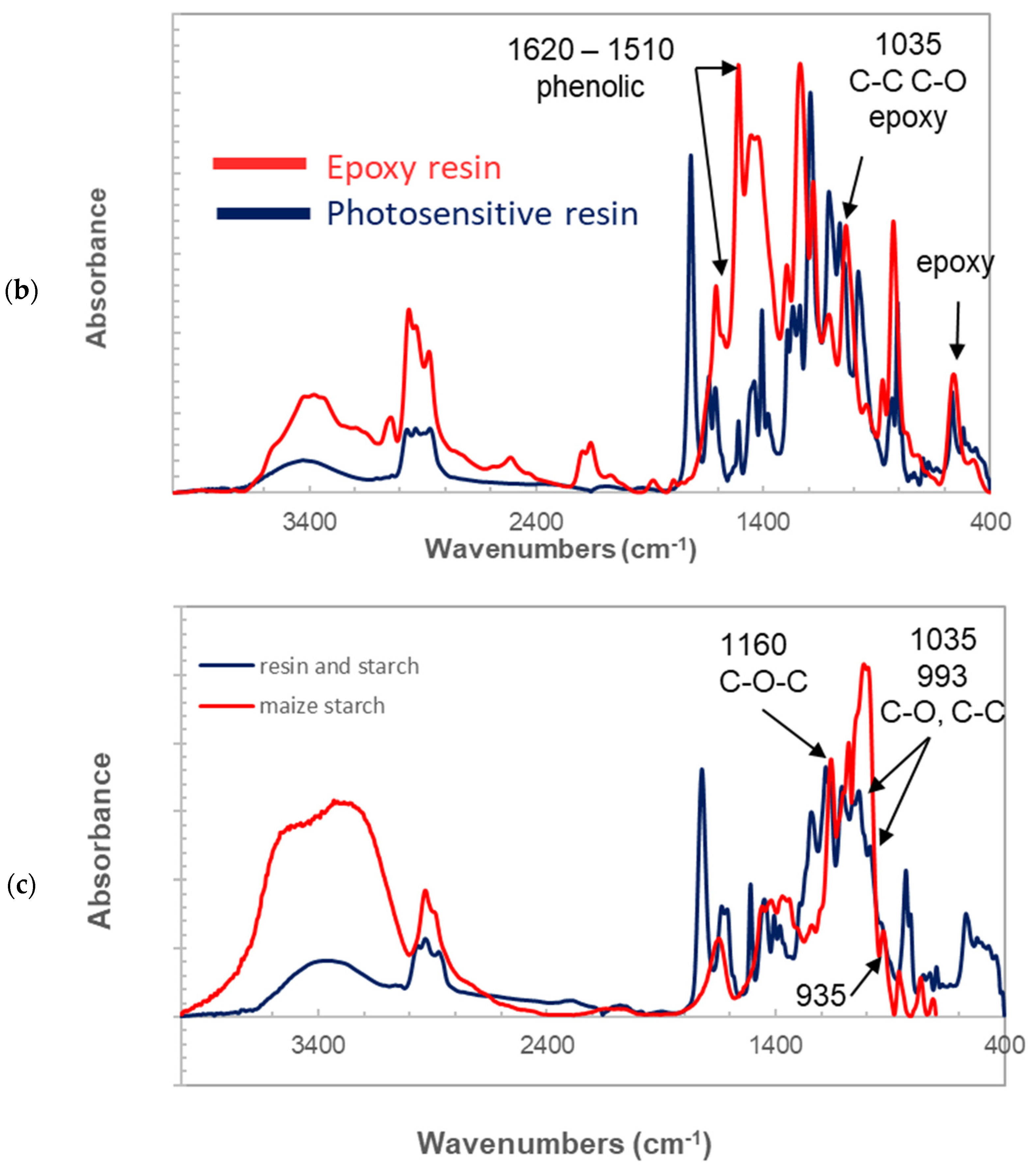
3.1. Composition of the Photosensitive Resin


3.2. Photopolymerization Results
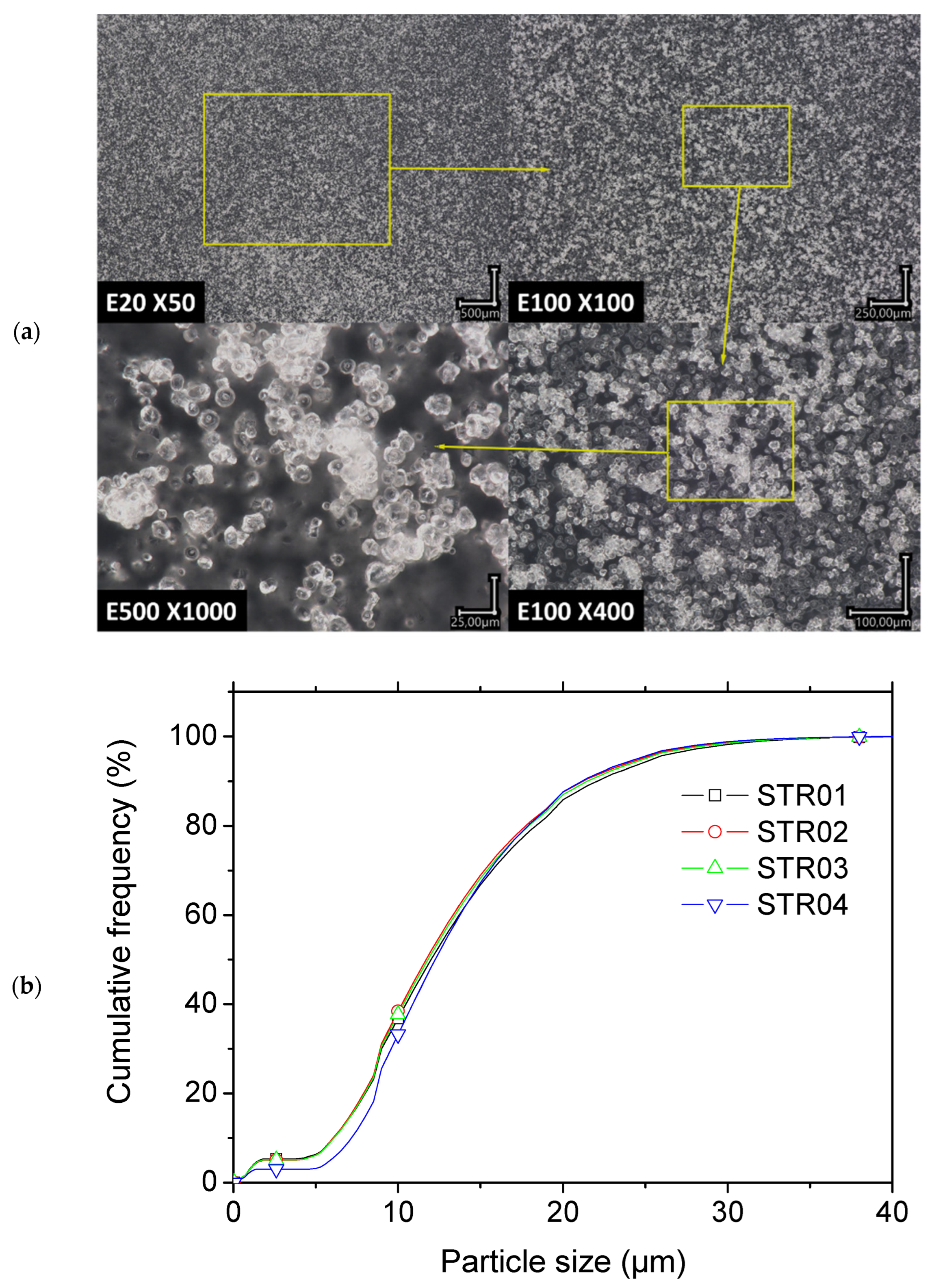
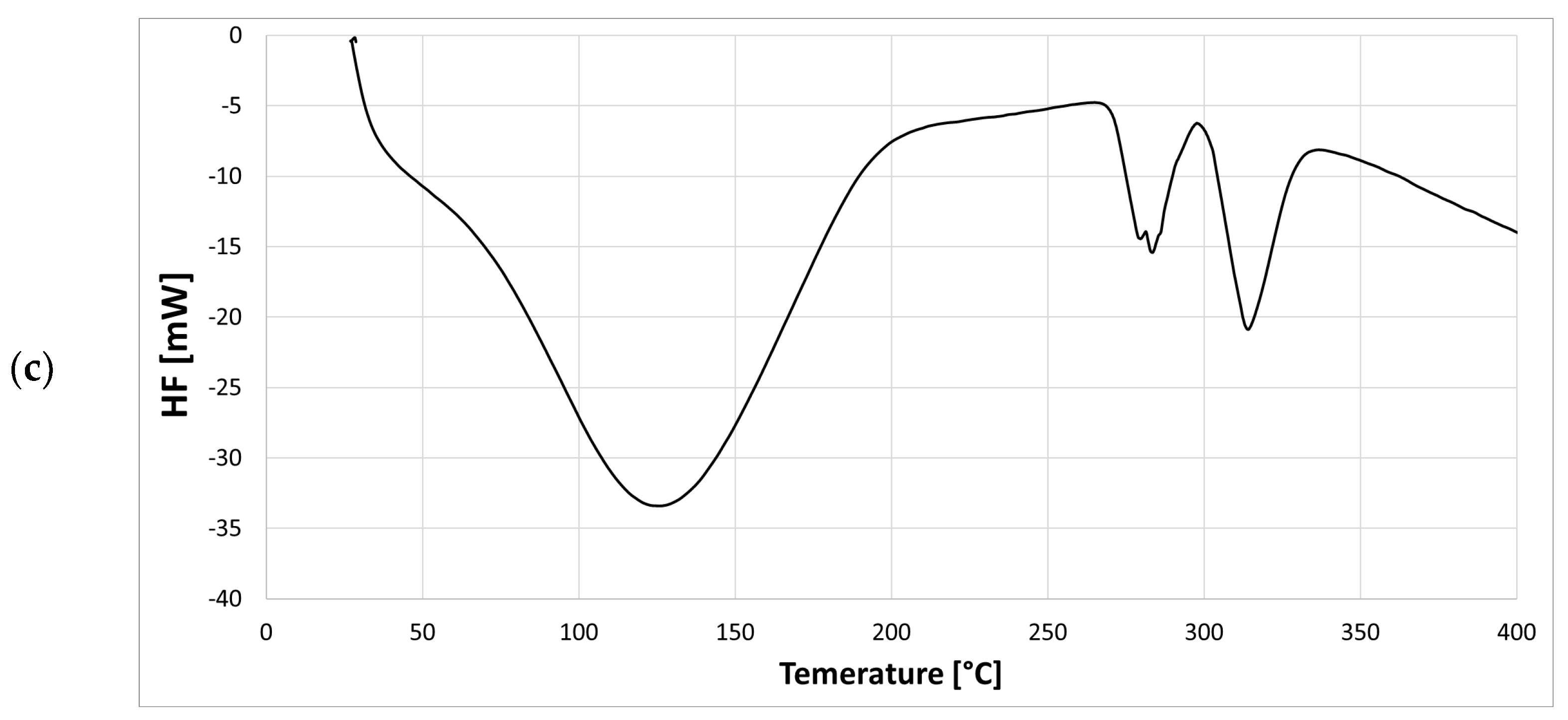
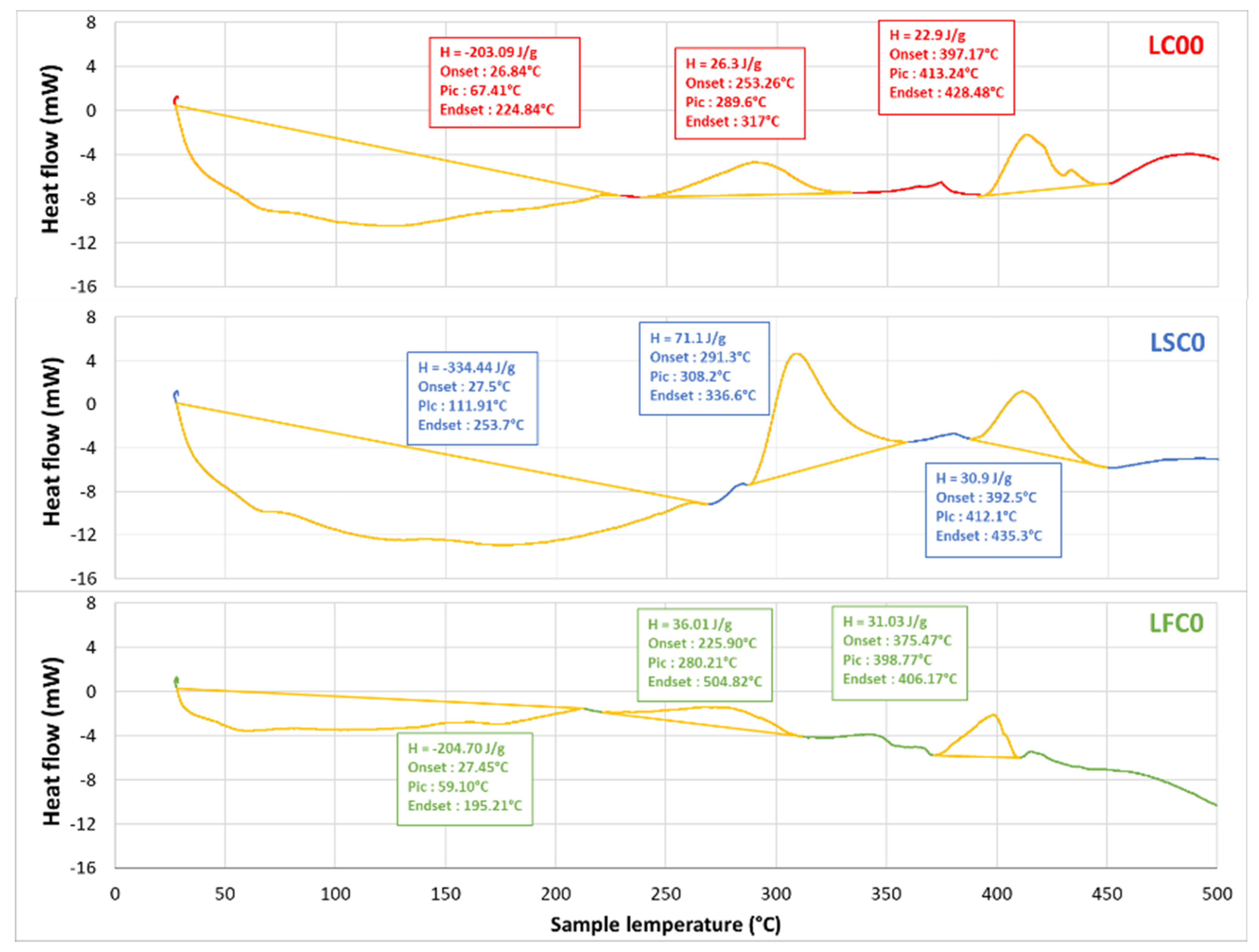
3.3. Properties of the Synthetized Photosensitive Starch
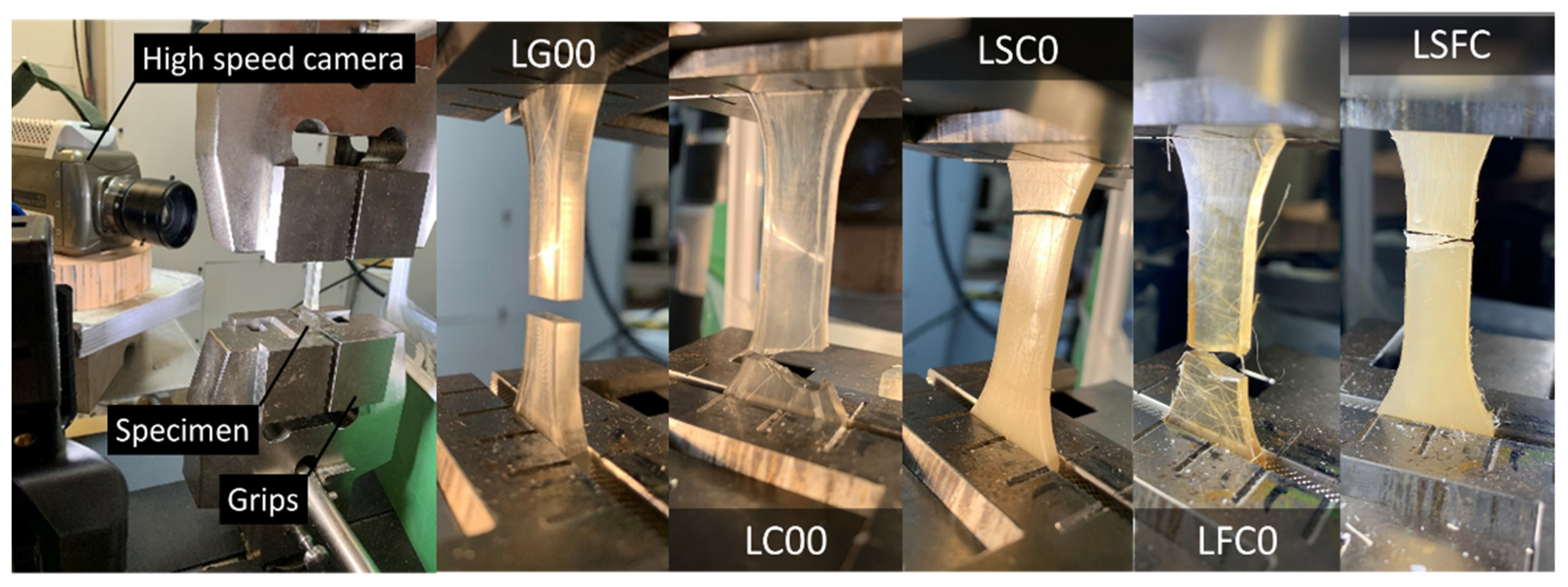
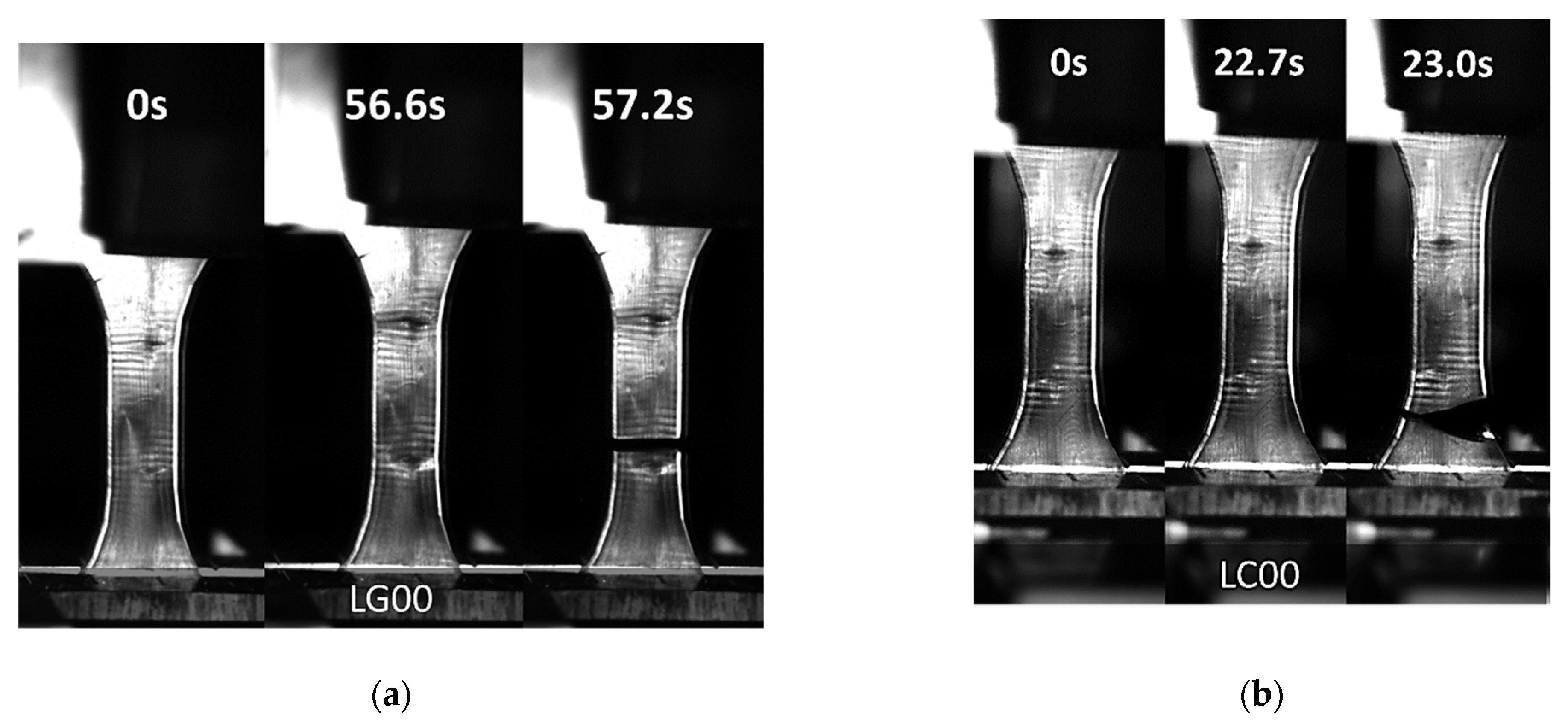
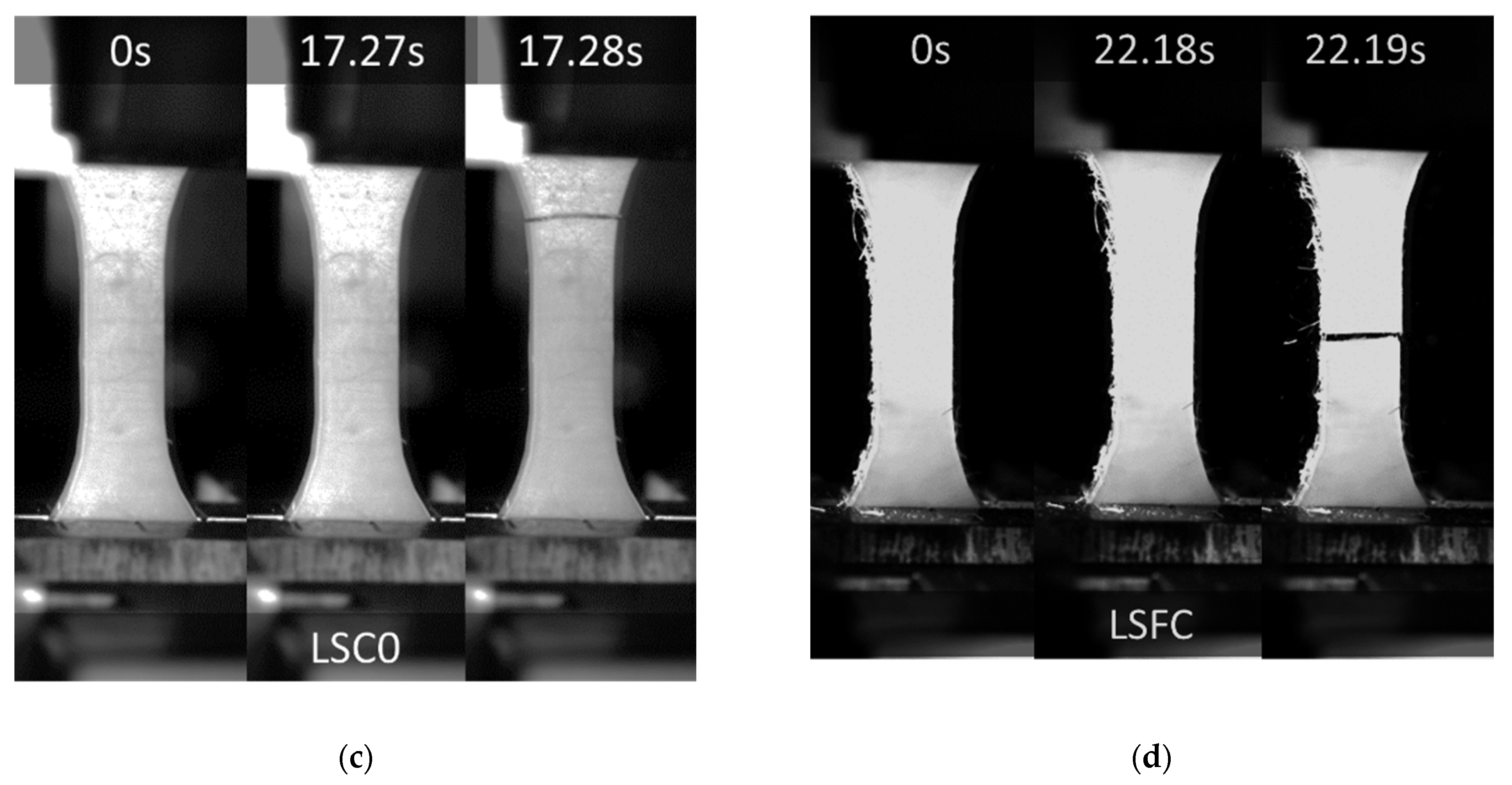
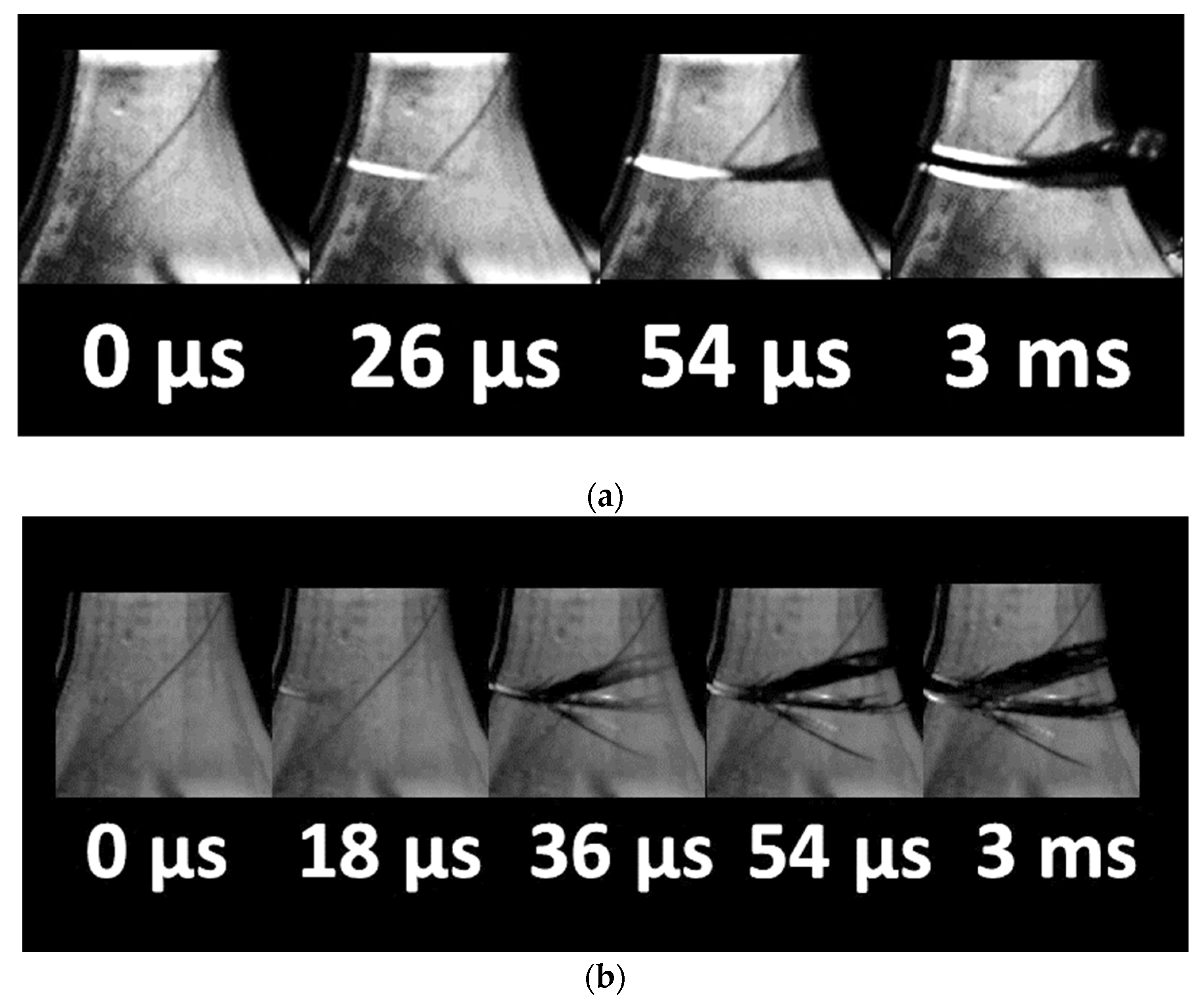
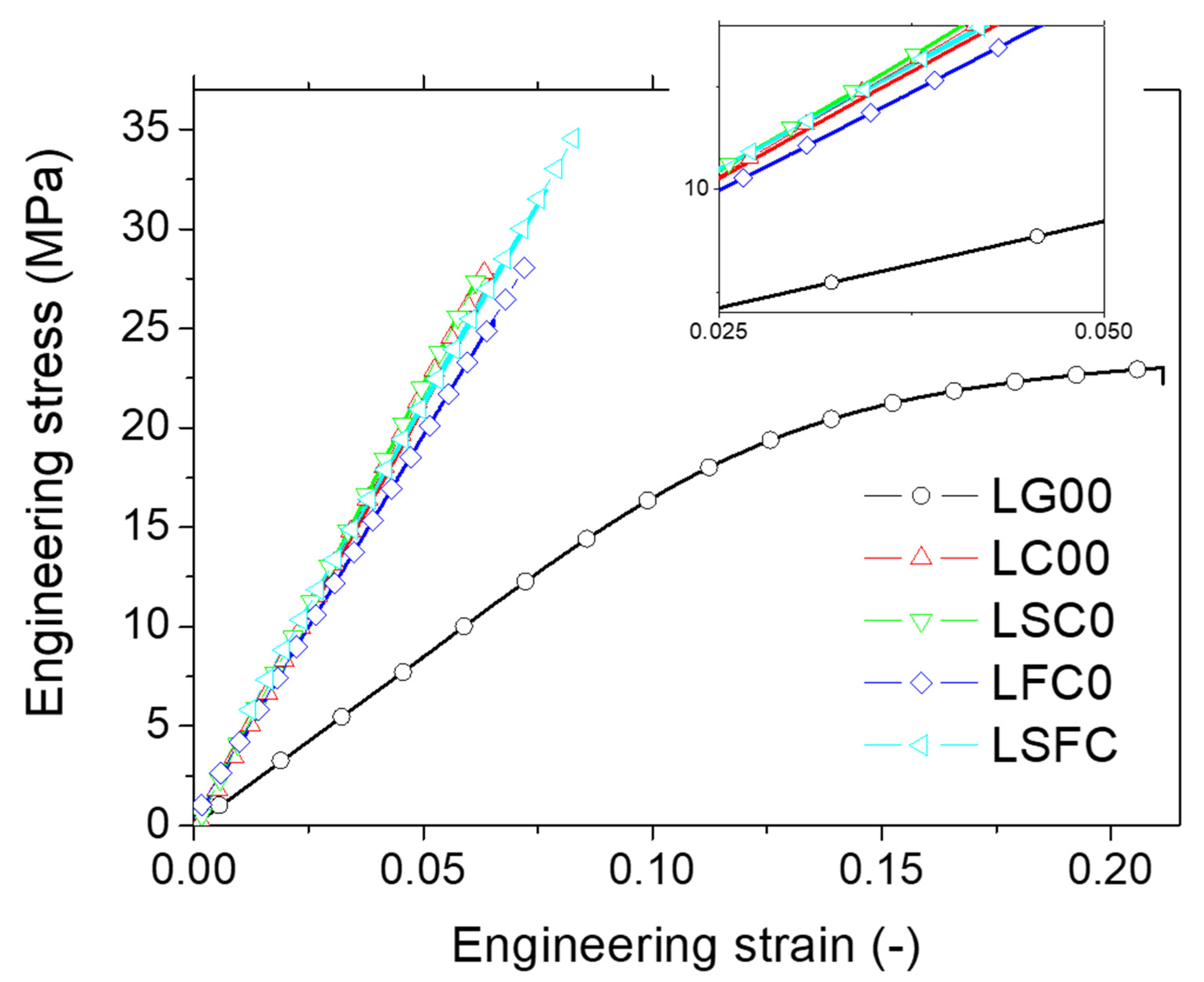
3.4. Mechanical Testing Results
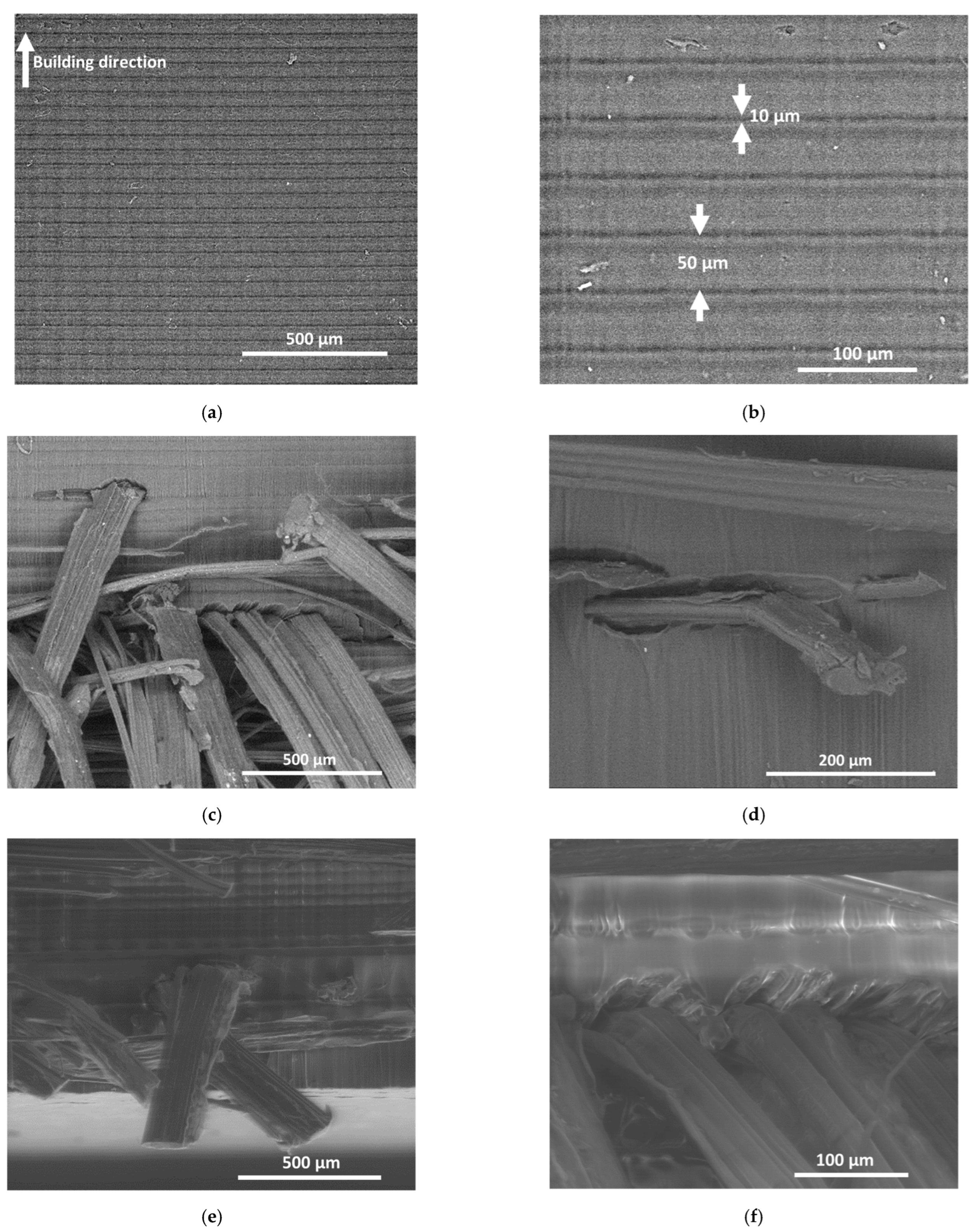
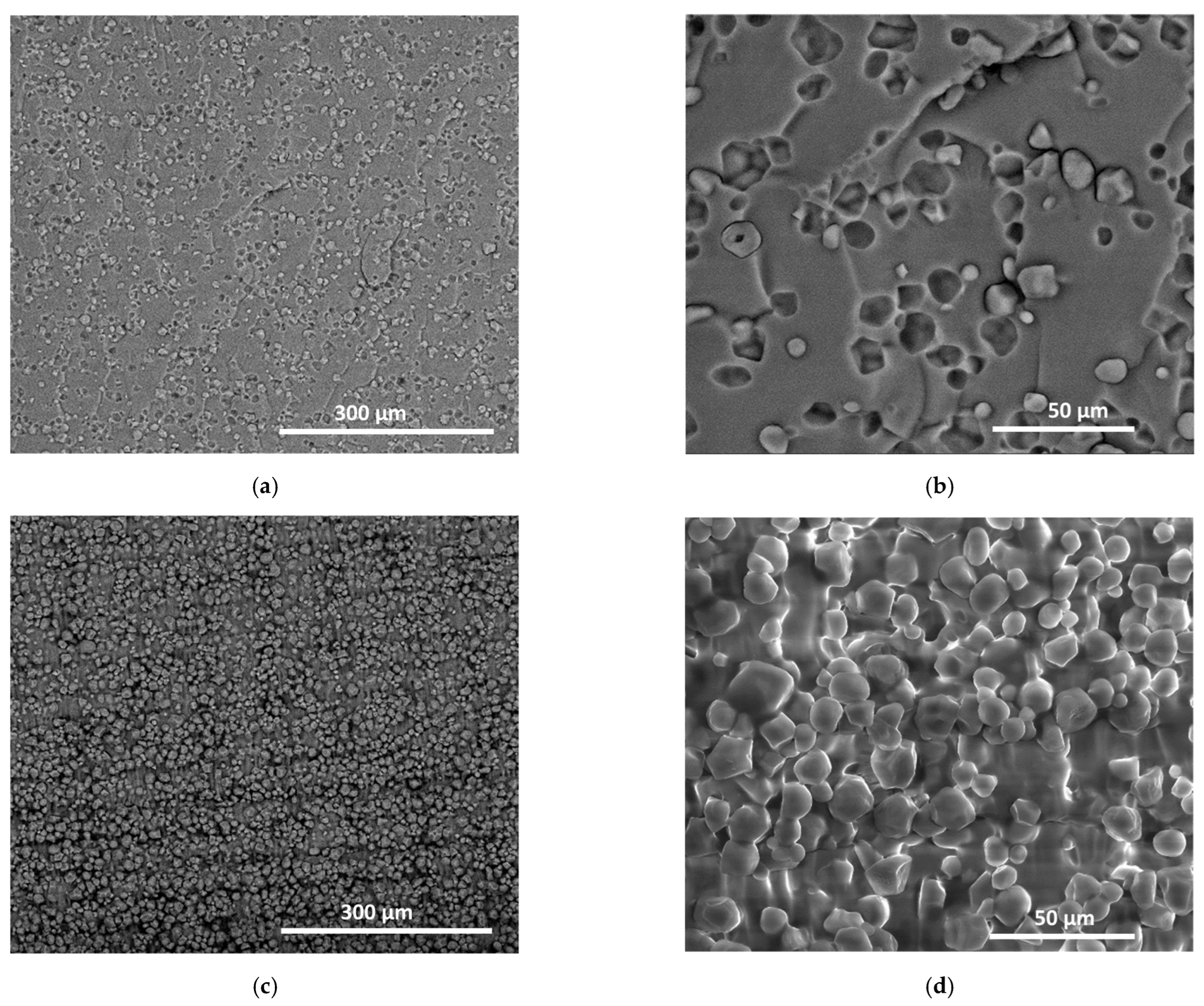
3.5. Microstructural Arrangement
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Prathyusha, A.L.R.; Raghu Babu, G. A review on additive manufacturing and topology optimization process for weight reduction studies in various industrial applications. Mater. Today Proc. 2022, 62, 109–117. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A comprehensive review of emerging additive manufacturing (3D printing technology): Methods, materials, applications, challenges, trends and future potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar]
- Guessasma, S.; Zhang, W.; Zhu, J.; Belhabib, S.; Nouri, H. Challenges of additive manufacturing technologies from an optimisation perspective. Int. J. Simul. Multidiscip. Des. Optim. 2016, 6, A9. [Google Scholar] [CrossRef]
- Rasiya, G.; Shukla, A.; Saran, K. Additive Manufacturing—A Review. Mater. Today Proc. 2021, 47, 6896–6901. [Google Scholar] [CrossRef]
- Beaman, J.J.; Bourell, D.L.; Seepersad, C.C.; Kovar, D. Additive Manufacturing Review: Early Past to Current Practice. J. Manuf. Sci. Eng. 2020, 142, 110812. [Google Scholar] [CrossRef]
- Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making sense of 3-D printing: Creating a map of additive manufacturing products and services. Addit. Manuf. 2014, 1–4, 64–76. [Google Scholar] [CrossRef]
- Zhang, A.; Wang, F.; Chen, L.; Wei, X.; Xue, M.; Yang, F.; Jiang, S. 3D printing hydrogels for actuators: A review. Chin. Chem. Lett. 2021, 32, 2923–2932. [Google Scholar] [CrossRef]
- Germaini, M.-M.; Belhabib, S.; Guessasma, S.; Deterre, R.; Corre, P.; Weiss, P. Additive manufacturing of biomaterials for bone tissue engineering—A critical review of the state of the art and new concepts. Prog. Mater. Sci. 2022, 130, 100963. [Google Scholar] [CrossRef]
- Monteiro, H.; Carmona-Aparicio, G.; Lei, I.; Despeisse, M. Energy and material efficiency strategies enabled by metal additive manufacturing—A review for the aeronautic and aerospace sectors. Energy Rep. 2022, 8, 298–305. [Google Scholar] [CrossRef]
- Siacor, F.D.C.; Chen, Q.; Zhao, J.Y.; Han, L.; Valino, A.D.; Taboada, E.B.; Caldona, E.B.; Advincula, R.C. On the additive manufacturing (3D printing) of viscoelastic materials and flow behavior: From composites to food manufacturing. Addit. Manuf. 2021, 45, 102043. [Google Scholar] [CrossRef]
- Wiese, M.; Kwauka, A.; Thiede, S.; Herrmann, C. Economic assessment for additive manufacturing of automotive end-use parts through digital light processing (DLP). CIRP J. Manuf. Sci. Technol. 2021, 35, 268–280. [Google Scholar] [CrossRef]
- Dörfler, K.; Dielemans, G.; Lachmayer, L.; Recker, T.; Raatz, A.; Lowke, D.; Gerke, M. Additive Manufacturing using mobile robots: Opportunities and challenges for building construction. Cem. Concr. Res. 2022, 158, 106772. [Google Scholar] [CrossRef]
- Jadhav, A.; Jadhav, V.S. A review on 3D printing: An additive manufacturing technology. Mater. Today Proc. 2022, 62, 2094–2099. [Google Scholar] [CrossRef]
- Mohd Pu’ad, N.A.S.; Abdul Haq, R.H.; Mohd Noh, H.; Abdullah, H.Z.; Idris, M.I.; Lee, T.C. Review on the fabrication of fused deposition modelling (FDM) composite filament for biomedical applications. Mater. Today Proc. 2020, 29, 228–232. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Huang, J.; Qin, Q.; Wang, J. A Review of Stereolithography: Processes and Systems. Processes 2020, 8, 1138. [Google Scholar] [CrossRef]
- Aravind Shanmugasundaram, S.; Razmi, J.; Mian, M.J.; Ladani, L. Mechanical Anisotropy and Surface Roughness in Additively Manufactured Parts Fabricated by Stereolithography (SLA) Using Statistical Analysis. Materials 2020, 13, 2496. [Google Scholar] [CrossRef]
- Sun, C.; Zhang, X. Experimental and numerical investigations on microstereolithography of ceramics. J. Appl. Phys. 2002, 92, 4796–4802. [Google Scholar] [CrossRef]
- Bhanvadia, A.A.; Farley, R.T.; Noh, Y.; Nishida, T. High-resolution stereolithography using a static liquid constrained interface. Commun. Mater. 2021, 2, 41. [Google Scholar] [CrossRef]
- Gurr, M.; Mülhaupt, R. Rapid Prototyping. In Polymer Science: A Comprehensive Reference; Elsevier: Amsterdam, The Netherlands, 2012; pp. 77–99. [Google Scholar]
- Dundović, M.; Marković, K.; Franulović, M.; Vrcan, Ž. Digital light processing in photoelastic models production for material behavior modeling. Procedia Struct. Integr. 2021, 31, 111–115. [Google Scholar] [CrossRef]
- Zhang, J.; Hu, Q.; Wang, S.; Tao, J.; Gou, M. Digital Light Processing Based Three-dimensional Printing for Medical Applications. Int. J. Bioprint. 2019, 6, 242. [Google Scholar] [CrossRef] [PubMed]
- Azmin, S.N.H.M.; Hayat, N.A.B.M.; Nor, M.S.M. Development and characterization of food packaging bioplastic film from cocoa pod husk cellulose incorporated with sugarcane bagasse fibre. J. Bioresour. Bioprod. 2020, 5, 248–255. [Google Scholar] [CrossRef]
- Fatima, A.; Yasir, S.; Khan, M.S.; Manan, S.; Ullah, M.W.; Ul-Islam, M. Plant extract-loaded bacterial cellulose composite membrane for potential biomedical applications. J. Bioresour. Bioprod. 2021, 6, 26–32. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Opaliński, I.; Błaszczak, W. Mechanical properties of native maize, wheat, and potato starches. Czech J. Food Sci. 2013, 31, 347–354. [Google Scholar] [CrossRef]
- Kusuda, H. Photo-Sensitive Resin Material. European Patent Office EP0068599A1, 1983. Available online: https://patents.google.com/patent/EP0068599A1/en (accessed on 27 June 2022).
- Wuttisela, K.; Shobsngob, S.; Triampo, W.; Triampo, D. Amylose/Amylopectin Simple Determination in Acid Hydrolyzed Tapioca Starch. J. Chil. Chem. Soc. 2008, 53, 1565–1567. [Google Scholar] [CrossRef]
- Ryu, B.R.; Islam, M.J.; Azad, M.O.K.; Go, E.-J.; Rahman, M.H.; Rana, M.S.; Lim, Y.-S.; Lim, J.-D. Conversion Characteristics of Some Major Cannabinoids from Hemp (Cannabis sativa L.) Raw Materials by New Rapid Simultaneous Analysis Method. Molecules 2021, 26, 4113. [Google Scholar] [CrossRef]
- Musetti, B.; González-Ramos, H.; González, M.; Bahnson, E.M.; Varela, J.; Thomson, L. Cannabis sativa extracts protect LDL from Cu2+-mediated oxidation. J. Cannabis Res. 2020, 2, 37. [Google Scholar] [CrossRef] [PubMed]
- Rashid, I.; Omari, M.H.A.; Leharne, S.A.; Chowdhry, B.Z.; Badwan, A. Starch gelatinization using sodium silicate: FTIR, DSC, XRPD, and NMR studies. Starch-Stärke 2012, 64, 713–728. [Google Scholar] [CrossRef]
- Wang, S.; Chao, C.; Xiang, F.; Zhang, X.; Wang, S.; Copeland, L. New insights into gelatinization mechanisms of cereal endosperm starches. Sci. Rep. 2018, 8, 3011. [Google Scholar] [CrossRef]
- Saraiva Rodrigues, S.C.; da Silva, A.S.; de Carvalho, L.H.; Alves, T.S.; Barbosa, R. Morphological, structural, thermal properties of a native starch obtained from babassu mesocarp for food packaging application. J. Mater. Res. Technol. 2020, 9, 15670–15678. [Google Scholar] [CrossRef]
- Morán, J.I.; Cyras, V.P.; Vázquez, A. Preparation and Characterization of Three Different Derivatized Potato Starches. J. Polym. Environ. 2012, 21, 395–404. [Google Scholar] [CrossRef]
- Manek, R.V.; Builders, P.F.; Kolling, W.M.; Emeje, M.; Kunle, O.O. Physicochemical and Binder Properties of Starch Obtained from Cyperus esculentus. AAPS PharmSciTech 2012, 13, 379–388. [Google Scholar] [CrossRef] [PubMed]
- Buléon, A.; Colonna, P.; Planchot, V.; Ball, S. Starch granules: Structure and biosynthesis. Int. J. Biol. Macromol. 1998, 23, 85–112. [Google Scholar] [CrossRef]
- Hakamy, A.; Shaikh, F.U.A.; Low, I.M. Effect of calcined nanoclay on microstructural and mechanical properties of chemically treated hemp fabric-reinforced cement nanocomposites. Constr. Build. Mater. 2015, 95, 882–891. [Google Scholar] [CrossRef]
- Louaer, W.; Meniai, A.H.; Grolier, J.P.E. Thermal analysis of the influence of water content on glass transitions. J. Therm. Anal. Calorim. 2008, 93, 605–610. [Google Scholar] [CrossRef]
- Stevulova, N.; Cigasova, J.; Estokova, A.; Terpakova, E.; Geffert, A.; Kacik, F.; Singovszka, E.; Holub, M. Properties Characterization of Chemically Modified Hemp Hurds. Materials 2014, 7, 8131–8150. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value (−) |
|---|---|
| Polymerization wavelength | 405 nm |
| Viscosity (°25) | 150–250 MPa.s |
| Color | transparent |
| Shore hardness | 84D |
| Shrinkage (3D) | 3.72–4.24% |
| Shrinkage (1D) | 1.05–1.35% |
| Density | 1.05–1.25 g/cm³ |
| Flexural strength | 59–70 MPa |
| Tensile strength | 36–52 MPa |
| Elongation at break | 11–20% |
| Condition | LNG (−) | STR (−) | FIB (−) | Curing (min.) |
|---|---|---|---|---|
| LG00 | 1 | 0 | 0 | 0 |
| LC00 | 1 | 0 | 0 | 15 |
| LSC0 | 2/3 | 1/3 | 0 | 15 |
| LFC0 | 2/3 | 0 | 1/3 | 15 |
| LSFC | 1/3 | 1/3 | 1/3 | 15 |
| Materials | Thermal Transitions | |||
|---|---|---|---|---|
| Parameters | Peak 1 | Peak 2 | Peak 3 | |
| LC00 (mech = 29.1237 mg) | Enthalpy (J/g) | −203 | 26 | 23 |
| Onset (°C) | 27 | 253 | 397 | |
| Peak (°C) | 67 | 290 | 413 | |
| Endset (°C) | 225 | 317 | 429 | |
| LSC0 (mech = 33.4995 mg) | Enthalpy (J/g) | −334 | 71 | 31 |
| Onset (°C) | 27.5 | 291 | 393 | |
| Peak (°C) | 112 | 308 | 412 | |
| Endset (°C) | 254 | 337 | 435 | |
| LFC0 (mech = 26.8484 mg) | Enthalpy (J/g) | −211 | 36 | 31 |
| Onset (°C) | 28 | 226 | 376 | |
| Peak (°C) | 59 | 280 | 399 | |
| Endset (°C) | 195 | 505 | 406 | |
| Condition | eF (−) | σT (MPa) | EY (MPa) |
|---|---|---|---|
| LG00 | 0.23 ± 0.00 | 24 ± 1 | 171 ± 7 |
| LC00 | 0.07 ± 0.00 | 27 ± 1 | 417 ± 15 |
| LSC0 | 0.06 ± 0.00 | 27 ± 2 | 451 ± 5 |
| LFC0 | 0.07 ± 0.00 | 26 ± 1 | 399 ± 15 |
| LSFC | 0.07 ± 0.01 | 28 ± 4 | 400 ± 37 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guessasma, S.; Belhabib, S.; Benmahiddine, F.; Hamami, A.E.A.; Durand, S. Synthesis of a Starchy Photosensitive Material for Additive Manufacturing of Composites Using Digital Light Processing. Molecules 2022, 27, 5375. https://doi.org/10.3390/molecules27175375
Guessasma S, Belhabib S, Benmahiddine F, Hamami AEA, Durand S. Synthesis of a Starchy Photosensitive Material for Additive Manufacturing of Composites Using Digital Light Processing. Molecules. 2022; 27(17):5375. https://doi.org/10.3390/molecules27175375
Chicago/Turabian StyleGuessasma, Sofiane, Sofiane Belhabib, Ferhat Benmahiddine, Ameur El Amine Hamami, and Sylvie Durand. 2022. "Synthesis of a Starchy Photosensitive Material for Additive Manufacturing of Composites Using Digital Light Processing" Molecules 27, no. 17: 5375. https://doi.org/10.3390/molecules27175375
APA StyleGuessasma, S., Belhabib, S., Benmahiddine, F., Hamami, A. E. A., & Durand, S. (2022). Synthesis of a Starchy Photosensitive Material for Additive Manufacturing of Composites Using Digital Light Processing. Molecules, 27(17), 5375. https://doi.org/10.3390/molecules27175375