
Composite Coatings of AMg3 Alloy Formed by a Combination of Plasma Electrolytic Oxidation and Fluoropolymer Spraying

 , ,
, ,
Abstract
:1. Introduction
2. Results and Discussion
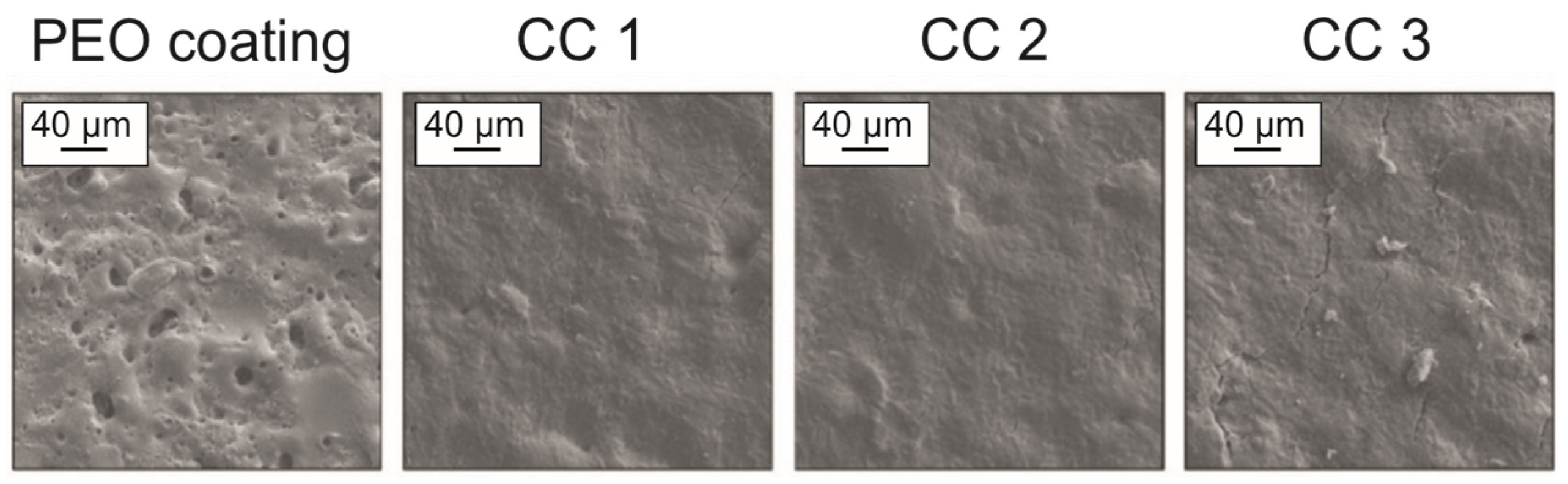
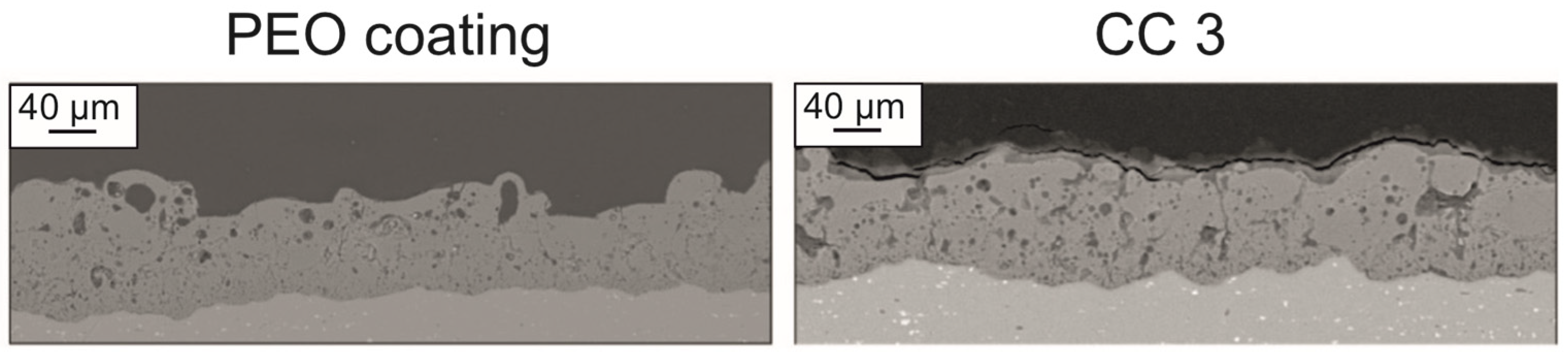
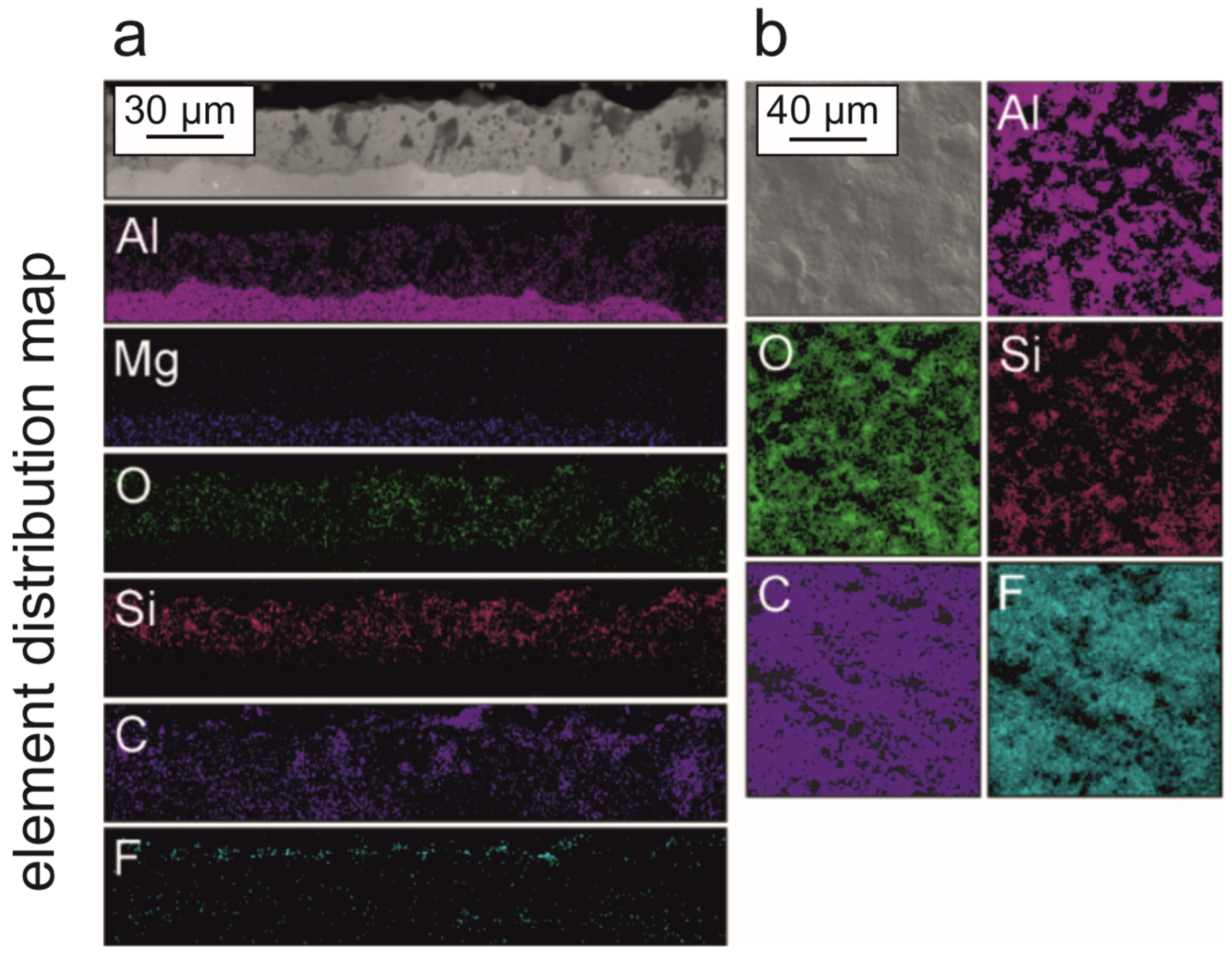
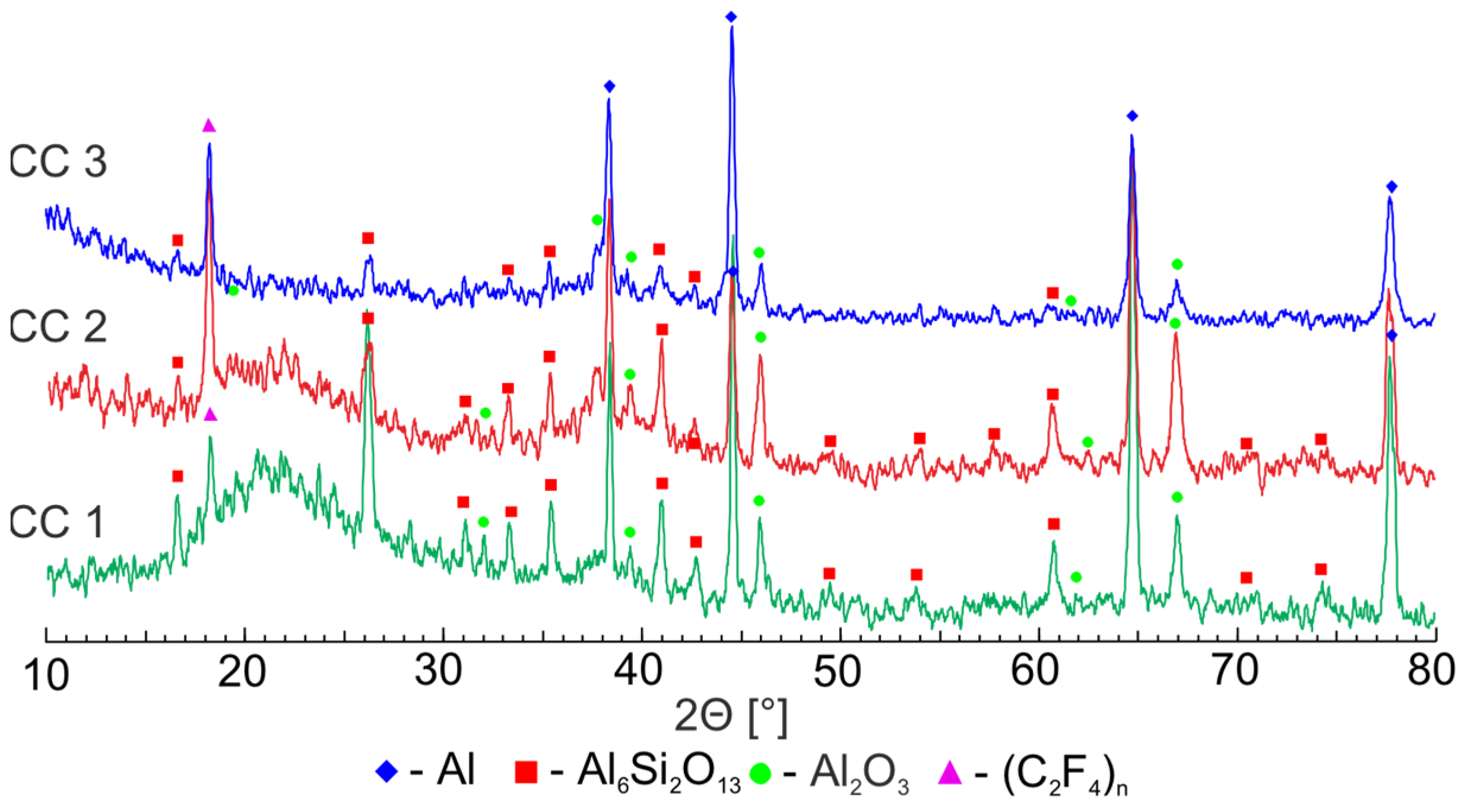
2.1. Coatings Microstructure and Composition
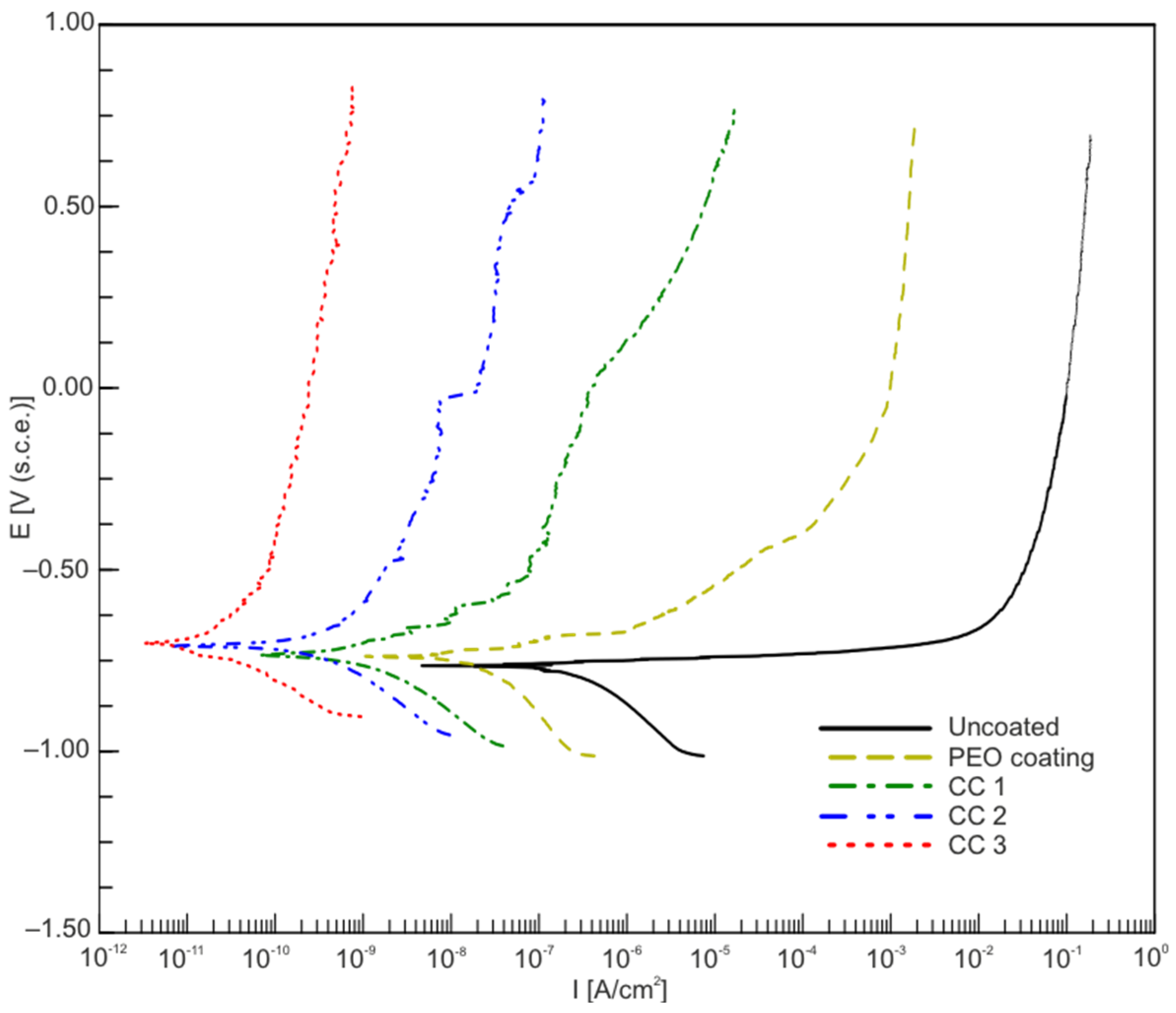
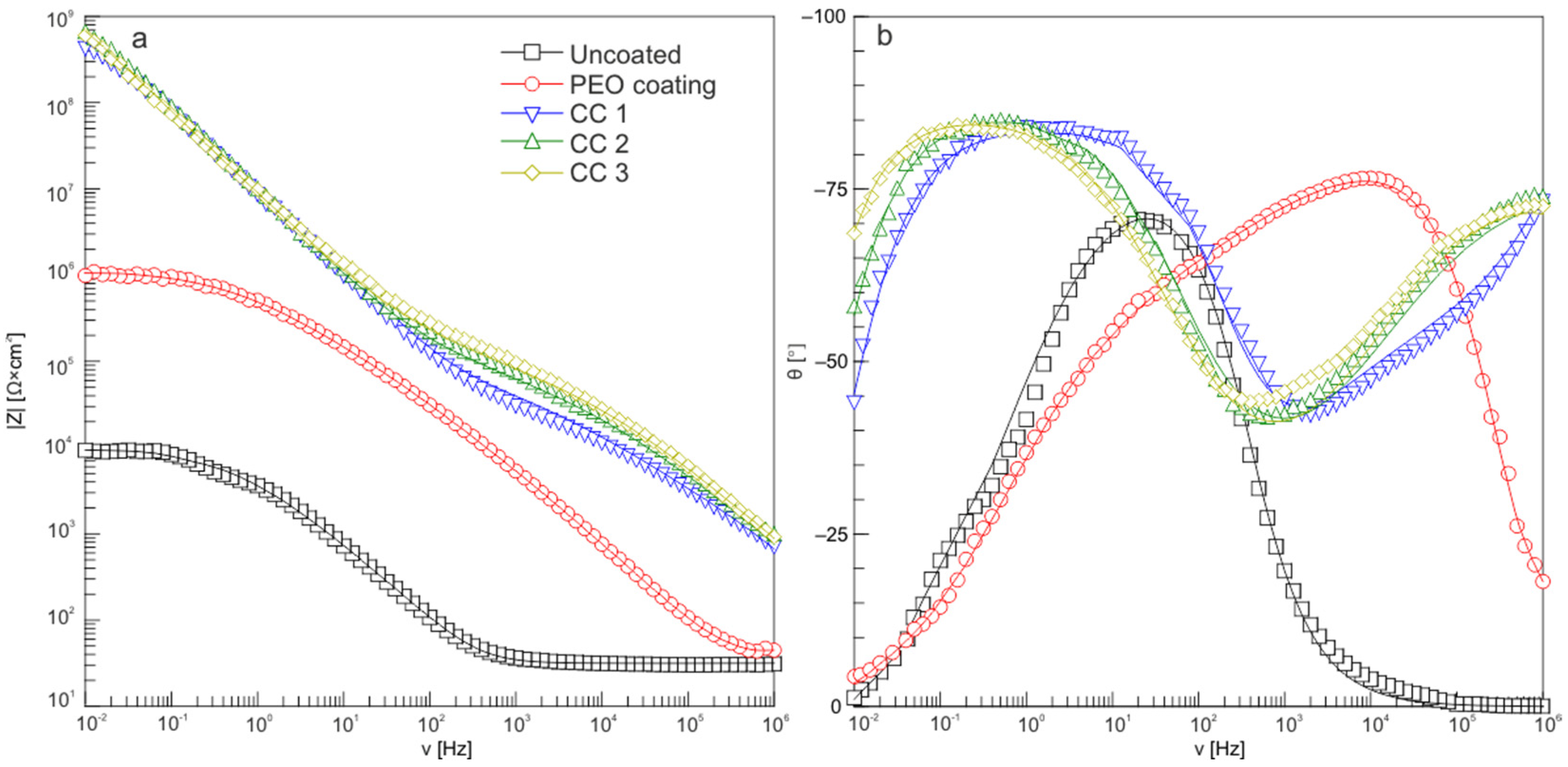
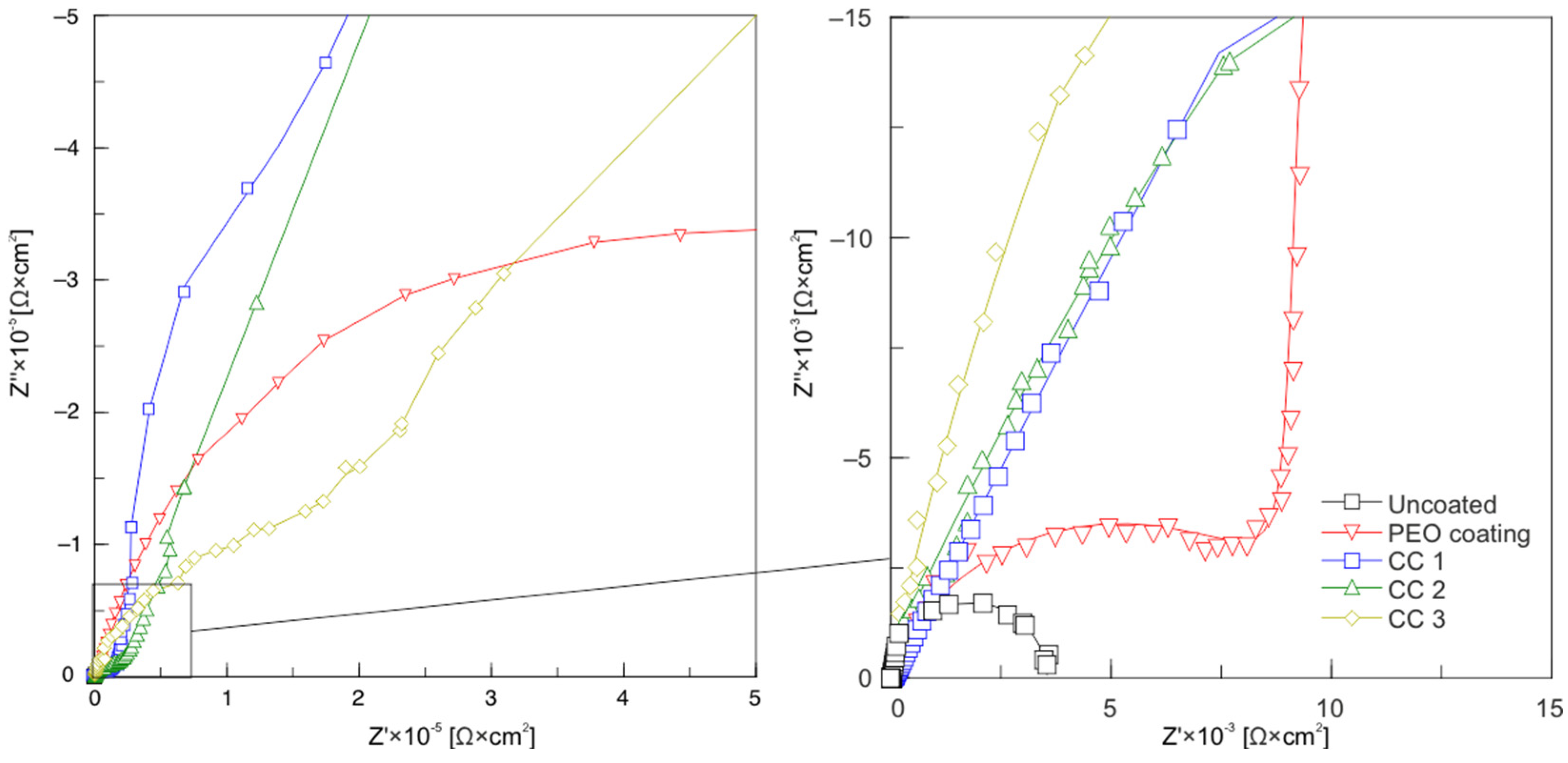
2.2. Electrochemical Properties
2.3. Wear Resistance
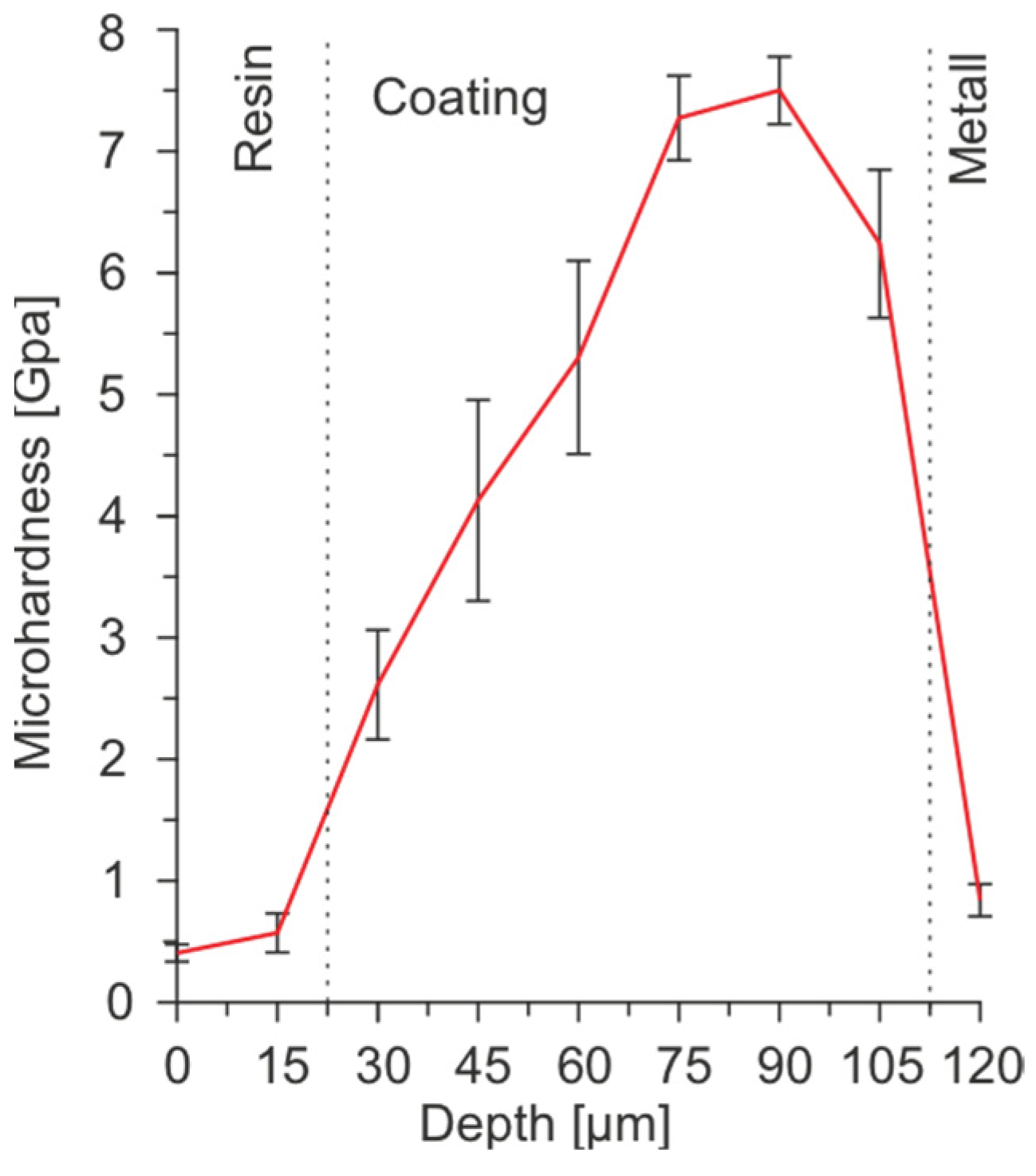
2.4. Microhardness of Composite Coatings
2.5. Wettability
3. Materials and Methods
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mundhra, G.; Hariharan, V.S.; Murty, B.S. Design of a Novel Al–Ti–Zr Light-Weight Alloy: CALPHAD and Experiments. J. Alloys Compd. 2020, 835, 155304. [Google Scholar] [CrossRef]
- Esmaily, M.; Svensson, J.E.; Fajardo, S.; Birbilis, N.; Frankel, G.S.; Virtanen, S.; Arrabal, R.; Thomas, S.; Johansson, L.G. Fundamentals and Advances in Magnesium Alloy Corrosion. Prog. Mater. Sci. 2017, 89, 92–193. [Google Scholar] [CrossRef]
- Li, Z.; Yu, H.; Sun, D. The Tribocorrosion Mechanism of Aluminum Alloy 7075-T6 in the Deep Ocean. Corros. Sci. 2021, 183, 109306. [Google Scholar] [CrossRef]
- Wu, J.; Zheng, J.; Sun, G. Experimental and Numerical Analyses on Aluminium Alloy H-Section Members under Eccentric Cyclic Loading. Thin-Walled Struct. 2021, 162, 107532. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khodabakhshi, F.; Khajepour, A.; Gerlich, A.P. Closed-Loop Control of Microstructure and Mechanical Properties in Additive Manufacturing by Directed Energy Deposition. Mater. Sci. Eng. A 2021, 803, 140483. [Google Scholar] [CrossRef]
- Feng, R.; Gao, M.C.; Lee, C.; Mathes, M.; Zuo, T.; Chen, S.; Liaw, P.K. Design of light-weight high-entropy alloys. Entropy 2016, 18, 333. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Yu, H.; Wen, L.; Sun, D. Influence of Applied Load and Sliding Velocity on Tribocorrosion Behavior of 7075-T6 Aluminum Alloy. Metals 2022, 12, 1626. [Google Scholar] [CrossRef]
- Mashtalyar, D.V.; Gnedenkov, S.V.; Sinebryukhov, S.L.; Imshinetskiy, I.M.; Gnedenkov, A.S.; Bouznik, V.M. Composite Coatings Formed Using Plasma Electrolytic Oxidation and Fluoroparaffin Materials. J. Alloys Compd. 2018, 767, 353–360. [Google Scholar] [CrossRef]
- Fattah-alhosseini, A.; Chaharmahali, R.; Rajabi, A.; Babaei, K.; Kaseem, M. Performance of PEO/Polymer Coatings on the Biodegradability, Antibacterial Effect and Biocompatibility of Mg-Based Materials. J. Funct. Biomater. 2022, 13, 267. [Google Scholar] [CrossRef]
- Zehra, T.; Fattah-alhosseini, A.; Kaseem, M. Surface Properties of Plasma Electrolytic Oxidation Coating Modified by Polymeric Materials: A Review. Prog. Org. Coat. 2022, 171, 107053. [Google Scholar] [CrossRef]
- Zehra, T.; Kaseem, M. Recent Advances in Surface Modification of Plasma Electrolytic Oxidation Coatings Treated by Non-Biodegradable Polymers. J. Mol. Liq. 2022, 365, 120091. [Google Scholar] [CrossRef]
- Yimyai, T.; Thiramanas, R.; Phakkeeree, T.; Iamsaard, S.; Crespy, D. Adaptive Coatings with Anticorrosion and Antibiofouling Properties. Adv. Funct. Mater. 2021, 31, 2102568. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Egorkin, V.S.; Vyalyi, I.E.; Mashtalyar, D.V.; Nadaraia, K.V.; Ryabov, D.K.; Buznik, V.M. Formation and Properties of Composite Coatings on Aluminum Alloys. Russ. J. Inorg. Chem. 2017, 62, 1–11. [Google Scholar] [CrossRef]
- Mashtalyar, D.V.; Nadaraia, K.V.; Imshinetskiy, I.M.; Sinebryukhov, S.L.; Gnedenkov, S.V. New Approach to Formation of Coatings on Mg–Mn–Ce Alloy Using a Combination of Plasma Treatment and Spraying of Fluoropolymers. J. Magnes. Alloy 2022, 10, 1033–1050. [Google Scholar] [CrossRef]
- Nadaraia, K.V.; Suchkov, S.N.; Imshinetskiy, I.M.; Mashtalyar, D.V.; Sinebrykhov, S.L.; Gnedenkov, S.V. Some New Aspects of the Study of Dependence of Properties of PEO Coatings on the Parameters of Current in Potentiodynamic Mode. Surf. Coat. Technol. 2021, 426, 127744. [Google Scholar] [CrossRef]
- Mashtalyar, D.V.; Nadaraia, K.V.; Imshinetskiy, I.M.; Belov, E.A.; Filonina, V.S.; Suchkov, S.N.; Sinebryukhov, S.L.; Gnedenkov, S.V. Composite Coatings Formed on Ti by PEO and Fluoropolymer Treatment. Appl. Surf. Sci. 2021, 536, 147976. [Google Scholar] [CrossRef]
- Babaei, K.; Fattah-alhosseini, A.; Molaei, M. The Effects of Carbon-Based Additives on Corrosion and Wear Properties of Plasma Electrolytic Oxidation (PEO) Coatings Applied on Aluminum and Its Alloys: A Review. Surf. Interfaces 2020, 21, 100677. [Google Scholar] [CrossRef]
- Liu, C.; Lu, X.; Li, Y.; Chen, Q.; Zhang, T.; Wang, F. Influence of Post-Treatment Process on Corrosion and Wear Properties of PEO Coatings on AM50 Mg Alloy. J. Alloys Compd. 2021, 870, 159462. [Google Scholar] [CrossRef]
- Egorkin, V.S.; Mashtalyar, D.V.; Gnedenkov, A.S.; Filonina, V.S.; Vyaliy, I.E.; Nadaraia, K.V.; Imshinetskiy, I.M.; Belov, E.A.; Izotov, N.V.; Sinebryukhov, S.L.; et al. Icephobic Performance of Combined Fluorine-Containing Composite Layers on Al-Mg-Mn–Si Alloy Surface. Polymers 2021, 13, 3827. [Google Scholar] [CrossRef]
- Castellanos, A.; Altube, A.; Vega, J.M.; García-Lecina, E.; Díez, J.A.; Grande, H.J. Effect of Different Post-Treatments on the Corrosion Resistance and Tribological Properties of AZ91D Magnesium Alloy Coated PEO. Surf. Coat. Technol. 2015, 278, 99–107. [Google Scholar] [CrossRef]
- Arrabal, R.; Mota, J.M.; Criado, A.; Pardo, A.; Mohedano, M.; Matykina, E. Assessment of Duplex Coating Combining Plasma Electrolytic Oxidation and Polymer Layer on AZ31 Magnesium Alloy. Surf. Coat. Technol. 2012, 206, 4692–4703. [Google Scholar] [CrossRef]
- Gnedenkov, S.V.; Sinebryukhov, S.L.; Mashtalyar, D.V.; Nadaraia, K.V.; Gnedenkov, A.S.; Bouznik, V.M. Composite Fluoropolymer Coatings on the MA8 Magnesium Alloy Surface. Corros. Sci 2016, 111, 175–185. [Google Scholar] [CrossRef]
- Staicopolus, D.N. The Computation of Surface Tension and of Contact Angle by the Sessile-Drop Method. J. Colloid Sci. 1962, 17, 439–447. [Google Scholar] [CrossRef]
- Erbil, H.Y. The Debate on the Dependence of Apparent Contact Angles on Drop Contact Area or Three-Phase Contact Line: A Review. Surf. Sci. Rep. 2014, 69, 325–365. [Google Scholar] [CrossRef]
- Viades-Trejo, J.; Gracia-Fadrique, J. Spinning Drop Method. Colloids Surf. A Physicochem. Eng. Asp. 2007, 302, 549–552. [Google Scholar] [CrossRef]
- Huhtamäki, T.; Tian, X.; Korhonen, J.T.; Ras, R.H.A. Surface-Wetting Characterization Using Contact-Angle Measurements. Nat. Protoc. 2018, 13, 1521–1538. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | d [µm] | Psur [%] | Pcs [%] |
|---|---|---|---|
| PEO coating | 110 ± 3 | 5.12 | 17.41 |
| СС 1 | 112 ± 2 | 1.13 | 17.28 |
| СС 2 | 112 ± 1 | - | 17.04 |
| СС 3 | 114 ± 2 | - | 16.28 |
| Sample | EC [V] | IC [А/cm2] | RP [Ω cm2] |
|---|---|---|---|
| Uncoated | −0.75 | 6.1 × 10−7 | 2.9 × 104 |
| PEO coating | −0.74 | 3.8 × 10−8 | 9.1 × 105 |
| СС 1 | −0.73 | 1.1 × 10−9 | 2.8 × 107 |
| СС 2 | −0.71 | 4.4 × 10−10 | 1.2 × 108 |
| СС 3 | −0.71 | 3.1 × 10−11 | 1.8 × 109 |
| Sample | Number of Cycles | Wear [(m3 10−9)/(N·m) |
|---|---|---|
| PEO coating | 84 | 3.1 × 10−2 |
| СС 1 | 257 | 1.7 × 10−2 |
| СС 2 | 5,168 | 1.1 × 10−3 |
| СС 3 | 43,529 | 9.4 × 10−5 |
| Sample | LC2 [N] | LC3 [N] |
|---|---|---|
| PEO coating | 13.0 ± 0.2 | 15.5 ± 0.4 |
| СС 1 | 13.2 ± 0.3 | 16.2 ± 0.4 |
| СС 2 | 13.9 ± 0.2 | 17.1 ± 0.5 |
| СС 3 | 13.9 ± 0.2 | 17.1 ± 0.5 |
| Sample | θ (°) | θa (°) | θr (°) | θCAH (°) |
|---|---|---|---|---|
| Uncoating | 64.8 ± 1.8 | – | – | – |
| PEO coating | 7.9 ± 2.4 | – | – | – |
| СС 1 | 124.7 ± 2.6 | 121.5 ± 0.2 | 94.8 ± 0.3 | 26.7 ± 0.5 |
| СС 2 | 138.4 ± 2.9 | 152.6 ± 0.3 | 116.5 ± 0.9 | 36.1 ± 1.2 |
| СС 3 | 142.2 ± 2.7 | 151.2 ± 0.2 | 110.5 ± 0.3 | 40.7 ± 0.5 |
| Process Stage | I | II | III |
|---|---|---|---|
| (t = 300 s) | (t = 2000 s) | (t = 400 s) | |
| Anode phase (V) | from 30 to 450 | from 450 to 480 | from 480 to 400 |
| Cathode phase (A) | from –1 to –5 | from –5 to –10 | from –10 to –1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mashtalyar, D.V.; Nadaraia, K.V.; Imshenetskiy, I.M.; Belov, E.A.; Gerasimenko, M.S.; Sinebryukhov, S.L.; Gnedenkov, S.V. Composite Coatings of AMg3 Alloy Formed by a Combination of Plasma Electrolytic Oxidation and Fluoropolymer Spraying. Molecules 2023, 28, 465. https://doi.org/10.3390/molecules28020465
Mashtalyar DV, Nadaraia KV, Imshenetskiy IM, Belov EA, Gerasimenko MS, Sinebryukhov SL, Gnedenkov SV. Composite Coatings of AMg3 Alloy Formed by a Combination of Plasma Electrolytic Oxidation and Fluoropolymer Spraying. Molecules. 2023; 28(2):465. https://doi.org/10.3390/molecules28020465
Chicago/Turabian StyleMashtalyar, Dmitry V., Konstantine V. Nadaraia, Igor M. Imshenetskiy, Evgeniy A. Belov, Mariia S. Gerasimenko, Sergey L. Sinebryukhov, and Sergey V. Gnedenkov. 2023. "Composite Coatings of AMg3 Alloy Formed by a Combination of Plasma Electrolytic Oxidation and Fluoropolymer Spraying" Molecules 28, no. 2: 465. https://doi.org/10.3390/molecules28020465
APA StyleMashtalyar, D. V., Nadaraia, K. V., Imshenetskiy, I. M., Belov, E. A., Gerasimenko, M. S., Sinebryukhov, S. L., & Gnedenkov, S. V. (2023). Composite Coatings of AMg3 Alloy Formed by a Combination of Plasma Electrolytic Oxidation and Fluoropolymer Spraying. Molecules, 28(2), 465. https://doi.org/10.3390/molecules28020465