
Enzymatic Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor

 , , ,
, , ,  and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Biocatalyst Screening
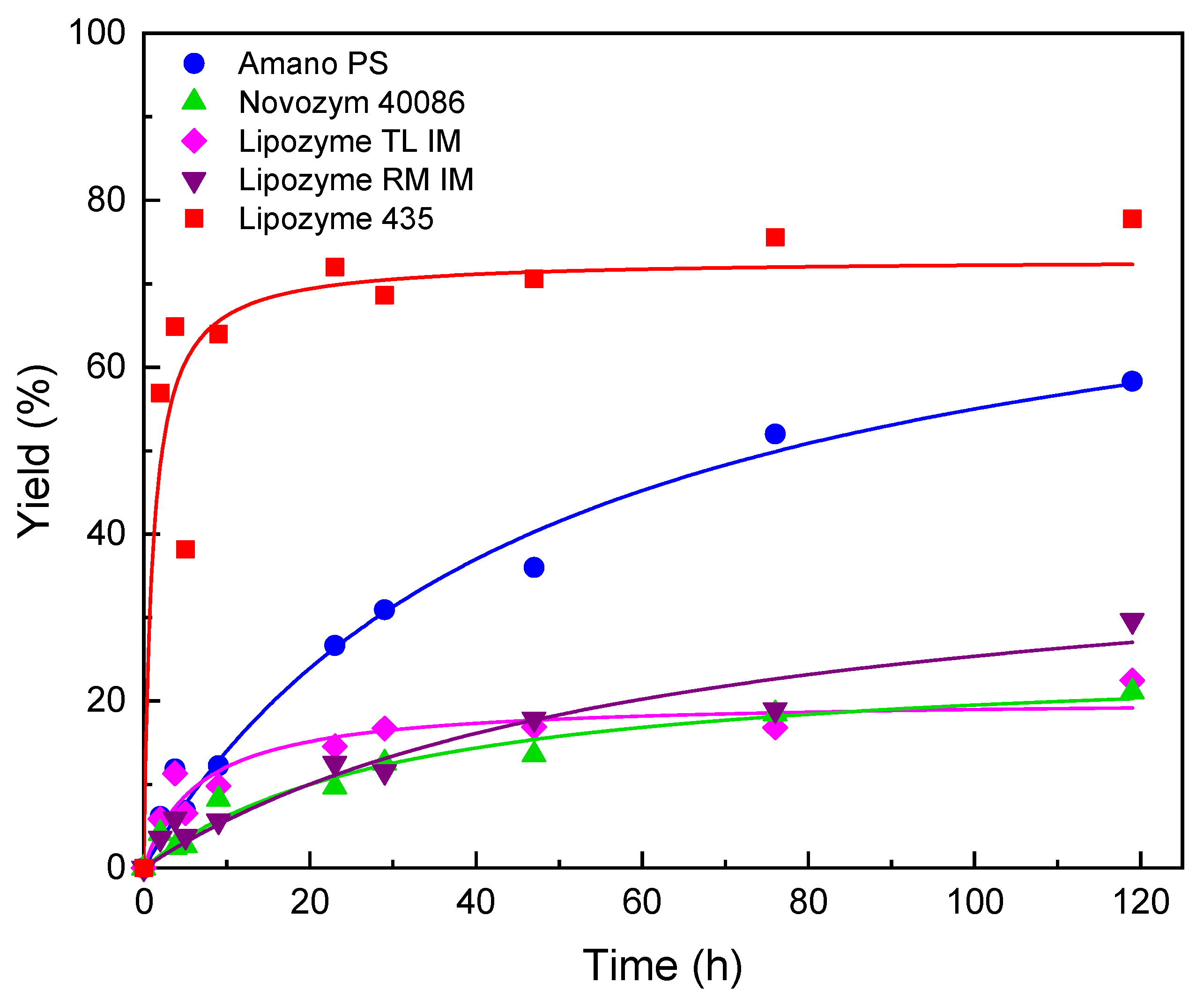
2.2. Comparison of Different Biocatalysts on Ascorbyl Palmitate Synthesis
2.3. The Effect of Solvent and Temperature on Ascorbyl Palmitate Synthesis by Lipozyme 435
2.4. Solvent Effect on the Operational Stability of the Biocatalyst
2.5. Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor in a Sequential Batch Operation
3. Materials and Methods
3.1. Materials
3.2. Hydrolysis Activity Assay
3.3. Synthesis Activity Assay
3.4. Molecular Sieve Activation and Solvent Drying
3.5. HPLC Analysis of Reagents and Product
3.6. Synthesis of Ascorbyl Palmitate with Different Commercial Immobilized Lipases
3.7. Evaluation of Reactions Conditions
3.8. Operational Stability of Lipozyme 435
3.9. Synthesis of Ascorbyl Palmitate in a Basket Reactor Operated in Sequential Batches
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Bamidele, O.P.; Amiri-Rigi, A.; Emmambux, M.N. Encapsulation of ascorbyl palmitate in corn starch matrix by extrusion cooking: Release behavior and antioxidant activity. Food Chem. 2023, 399, 133981. [Google Scholar] [CrossRef] [PubMed]
- Shadyro, O.I.; Sosnovskaya, A.A.; Edimecheva, I.P. Flaxseed oil stabilization using natural and synthetic antioxidants. Eur. J. Lipid Sci. Technol. 2017, 119, 1700079. [Google Scholar] [CrossRef]
- Tufiño, C.; Bernal, C.; Ottone, C.; Romero, O.; Illanes, A.; Wilson, L. Synthesis with immobilized lipases and downstream processing of ascorbyl palmitate. Molecules 2019, 24, 3227. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.J.; Qi, F.Y.; Qi, J.M.; Yang, F.; Shen, J.W.; Cai, X.; Liu, Z.Q.; Zheng, Y.G. Efficient enzymatic synthesis of L-ascorbyl palmitate using Candida antarctica lipase B-embedded metal-organic framework. Biotechnol. Prog. 2022, 38, e3218. [Google Scholar] [CrossRef]
- Karmee, S.K. The synthesis, properties, and applications of ascorbyl esters. Lipid Technol. 2011, 23, 227–229. [Google Scholar] [CrossRef]
- Pithani, S.; Karlsson, S.; Emtenäs, H.; Öberg, C.T. Using Spinchem Rotating Bed Reactor Technology for Immobilized Enzymatic Reactions: A Case Study. Org. Process Res. Dev. 2019, 23, 1926–1931. [Google Scholar] [CrossRef]
- Godoy, C.A.; Pardo-Tamayo, J.S.; Barbosa, O. Microbial Lipases and Their Potential in the Production of Pharmaceutical Building Blocks. Int. J. Mol. Sci. 2022, 23, 9933. [Google Scholar] [CrossRef]
- Salgado, C.A.; dos Santos, C.I.A.; Vanetti, M.C.D. Microbial lipases: Propitious biocatalysts for the food industry. Food BioSci. 2022, 45, 101509. [Google Scholar] [CrossRef]
- Remonatto, D.; Miotti, R.H., Jr.; Monti, R.; Bassan, J.C.; de Paula, A.V. Applications of immobilized lipases in enzymatic reactors: A review. Process Biochem. 2022, 114, 1–20. [Google Scholar] [CrossRef]
- Hartmann, M.; Jung, D. Biocatalysis with enzymes immobilized on mesoporous hosts: The status quo and future trends. J. Mater. Chem. 2010, 20, 844–857. [Google Scholar] [CrossRef]
- Arranz-Martínez, P.; Corzo-Martínez, M.; Vázquez, L.; Reglero, G.; Torres, C.F. Lipase catalyzed glycerolysis of ratfish liver oil at stirred tank basket reactor: A kinetic approach. Process Biochem. 2018, 64, 38–45. [Google Scholar] [CrossRef]
- Paula, A.V.; Nunes, G.F.M.; De Castro, H.F.; Santos, J.C. Synthesis of structured lipids by enzymatic interesterification of milkfat and soybean oil in a basket-type stirred tank reactor. Ind. Eng. Chem. Res. 2015, 54, 1731–1737. [Google Scholar] [CrossRef]
- Hajar, M.; Vahabzadeh, F. Production of a biodiesel additive in a stirred basket reactor using immobilized lipase: Kinetic and mass transfer analysis. Korean J. Chem. Eng. 2016, 33, 1220–1231. [Google Scholar] [CrossRef]
- Ortiz, C.; Ferreira, M.L.; Barbosa, O.; Dos Santos, J.C.S.; Rodrigues, R.C.; Berenguer-Murcia, Á.; Briand, L.E.; Fernandez-Lafuente, R. Novozym 435: The “perfect” lipase immobilized biocatalyst? Catal. Sci. Technolog. 2019, 9, 2380–2420. [Google Scholar] [CrossRef] [Green Version]
- Kovács, B.; Forró, E.; Fülöp, F. Candida antarctica lipase B catalysed kinetic resolution of 1,2,3,4-tetrahydro-ß-carbolines: Substrate specificity. Tetrahedron 2018, 74, 6873–6877. [Google Scholar] [CrossRef]
- Wcislek, A.; Olalla, A.S.; McClain, A.; Piegat, A.; Sobolewski, P.; Puskas, J.; Fray, M.E. Enzymatic degradation of poly(butylene succinate) copolyesters synthesized with the use of Candida antarctica lipase B. Polymer 2018, 10, 688. [Google Scholar] [CrossRef] [Green Version]
- Yadav, M.G.; Kavadia, M.R.; Vadgama, R.N.; Odaneth, A.A.; Lali, A.M. Production of 6-O-l-Ascorbyl Palmitate by Immobilized Candida antarctica Lipase B. Appl. Biochem. Biotechnol. 2018, 184, 1168–1186. [Google Scholar] [CrossRef]
- Costa, K.A.D.; Weschenfelder, T.A.; Steffens, C.; de Oliveira, D.; Cansian, R.L.; Dallago, R.M.; Zeni, J.; Paroul, N. Kinetic study on esterification of ascorbyl oleate catalyzed by Lipase NS 88011. Biointerface Res. Appl. Chem. 2021, 11, 8374–8388. [Google Scholar] [CrossRef]
- Njus, D.; Kelley, P.M.; Tu, Y.J.; Schlegel, H.B. Ascorbic acid: The chemistry underlying its antioxidant properties. Free Radic. Biol. Med. 2020, 159, 37–43. [Google Scholar] [CrossRef] [PubMed]
- Soler, L.; Illanes, A.; Wilson, L. Immobilization of Alcaligenes sp. lipase as catalyst for the transesterification of vegetable oils to produce biodiesel. Catal Today 2016, 259, 177–182. [Google Scholar] [CrossRef]
- De Meneses, A.C.; Lerin, L.A.; Araújo, P.H.H.; Sayer, C.; de Oliveira, D. Benzyl propionate synthesis by fed-batch esterification using commercial immobilized and lyophilized Cal B lipase. Bioprocess Biosyst. Eng. 2019, 42, 1625–1634. [Google Scholar] [CrossRef] [PubMed]
- Zhu, T.W.; Weng, H.T.; Zhang, X.; Wu, H.; Li, B. Mechanistic insight into the relationship between triacylglycerol and crystallization of lipase-catalyzed interesterified blend of palm stearin and vegetable oil. Food Chem. 2018, 260, 306–316. [Google Scholar] [CrossRef] [PubMed]
- Bassan, N.; Rodrigues, R.H.; Monti, R.; Tecelão, C.; Ferreira-Dias, S.; Paula, A.V. Enzymatic modification of grapeseed (Vitis vinifera L.) oil aiming to obtain dietary triacylglycerols in a batch reactor. LWT 2019, 99, 600–606. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.H.; Li, Y.Q.; Li, C.; Lv, Y.Q.; Yang, L. Kinetics of enzymatic synthesis of L-ascorbyl acetate by Lipozyme TLIM and Novozym 435. Biotechnol. Bioprocess Eng. 2012, 17, 60–66. [Google Scholar] [CrossRef]
- Céliz, G.; Daz, M. Biocatalytic preparation of alkyl esters of citrus flavanone glucoside prunin in organic media. Process Biochem. 2011, 46, 94–100. [Google Scholar] [CrossRef]
- Balen, M.; Gomes, G.R.; Kratz, J.M.; Simões, C.M.O.; Valério, A.; de Oliveira, D. Enzymatic synthesis of ascorbyl ester derived from linoleic acid. Bioprocess Biosyst. Eng. 2017, 40, 265–270. [Google Scholar] [CrossRef]
- Nehdi, I.A.; Sbihi, H.M.; Blidi, L.E.; Rashid, U.; Tan, C.P.; Al-Resayes, S.I. Biodiesel production from Citrillus colocynthis oil using enzymatic based catalytic reaction and characterization studies. Protein Pept. Lett. 2018, 25, 164–170. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, R.C.; Ortiz, C.; Berenguer-Murcia, Á.; Torres, R.; Fernández-Lafuente, R. Modifying enzyme activity and selectivity by immobilization. Chem. Soc. Rev. 2013, 42, 6290–6307. [Google Scholar] [CrossRef]
- Jiang, X.J.; Hu, Y.; Jiang, L.; Zou, B.; Song, P.; Huang, H. Optimization of enzymatic synthesis of L-ascorbyl palmitate by solvent engineering and statistical experimental designs. Biotechnol. Bioprocess Eng. 2013, 18, 350–357. [Google Scholar] [CrossRef]
- Santibáñez, L.; Wilson, L.; Illanes, A. Synthesis of ascorbyl palmitate with immobilized lipase from Pseudomonas stutzeri. JAOCS J. Am. Oil Chem. Soc. 2014, 91, 405–410. [Google Scholar] [CrossRef]
- Stream Technical Notes. Available online: https://www.strem.com/uploads/technical_notes/06-3155tech.pdf (accessed on 22 December 2022).
- Sigma Specification Sheet. Available online: https://www.sigmaaldrich.com/specification-sheets/179/261/534641-BULK_______ALDRICH__.pdf (accessed on 22 December 2022).
- Spinchem Specification Sheet. Available online: https://www.spinchem.com/product/1221-001 (accessed on 22 December 2022).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Commercial Name | Hydrolysis Activity (IUH/g) * | Synthesis Activity (IUS/g) * |
|---|---|---|
| Amano Lipase PS | 1063 ± 144 | 3.5 ± 0.7 |
| Lipozyme® TL IM | 768 ± 106 | 2.5 ± 0.7 |
| Lipozyme® Novo 40086 | 93 ± 17 | 2.3 ± 0.4 |
| Lipozyme® RM IM | 74 ± 10 | 2.6 ± 0.1 |
| Lipozyme® 435 | 78 ± 4.4 | 33.5 ± 3.5 |
| Commercial Name | Initial Reaction Rate μmol min−1 g−1 | Final Yield (%) |
|---|---|---|
| Amano Lipase PS | 90.8 ± 1.5 | 58.3 |
| Lipozyme® TL IM | 84.5 ± 1.7 | 22.5 |
| Lipozyme® Novo 40086 | 72.6 ± 15.6 | 5.6 |
| Lipozyme® RM IM | 41.4 ± 4.8 | 29.6 |
| Lipozyme® 435 | 770.6 ± 51.9 | 77.7 |
| Metrics | Batch 1 | Batch 2 | Batch 3 | Batch 4 | Accumulated |
|---|---|---|---|---|---|
| Yield (%) | 81.9 | 90.0 | 93.5 | 91.6 | - |
| AsPa final concentration (g/L) | 23.1 | 25.4 | 26.4 | 25.9 | - |
| AsPa produced (g) | 3.5 | 3.8 | 4.0 | 3.9 | 15.1 |
| STY (g L−1 h−1) | 0.77 | 0.85 | 0.88 | 0.86 | 0.84 |
| Biocatalyst Yield (g g−1) | 1.93 | 2.12 | 2.20 | 2.16 | 8.40 |
| Commercial Name | Origin | Formulation | pH/Temp. Optimum |
|---|---|---|---|
| Amano Lipase PS | Burkholderia cepacia | Immobilized on diatomite | pH 5–9/50 °C |
| Lipozyme® TL IM | Thermomyces lanuginosa | Immobilized on a non-compressible silica gel carrier | pH 6–8/50–75 °C |
| Lipozyme® Novo 40086 | Rhizomucor miehei | Immobilized on a resin carrier | pH 7–10/30–50 °C |
| Lipozyme® RM IM | Rhizomucor miehei | Immobilized in beads from microporous anion exchange resins | pH 7–10/30–50 °C |
| Lipozyme® 435 | Candida antarctica B | Immobilised on a hydrophobic carrier (acrylic resin) | pH 5–9/30–60 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Holtheuer, J.; Tavernini, L.; Bernal, C.; Romero, O.; Ottone, C.; Wilson, L. Enzymatic Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor. Molecules 2023, 28, 644. https://doi.org/10.3390/molecules28020644
Holtheuer J, Tavernini L, Bernal C, Romero O, Ottone C, Wilson L. Enzymatic Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor. Molecules. 2023; 28(2):644. https://doi.org/10.3390/molecules28020644
Chicago/Turabian StyleHoltheuer, Jessica, Luigi Tavernini, Claudia Bernal, Oscar Romero, Carminna Ottone, and Lorena Wilson. 2023. "Enzymatic Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor" Molecules 28, no. 2: 644. https://doi.org/10.3390/molecules28020644
APA StyleHoltheuer, J., Tavernini, L., Bernal, C., Romero, O., Ottone, C., & Wilson, L. (2023). Enzymatic Synthesis of Ascorbyl Palmitate in a Rotating Bed Reactor. Molecules, 28(2), 644. https://doi.org/10.3390/molecules28020644