
Dental Material Selection for the Additive Manufacturing of Removable Complete Dentures (RCD)

 ,
,  , , and
, , and 
Abstract
:1. Introduction
The State of the Art in the Additive Manufacturing of RDC
2. Materials and Methods
2.1. Three-dimensional Printing (Materials and Equipment)
2.2. Property Evaluation Methods
2.2.1. Three-Point Bending Tests
2.2.2. Impact Strength Tests
2.2.3. Biological Tests
2.2.4. Tribological Tests
2.2.5. Polishability (via Roughness)
- Surface treatment with a carbide cutter for polymers until the required configuration or shape.
- Surface treatment with a carbide cutter for polymers to remove surface irregularities.
- Sanding with 180–220 grit sandpaper for extra fine finishing.
- Finishing with a felt and a moistened polishing powder.
- Brushing with a grinder using a coarse bristle and a moistened polishing powder for a smooth surface.
- Processing with a grinder using a thread brush and a fine-grained polishing paste to a mirror finish.
3. Results
3.1. Mechanical Properties
3.2. Biological Properties
3.3. Tribological Properties
3.3.1. The Point Tribological Contact
3.3.2. The Linear Tribological Contact
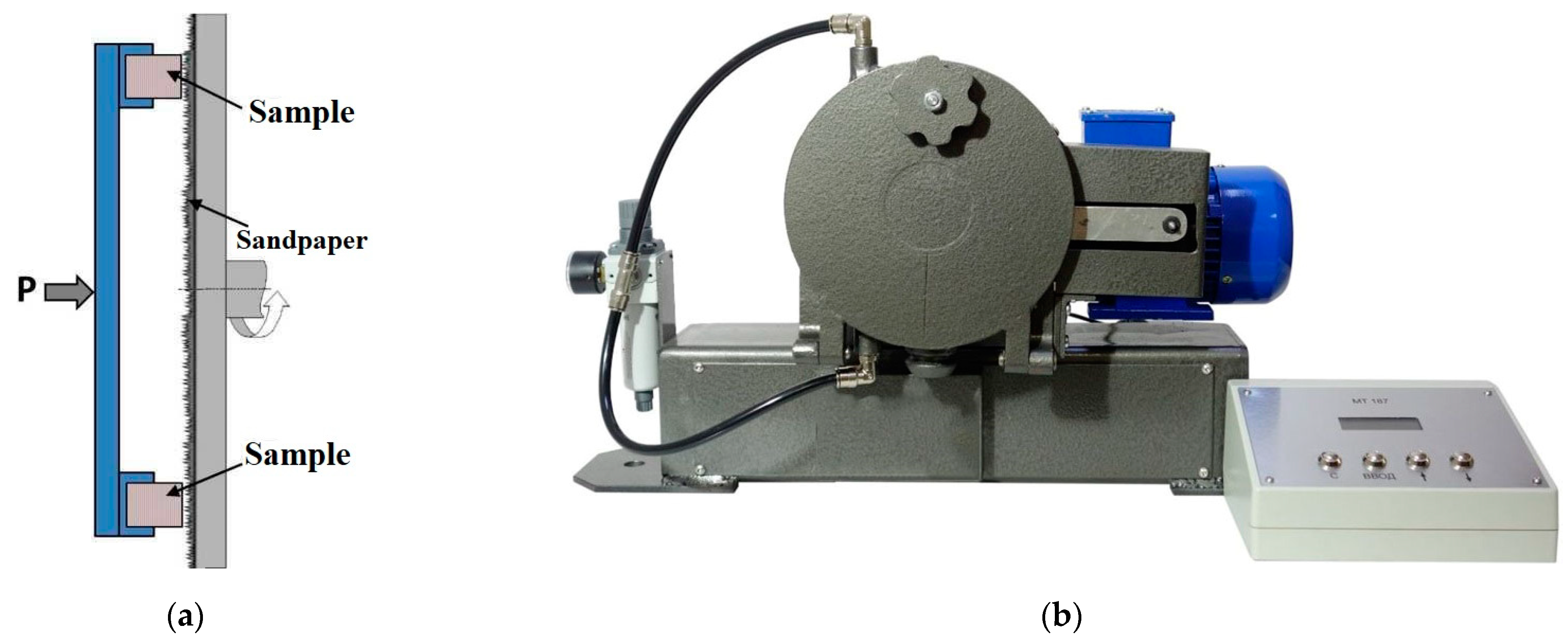
3.3.3. The Flat Tribological Contact, Abrasive Wear
3.4. Technological Properties
3.5. Economic Indicator (Cost)
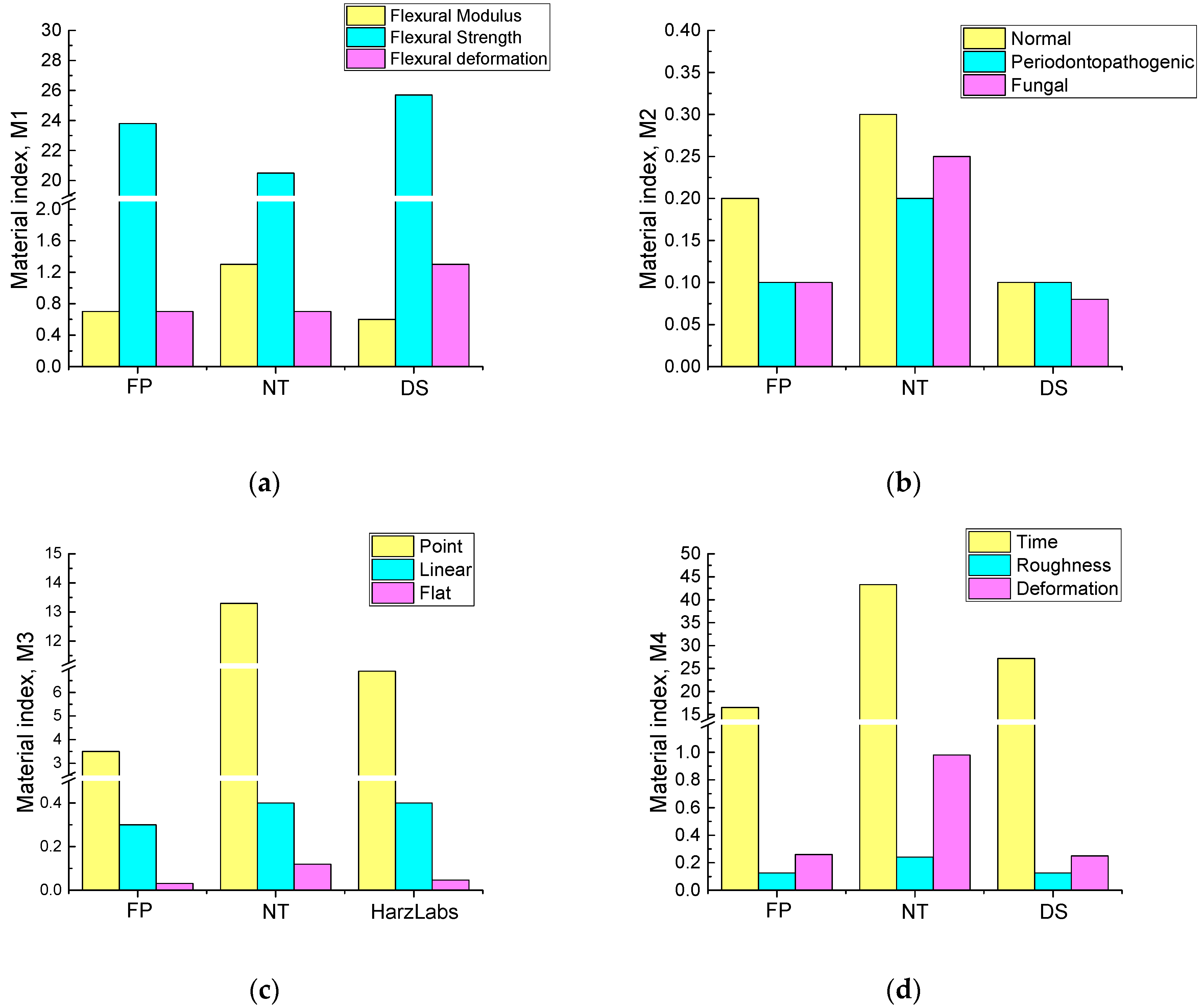
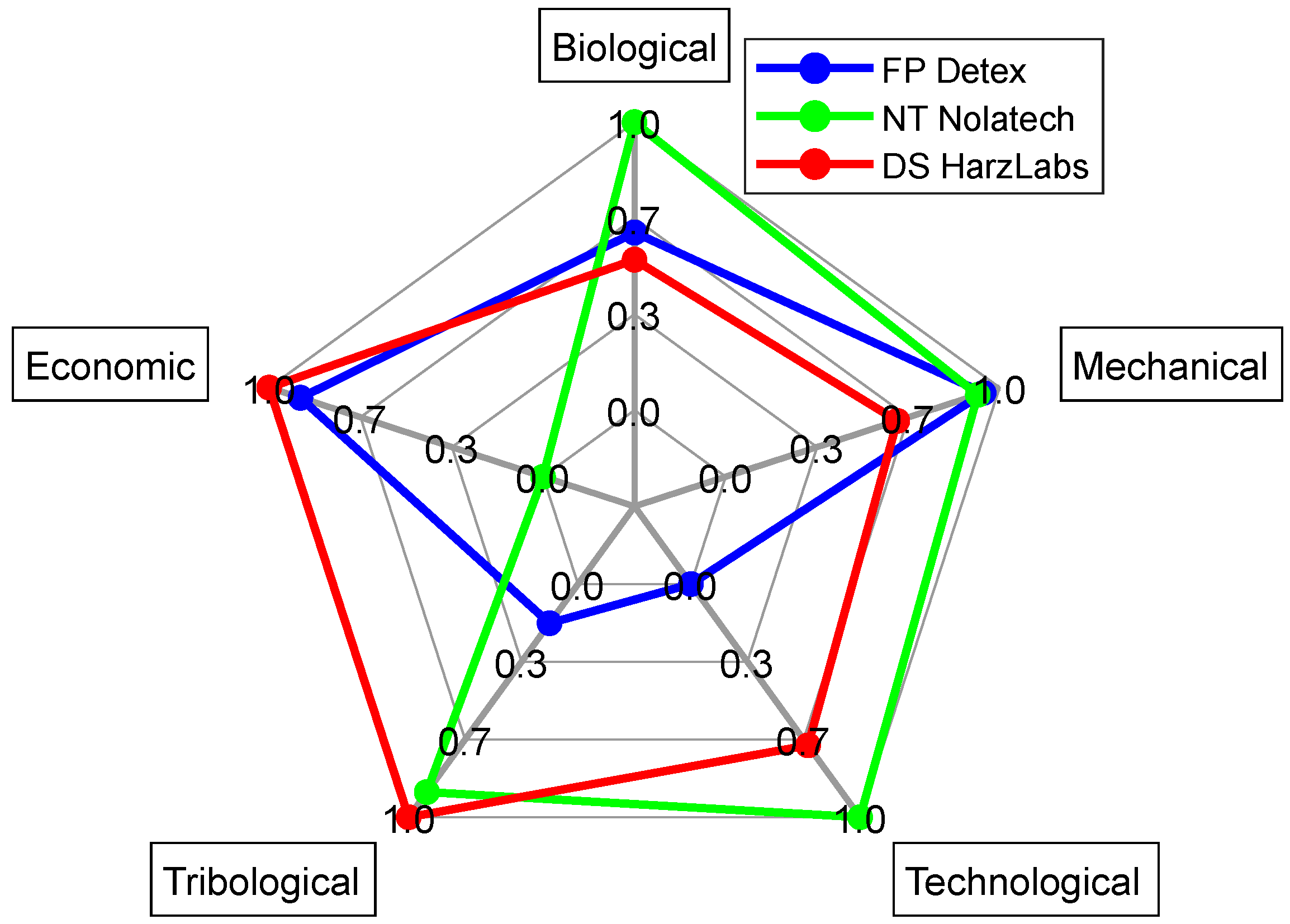
3.6. Ranking Materials by Indices
- M1 is the ratio of the mechanical properties to the feedstock cost (namely flexural modulus, flexural strength, and flexural strain);
- M2 is the ratio of the biological properties to the feedstock cost (all three types of the studied microbiota were considered);
- M3 is the ratio of the tribological properties to the feedstock cost (a wear resistance for all three schemes of the tribological tests);
- M4 is the ratio of the technological properties to the feedstock cost (the average duration of 3D printing and post-build polymerization processing, roughness after standard polishing, and warpage after 3D printing).
4. Data Interpretation—The Combined AHP–Extended VIKOR Methods
4.1. The Problem Statement and Methods
4.2. Initial Data Analysis
4.3. Determination of Criteria Weights by the AHP Method
4.4. Determination of the Criteria Weights by the VIKOR Method
4.5. Ranking Analysis for All Criteria
- Preference #1. The group equivalence assumption.
- Preference #2. The small advantage assumption for the “economic” group over all the others.
- Preference #3. The “economic” group was considered less significant relative to all the others.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Mechanical | Tribological | Technological | Biological | Economic |
|---|---|---|---|---|---|
| Mechanical | 1/1/1 | 1/1/1 | 1/1/1 | 1/1/1 | 1/0.33/3 |
| Tribological | 1/1/1 | 1/1/1 | 1/1/1 | 1/1/1 | 1/0.33/3 |
| Technological | 1/1/1 | 1/1/1 | 1/1/1 | 1/1/1 | 1/0.33/3 |
| Biological | 1/1/1 | 1/1/1 | 1/1/1 | 1/1/1 | 1/0.33/3 |
| Economic | 1/3/0.33 | 1/3/0.33 | 1/3/0.33 | 1/3/0.33 | 1/1/1 |
- the preference variability for the “economic” group affected the weight of the economic factor from the first rank (of importance) to the last one;
- the criteria of those factors (excluding the “economic” ones) recognized as the most significant within their groups had the highest weights. In this example, they were (i) the “periodontopathogenic” parameter from the “biological” group, (ii) the “warpage after 3D printing” from the “technological” group, and (iii) the “flexural modulus” from the “mechanical” group.
| Group | Factor | Preference #1 | Preference #2 | Preference #3 | |||
|---|---|---|---|---|---|---|---|
| Weight | Order | Weight | Order | Weight | Order | ||
| Mechanical | Flexural modulus | 0.085 | 4 | 0.090 | 4 | 0.074 | 5 |
| Flexural strength | 0.076 | 6 | 0.081 | 6 | 0.066 | 7 | |
| Flexural strain | 0.076 | 6 | 0.081 | 6 | 0.066 | 7 | |
| Tribological | Wear rate, point contact | 0.079 | 5 | 0.083 | 5 | 0.068 | 6 |
| Wear rate, linear contact | 0.079 | 5 | 0.083 | 5 | 0.068 | 6 | |
| (Abrasive) weight loss, flat contact | 0.079 | 5 | 0.083 | 5 | 0.068 | 6 | |
| Technological | Average duration of 3D printing and post-build polymerization processing | 0.074 | 7 | 0.078 | 7 | 0.064 | 8 |
| Warpage after 3D printing (quality) | 0.091 | 2 | 0.096 | 2 | 0.078 | 3 | |
| Biological | Normal | 0.067 | 8 | 0.071 | 8 | 0.058 | 9 |
| Periodontopathogenic | 0.129 | 1 | 0.135 | 1 | 0.113 | 2 | |
| Fungal | 0.086 | 3 | 0.091 | 3 | 0.075 | 4 | |
| Economic | Price for 1 kg of feedstock | 0.079 | 5 | 0.028 | 9 | 0.203 | 1 |
- under the assumption of the equivalence of the groups, the extended VIKOR method did not reveal any obvious advantage of the alternatives, while the VIKOR one recognized the equal advantage of the FP and NT over the DS.
- under the assumption of the importance of the “economic” factors, the FP was recognized as a rational alternative according to the VIKOR method, but it was the NT according to the extended VIKOR one.
- under the assumption of the significance of all groups over the “economic” factors, both methods recognized the FP and DS as rational alternatives, but the NT was the worst one.
5. Discussion
- compositions of processing additives (trade secrets of the manufacturers);
- recommended time-depended modes of 3D printing and post-build polymerization processing (differed for the studied PMMA grades);
- degrees of residual monomer contents, implemented in 3D printing and post-build polymerization processing;
- residual stresses, characterized by strains of the 3D printed samples, etc.
- correct selection of the factors (groups of factors);
- ensuring the accuracy of their measurement and reducing errors (dispersions of the experimental data);
- ensuring the most representative expert assessment;
- if the risk of making a wrong decision remains informalized, the only way to minimize it is to form the right attitude of the decision maker toward expressing his/her preferences.
6. Conclusions
- The calculation of the material indices was carried out to compare the studied dental materials for a set of functional parameters related to feedstock cost. However, this did not solve the problem of simultaneous consideration of all the material indices, inter alia their significance.
- For the 3D printing of RCD, the problem of the DMS could be solved as a multicomponent optimization. This study solved the problem by combining the AHP and extended VIKOR methods with interval estimation.
- It was shown that the formulated preferences by experts exerted a significant impact on the decision-making results under the conflict of the adopted criteria. The proposed method of grouping the factors according to the expert competencies allowed the reduction of subjectivity, at least at the stage of ranking within the groups. However, uncertainty arose for all criteria at the stage of alternative analysis.
- The implementation of the extended VIKOR method, based on the analysis of interval quantitative estimations, allowed the carrying out of a fully fledged analysis of the alternatives. Its results were rather plausible. However, it was characterized by a lower “resolving capacity”, i.e., the ability to separate the alternatives.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Grachev, D.I.; Ruzuddinov, N.S.; Arutyunov, A.S.; Akhmedov, G.D.; Dubova, L.V.; Kharakh, Y.N.; Panin, S.V.; Arutyunov, S.D. Algorithm for Designing a Removable Complete Denture (RCD) Based on the FEM Analysis of Its Service Life. Materials 2022, 15, 7246. [Google Scholar] [CrossRef]
- Ashby, M.F. Materials Selection in Mechanical Design, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2016; p. 660. ISBN 9780081006108. [Google Scholar]
- Afrashtehfar, K.I.; Assery, M.K.A.; Bryant, S.R. Patient Satisfaction in Medicine and Dentistry. Int. J. Dent. 2020, 29, 6621848. [Google Scholar] [CrossRef] [PubMed]
- Orthlieb, J.D.; Deroze, D.; Lacout, J.; Maniere-Ezvan, A. Pathogenic occlusion and functional occlusion definition of completion. Orthod. Fr. 2006, 77, 451–459. [Google Scholar] [CrossRef] [PubMed]
- Kress, B.; Schmitter, M. Temporomandibulargelenk: MRT-Diagnostik. Radiologe 2005, 45, 790–796. [Google Scholar] [CrossRef]
- Arutyunov, S.D.; Krasheninnikov, S.V.; Levchenko, I.M.; Orjonikidze, R.Z.; Sadovskaya, N.V.; Kirakosyan, L.G.; Kharakh, Y.N. Monitoring of changes in physicochemical and clinical characteristics of the dental polymer materials used in additive manufacturing of dental prostheses. Georgian Med. News 2018, 285, 37–41. [Google Scholar]
- Arutyunov, S.; Kirakosyan, L.; Dubova, L.; Kharakh, Y.; Malginov, N.; Akhmedov, G.; Tsarev, V. Microbial Adhesion to Dental Polymers for Conventional, Computer-Aided Subtractive and Additive Manufacturing: A Comparative In Vitro Study. J. Funct. Biomater. 2022, 13, 42. [Google Scholar] [CrossRef] [PubMed]
- Astudillo-Rubio, D.; Delgado-Gaete, A.; Bellot-Arcís, C.; Montiel-Company, J.M.; Pascual-Moscardó, A.; Almerich-Silla, J.M. Mechanical Properties of Provisional Dental Materials: A Systematic Review and Meta-Analysis. PLoS ONE 2018, 13, e0193162. [Google Scholar] [CrossRef] [Green Version]
- Marchesi, G.; Camurri Piloni, A.; Nicolin, V.; Turco, G.; Di Lenarda, R. Chairside CAD/CAM Materials: Current Trends of Clinical Uses. Biology 2021, 10, 1170. [Google Scholar] [CrossRef]
- Kurbad, A.; Reichel, K. CAD/CAM-manufactured restorations made of lithium disilicate glass ceramics. Int. J. Comput. Dent. 2005, 4, 337–348. [Google Scholar]
- Lankes, V.; Reymus, M.; Liebermann, A.; Stawarczyk, B. Bond strength between temporary 3D printable resin and conventional resin composite: Influence of cleaning methods and air-abrasion parameters. Clin. Oral Investig. 2023, 27, 31–43. [Google Scholar] [CrossRef]
- Digholkar, S.; Madhav, V.N.V.; Palaskar, J. Evaluation of the Flexural Strength and Microhardness of Provisional Crown and Bridge Materials Fabricated by Different Methods. J. Indian Prosthodont. Soc. 2016, 16, 328–334. [Google Scholar] [CrossRef] [PubMed]
- Maximov, J.; Dikova, T.; Duncheva, G.; Georgiev, G. Influence of Factors in the Photopolymerization Process on Dental Composites Microhardness. Materials 2022, 15, 6459. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, P.; Stanislaus, I.; McGahon, C.; Pattabathula, K.; Bryant, S.; Pinto, N.; Jenkins, J.; Meinert, C. Quality assurance in 3D printing: A dimensional accuracy study of patient-specific 3D printed vascular anatomical models. Front. Med. Technol. 2023, 5, 1097850. [Google Scholar] [CrossRef] [PubMed]
- Dorweiler, B.; Baqué, P.E.; Chaban, R.; Ghazy, A.; Salem, O. Quality Control in 3D Printing: Accuracy Analysis of 3D Printed Models of Patient-Specific Anatomy. Materials 2021, 14, 1021. [Google Scholar] [CrossRef] [PubMed]
- Reymus, M.; Lümkemann, N.; Stawarczyk, B. 3D printed material for temporary restorations: Impact of print layer thickness and post-curing method on degree of conversion. Int. J. Comput. Dent. 2019, 9, 231–237. [Google Scholar]
- Holmer, H.; Bekele, A.; Hagander, L.; Harrison, E.M.; Kamali, P.; Ng-Kamstra, J.S.; Khan, M.A.; Knowlton, L.; Leather, A.J.M.; Marks, I.H.; et al. Evaluating the Collection, Comparability and Findings of Six Global Surgery Indicators. Br. J. Surg. 2019, 106, e138–e150. [Google Scholar] [CrossRef] [Green Version]
- Christensen, G.J. The Fastest and Best Provisional Restorations. J. Am. Dent. Assoc. 2003, 134, 637–639. [Google Scholar] [CrossRef]
- Karaokutan, I.; Sayin, G.; Kara, O. In Vitro Study of Fracture Strength of Provisional Crown Materials. J. Adv. Prosthodont. 2015, 7, 27–31. [Google Scholar] [CrossRef] [Green Version]
- Alt, V.; Hannig, M.; Wöstmann, B.; Balkenhol, M. Fracture Strength of Temporary Fixed Partial Dentures: CAD/CAM versus Directly Fabricated Restorations. Dent. Mater. 2011, 27, 339–347. [Google Scholar] [CrossRef]
- Dikova, T. Production of High-Quality Temporary Crowns and Bridges by Stereolithography. Scr. Sci. Med. Dent. 2019, 5, 33. [Google Scholar] [CrossRef]
- Li, X.; Xie, B.; Jin, J.; Chai, Y.; Chen, Y. 3D Printing Temporary Crown and Bridge by Temperature Controlled Mask Image Projection Stereolithography. Procedia Manuf. 2018, 26, 1023–1033. [Google Scholar] [CrossRef]
- Yamaguchi, S.; Li, H.; Imazato, S. Materials informatics for developing new restorative dental materials: A narrative review. Front. Dent. Med. 2023, 4, 1123976. [Google Scholar] [CrossRef]
- Dikbas, I.; Gurbuz, O.; Unalan, F.; Koksal, T. Impact Strength of Denture Polymethyl Methacrylate Reinforced with Different Forms of E-Glass Fibers. Acta Odontol. Scand. 2013, 71, 727–732. [Google Scholar] [CrossRef] [PubMed]
- Alhotan, A.; Yates, J.; Zidan, S.; Haider, J.; Silikas, N. Assessing Fracture Toughness and Impact Strength of PMMA Reinforced with Nano-Particles and Fibre as Advanced Denture Base Materials. Materials 2021, 14, 4127. [Google Scholar] [CrossRef]
- Beketova, A.; Tzanakakis, E.-G.C.; Vouvoudi, E.; Anastasiadis, K.; Rigos, A.E.; Pandoleon, P.; Bikiaris, D.; Tzoutzas, I.G.; Kontonasaki, E. Zirconia Nanoparticles as Reinforcing Agents for Contemporary Dental Luting Cements: Physicochemical Properties and Shear Bond Strength to Monolithic Zirconia. Int. J. Mol. Sci. 2023, 24, 2067. [Google Scholar] [CrossRef] [PubMed]
- Huynh, T.T.; Nguyen, T.V.; Nguyen, Q.M.; Nguyen, T.K. Minimizing warpage for macro-size fused deposition modeling parts. Comput. Mater. Contin. 2021, 68, 2913–2923. [Google Scholar] [CrossRef]
- Emovon, I.; Oghenenyerovwho, O.S. Application of MCDM method in material selection for optimal design: A review. Results Mater. 2020, 7, 100115. [Google Scholar] [CrossRef]
- Jamroz, D.; Niedoba, T.; Surowiak, A.; Tumidajski, T.; Szostek, R.; Gajer, M. Application of Multi-Parameter Data Visualization by Means of Multidimensional Scaling to Evaluate Possibility of Coal Gasification. Arch. Min. Sci. 2017, 62, 445–457. [Google Scholar] [CrossRef] [Green Version]
- Jamroz, D.; Niedoba, T. Comparison of Selected Methods of Multi-Parameter Data Visualization Used for Classification of Coals. Physicochem. Probl. Miner. Process. 2015, 51, 769–784. [Google Scholar] [CrossRef]
- Niedoba, T. Multi-parameter data visualization by means of principal component analysis (PCA) in qualitative evaluation of various coal types. Physicochem. Probl. Miner. Process. 2014, 50, 575–589. [Google Scholar]
- Bondarev, A.E.; Galaktionov, V.A. Multidimensional data analysis and visualization for time-dependent CFD problems. Program. Comput. Softw. 2015, 41, 247–252. [Google Scholar] [CrossRef]
- Wang, C.-N.; Yang, F.-C.; Vo, N.T.M.; Nguyen, V.T.T. Wireless Communications for Data Security: Efficiency Assessment of Cybersecurity Industry—A Promising Application for UAVs. Drones 2022, 6, 363. [Google Scholar] [CrossRef]
- Osintsev, N.A. Multi-Criteria Decision-Making Methods in Green Logistics. World Transp. Transp. 2021, 19, 105–114. [Google Scholar] [CrossRef]
- Guitouni, A.; Martel, J. Tentative guidelines to help choosing an appropriate MCDA method. Eur. J. Oper. Res. 1998, 109, 501–521. [Google Scholar] [CrossRef]
- Shinde, D.; Öktem, H.; Kalita, K.; Chakraborty, S.; Gao, X.-Z. Optimization of Process Parameters for Friction Materials Using Multi-Criteria Decision Making: A Comparative Analysis. Processes 2021, 9, 1570. [Google Scholar] [CrossRef]
- Ozsahin, I.; Ozsahin, D.U.; Uzun, B. (Eds.) Applications of Multi-Criteria Decision-Making Theories in Healthcare and Biomedical Engineering; Elsevier Inc.: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Kumar, R.; Dubey, R.; Singh, S.; Singh, S.; Prakash, C.; Nirsanametla, Y.; Królczyk, G.; Chudy, R. Multiple-Criteria Decision-Making and Sensitivity Analysis for Selection of Materials for Knee Implant Femoral Component. Materials 2021, 14, 2084. [Google Scholar] [CrossRef]
- Singh, T.; Goswami, C.; Patnaik, A.; Lendvai, L. Optimal Design of Ceramic Based Hip Implant Composites Using Hybrid AHP-MOORA Approach. Materials 2022, 15, 3800. [Google Scholar] [CrossRef] [PubMed]
- Pramanik, P.K.D.; Biswas, S.; Pal, S.; Marinković, D.; Choudhury, P. A Comparative Analysis of Multi-Criteria Decision-Making Methods for Resource Selection in Mobile Crowd Computing. Symmetry 2021, 13, 1713. [Google Scholar] [CrossRef]
- Fuse, K.; Dalsaniya, A.; Modi, D.; Vora, J.; Pimenov, D.Y.; Giasin, K.; Prajapati, P.; Chaudhari, R.; Wojciechowski, S. Integration of Fuzzy AHP and Fuzzy TOPSIS Methods for Wire Electric Discharge Machining of Titanium (Ti6Al4V) Alloy Using RSM. Materials 2021, 14, 7408. [Google Scholar] [CrossRef]
- Sayadi, M.K.; Heydari, M.; Shahanaghi, K. Extension of VIKOR method for decision making problem with interval numbers. Appl. Math. Model. 2009, 33, 2257–2262. [Google Scholar] [CrossRef]
- Pan, X.-H.; He, S.-F.; Wang, Y.-M.; Martínez, L. A novel interval-valued three-way decision theory under multiple criteria environment. Knowl.-Based Syst. 2022, 253, 109522. [Google Scholar] [CrossRef]
- Samal, S.; Dash, R. An Empirical Comparison of TOPSIS and VIKOR for Ranking Decision-Making Models. In Intelligent and Cloud Computing; Mishra, D., Buyya, R., Mohapatra, P., Patnaik, S., Eds.; Smart Innovation, Systems and Technologies; Springer: Singapore, 2022; Volume 286. [Google Scholar] [CrossRef]
- Taşabat, S.E.; Özkan, T.K. TOPSIS vs. VIKOR: A Case Study for Determining Development Level of Countries. In Multi-Criteria Decision Analysis in Management; IGI Global: Hershey, PA, USA, 2020. [Google Scholar] [CrossRef]
- Opricovic, S.; Tzeng, G.H. Compromise solution by MCDM methods: A comparative analysis of VIKOR and TOPSIS. Eur. J. Oper. Res. 2004, 156, 445–455. [Google Scholar] [CrossRef]
- Saaty, T.L. The analytic hierarchy process—What it is and how it is used. Math. Model. 1987, 9, 161–176. [Google Scholar] [CrossRef] [Green Version]
- Larichev, O.I. Verbal Decision Making; Institute of System of Russian Academy of Sciences: Moscow, Russia, 2006; p. 181. (In Russian) [Google Scholar]
- Yagci, Y.; Jockusch, S.; Turro, N.J. Photoinitiated Polymerization: Advances, Challenges, and Opportunities. Macromolecules 2010, 43, 6245–6260. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-Curing 3D Printing Technique and Its Challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Bártolo, P. Stereolithography: Materials, Processes and Applications; Springer: New York, NY, USA, 2011. [Google Scholar]
- Bagheri, A.; Jin, J. Photopolymerization in 3D Printing. ACS Appl. Polym. Mater. 2019, 1, 593–611. [Google Scholar] [CrossRef] [Green Version]
- Wendel, B.; Rietzel, D.; Kühnlein, F.; Feulner, R.; Hülder, G.; Schmachtenberg, E. Additive Processing of Polymers. Macromol. Mater. Eng. 2008, 293, 799–809. [Google Scholar] [CrossRef]
- Layani, M.; Wang, X.; Magdassi, S. Novel Materials for 3D Printing by Photopolymerization. Adv. Mater. 2018, 30, 1–7. [Google Scholar] [CrossRef]
- Zhang, J.; Xiao, P. 3D Printing of Photopolymers. Polym. Chem. 2018, 9, 1530–1540. [Google Scholar] [CrossRef]
- De Leon, A.C.; Chen, Q.; Palaganas, N.B.; Palaganas, J.O.; Manapat, J.; Advincula, R.C. High Performance Polymer Nanocom-posites for Additive Manufacturing Applications. React. Funct. Polym. 2016, 103, 141–155. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Ananikov, V.P. Widely accessible 3D printing technologies in chemistry, biochemistry and pharmaceutics: Applications, materials and prospects. Russ. Chem. Rev. 2020, 89, 1507. [Google Scholar] [CrossRef]
- Available online: https://blog.fabweaver.com/3d-printing-principle-sla-resin-photopolymerization-process-0 (accessed on 20 March 2023).
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [Google Scholar] [CrossRef]
- Chander, N.G. Polymethyl metha acrylate denture base: An overview. J. Indian Prosthodont. Soc. 2018, 18, 87–88. [Google Scholar] [CrossRef] [PubMed]
- Kostić, M.; Igić, M.; Gligorijević, N.; Nikolić, V.; Stošić, N.; Nikolić, L. The Use of Acrylate Polymers in Dentistry. Polymers 2022, 14, 4511. [Google Scholar] [CrossRef] [PubMed]
- Dang, T.-T.; Nguyen, N.-A.-T.; Nguyen, V.-T.-T.; Dang, L.-T.-H. A Two-Stage Multi-Criteria Supplier Selection Model for Sustainable Automotive Supply Chain under Uncertainty. Axioms 2022, 11, 228. [Google Scholar] [CrossRef]
- Gul, M.; Celik, E.; Aydin, N.; Gumus, A.T.; Guneri, A.F. A state of the art literature review of VIKOR and its fuzzy extensions on applications. Appl. Soft Comput. 2016, 46, 60–89. [Google Scholar] [CrossRef]




| Material | FreePrint, Temp 385, A2 | Nolatech | Dental Sand, A1–A2 |
|---|---|---|---|
| Designation in the text | FP | NT | DS |
| Manufacturer | DETAX GmbH & Co. KG (Germany) | Nolatech (Russia) | Harz Labs (Russia) |
| 3D printer | NextDent 5100; (3DSystem, USA) | ||
| Software for constructing digital models | 3DSprint (3DSystem, USA) | ||
| 3D printing technology | Digital Light Processing (DLP) | ||
| Thickness of a single printed layer | 50 µm | ||
| Post-build processing | Anycubic Wash & Cure 2.0 (Cleaning with 70% isopropyl alcohol for 3 min, UV curing) | ||
| No. | Material | Flexural Modulus, GPa | Flexural Strength, MPa | Flexural Strain, % |
|---|---|---|---|---|
| 1 | FP | 2.7 ± 0.6 | 90.7 ± 5.9 | 2.7 ± 0.6 |
| 2 | NT | 2.8 ± 0.1 | 41.7 ± 4.5 | 1.5 ± 0.1 |
| 3 | DS | 2.6 ± 0.3 | 104.2 ± 2.7 | 5.4 ± 1.2 |
| No. | Material | Normal | Periodontopathogenic | Fungal |
|---|---|---|---|---|
| 1 | FP | 0.55 ± 0.06 | 0.34 ± 0.05 | 0.43 ± 0.02 |
| 2 | NT | 0.56 ± 0.06 | 0.42 ± 0.05 | 0.49 ± 0.05 |
| 3 | DS | 0.43 ± 0.06 | 0.34 ± 0.05 | 0.34 ± 0.05 |
| No. | Material | Coefficient of Friction, CoF | Wear Rate, WR, mm3/N·m, 10–5 | Wear Track Roughness, Ra, µm |
|---|---|---|---|---|
| 1 | FP | 0.276 ± 0.019 | 13.52 ± 1.01 | 0.191 ± 0.030 |
| 2 | NT | 0.303 ± 0.025 | 26.97 ± 0.91 | 0.204 ± 0.026 |
| 3 | DS | 0.271 ± 0.022 | 28.29 ± 0.98 | 0.179 ± 0.015 |
| No. | Material | Coefficient of Friction CoF | Wear Rate, WR, mm3/N·m, 10–6 | Temperature, °C |
|---|---|---|---|---|
| 1 | FP | 0.131 ± 0.018 | 0.120 ± 0.007 | 31.43 ± 1.50 |
| 2 | NT | 0.096 ± 0.016 | 0.078 ± 0.013 | 33.31 ± 0.21 |
| 3 | DS | 0.122 ± 0.018 | 0.176 ± 0.017 | 36.59 ± 0.99 |
| No. | Material | WR, Point Contact, mm3/N·m, 10–5 | WR, Linear Contact, mm3/N·m, 10–6 | (Abrasive) Weight Loss, Flat Contact, Δm, gr |
|---|---|---|---|---|
| 1 | FP | 13.52 ± 1.01 | 0.120 ± 0.007 | 0.121 ± 0.01 |
| 2 | NT | 26.97 ± 0.91 | 0.078 ± 0.013 | 0.255 ± 0.01 |
| 3 | DS | 28.29 ± 0.98 | 0.176 ± 0.017 | 0.193 ± 0.01 |
| No. | Material | Average Duration of 3D Printing and Post-Polymerization Processing, min | Roughness after Standard Polishing, Ra, µm | Warpage after 3D Printing (Quality) |
|---|---|---|---|---|
| 1 | FP | 33 + 30 = 63 | 0.048 ± 0.005 | –(0) |
| 2 | NT | 33 + 50 = 88 | 0.049 ± 0.007 | +(1) |
| 3 | DS | 80 + 30 = 110 | 0.051 ± 0.003 | –(0) |
| No. | Material | Price for 1 kg, US Dollar |
|---|---|---|
| 1 | FP | USD 381 |
| 2 | NT | USD 203 |
| 3 | DS | USD 404 |
| Group | Factor | Criterion | Alternative | ||
|---|---|---|---|---|---|
| A1 FP | A2 NT | A3 DS | |||
| Mechanical | Flexural modulus, GPa | 1 | 2.7 ± 0.6 | 2.8 ± 0.1 | 2.6 ± 0.3 |
| Flexural strength, MPa | 1 | 90.7 ± 5.9 | 41.7 ± 4.5 | 104.2 ± 2.7 | |
| Flexural strain, % | 1 | 2.7 ± 0.6 | 1.5 ± 0.1 | 5.4 ± 1.2 | |
| Tribological | Wear rate, point contact, WR, mm3/N·m, 10–5 | –1 | 13.52 ± 1.01 | 26.97 ± 0.91 | 28.29 ± 0.98 |
| Wear rate, linear contact, WR, mm3/N·m, 10–6 | –1 | 0.120 ± 0.007 | 0.078 ± 0.013 | 0.176 ± 0.017 | |
| (Abrasive) weight loss, flat contact, Dm, gr | –1 | 0.121 ± 0.01 | 0.255 ± 0.01 | 0.193 ± 0.01 | |
| Technological | Average duration of 3D printing and post-build polymerization processing, min. | –1 | 63 | 88 | 110 |
| Roughness after standard polishing, Ra, µm | –1 | 0.05 ± 0.00 | 0.05 ± 0.00 | 0.05 ± 0.00 | |
| Warpage after 3D printing (quality) | –1 | 0 | 1 | 0 | |
| Biological | Normal, c.u. | –1 | 0.55 ± 0.06 | 0.56 ± 0.06 | 0.43 ± 0.06 |
| Periodontopathogenic, c.u. | –1 | 0.34 ± 0.05 | 0.42 ± 0.05 | 0.34 ± 0.05 | |
| Fungal, c.u. | –1 | 0.43 ± 0.02 | 0.49 ± 0.05 | 0.34 ± 0.05 | |
| Economic | Price for 1 kg of feedstock, USD. | –1 | USD 381 | USD 203 | USD 404 |
| Criterion | Flexural Modulus | Flexural Strength | Flexural Strain | Weight |
|---|---|---|---|---|
| Flexural modulus | 1.00 | 1.50 | 1.50 | 0.43 |
| Flexural strength | 0.67 | 1.00 | 1.00 | 0.29 |
| Flexural strain | 0.67 | 1.00 | 1.00 | 0.29 |
| Criterion | Wear Rate, Point Contact | Wear Rate, Linear Contact | (Abrasive) Weight Loss, Flat Contact | Weight |
|---|---|---|---|---|
| Wear rate, point contact | 1 | 1 | 1 | 0.33 |
| Wear rate, linear contact | 1 | 1 | 1 | 0.33 |
| (Abrasive) weight loss, flat contact | 1 | 1 | 1 | 0.33 |
| Criterion | Average Duration of 3D Printing and Post-Polymerization Processing | Warpage after 3D Printing (Quality) | Weight |
|---|---|---|---|
| Average duration of 3D printing and post-build polymerization processing | 1 | 0.33 | 0.25 |
| Warpage after 3D printing (quality) | 3 | 1 | 0.75 |
| Criterion (Microbiota) | Normal | Periodontopathogenic | Fungal | Weight |
|---|---|---|---|---|
| Normal | 1 | 0.11 | 0.20 | 0.06 |
| Periodontopathogenic | 9 | 1 | 5 | 0.72 |
| Fungal | 5 | 0.20 | 1 | 0.22 |
| No. | Alternative | S | R | Q(v = 0.5) | Rank | |
|---|---|---|---|---|---|---|
| VIKOR | extVIKOR | |||||
| A1 | FP | [0.2294, 0.5132]/[0.3211, 0.5479]/[0.1966, 0.4728] | [0.0596, 0.1285]/[0.1803, 0.1803]/[0.0512, 0.0904] | [0.0000, 0.7666]/[0.4074, 0.7323]/[0.0000, 0.4566] | 1/1/1 | 1/2/1 |
| A2 | NT | [0.5811, 0.7617]/[0.4964, 0.6702]/[0.6065, 0.8172] | [0.0829, 0.0907]/[0.0782, 0.1129]/[0.0958, 0.1348] | [0.4996, 0.7258]/[0.2510, 0.6381]/[0.5970, 1.0000] | 1/2/2 | 1/1/2 |
| A3 | DS | [0.3591, 0.6200]/[0.4331, 0.6607]/[0.3097, 0.5864] | [0.0788, 0.1071]/[0.2035, 0.2035]/[0.0781, 0.0833] | [0.2613, 0.7115]/[0.6604, 0.9863]/[0.2519, 0.5060] | 2/3/1 | 1/3/1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grachev, D.I.; Chizhmakov, E.A.; Stepanov, D.Y.; Buslovich, D.G.; Khulaev, I.V.; Deshev, A.V.; Kirakosyan, L.G.; Arutyunov, A.S.; Kardanova, S.Y.; Panin, K.S.; et al. Dental Material Selection for the Additive Manufacturing of Removable Complete Dentures (RCD). Int. J. Mol. Sci. 2023, 24, 6432. https://doi.org/10.3390/ijms24076432
Grachev DI, Chizhmakov EA, Stepanov DY, Buslovich DG, Khulaev IV, Deshev AV, Kirakosyan LG, Arutyunov AS, Kardanova SY, Panin KS, et al. Dental Material Selection for the Additive Manufacturing of Removable Complete Dentures (RCD). International Journal of Molecular Sciences. 2023; 24(7):6432. https://doi.org/10.3390/ijms24076432
Chicago/Turabian StyleGrachev, Dmitry I., Evgeny A. Chizhmakov, Dmitry Yu. Stepanov, Dmitry G. Buslovich, Ibragim V. Khulaev, Aslan V. Deshev, Levon G. Kirakosyan, Anatoly S. Arutyunov, Svetlana Yu. Kardanova, Konstantin S. Panin, and et al. 2023. "Dental Material Selection for the Additive Manufacturing of Removable Complete Dentures (RCD)" International Journal of Molecular Sciences 24, no. 7: 6432. https://doi.org/10.3390/ijms24076432
APA StyleGrachev, D. I., Chizhmakov, E. A., Stepanov, D. Y., Buslovich, D. G., Khulaev, I. V., Deshev, A. V., Kirakosyan, L. G., Arutyunov, A. S., Kardanova, S. Y., Panin, K. S., & Panin, S. V. (2023). Dental Material Selection for the Additive Manufacturing of Removable Complete Dentures (RCD). International Journal of Molecular Sciences, 24(7), 6432. https://doi.org/10.3390/ijms24076432