1. Introduction
Carbon monoxide sensors are widely applied in industrial and environmental monitoring. The sensitivity of gas sensors depends on the material of their sensing films. Several materials, such as SnO
2, ZnO, ZnO-CuO, In
2O
3 and WO
3-In
2O
3 [
1–
5], have been utilized as CO gas sensing films. However, the above-mentioned films share as a common weakness that the working temperature is too high, leading to increased power consumption. Cobalt oxide can sense CO gas at room temperature [
6]. Wu
et al. [
7] manufactured a CO sensor based on the sensing material CoOOH-WO
3 with single wall CNTs. The role of the added CNTs was to act as a conducting wire and increase the electric conductivity of the sensing film, resulting in shortened response and recovery times for the sensor. Consequently, in this study cobalt oxide with CNTs was adopted as a CO sensing material.
Several micro devices have been manufactured using microelectromechanical system (MEMS) technology [
8]. Micro gas sensors fabricated by MEMS technology have the advantages of small size, high performance, low cost and easy mass-production. Many studies have used MEMS technology to develop micro carbon monoxide sensors. For instance, Tabata
et al. [
9] proposed a micro CO sensor manufactured using a silicon micromachining technique; its structure consisted of a catalytic thick film/SnO
2 thin film bilayer and a thin film heater. The thin film heater and the SnO
2 thin film sensing layer were deposited on a silicon oxide-silicon nitride membrane. Chan
et al. [
10] reported a gas sensor with a micro hotplate for CO sensing, and the thermally isolated hotplate was fabricated using a surface silicon micromachining technique. Barrettino
et al. [
11] fabricated a microsystem for gas detection using the industrial 0.8 μm CMOS technology combined with post-CMOS micromachining. The microsystem comprised an array of three micro hotplates, and three single-ended temperature controllers were used to regulate the micro hotplate temperature up to 350°C. The micro hotplates were covered with tin dioxide for CO gas sensing. Briand
et al. [
12] presented a gas sensor with micromachined hotplates for CO gas sensing applications. The sensor was coated with a Pd-doped tin oxide drop and annealed using the integrated heater. These CO sensors [
9–
12] did not have integrated circuits-on-a-chip, so they needed to couple with circuits by packaging, leading to an increase in package cost. Integrating gas sensors with circuits-on-a-chip helps to reduce the packaging cost and enhance the performance. Thereby, in this work a carbon monoxide sensor integrated with a readout circuit-on-a-chip was developed. The readout circuit is an instrumentation amplifier circuitry [
13] that can convert the sensor resistance into an output voltage.
The manufacturing technique which uses the commercial CMOS process to fabricate MEMS devices is called CMOS-MEMS [
14–
16]. Micro devices made by the CMOS-MEMS technique usually need a post-process to coat the functional films [
17] or to release the suspended structures [
18]. For example, Liu
et al. [
17] coated a sensitive film of polyaniline nanofiber on a micro ammonia sensor using a post-process. The benefits of CMOS-MEMS micro devices include integration with integrated circuits-on-a-chip, low cost per unit area and easy mass-production utilizing semiconductor foundries. In this study, the CMOS-MEMS technique was employed to fabricate a micro carbon monoxide sensor integrated with a readout circuit-on-a-chip. The sensing film of the sensor is a composite cobalt oxide nanosheet and carbon nanotube film, which was synthesized by a precipitation-oxidation method. The method needs to add a precipitant and an oxidant into the synthesized material. For instance, Wu
et al. [
19] used a precipitation-oxidation method to prepare a cobalt oxide film that was made from a Co(NO
3)
2 solution via precipitation with NaOH and oxidation in air. The carbon monoxide sensor needs post-processing to coat the sensing film. The post-process employed etchants to etch the sacrificial layers, and then the sensing film is coated on the sensor. When the sensing film adsorbs or desorbs CO gas, the sensor generates a change in resistance. The resistance of the sensor was converted by the readout circuit into the voltage output.
2. Preparation of the CO Sensing Film
The CO sensing film, a composite film of cobalt oxide and carbon nanotubes, was synthesized by the precipitation-oxidation method [
20]. In the procedure, 1.5 g cobaltous nitrate [Co(NO
3)
2·6H
2O] was dissolved in 50 mL DI water with vigorous stirring. Next, aqueous sodium hydroxide (NaOH) solution (5M, 100 mL) was added drop-wise to the above solution under constant stirring until the pH of the suspension increased to 12, then 1 mL of CNT solution was added to the mixed solution, as shown in
Table 1. Then, the flask was sealed and heated at 80 °C for 24 h. After the reaction was completed, the solution needed to cool to room temperature naturally. The precipitate was washed with DI water and ethanol. Finally, the film was coated on the silicon substrate, followed by calcination in air at 120 °C for 2 h.
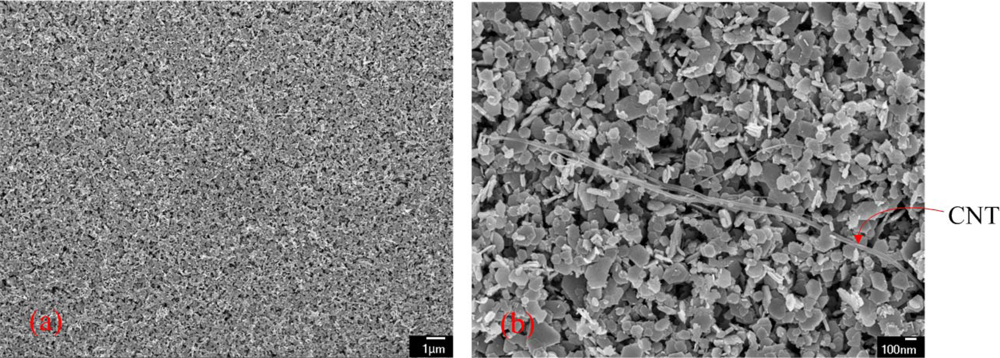
The surface morphology of the CoOOH/CNT film was examined by scanning electron microscopy (SEM) (JEOL JSM-6700F).
Figures 1(a) and (b) show the low- and high-magnification scanning electron microscopy images of the CoOOH/CNT film after the synthesis.
Figure 1(a) shows that the film has a porous structure.
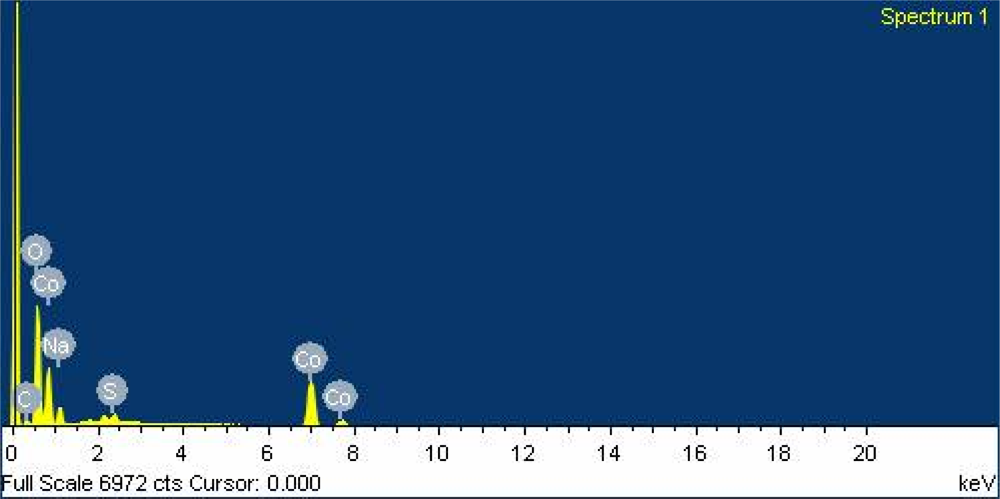
Figure 1(b) indicates that the film consists of a CoOOH nanosheet and CNTs. The elements of the CoOOH/CNT film were measured by an energy dispersive spectrometer (OXFORD INCA ENERGY 400), and the measured results are shown in
Figure 2. The CoOOH/CNT film contained 43.5 wt% Co, 42.8 wt% O, 6.9 wt% C, 5.5 wt% Na and 1.3 wt% S. The composition of the film is summarized in
Table 2. The main components of the film were cobalt and oxygen. The element Na resulted from the precipitant of NaOH, and the element S was generated by the dispersant of sodium dodecyl sulfate in the CNT solution. The influence of these elements on the sensing film was assumed to be negligible dues to the very small amounts present.
3. Structure of the CO Sensor
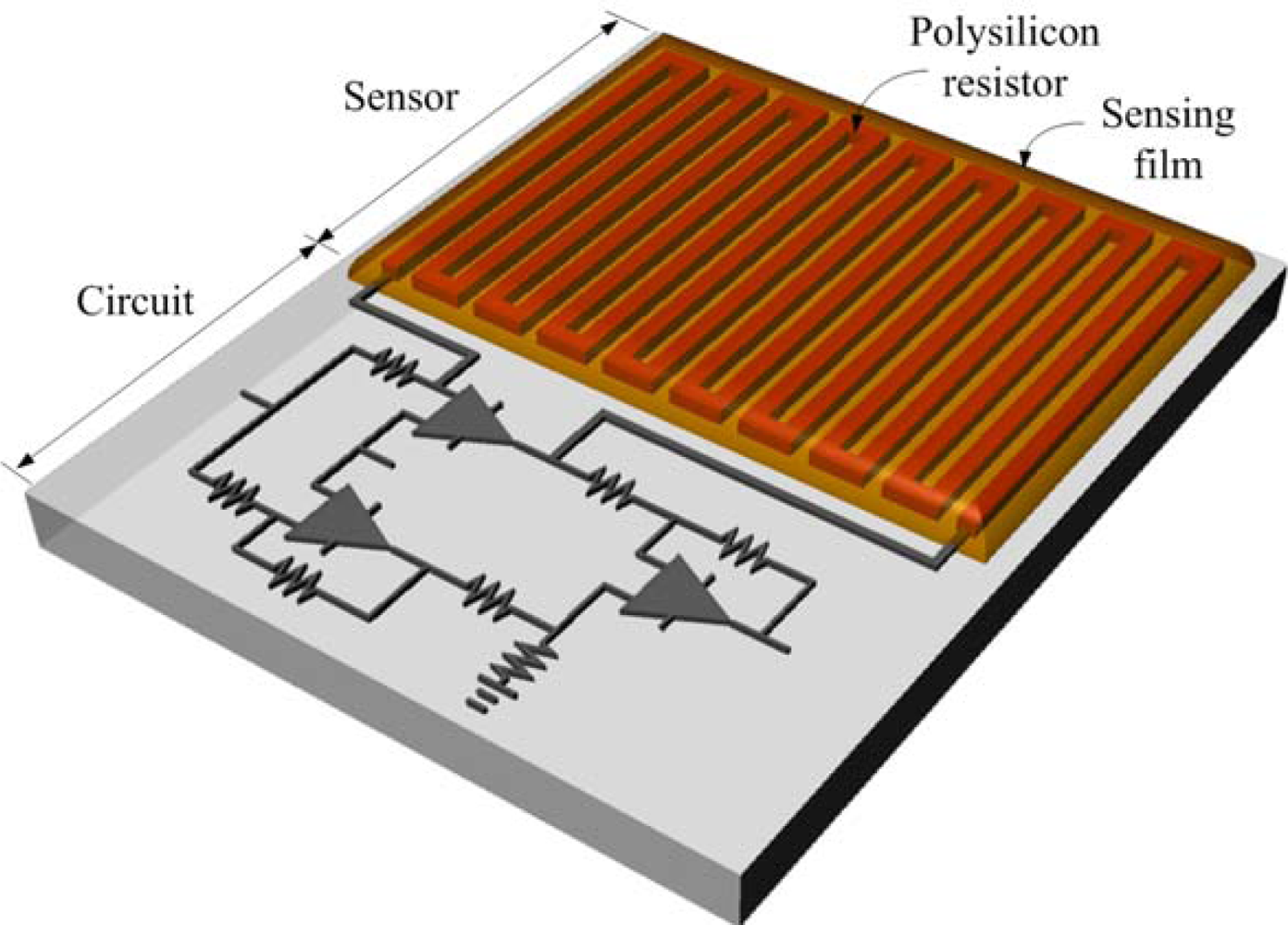
Figure 3 illustrates the structure of the integrated chip that contains a CO sensor and a readout circuit. The area of the CO sensor is about 1 mm
2. The CO sensor consists of a polysilicon resistor and a CO sensing film. A silicon dioxide layer is located between the polysilicon resistor and the sensing film. As shown in
Figure 3, the polysilicon resistor is connected to the readout circuit. The CoOOH/CNTs CO sensing film is coated on the polysilicon resistor. The polysilicon resistor is 2 μm wide, 0.4 μm thick and 11,000 μm long. When the sensing film of the sensor absorbs or desorbs CO gas, its energy band produces a change, resulting in changes to the energy band of the polysilicon resistor [
21]. The polysilicon resistor generates a change in resistance as its energy band varies. The resistance variation of the CO sensor is converted by the readout circuit into the voltage output.
The CO sensing mechanism on CoOOH has been reported to take the form of gas-phase CO adsorption and desorption on cobalt sites, and reaction of the adsorbed CO with lattice oxygen atoms to form CO
2 [
19].
Equation (1) represents the adsorption and desorption of CO and
Equation (2) shows the surface reaction of CO and O
2:
where * represents the active sensing vacant sites on the surface and CO–*
− is the absorbed CO on the surface.
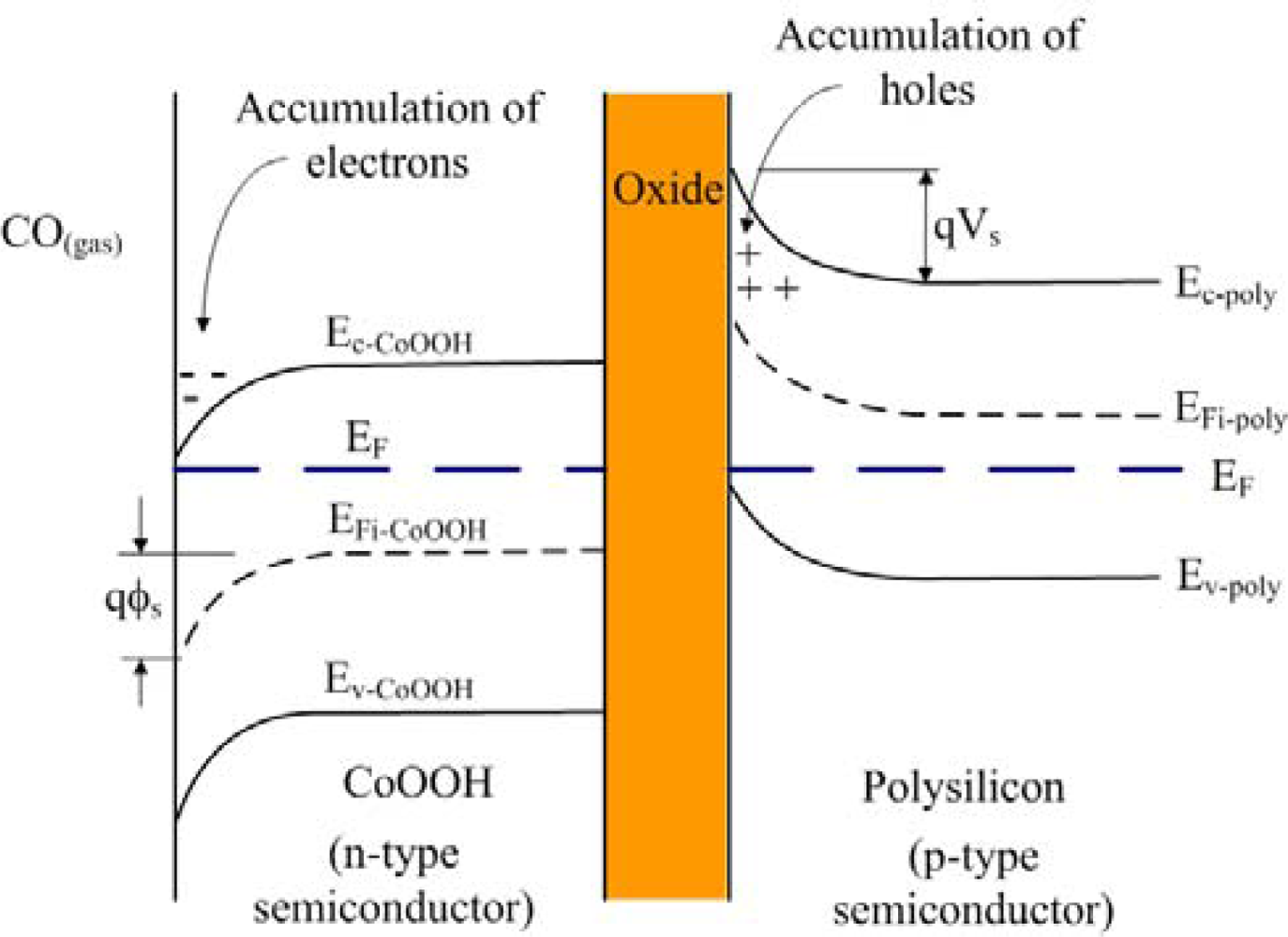
Figure 4 illustrates the energy band diagram of the CO sensor. The cobalt oxide is an n-type semiconductor, and the polysilicon is p-type. When the surface of CoOOH is exposed to CO gas, electrons are produced at the surface of CoOOH according to
Equation (2). As shown in
Figure 4, an accumulation of electrons is formed at the surface of CoOOH when CO gas interacts with CoOOH, so that the conduction and valence band edges of CoOOH bend downward, resulting in generation of a negative surface potential,
ϕs. An accumulation of holes at the oxide-polysilicon interface is formed by the negative surface potential
ϕs, which leads to the conduction and valence band edges of polysilicon to bend upward and causes the production of the potential barrier,
Vs [
21]. When the CoOOH film of the CO sensor is in a high CO environment, the surface potential
ϕs increases, resulting in an increase of the potential barrier
Vs and a decrease of the polysilicon resistance. Therefore, the resistance of polysilicon increases as the amount of CO sensed by the CoOOH increases.
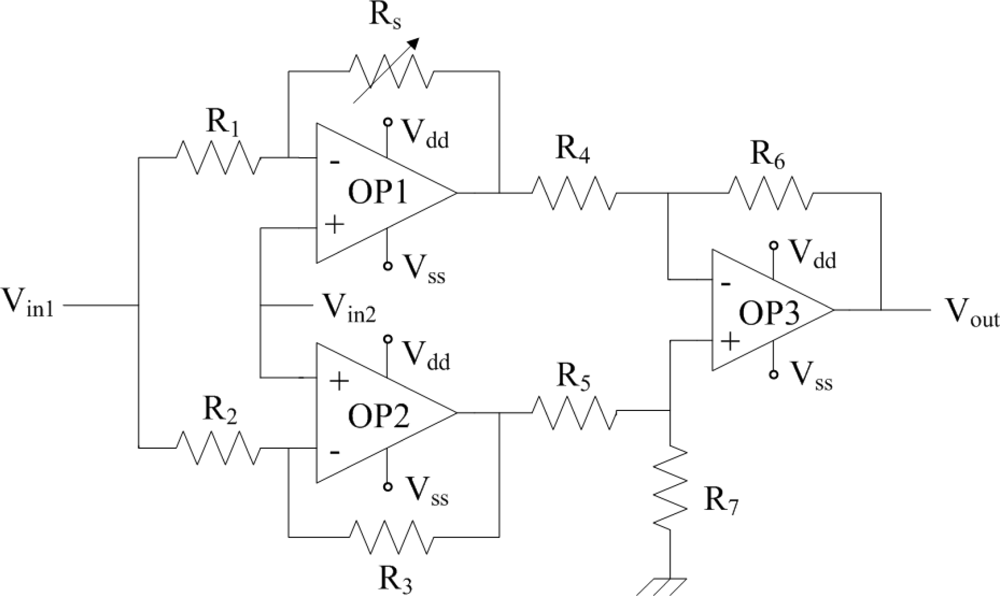
Figure 5 illustrates the readout circuit for the CO sensor, where
Rs represents the resistance of the sensor;
Vdd is the bias voltage of the circuit;
Vss is the ground;
Vin1 and
Vin2 are the input voltages of the circuit and
Vout is the output voltage of the circuit. The readout circuit contains three amplifiers, where
OP1 and
OP2 are non-inverting amplifiers;
OP3 is a difference amplifier. The resistance of the sensor changes as the sensing film adsorbs or desorbs CO gas. The readout circuit is employed to convert the resistance of the CO sensor into the voltage output. In this design,
R1=1 kΩ,
R2=1 kΩ,
R3=10 kΩ,
R4=100 Ω,
R5=100 Ω,
R6=15 kΩ and
R7=20 kΩ are adopted. HSPICE, which is a professional circuit simulation software, is utilized to simulate the characteristics of the readout circuit.
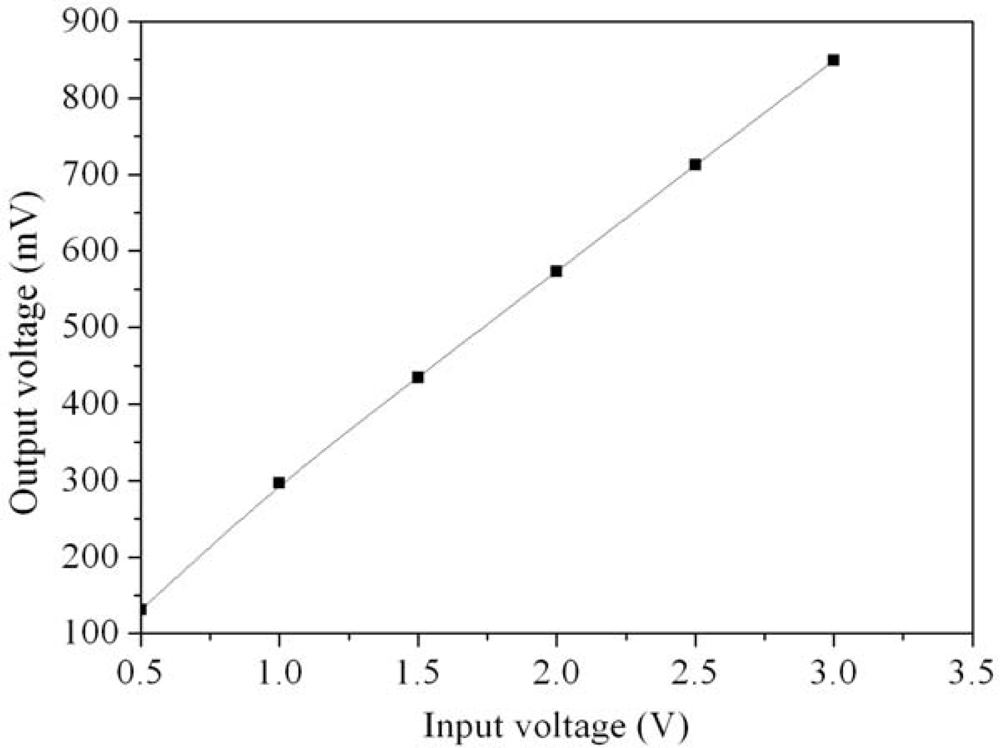
Figure 6 shows the relation between the input voltage
Vin1 and the output voltage
Vout for the readout circuit. In this simulation, the resistance
Rs of the sensor is set as 20 kΩ. The bias voltage
Vdd is 3.3 V and the input voltage
Vin2 is 3 V. The simulated results depict that the output voltages of the readout circuit are 300, 570 and 850 mV when the input voltages
Vin1 are 1, 2 and 3 V, respectively. The input voltage of the readout circuit increases, then its output voltage becomes large.
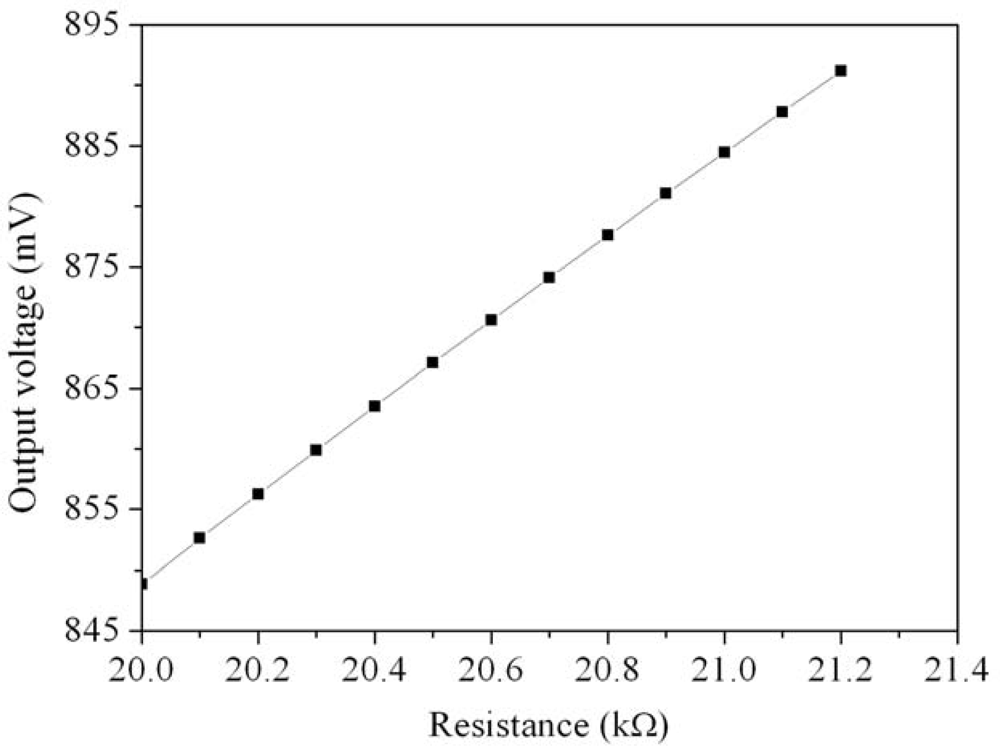
Figure 7 presents the relation between the output voltage of readout circuit and the resistance of sensor. In this investigation, the input voltages
Vin1 and
Vin2 are 3 V, the resistance of the sensor changes from 20 to 21.2 kΩ. The output voltage of the readout circuit changes from 850 to 890 mV as the resistance of the sensor varies from 20 to 21.2 kΩ.
4. Fabrication of the CO Sensor
The micro CO sensor integrated with a readout circuit-on-a-chip was fabricated using the commercial 0.35 μm CMOS process of the Taiwan Semiconductor Manufacturing Company (TSMC). After completion of the CMOS process, the CO sensor chip needs a post-process to expose the polysilicon resistor and coat the CO sensing film. The post-process consisted of two main steps: (1) the sacrificial layers were etched to expose the polysilicon resistor; (2) the CO sensing film was coated on the polysilicon resistor.
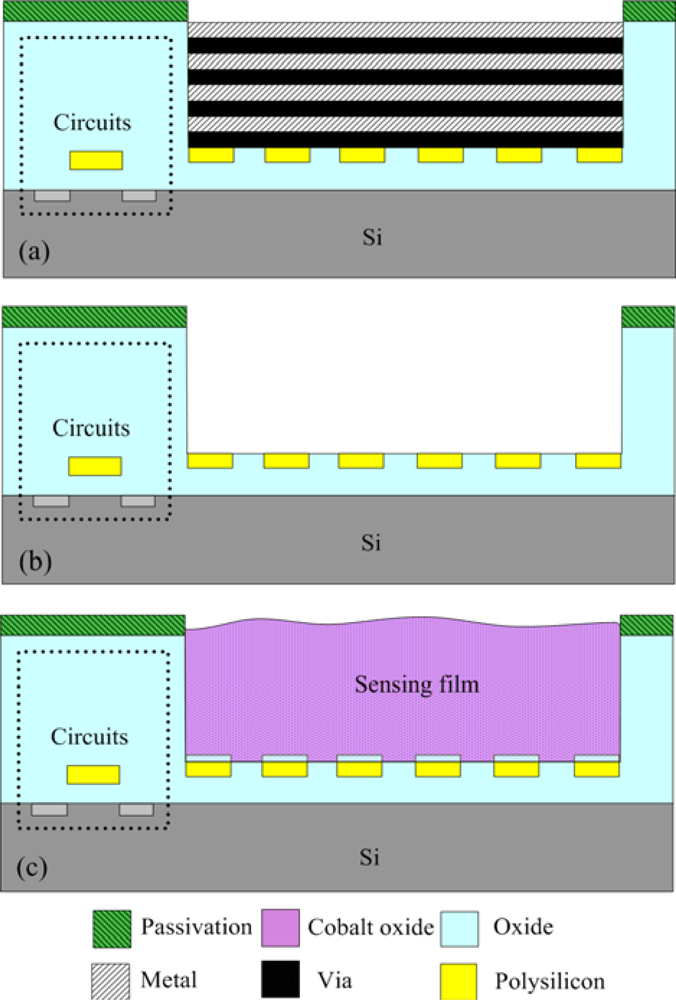
Figure 8 illustrates the fabrication process of the CO sensor chip.
Figure 8(a) presents the cross-section of the CO sensor chip after completion of the CMOS process.
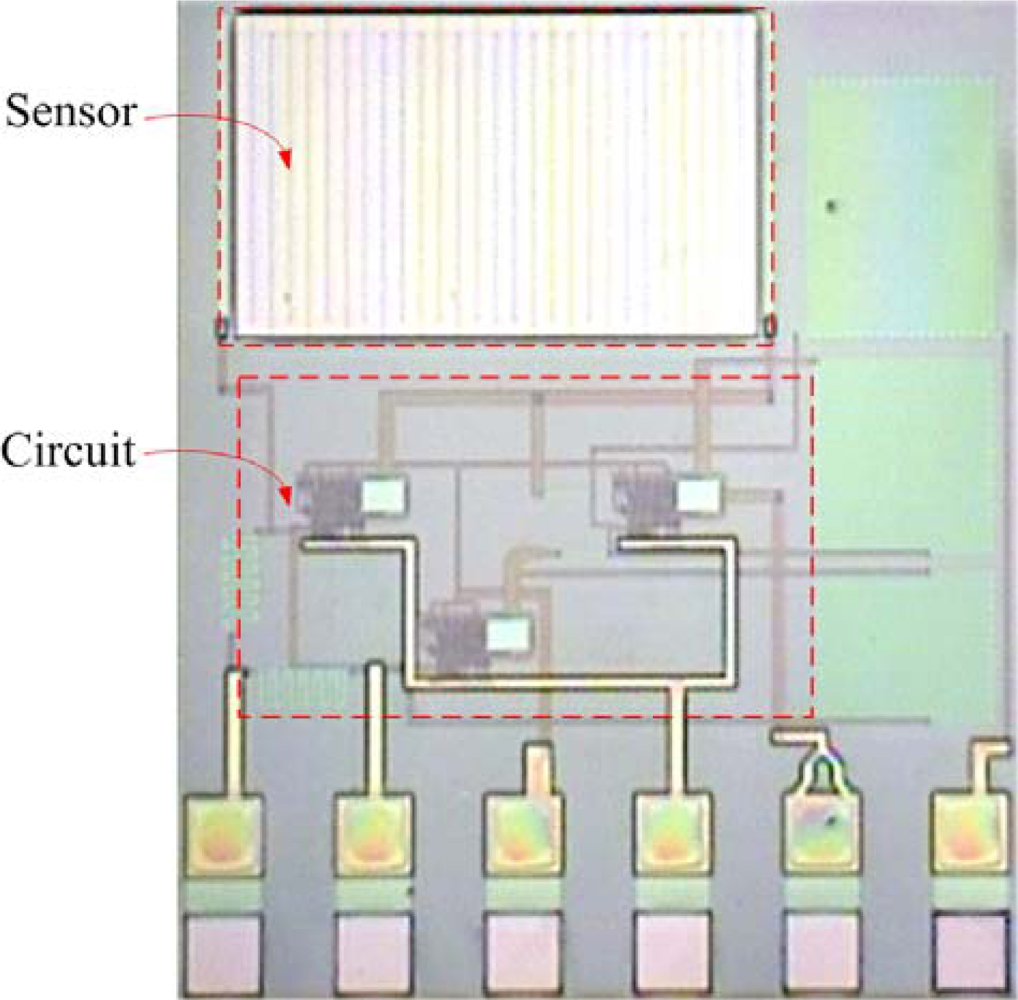
Figure 9 depicts a photograph of the CO sensor with its readout circuit after the CMOS process.
In the CO sensor, the sacrificial layers were the metal and via layers. The materials of the via and metal layers were tungsten (W) and aluminum (Al), respectively. The sacrificial layers have to be removed from the sensor chip, exposing the polysilicon resistor. As shown in
Figure 8(b), the sensor chip was immersed in two etchants: one was an Al etchant with phosphoric acid, nitric acid, acetic acid and deionized water in a ratio of 14:1:2:3. The other was a W etchant with sulfuric acid and hydrogen peroxide in a ratio of 2:1.
Figure 10 depicts a SEM image of the CO sensor after the wet etching process. Then, the sensor chip was put in an oven at 300°C for 8 h, so that a thin silicon dioxide layer was formed on the surface of polysilicon resistor. Finally, as shown in
Figure 8(c), the cobalt oxide film was coated on the polysilicon resistor.
5. Results and Discussion
The characteristic of the CO sensor chip was measured using a test chamber, a power supply, an LCR meter and an oscilloscope. In order to characterize the variation of resistance in the sensing part, the CO sensor was tested without the readout circuit. The CO sensor chip without readout circuit was set in the test chamber, and the LCR meter was employed to measure its resistance variation at room temperature at different CO concentrations.
Figure 11 shows the results. The initial resistance of the CO sensor was about 20 kΩ (in air), and the resistance of the sensor varied to 21.1 kΩ at 200 ppm CO. The results revealed that the resistance of the CO sensor increased as the concentration of CO increased. The response time represented the reaction time of 90% from the initial resistance to the stable resistance, and the recovery time was the return time of 90% from the stable resistance to the initial resistance. As shown in
Figure 11, the CO sensor had a response time of about 23 s at 200 ppm CO and a recovery time of 35 s at 200 ppm CO.
The CO sensor with readout circuit was set in the test chamber and was tested at room temperature with different CO concentrations. The power supply provided a bias voltage of 3.3 V and an input voltage of 3 V to the readout circuit in the sensor. The oscilloscope was utilized to measure the output voltage of the sensor at room temperature at different CO concentrations.
Figure 12 depicts the measured results of output voltage for the CO sensor with readout circuit. In this measurement, the CO gas was provided from 0 to 200 ppm. The results showed that the output voltage of the CO sensor changed from 826 to 863 mV as the concentration of CO gas varied from 0 to 200 ppm. The variation of the output voltage was 37 mV in 0–200 ppm CO. Therefore, the integrated CO sensor had a sensitivity of 0.19 mV/ppm when providing a bias voltage of 3.3 V and an input voltage of 3V.
The carbon monoxide sensors, proposed by Tabata
et al. [
9], Chan
et al. [
10], Barrettino
et al. [
11] and Briand
et al. [
12], needed micro hotplates or micro heaters to provide a high working temperature for the gas sensing films, leading to increased power consumption of the sensors. In this study, the CO sensor did not require a micro heater and could work at room temperature. These sensors [
9–
12] also did not have integrated circuits-on-a-chip, so they needed to use packaging to combine with circuits. In this work, the CO sensor was integrated with a readout circuit-on-a-chip using the CMOS-MEMS technique, so that the production cost was reduced. The experimental results showed that the readout circuit could operate normally after the post-process, indicat8ing that the post-process used was compatible with the commercial CMOS process.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}