Review of Batteryless Wireless Sensors Using Additively Manufactured Microwave Resonators



Abstract
:1. Introduction
2. Inkjet Printed Sensors
2.1. Inkjet-Printing on Paper Material
2.2. RFID Enabled Sensor, Retro-Directive Transponders, and an Inkjet-Printed Sensor Platform
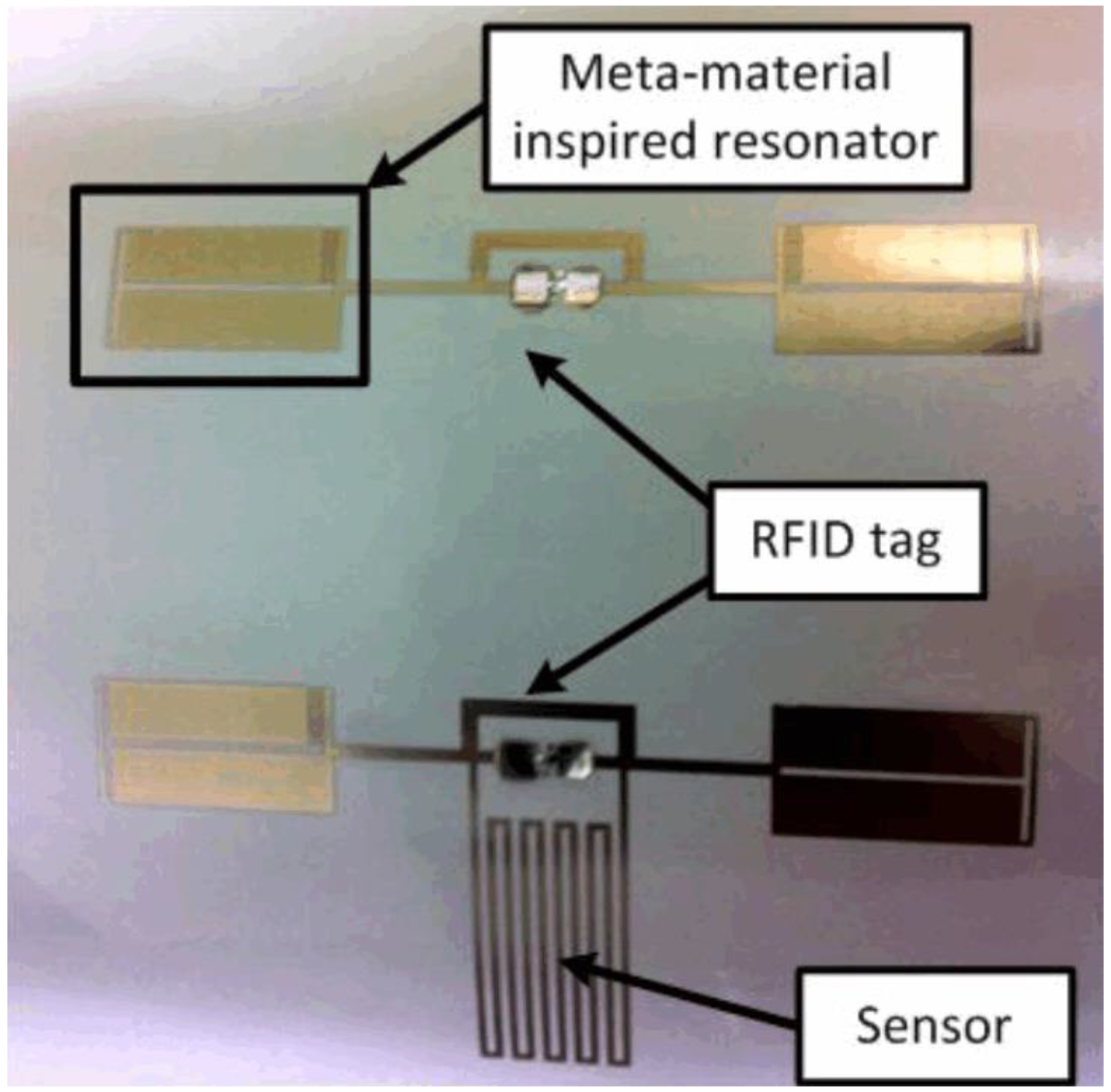
2.2.1. RFID-Empowered Sensor
2.2.2. Retro-Directive Transponder for Sensing
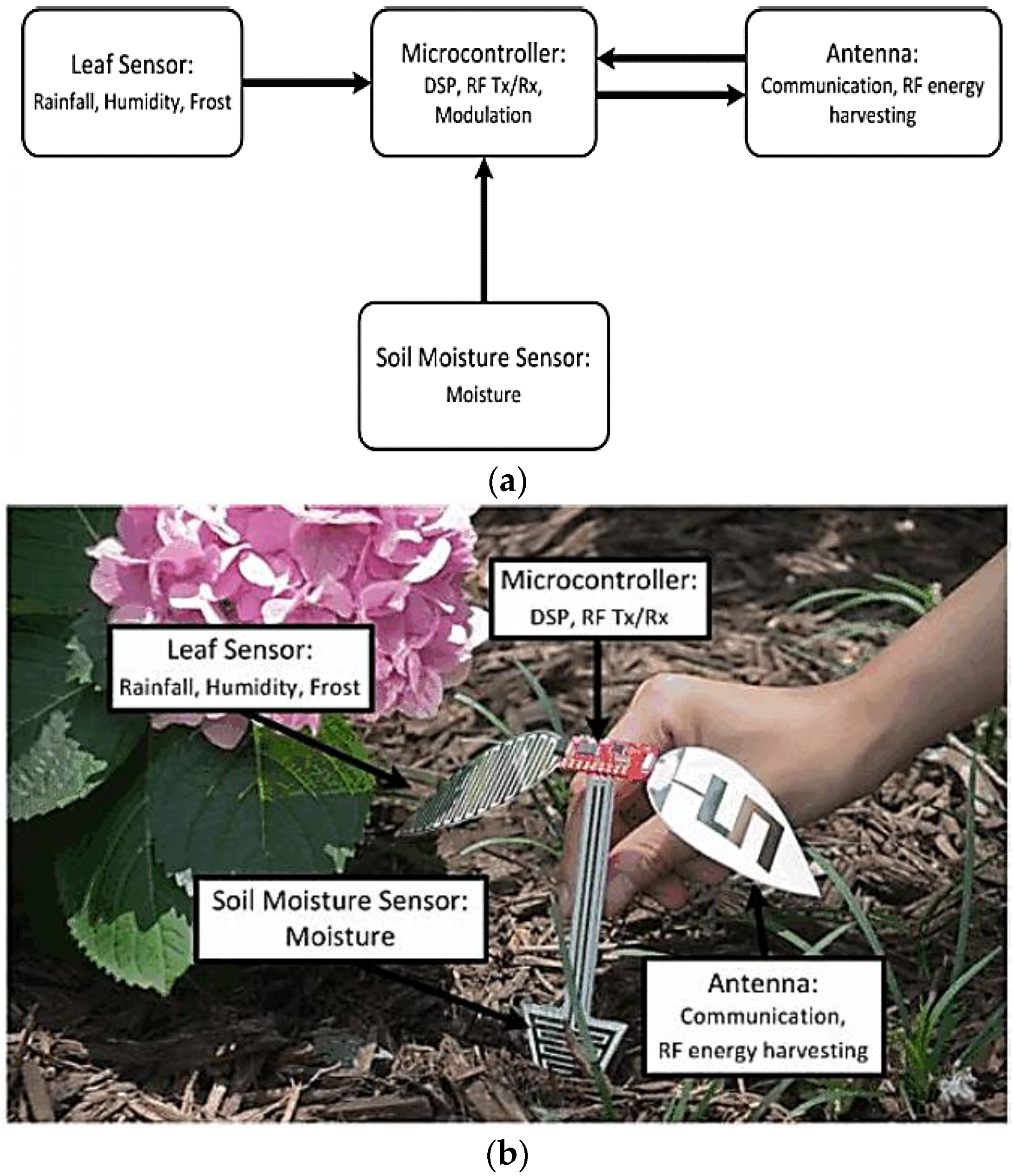
2.2.3. Inkjet-Printed Sensor Platform
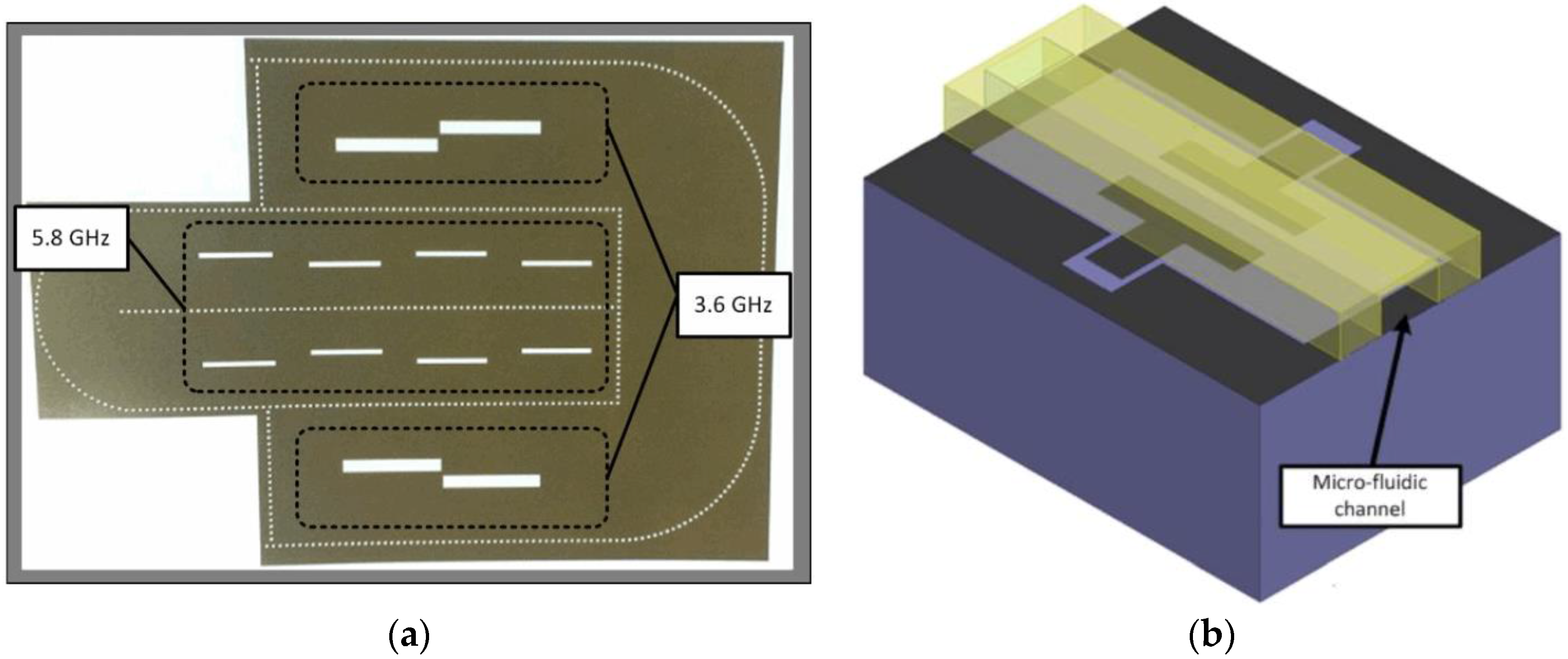
2.3. A Fully Inkjet-Printed Wireless and Chipless Sensor for Carbon Dioxide (CO2) and Temperature Detection
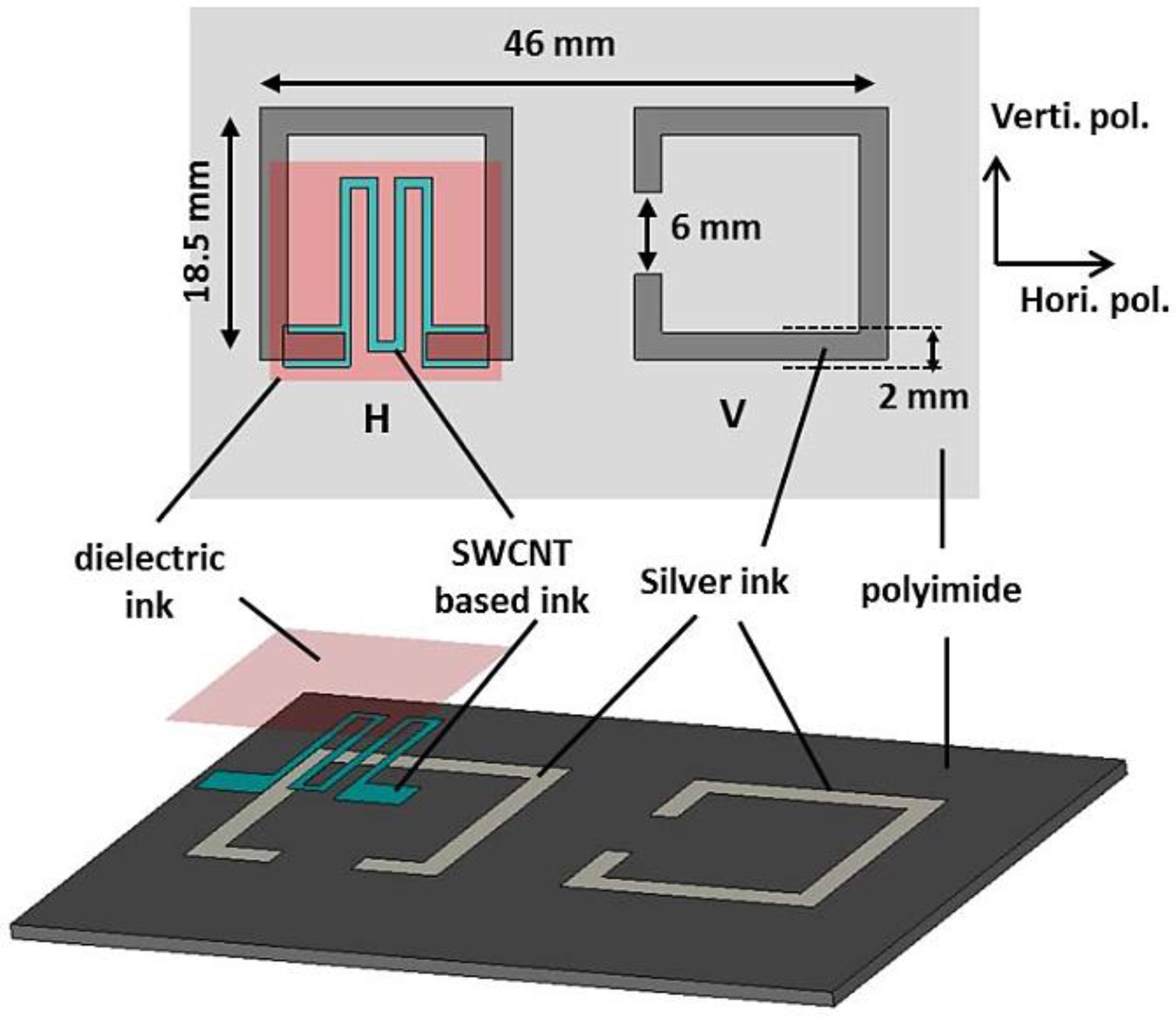
2.3.1. Design and Principle
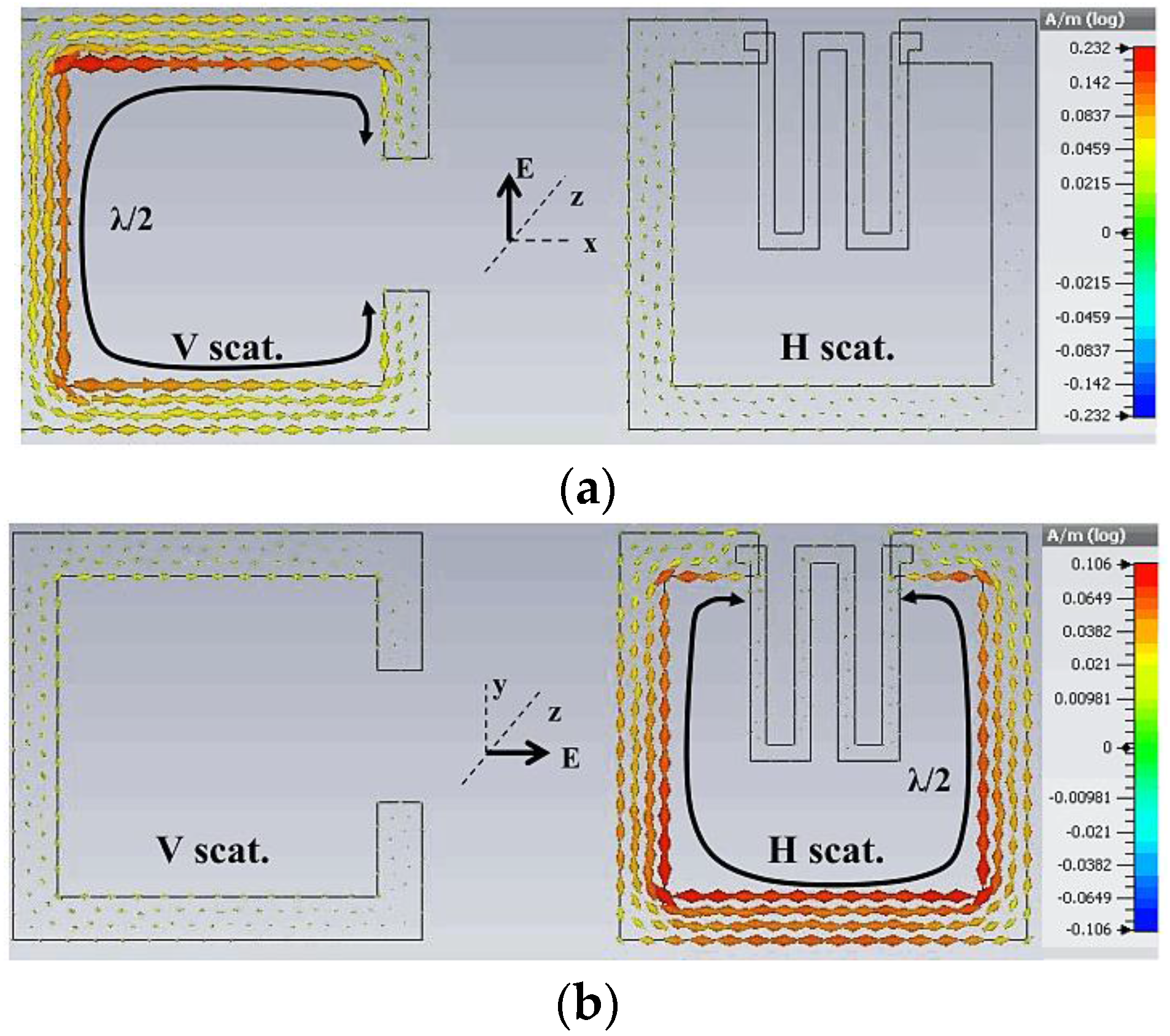
Radiation Mechanism of a Dual-Polarization Split-Ring Resonator (SRR)
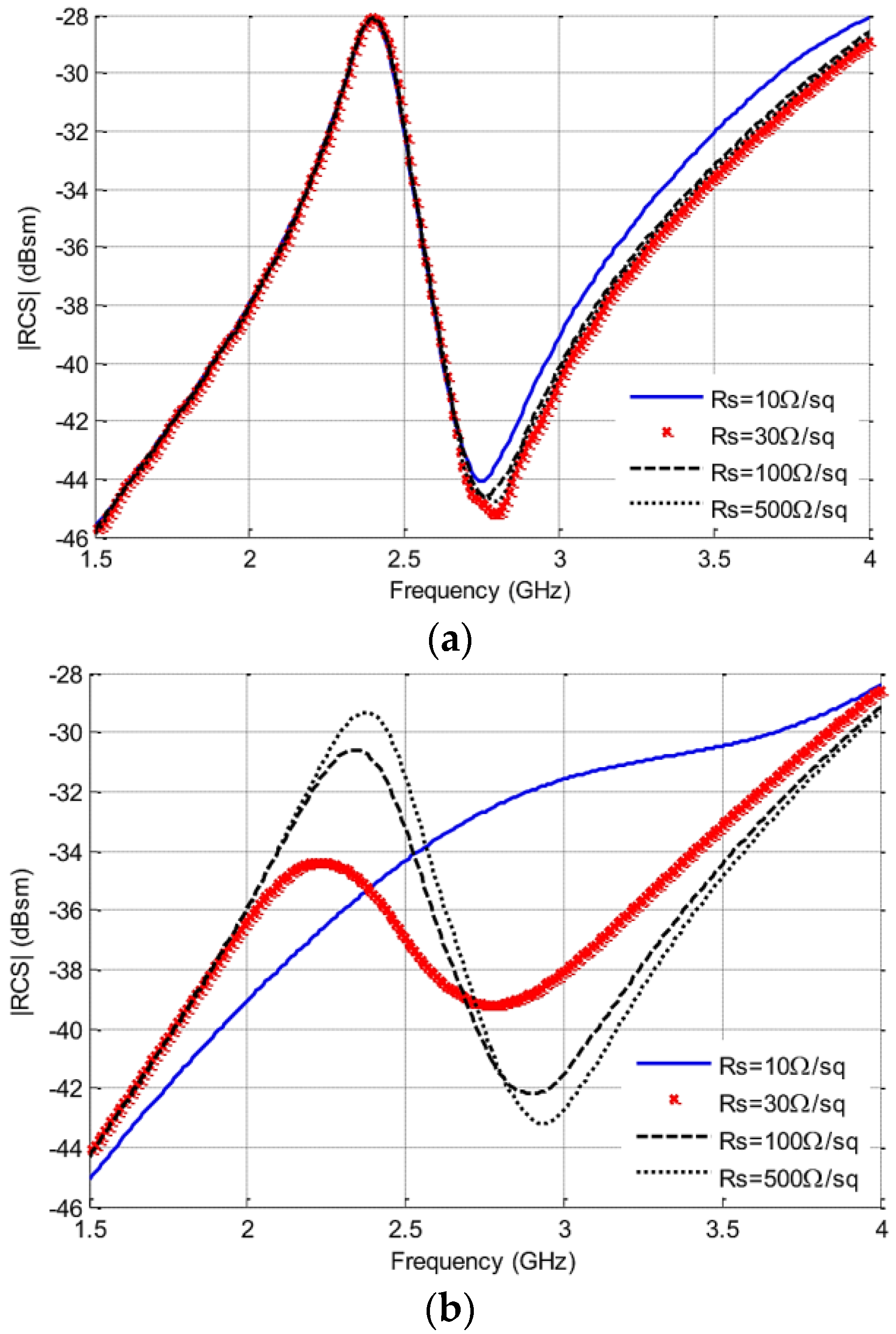
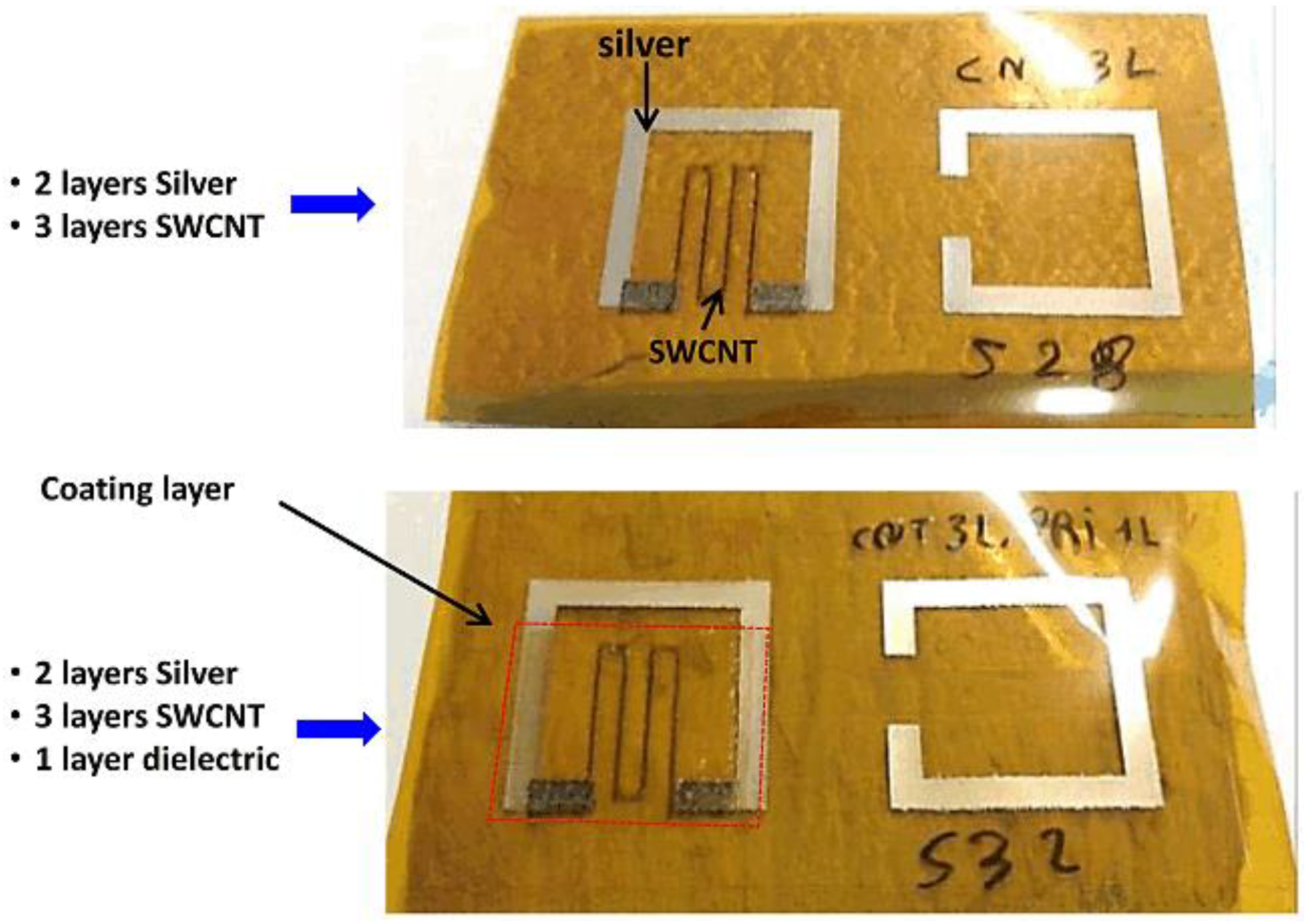
CNT Loaded Scattering Element for Sensing
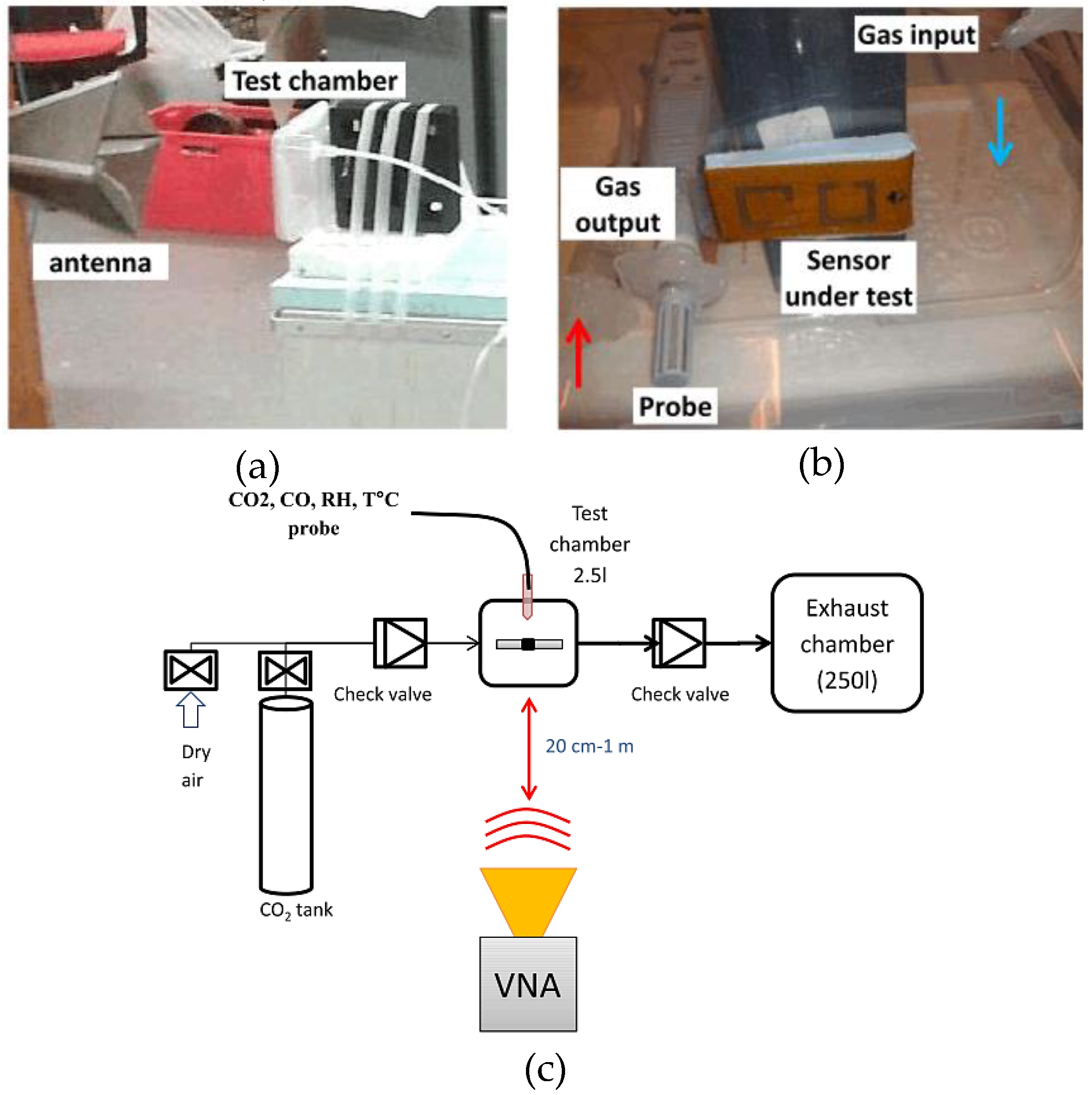
2.3.2. Description of the Measurement Setup
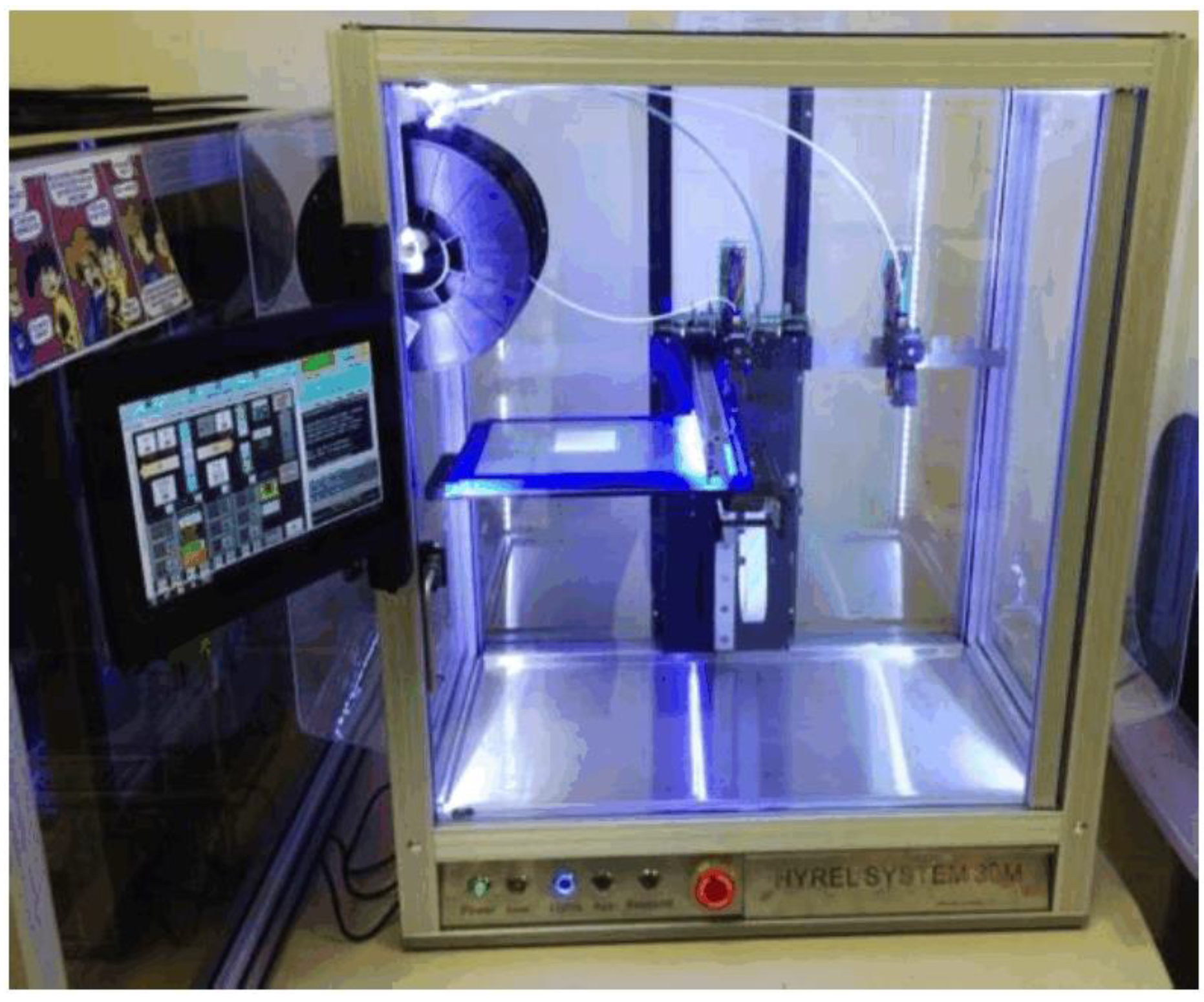
3. 3D Printed Sensors
3.1. Novel Strain Sensor Based on 3D Printing Technology and 3D Antenna Design
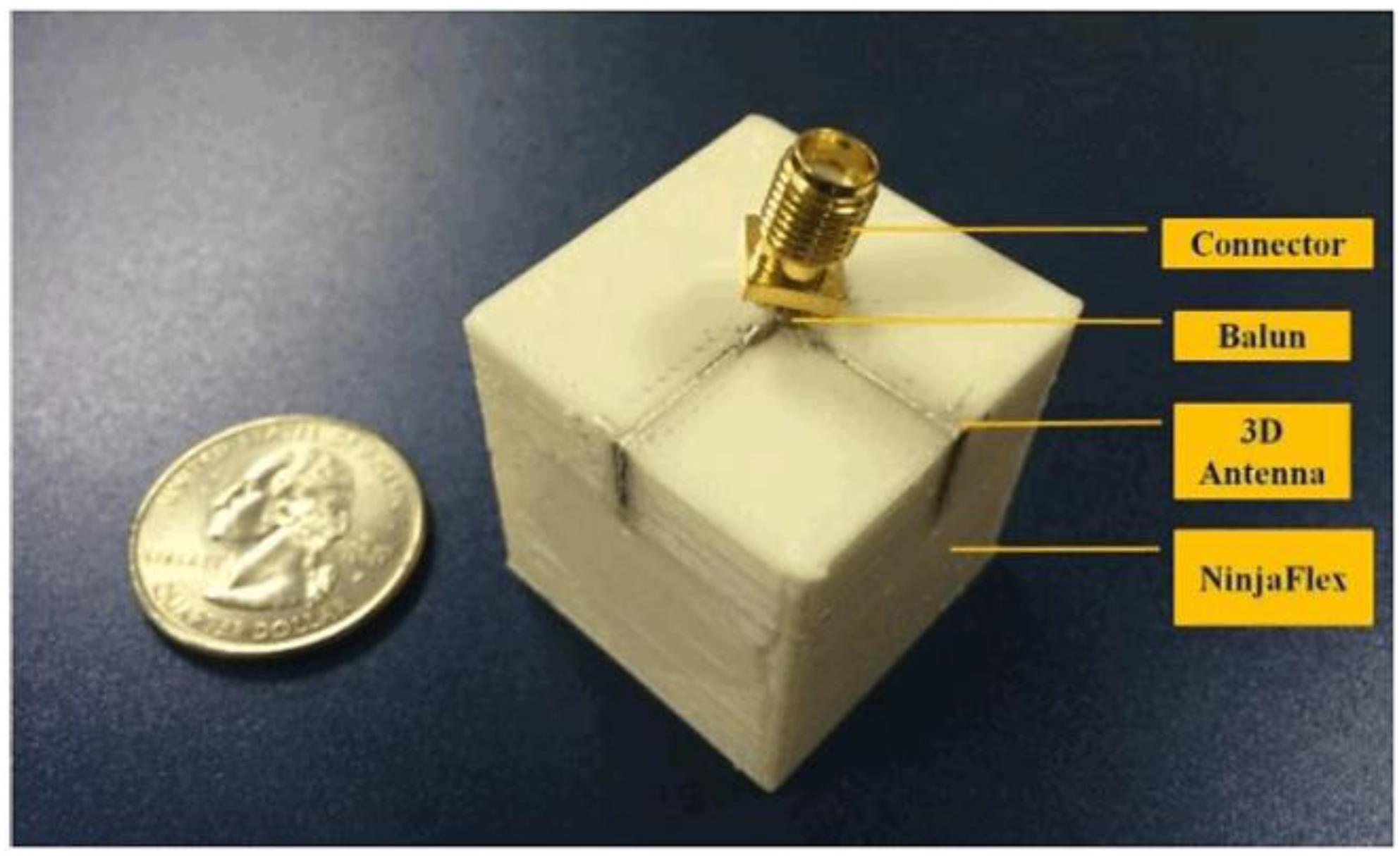
3.1.1. 3D-Printed Strain Sensor Prototype
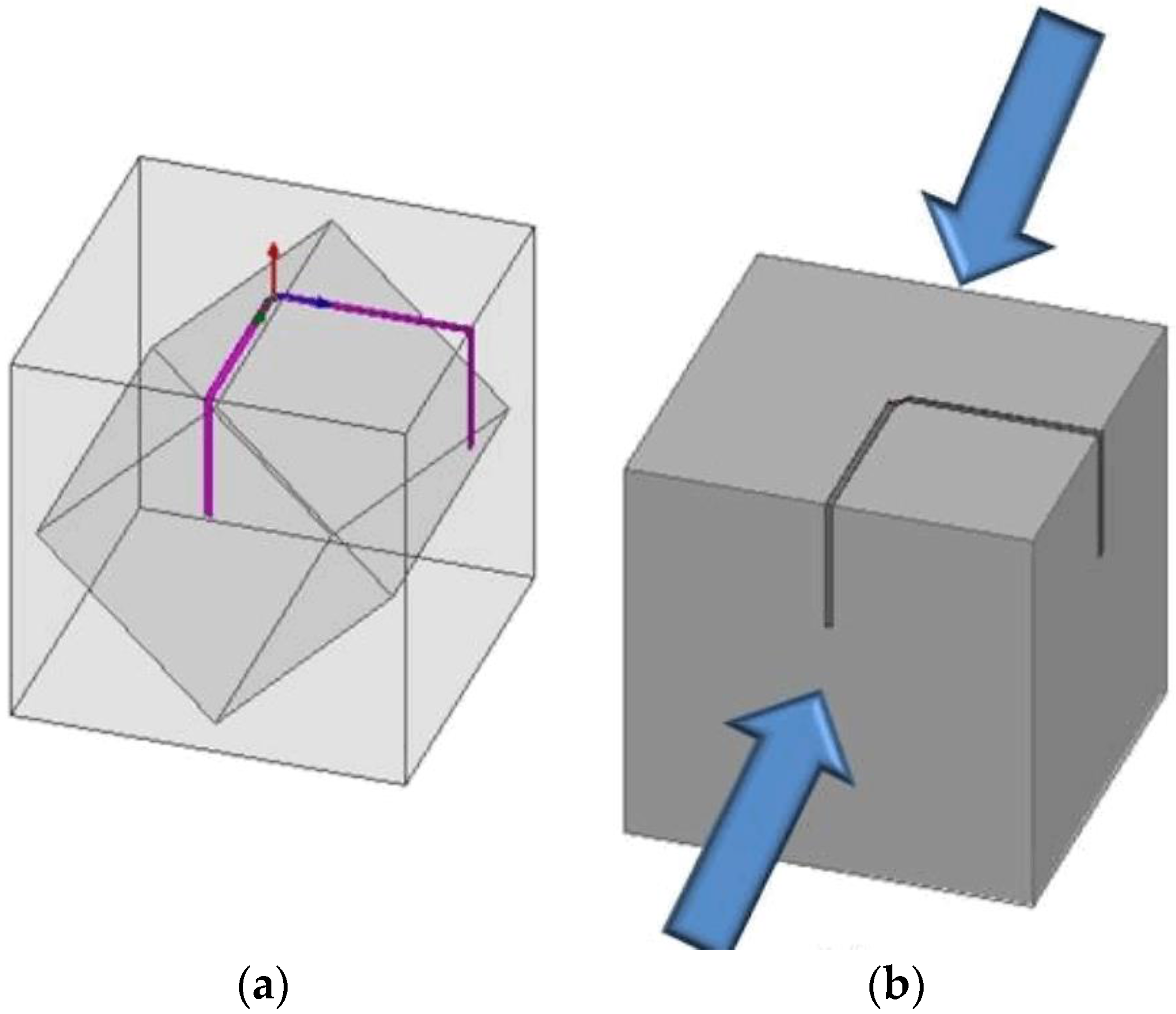
3D Antenna Design
3D-Printed Strain Sensor Prototype
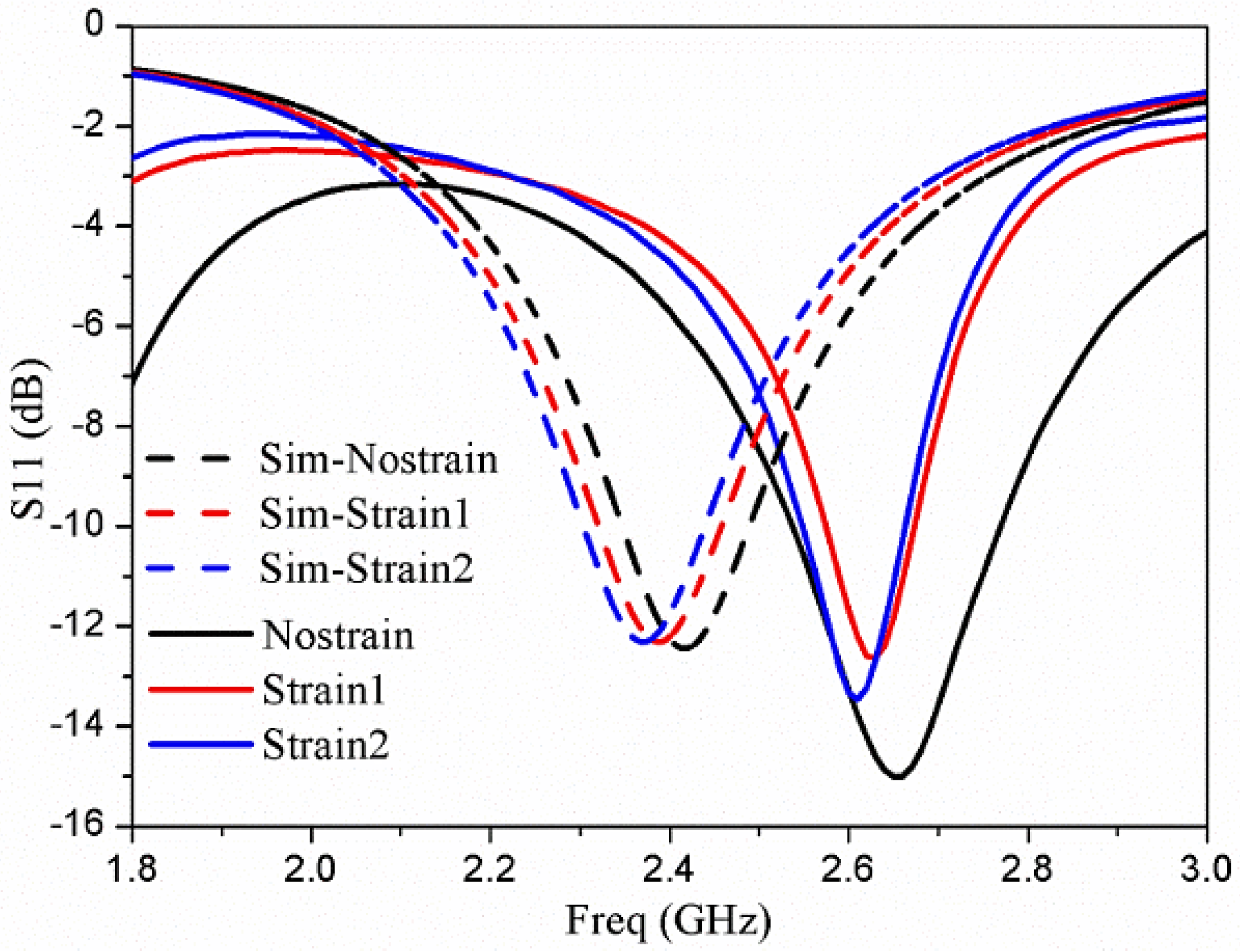
3.1.2. Strain Experiment and Results
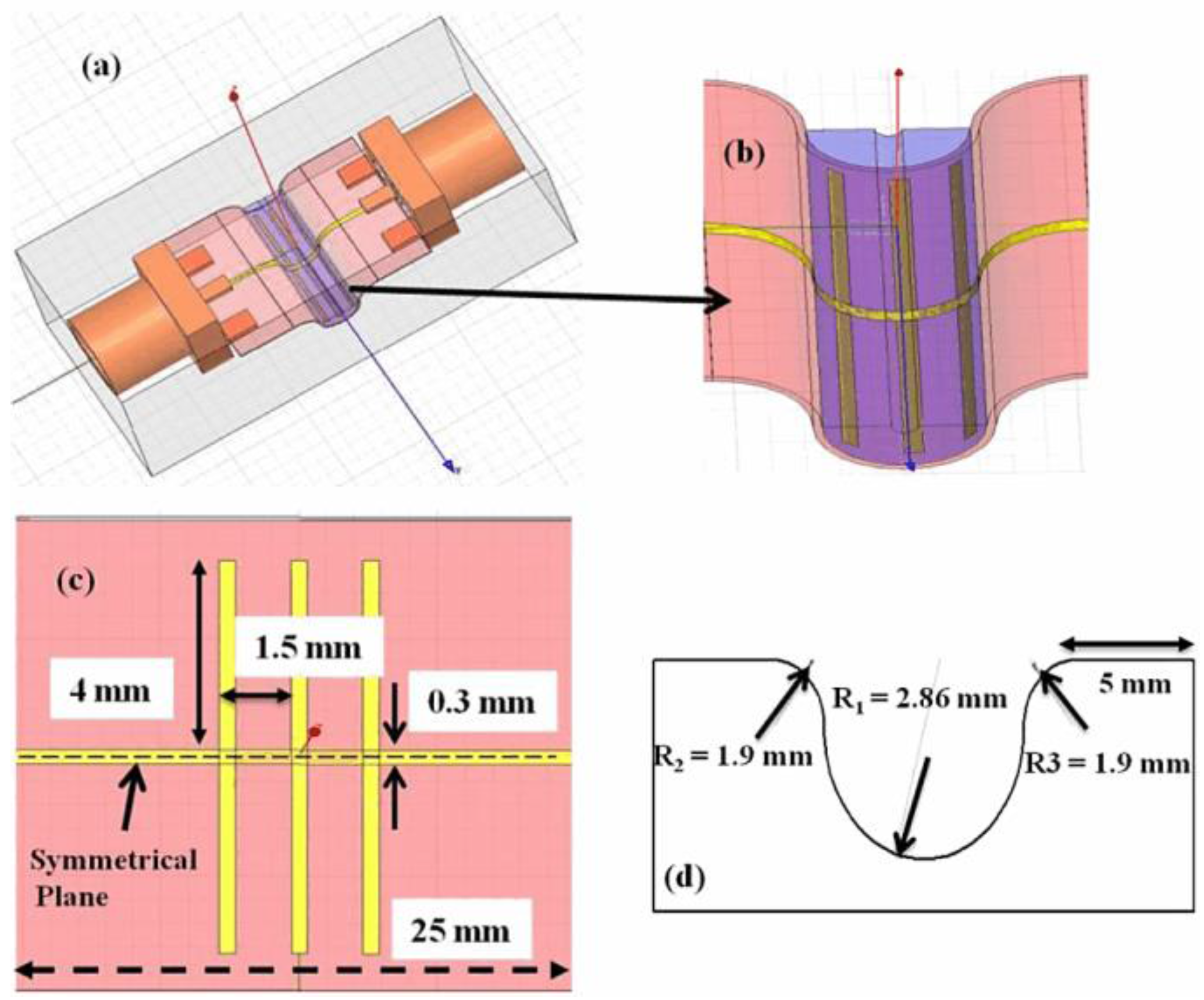
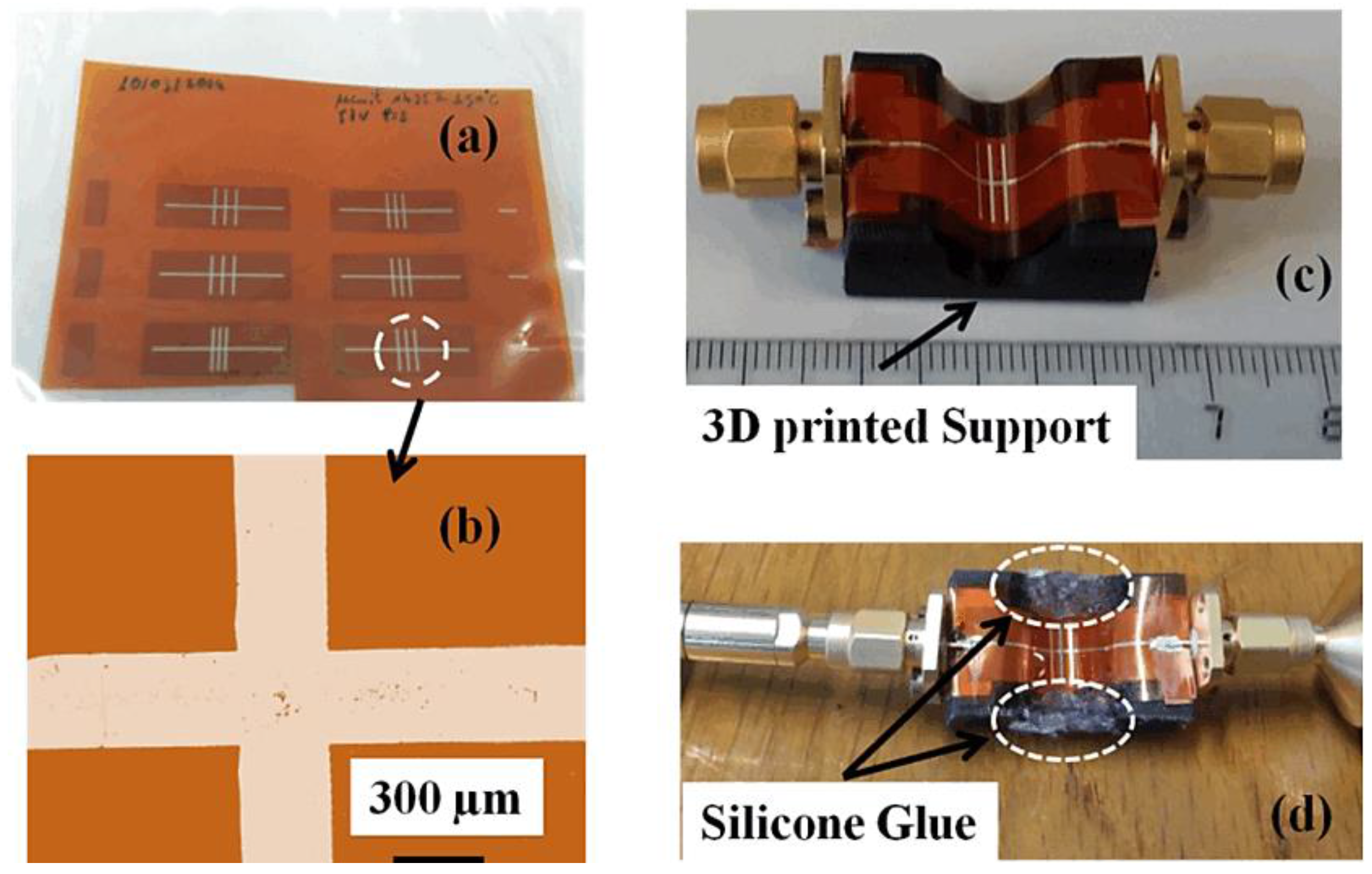
3.2. Microfluidic Sensor Constructed on a Flexible Material of Kapton for Measurement of Complex Permittivity of Different Liquid Materials
3.2.1. Design and Fabrication of the Liquid Chemical Sensing Device
Sensor Design
Sensor Fabrication Process
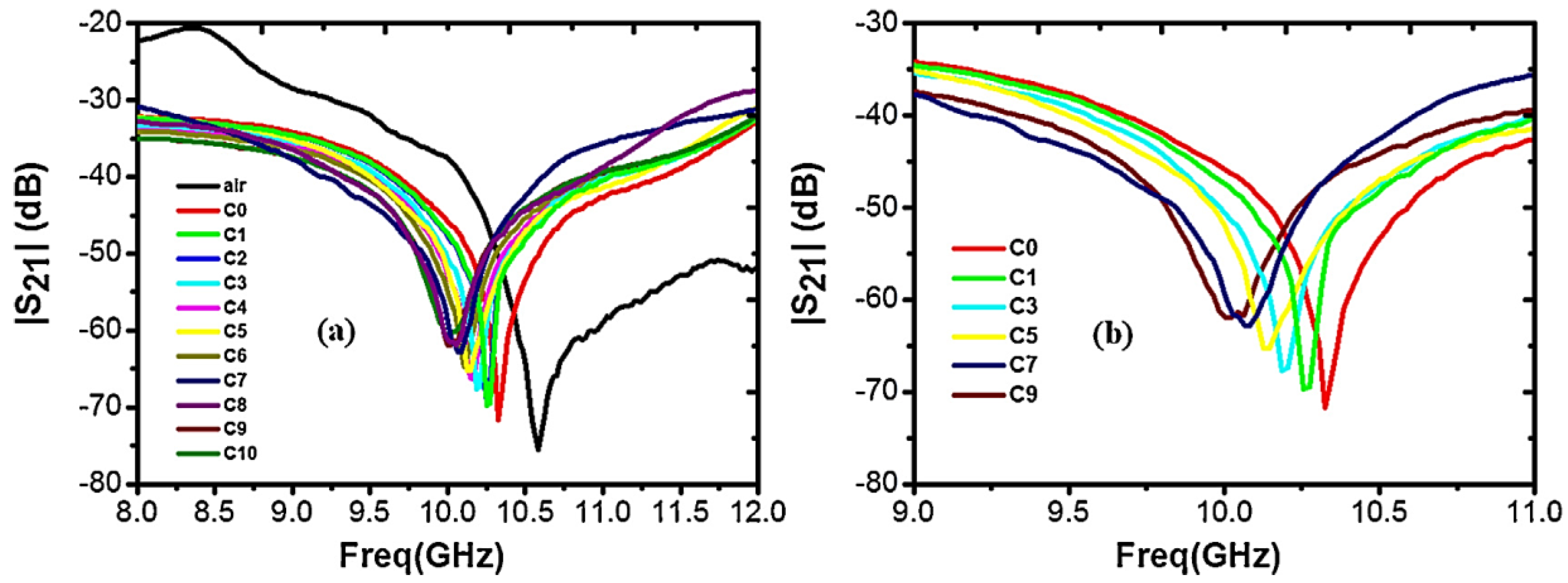
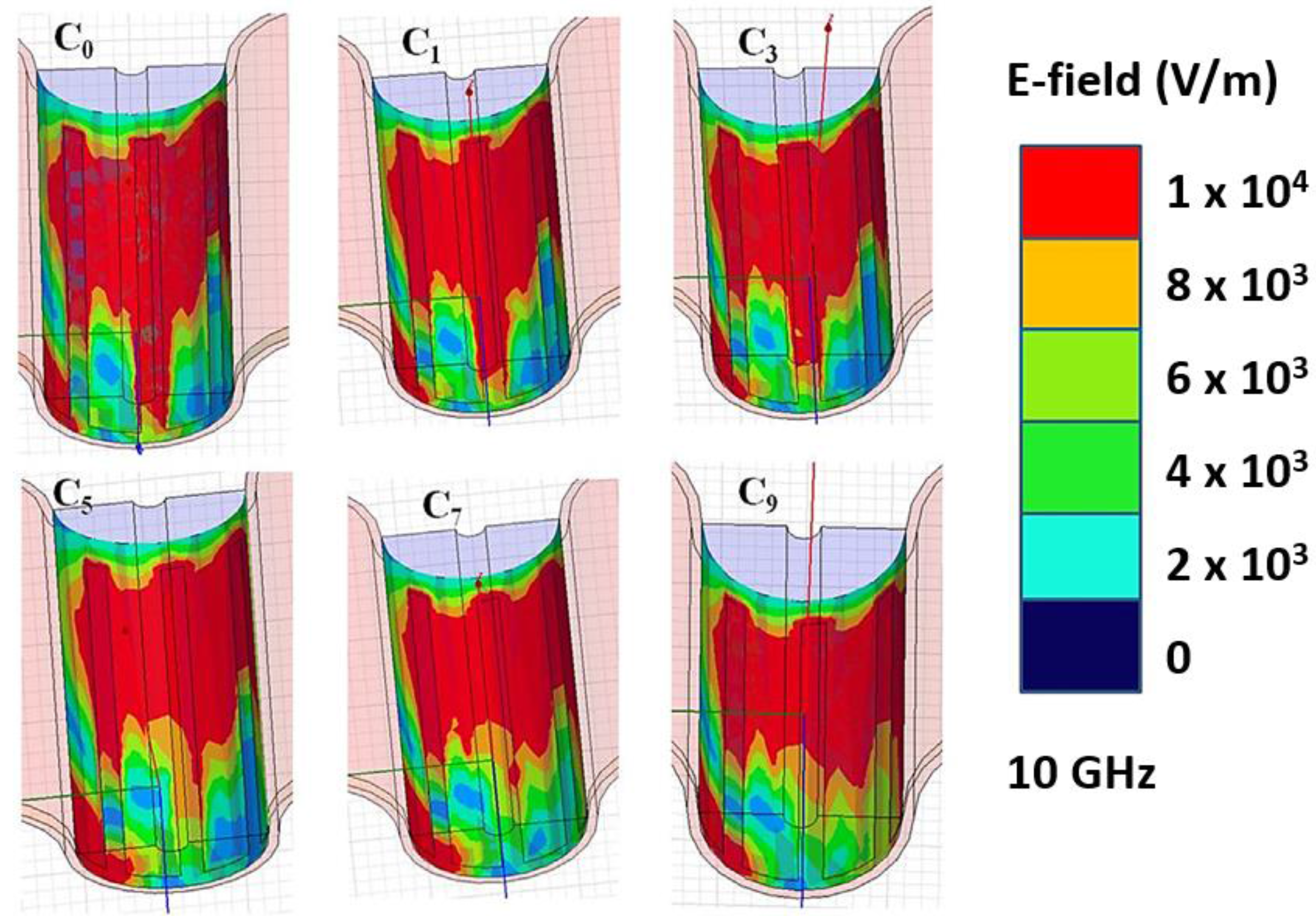
3.2.2. Simulation and Experiment Validity
4. Screen Printing
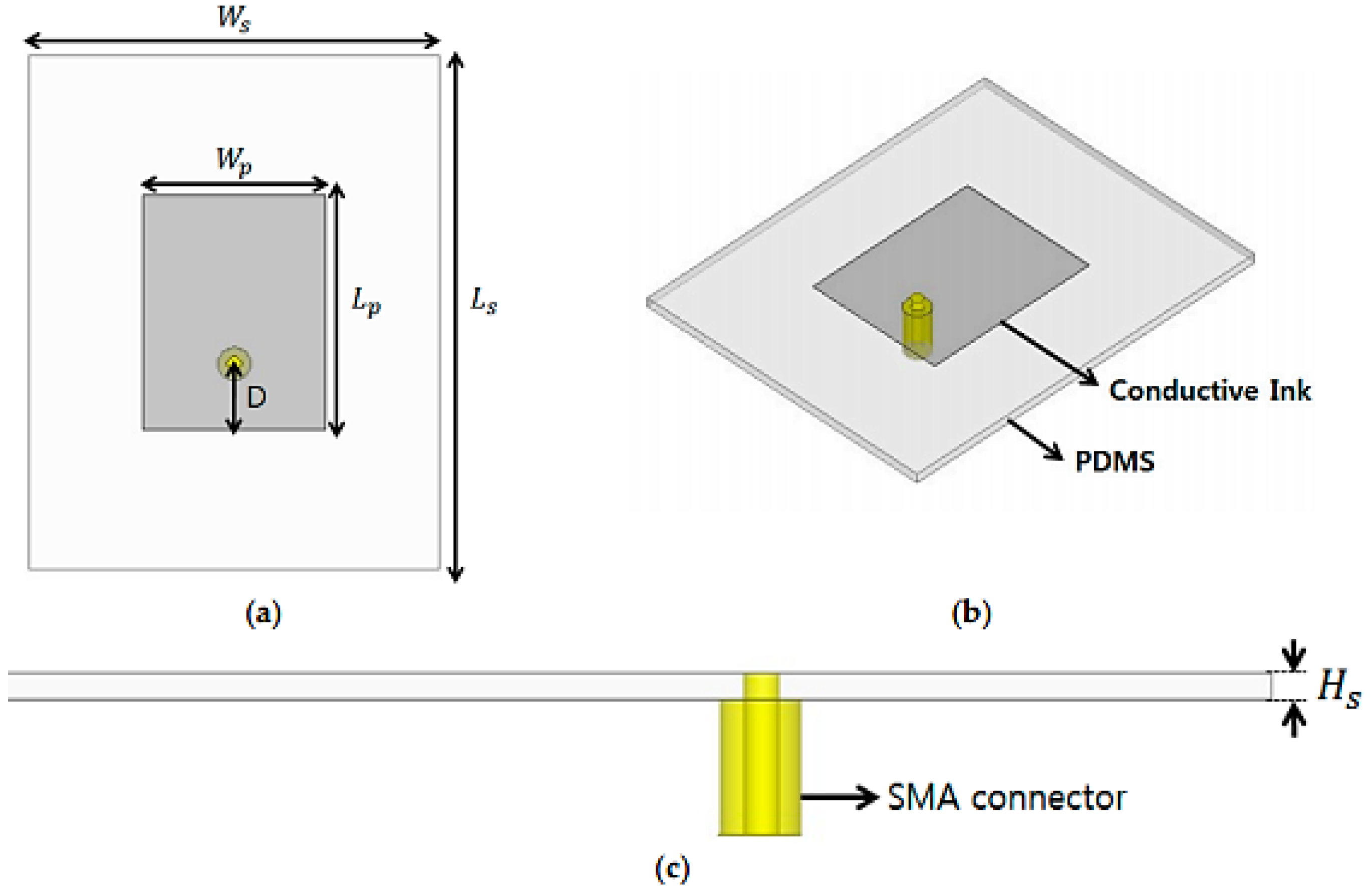
4.1. Novel Strain Sensor Based on 3D Printing Technology and 3D Antenna Design
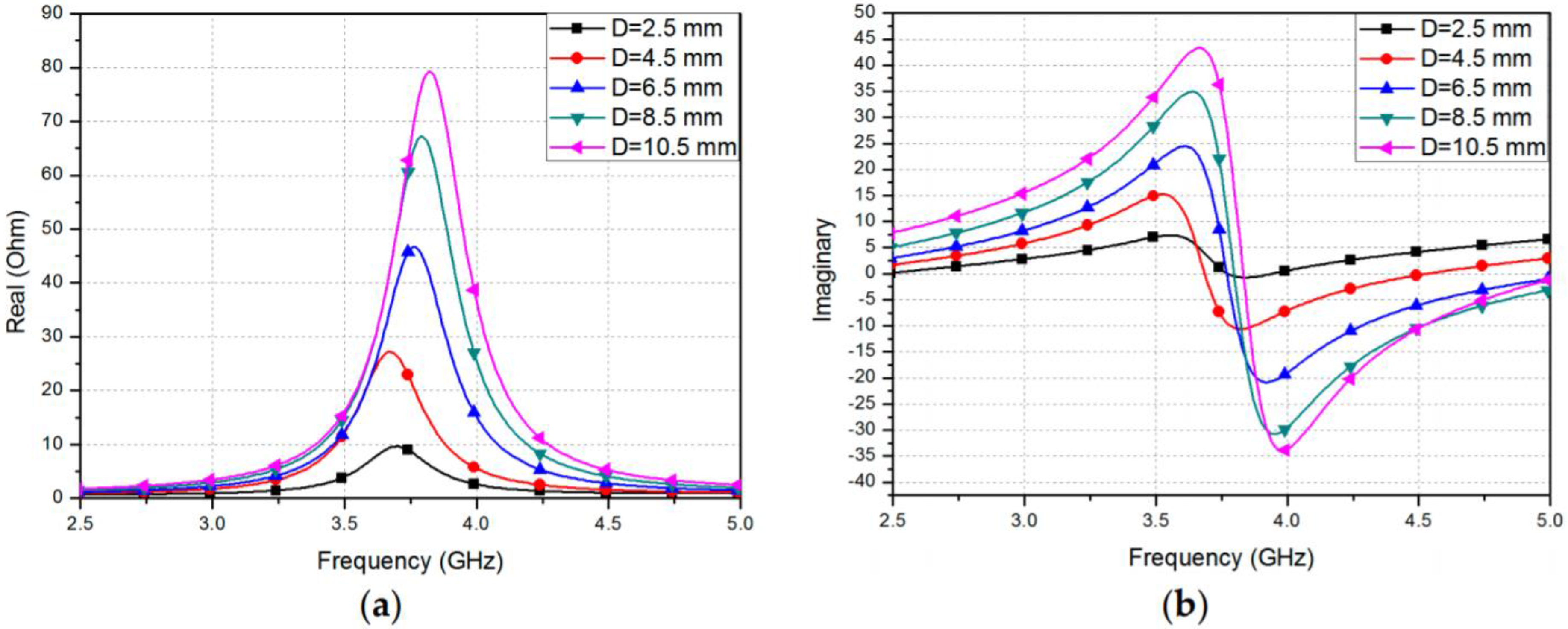
4.1.1. Design of a Strain Sensor
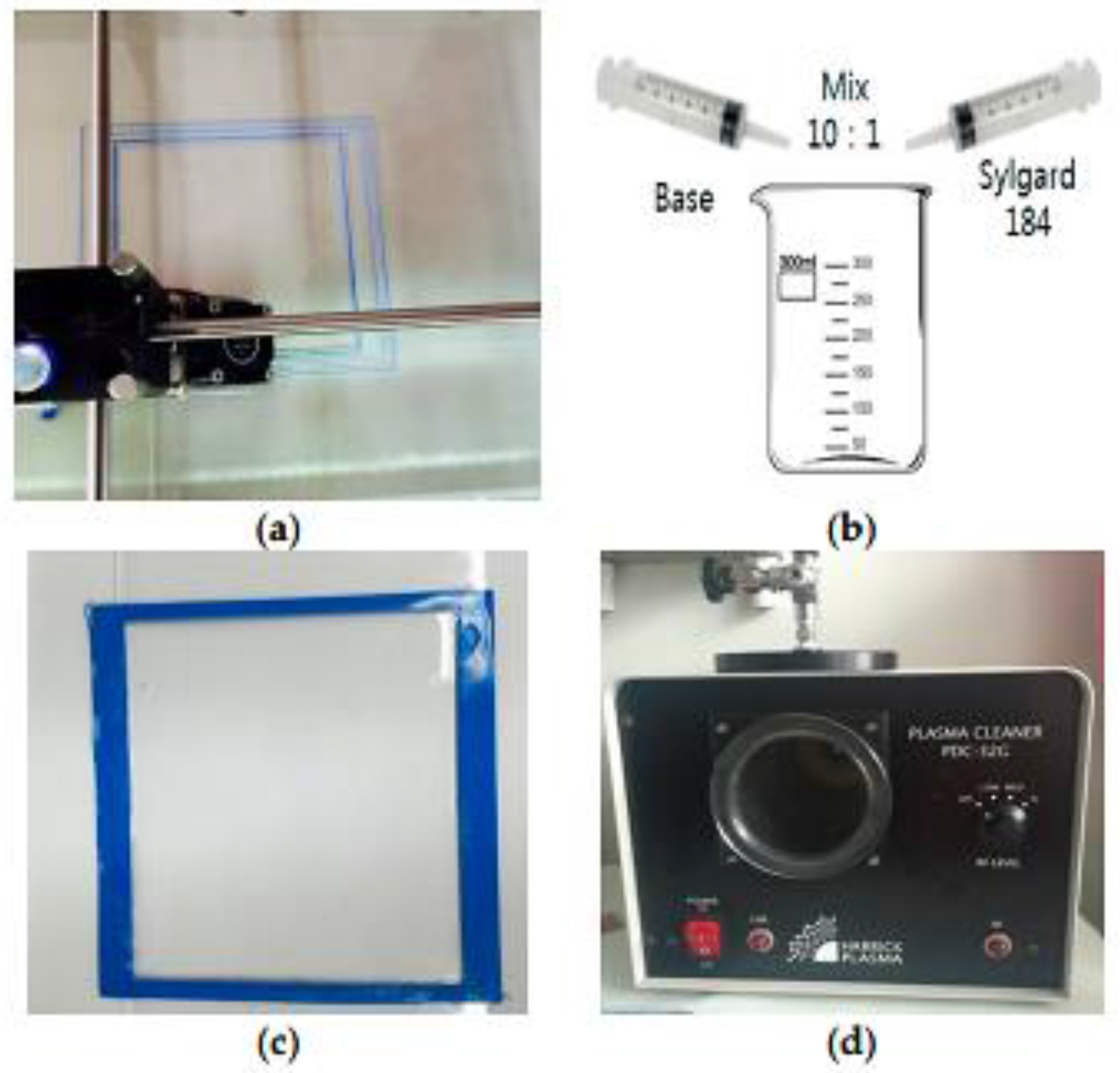
4.1.2. Fabrication of the Strain Sensor
PDMS
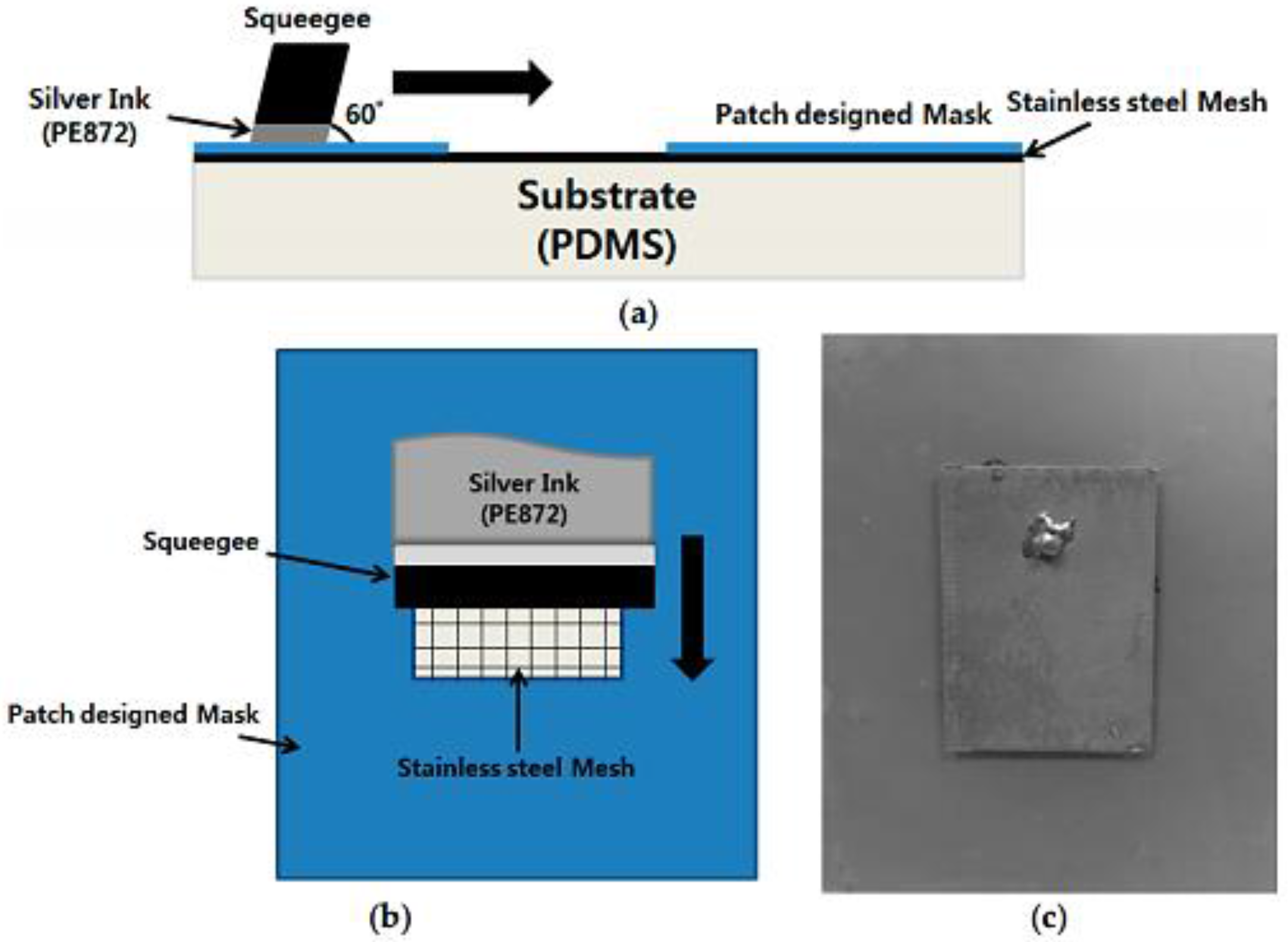
Screen Printing
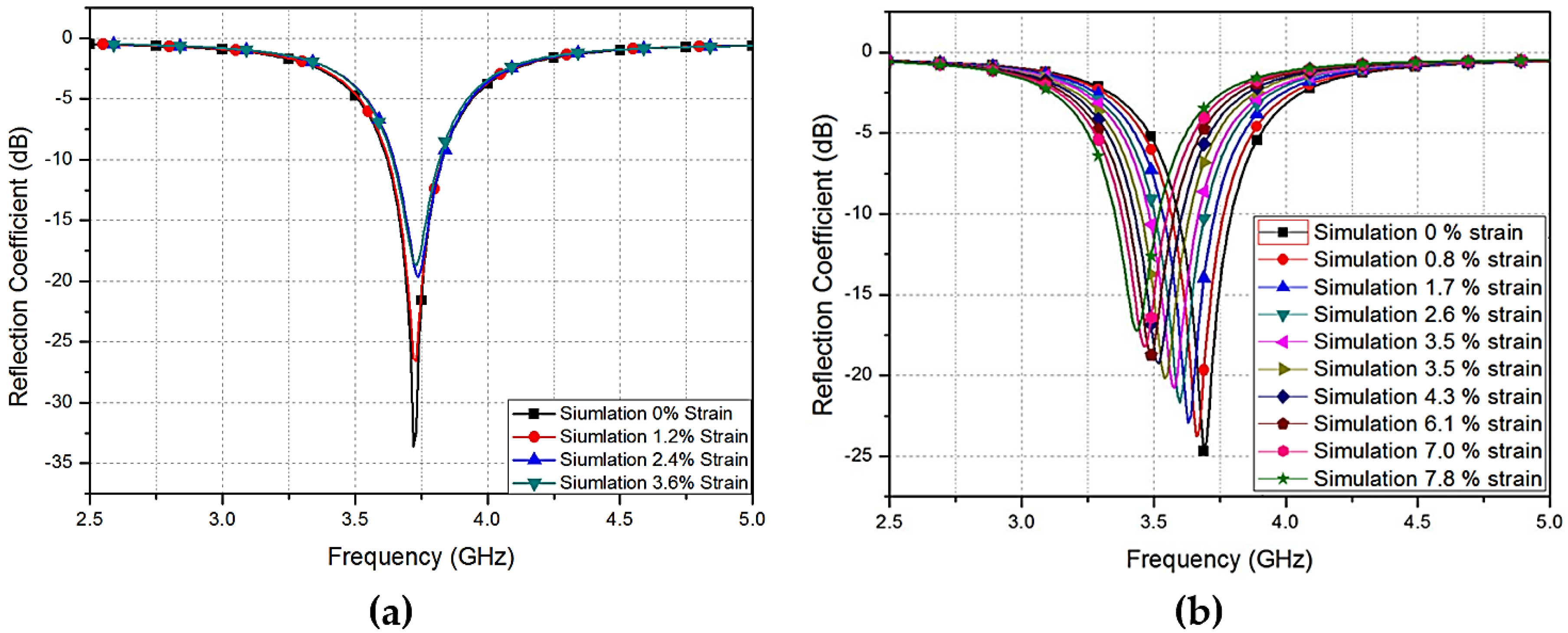
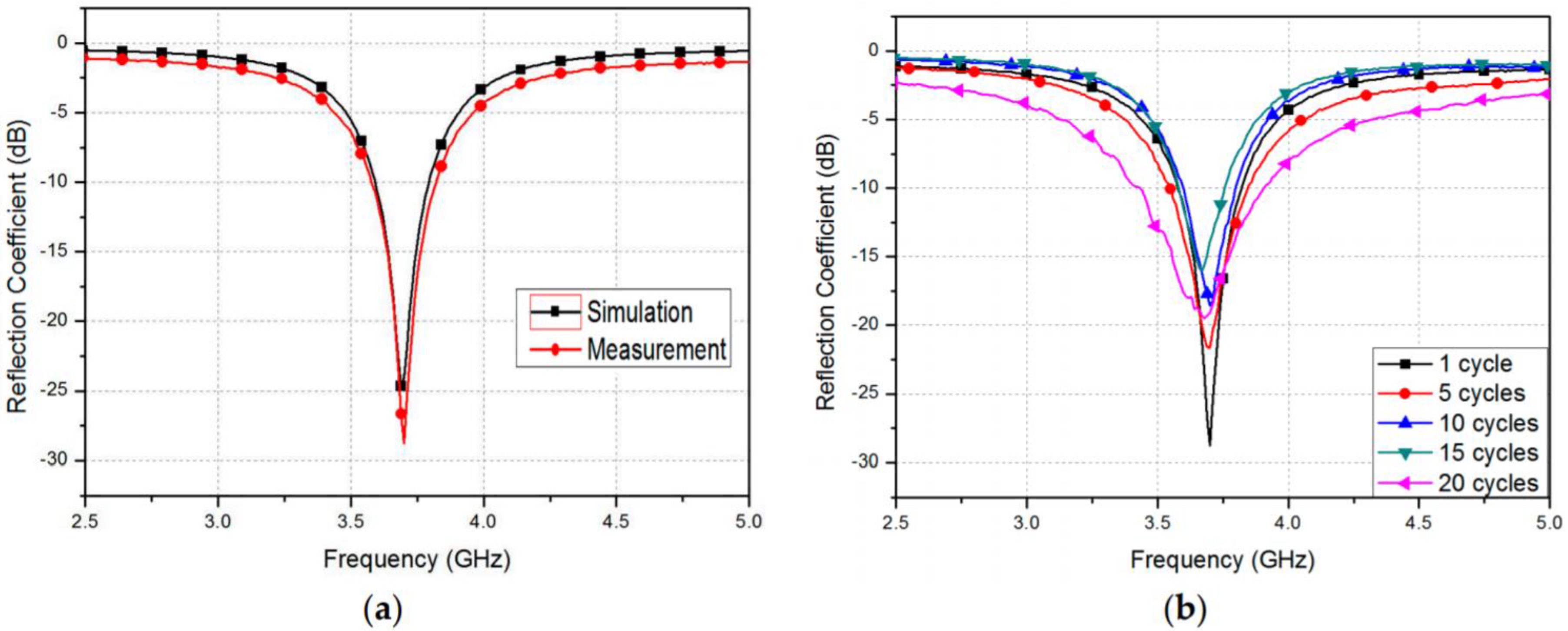
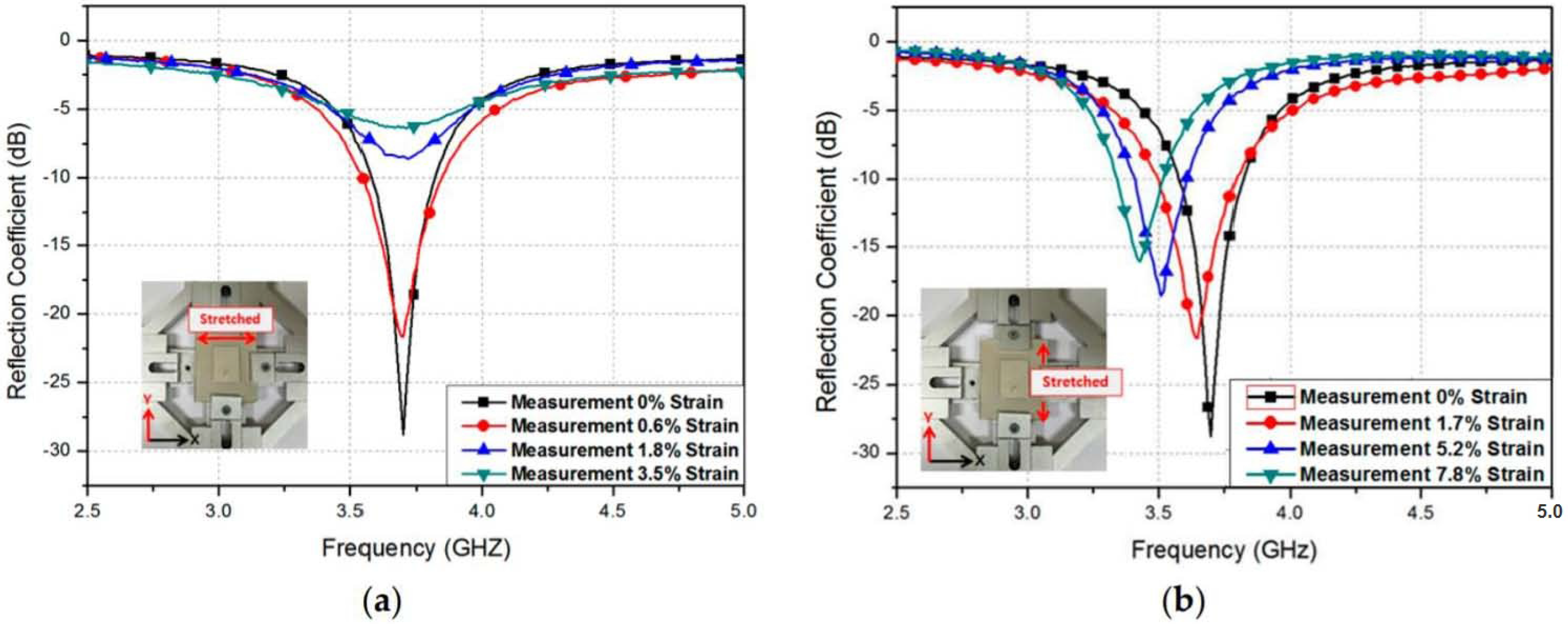
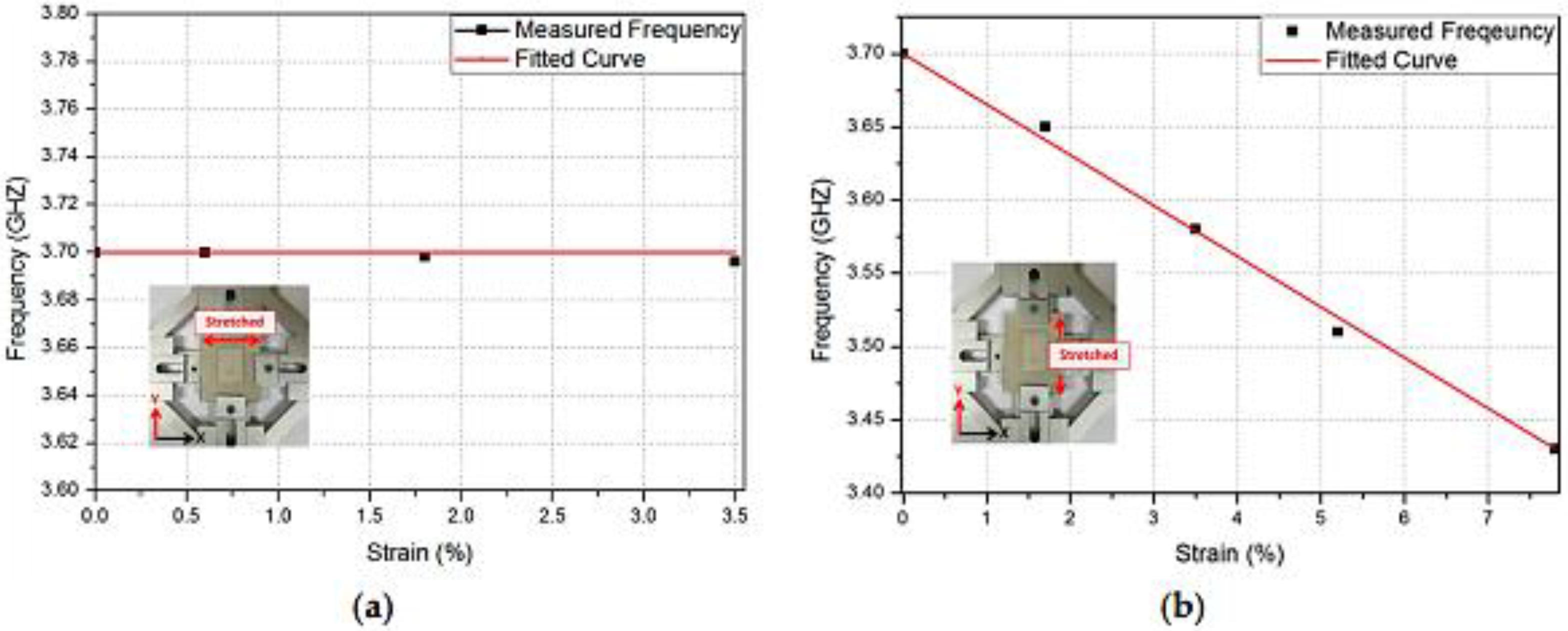
4.1.3. Experimental Results
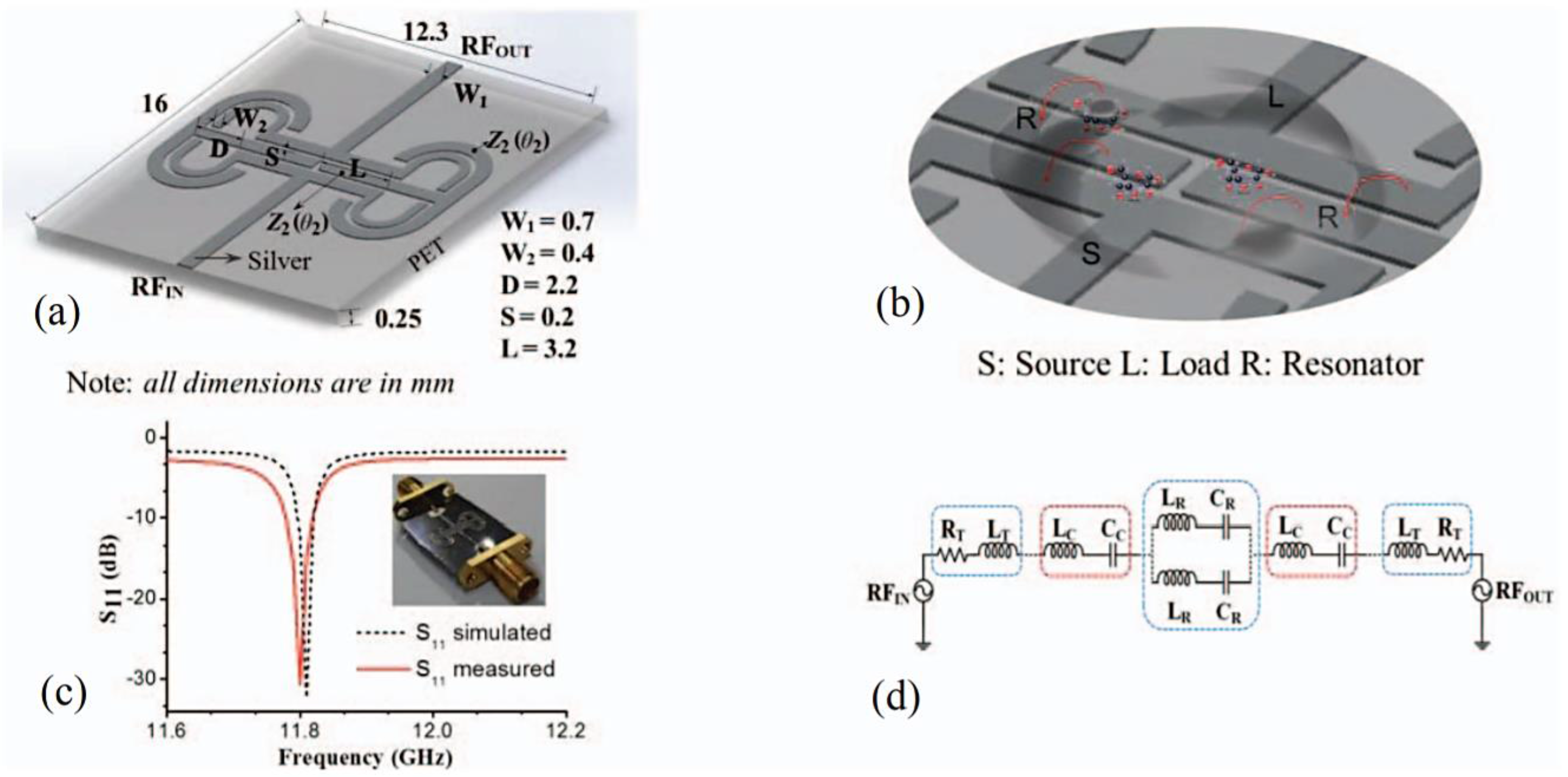
4.2. Flexible Screen Printed Biosensor with High-Q Microwave Resonator for Rapid and Sensitive Detection of Glucose
4.2.1. Designing and Construction of the Sensor
4.2.2. Preparation of Testing Samples and Measurements
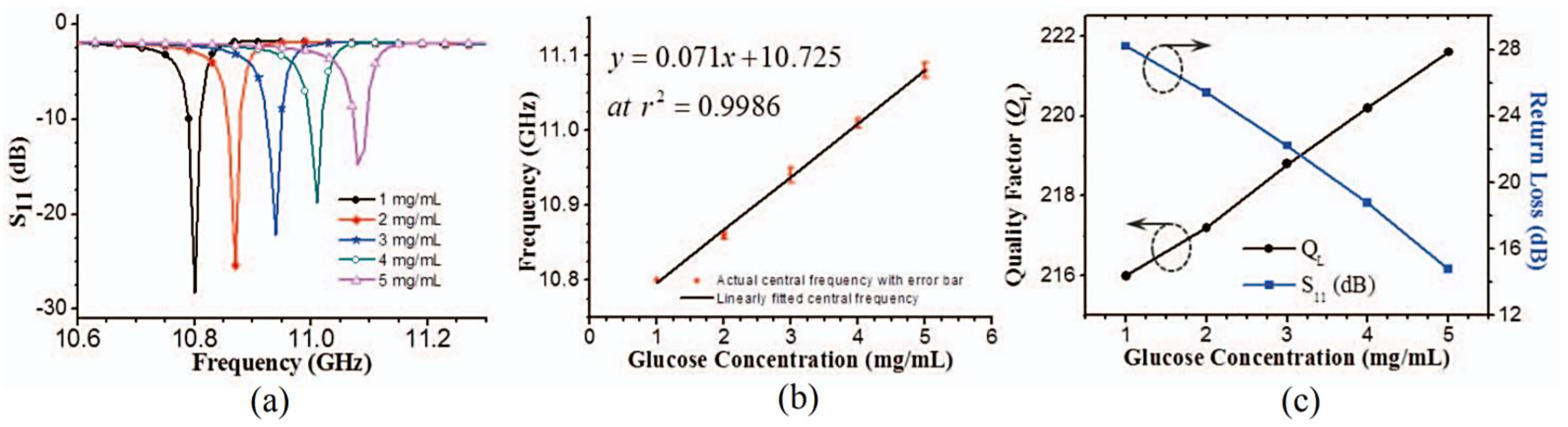
4.2.3. Detection using S-Parameters
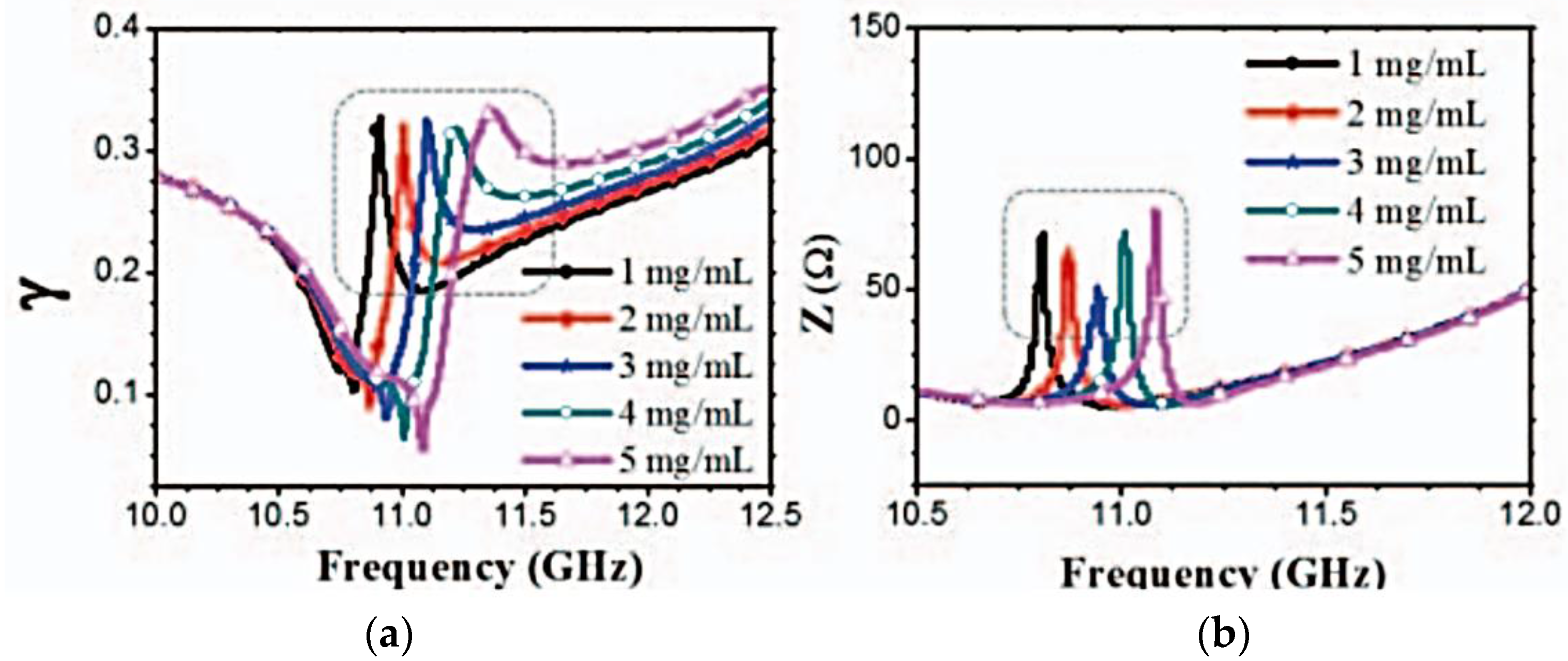
4.2.4. Detecting through Derived Parameters
5. Summary
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Yang, L.; Rida, A.; Vyas, R.; Tentzeris, M.M. RFID Tag and RF Structures on a Paper Substrate Using Inkjet-Printing Technology. IEEE Trans. Microw. Theory Tech. 2007, 55, 2894–2901. [Google Scholar] [CrossRef]
- Cook, B.S.; Cooper, J.R.; Tentzeris, M.M. Multi-Layer RF Capacitors on Flexible Substrates Utilizing Inkjet Printed Dielectric Polymers. IEEE Microw. Wirel. Compon. Lett. 2013, 23, 353–355. [Google Scholar] [CrossRef]
- Cook, B.S.; Mariotti, C.; Cooper, J.R.; Revier, D.; Tehrani, B.K.; Aluigi, L.; Roselli, L.; Tentzeris, M.M. Inkjet-printed, vertically-integrated, high-performance inductors and transformers on flexible LCP substrate. In Proceedings of the 2014 IEEE MTT-S International Microwave Symposium (IMS), Tampa, FL, USA, 1–6 June 2014; pp. 1–4. [Google Scholar]
- Mariotti, C.; Aluigi, L.; Thai, T.T.; Alimenti, F.; Roselli, L.; Tentzeris, M.M. A fully inkjet-printed 3D transformer balun for conformal and rollable microwave applications. In Proceedings of the 2014 IEEE Antennas and Propagation Society International Symposium (APSURSI), Memphis, TN, USA, 6–11 July 2014; pp. 330–331. [Google Scholar]
- Cook, B.S.; Tehrani, B.; Cooper, J.R.; Tentzeris, M.M. Multilayer Inkjet Printing of Millimeter-Wave Proximity-Fed Patch Arrays on Flexible Substrates. IEEE Antennas Wirel. Propag. Lett. 2013, 12, 1351–1354. [Google Scholar] [CrossRef]
- Bito, J.; Tehrani, B.; Cook, B.; Tentzeris, M. Fully inkjet-printed multilayer microstrip patch antenna for Ku-band applications. In Proceedings of the 2014 IEEE Antennas and Propagation Society International Symposium (APSURSI), Memphis, TN, USA, 6–11 July 2014; pp. 854–855. [Google Scholar]
- Tehrani, B.; Cook, B.; Cooper, J.; Tentzeris, M. Inkjet printing of a wideband, high gain mm-wave vivaldi antenna on a flexible organic substrate. In Proceedings of the 2014 IEEE Antennas and Propagation Society International Symposium (APSURSI), Memphis, TN, USA, 6–11 July 2014; pp. 320–321. [Google Scholar]
- Hettak, K.; Ross, T.; James, R.; Momciu, A.; Wight, J. Flexible polyethylene terephthalate-based inkjet printed CPW-fed monopole antenna for 60 GHz ISM applications. In Proceedings of the 2013 European Microwave Integrated Circuits Conference (EuMIC), Nuremberg, Germany, 6–8 October 2013; pp. 476–479. [Google Scholar]
- Kao, H.L.; Yeh, C.S.; Zhang, X.Y.; Cho, C.L.; Dai, X.; Wei, B.H.; Chang, L.C.; Chiu, H.C. Inkjet Printed Series-Fed Two-Dipole Antenna Comprising a Balun Filter on Liquid Crystal Polymer Substrate. IEEE Trans. Compon. Packag. Manuf. Technol. 2014, 4, 1228–1236. [Google Scholar]
- Bisognin, A.; Thielleux, J.; Wei, W.; Titz, D.; Ferrero, F.; Brachat, P.; Jacquemod, G.; Happy, H.; Luxey, C. Inkjet Coplanar Square Monopole on Flexible Substrate for 60-GHz Applications. IEEE Antennas Wirel. Propag. Lett. 2014, 13, 435–438. [Google Scholar] [CrossRef]
- Whittow, W.G.; Chauraya, A.; Vardaxoglou, J.C.; Li, Y.; Torah, R.; Yang, K.; Beeby, S.; Tudor, J. Inkjet-Printed Microstrip Patch Antennas Realized on Textile for Wearable Applications. IEEE Antennas Wirel. Propag. Lett. 2014, 13, 71–74. [Google Scholar] [CrossRef] [Green Version]
- Tehrani, B.K.; Bito, J.; Cook, B.S.; Tentzeris, M.M. Fully inkjet-printed multilayer microstrip and T-resonator structures for the RF characterization of printable materials and interconnects. In Proceedings of the 2014 IEEE MTT-S International Microwave Symposium (IMS), Tampa, FL, USA, 1–6 June 2014; pp. 1–4. [Google Scholar]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012. [Google Scholar] [CrossRef]
- Kim, D.-H.; Kim, Y.-S.; Wu, J.; Liu, Z.; Song, J.; Kim, H.-S.; Huang, Y.Y.; Hwang, K.-C.; Rogers, J.A. Ultrathin Silicon Circuits With Strain-Isolation Layers and Mesh Layouts for High-Performance Electronics on Fabric, Vinyl, Leather, and Paper. Adv. Mater. 2009, 21, 3703–3707. [Google Scholar] [CrossRef]
- Ko, H.C.; Stoykovich, M.P.; Song, J.; Malyarchuk, V.; Choi, W.M.; Yu, C.-J.; Geddes, J.B.; Xiao, J.; Wang, S.; Huang, Y.; et al. A hemispherical electronic eye camera based on compressible silicon optoelectronics. Nature 2008, 454, 748–753. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Zhang, R.; Moon, K.-S.; Liu, Y.; Hansen, K.; Le, T.; Wong, C.P. Highly Conductive, Flexible, Polyurethane-Based Adhesives for Flexible and Printed Electronics. Adv. Funct. Mater. 2013, 23, 1459–1465. [Google Scholar] [CrossRef]
- Li, Z.; Le, T.; Wu, Z.; Yao, Y.; Li, L.; Tentzeris, M.; Moon, K.-S.; Wong, C.P. Rational Design of a Printable, Highly Conductive Silicone-based Electrically Conductive Adhesive for Stretchable Radio-Frequency Antennas. Adv. Funct. Mater. 2015, 25, 464–470. [Google Scholar] [CrossRef]
- Le, T.; Song, B.; Liu, Q.; Bahr, R.A.; Moscato, S.; Wong, C.-P.; Tentzeris, M.M. A novel strain sensor based on 3D printing technology and 3D antenna design. In Proceedings of the IEEE 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 981–986. [Google Scholar]
- Levi, A.; Piovanelli, M.; Furlan, S.; Mazzolai, B.; Beccai, L. Soft, Transparent, Electronic Skin for Distributed and Multiple Pressure Sensing. Sensors 2013, 13, 6578–6604. [Google Scholar] [CrossRef] [PubMed]
- Martinez, R.V.; Branch, J.L.; Fish, C.R.; Jin, L.; Shepherd, R.F.; Nunes, R.M.D.; Suo, Z.; Whitesides, G.M. Robotic Tentacles with Three-Dimensional Mobility Based on Flexible Elastomers. Adv. Mater. 2013, 25, 205–212. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Le, T.; Bahr, R.A.; Tentzeris, M.M.; Song, B.; Wong, C.P. A novel chipless RFID-based stretchable and wearable hand gesture sensor. In Proceedings of the 2015 European Microwave Conference (EuMC), Paris, France, 7–10 September 2015; pp. 371–374. [Google Scholar]
- Chossat, J.B.; Park, Y.L.; Wood, R.J.; Duchaine, V. A Soft Strain Sensor Based on Ionic and Metal Liquids. IEEE Sens. J. 2013, 13, 3405–3414. [Google Scholar] [CrossRef]
- Vogt, D.M.; Park, Y.L.; Wood, R.J. Design and Characterization of a Soft Multi-Axis Force Sensor Using Embedded Microfluidic Channels. IEEE Sens. J. 2013, 13, 4056–4064. [Google Scholar] [CrossRef]
- Frauenfelder, M. Make: Ultimate Guide to 3D Printing 2014; Maker Media Inc.: San Francisco, CA, USA, 2014. [Google Scholar]
- Adams, J.J.; Duoss, E.B.; Malkowski, T.F.; Motala, M.J.; Ahn, B.Y.; Nuzzo, R.G.; Bernhard, J.T.; Lewis, J.A. Conformal Printing of Electrically Small Antennas on Three-Dimensional Surfaces. Adv. Mater. 2011, 23, 1335–1340. [Google Scholar] [CrossRef] [PubMed]
- Ladd, C.; So, J.-H.; Muth, J.; Dickey, M.D. 3D Printing of Free Standing Liquid Metal Microstructures. Adv. Mater. 2013, 25, 5081–5085. [Google Scholar] [CrossRef] [PubMed]
- DPandoras. Available online: http://3dpandoras.com/ (accessed on 8 September 2017).
- Muth, J.T.; Vogt, D.M.; Truby, R.L.; Mengüç, Y.; Kolesky, D.B.; Wood, R.J.; Lewis, J.A. Embedded 3D Printing of Strain Sensors within Highly Stretchable Elastomers. Adv. Mater. 2014, 26, 6307–6312. [Google Scholar] [CrossRef] [PubMed]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-Roll fabrication of large area functional organic materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Tobjork, D.; Osterbacka, R. Paper electronics. Adv. Mater. 2011, 23, 1935–1961. [Google Scholar] [CrossRef] [PubMed]
- Krebs, F.C.; Jørgensen, M.; Norrman, K.; Hagemann, O.; Alstrup, J.; Nielsen, T.D.; Fyenbo, J.; Larsen, K.; Kristensen, J. A complete process for production of flexible large area polymer solar cells entirely using screen printing—First public demonstration. Sol. Energy Mater. Sol. Cells 2009, 93, 422–441. [Google Scholar] [CrossRef]
- Turunen, R.; Numakura, D.; Nakayama, M.; Kawasaki, H. Screen Printing Process for High Density Flexible Electronics; IPC Expo: Santiago, CA, USA, 2008. [Google Scholar]
- Kwack, Y.-J.; Choi, W.-S. Screen-printed source-drain electrodes for a solution-processed zinc-tin-oxide thin-film transistor. J. Korean Phys. Soc. 2011, 59, 3410–3413. [Google Scholar]
- Chang, W.-Y.; Fang, T.-H.; Yeh, S.-H.; Lin, Y.-C. Flexible electronics sensors for tactile multi-touching. Sensors 2009, 9, 1188–1203. [Google Scholar] [CrossRef] [PubMed]
- Noguchi, Y.; Sekitani, T.; Someya, T. Printed shadow masks for organic transistors. Appl. Phys. Lett. 2007, 91, 133502. [Google Scholar] [CrossRef]
- El Jazairi, I.E.H.; Trigaud, T.; Moliton, J.-P. OTFT with silk screen printed drain and source. Micro Nanosyst. 2009, 1, 46–49. [Google Scholar] [CrossRef]
- Jabbour, G.E.; Radspinner, R.; Peyghambarian, N. Screen printing for the fabrication of organic light-emitting devices. IEEE J. Sel. Top. Quantum Electron. 2001, 7, 769–773. [Google Scholar] [CrossRef]
- Shi, C.W.P.; Shan, X.; Tarapata, G.; Jachowicz, R.; Weremczuk, J.; Hui, H.T. Fabrication of wireless sensors on flexible film using screen printing and via filling. Microsyst. Technol. 2011, 17, 661–667. [Google Scholar] [CrossRef]
- Pease, R.F.; Chou, S.Y. Lithography and other patterning techniques for future electronics. Proc. IEEE 2008, 96, 248–270. [Google Scholar] [CrossRef]
- Cook, B.S.; Shamim, A. Inkjet Printing of Novel Wideband and High Gain Antennas on Low-Cost Paper Substrate. IEEE Trans. Antennas Propag. 2012, 60, 4148–4156. [Google Scholar] [CrossRef]
- Tentzeris, M.M.; Vyas, R.; Lakafosis, V. Conformal 2D/3D Wireless Modules Utilizing Inkjet Printing and Nanotechnology. Microw. J. 2012, 55, 1–13. [Google Scholar]
- Kim, S.; Georgiadis, A.; Collado, A.; Tentzeris, M.M. An Inkjet-Printed Solar-Powered Wireless Beacon on Paper for Identification and Wireless Power Transmission Applications. IEEE Trans. Microw. Theory Tech. 2012, 60, 4178–4186. [Google Scholar] [CrossRef]
- Liu, H.; Bolic, M.; Nayak, A.; Stojmenovic, I. Taxonomy and Challenges of the Integration of RFID and Wireless Sensor Networks. IEEE Netw. 2008, 22, 26–35. [Google Scholar] [CrossRef]
- Kim, S.; Kawahara, Y.; Georgiadis, A.; Collado, A.; Tentzeris, M.M. A novel dual-band retro-directive reflector array on paper utilizing Substrate Integrated Waveguide (SIW) and inkjet printing technologies for chipless RFID tag and sensor applications. In Proceedings of the 2013 IEEE MTT-S International Microwave Symposium Digest (IMS), Seattle, WA, USA, 2–7 June 2013; pp. 1–4. [Google Scholar]
- Miyamoto, R.Y.; Itoh, T. Retrodirective arrays for wireless communications. IEEE Microw. Mag. 2002, 3, 71–79. [Google Scholar] [CrossRef]
- Van, A.L.C. Electromagnetic Reflector. U.S. Patent 2908002 A, 6 October 1959. [Google Scholar]
- Kim, S.; Cook, B.; Cooper, J.; Traille, A.; Georgiadis, A.; Aubert, H.; Tentzeris, M.M. Inkjet-printed Substrate Integrated Waveguide (SIW) Passive Dual-band Retro-directive Array on Paper substrate for Chipless RFID Tag and Sensor Applications. In Proceedings of the IEEE MTT-S International Microwave Symposium (IMS), Seattle, WA, USA, 2–7 June 2013. [Google Scholar]
- Bouaziz, S.; Chebila, F.; Traille, A.; Pons, P.; Aubert, H.; Tentzeris, M.M. Novel Microfluidic Structures for Wireless Passive Temperature Telemetry Medical Systems Using Radar Interrogation Techniques in Ka-Band. IEEE Antennas Wirel. Propag. Lett. 2012, 11, 1706–1709. [Google Scholar] [CrossRef]
- Kawahara, Y.; Lee, H.; Tentzeris, M.M. SenSprout: Inkjet-printed Soil Moisture and Leaf Wetness Sensor. In Proceedings of the 2012 ACM Conference on Ubiquitous Computing, New York, NY, USA, 5–8 September 2012; p. 545. [Google Scholar]
- Nishimoto, H.; Kawahara, Y.; Asami, T. Prototype implementation of ambient RF energy harvesting wireless sensor networks. In Proceedings of the 2010 IEEE SENSORS, Kona, HI, USA, 1–4 November 2010; pp. 1282–1287. [Google Scholar]
- Vena, A.; Sydanheimo, L.; Tentzeris, M.M.; Ukkonen, L. A Fully Inkjet—Printed Wireless and Chipless Sensor for CO2 and Temperature detection. IEEE Sens. J. 2014, 15, 89–99. [Google Scholar] [CrossRef]
- Yeow, J.T.W.; Wang, Y. A review of carbon nanotubes-based gas sensors. J. Sens. 2009, 2009, 493904. [Google Scholar]
- Ong, K.G.; Zeng, K.; Grimes, C.A. A wireless, passive carbon nanotube-based gas sensor. IEEE Sens. J. 2002, 2, 82–88. [Google Scholar]
- Firouzi, A.; Sobri, S.; Yasin, F.M.; Ahmadun, F. Fabrication of Gas Sensors based on Carbon Nanotube for CH4 and CO2 Detection. IPCBEE 2011, 2, 165–168. [Google Scholar]
- Yoon, H.J.; Jun, D.H.; Yang, J.H.; Zhou, Z.; Yang, S.S.; Cheng, M.M.-C. Carbon dioxide gas sensor using a graphene sheet. Sens. Actuators B Chem. 2011, 157, 310–313. [Google Scholar] [CrossRef]
- Vena, A.; Sydänheimo, L.; Tentzeris, M.M.; Ukkonen, L. A novel inkjet printed carbon nanotube-based chipless RFID sensor for gas detection. In Proceedings of the 2013 European Microwave Conference (EuMC), Nuremberg, Germany, 6–10 October 2013; pp. 9–12. [Google Scholar]
- Denneulin, A.; Bras, J.; Blayo, A.; Khelifi, B.; Roussel-Dherbey, F.; Neuman, C. The influence of carbon nanotubes in inkjet printing of conductive polymer suspensions. Nanotechnology 2009, 20, 385701. [Google Scholar] [CrossRef] [PubMed]
- Poly-Ink. Available online: http://www.poly-ink.fr/ (accessed on 8 September 2017).
- Lee, H.-M. Effect of Loading Split-Ring Resonators in a Microstrip Antenna Ground Plane. J. Electromagn. Eng. Sci. 2015, 15, 120–122. [Google Scholar] [CrossRef]
- Hyrel 3D. Available online: http://www.hyrel3d.com/ (accessed on 8 September 2017).
- Repetier. Available online: http://www.repetier.com/ (accessed on 8 September 2017).
- Slic3r. Available online: http://slic3r.org/ (accessed on 8 September 2017).
- Ninjatek. Available online: https://ninjatek.com/ (accessed on 8 September 2017).
- Horvath, J.; Cameron, R. 3D Printing with MatterControl; Apress: New York, NY, USA, 2015; pp. 31–46. [Google Scholar]
- Ders. Quack-Quack the Duck Gets His 3D Printed Leg Brace and the Chance to Walk Again. Available online: http://www.3ders.org/articles/20140813-quack-quack-the-duck-gets-his-3d-printed-leg-brace-and-the-chance-to-walk-again.html (accessed on 8 September 2017).
- Jack, K.; Fenner, D.; Harris, K. 3D Technology Kicks at the World Cup. Available online: https://www.pddnet.com/news/2014/06/3d-technology-kicks-world-cup (accessed on 8 September 2017).
- Tak, J.; Choi, J. A Low-Profile Dipole Array Antenna with Monopole-Like Radiation for On-Body Communications. J. Electromagn. Eng. Sci. 2015, 15, 245–249. [Google Scholar] [CrossRef]
- Chahadih, A.; Cresson, P.Y.; Hamouda, Z.; Gu, S.; Mismer, C.; Lasri, T. Microwave/microfluidic sensor fabricated on a flexible kapton substrate for complex permittivity characterization of liquids. Sens. Actuators A Phys. 2015, 229, 128–135. [Google Scholar] [CrossRef]
- Greer, J.R.; Street, R.A. Thermal cure effects on electrical performance of nanoparticle silver inks. Acta Mater. 2007, 55, 6345–6349. [Google Scholar] [CrossRef]
- Chretiennot, T.; Dubuc, D.; Grenier, K. A Microwave and Microfluidic Planar Resonator for Efficient and Accurate Complex Permittivity Characterization of Aqueous Solutions. IEEE Trans. Microw. Theory Tech. 2013, 61, 972–978. [Google Scholar] [CrossRef]
- Withayachumnankul, W.; Jaruwongrungsee, K.; Tuantranont, A.; Fumeaux, C.; Abbott, D. Metamaterial-based microfluidic sensor for dielectric characterization. Sens. Actuators A Phys. 2013, 189, 233–237. [Google Scholar] [CrossRef]
- Ebrahimi, A.; Withayachumnankul, W.; Al-Sarawi, S.; Abbott, D. High-Sensitivity Metamaterial-Inspired Sensor for Microfluidic Dielectric Characterization. IEEE Sens. J. 2014, 14, 1345–1351. [Google Scholar] [CrossRef]
- Holmgaard, T.; Del Barrio, S.C.; Morris, A.; Christensen, M.; Pedersen, G.F. Screen-printed silver-ink antennas for frequency-reconfigurable architectures in LTE phones. Electron. Lett. 2014, 50, 1665–1667. [Google Scholar]
- Bock, K. Polymer Electronics Systems—Polytronics. Proc. IEEE 2005, 93, 1400–1406. [Google Scholar] [CrossRef]
- Bao, Z.; Feng, Y.; Dodabalapur, A.; Raju, V.R.; Lovinger, A.J. High-Performance Plastic Transistors Fabricated by Printing Techniques. Chem. Mater. 1997, 9, 1299–1301. [Google Scholar] [CrossRef]
- Shaheen, S.E.; Radspinner, R.; Peyghambarian, N.; Jabbour, G.E. Fabrication of bulk heterojunction plastic solar cells by screen printing. Appl. Phys. Lett. 2001, 79, 2996–2998. [Google Scholar] [CrossRef]
- Horowitz, G. Organic Field-Effect Transistors. Adv. Mater. 1998, 10, 365–377. [Google Scholar] [CrossRef]
- Jeong, H.; Lim, S. A Stretchable Radio-Frequency Strain Sensor Using Screen Printing Technology. Sensors 2016, 16, 1839. [Google Scholar] [CrossRef] [PubMed]
- Peterson, R.L.; Drayton, R.F. A CPW T-Resonator Technique for Electrical Characterization of Microwave Substrates. IEEE Microw. Wirel. Compon. Lett. 2002, 12, 90–92. [Google Scholar] [CrossRef]
- Latti, K.-P.; Kettunen, M.; Strom, J.-P.; Silventoinen, P. A Review of Microstrip T-Resonator Method in Determining the Dielectric Properties of Printed Circuit Board Materials. IEEE Trans. Instrum. Meas. 2007, 56, 1845–1850. [Google Scholar] [CrossRef]
- Garg, B.; Verma, R.D.; Samadhiya, A. Design of Rectangular Microstrip Patch Antenna Incorporated with Innovative Metamaterial Structure for Dual band operation and Amelioration in Patch Antenna Parameters with Negative μ and ε. Int. J. Eng. Technol. 2012, 1, 205–216. [Google Scholar] [CrossRef]
- Lee, S.W.; Sung, Y. A Polarization Diversity Patch Antenna with a Reconfigurable Feeding Network. J. Electromagn. Eng. Sci. 2015, 15, 115–119. [Google Scholar] [CrossRef]
- Stutzman, W.L.; Thiele, G.A. Antenna Theory and Design; John Wiley & Sons: Somerset, NJ, USA, 2012. [Google Scholar]
- Chan, H.N.; Chen, Y.; Shu, Y.; Chen, Y.; Tian, Q.; Wu, H. Direct, one-step molding of 3D-printed structures for convenient fabrication of truly 3D PDMS microfluidic chips. Microfluid. Nanofluid. 2015, 19, 9–18. [Google Scholar] [CrossRef]
- Auyeung, R.C.Y. Laser Direct-Write of Metallic Nanoparticle Inks. J. Laser Micro Nanoeng. 2007, 2, 21–25. [Google Scholar] [CrossRef]
- Stokes, Y.M.; Pendleton, P. Drying and Curing of Stains and Lacquers Used in Furniture Finishing; Australian Mathematical Society: Canberra, Australia, 2001. [Google Scholar]
- Melik, R.; Unal, E.; Perkgoz, N.K.; Santoni, B.; Kamstock, D.; Puttlitz, C.; Demir, H.V. Nested Metamaterials for Wireless Strain Sensing. IEEE J. Sel. Top. Quantum Electron. 2010, 16, 450–458. [Google Scholar] [CrossRef]
- Melik, R.; Unal, E.; Kosku Perkgoz, N.; Puttlitz, C.; Demir, H.V. Flexible metamaterials for wireless strain sensing. Appl. Phys. Lett. 2009, 95, 181105. [Google Scholar] [CrossRef]
- Li, J.; Shah, C.M.; Withayachumnankul, W.; Ung, B.S.-Y.; Mitchell, A.; Sriram, S.; Bhaskaran, M.; Chang, S.; Abbott, D. Flexible terahertz metamaterials for dual-axis strain sensing. Opt. Lett. 2013, 38, 2104. [Google Scholar] [CrossRef] [PubMed]
- Qian, Z.; Tang, Q.; Li, J.; Zhao, H.; Zhang, W. Analysis and design of a strain sensor based on a microstrip patch antenna. In Proceedings of the 2012 International Conference on Microwave and Millimeter Wave Technology (ICMMT), Shenzhen, China, 5–8 May 2012; pp. 1–3. [Google Scholar]
- Makimoto, M.; Yamashita, S. Bandpass Filters Using Parallel Coupled Stripline Stepped Impedance Resonators. IEEE Trans. Microw. Theory Tech. 1980, 28, 1413–1417. [Google Scholar] [CrossRef]
- Topsakal, E.; Karacolak, T.; Moreland, E.C. Glucose-dependent dielectric properties of blood plasma. In Proceedings of the 2011 XXXth URSI General Assembly and Scientific Symposium, Istanbul, Turkey, 13–20 August 2011; pp. 1–4. [Google Scholar]
- Adhikari, K.K.; Kim, N.-Y. Microstrip Triband Bandstop Fitler with Sharp Stop Band Skirts and Independently Controllable Second Stop Band Response. Sci. World J. 2014, 2014, 1–9. [Google Scholar] [CrossRef] [PubMed]
- Adhikari, K.K.; Chuluunbaatar, Z.; Park, H.; Jung, Y.; Cho, G.; Jo, Y.H.; Kim, S.S.; Kim, N.Y. Flexible screen printed biosensor with high-Q microwave resonator for rapid and sensitive detection of glucose. In Proceedings of the 2014 IEEE MTT-S International Microwave Workshop Series on RF and Wireless Technologies for Biomedical and Healthcare Applications (IMWS-Bio2014), London, UK, 8–10 December 2014; pp. 1–3. [Google Scholar]
- Yoon, G. Dielectric properties of glucose in bulk aqueous solutions: Influence of electrode polarization and modeling. Biosens. Bioelectron. 2011, 26, 2347–2353. [Google Scholar] [CrossRef] [PubMed]
- Bard, A.J.; Zoski, C.G. Electroanalytical Chemistry: A Series of Advances; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Zhang, J.; Hsiang, T.Y. Extraction of subterahertz transmission-line parameters of coplanar waveguides. Piers Online 2007, 3, 1102–1106. [Google Scholar] [CrossRef]
- Salmerón, J.F.; Rivadeneyra, A.; Agudo-Acemel, M.; Capitán-Vallvey, L.F.; Banqueri, J.; Carvajal, M.A.; Palma, A.J. Printed single-chip UHF passive radio frequency identification tags with sensing capability. Sens. Actuators A Phys. 2014, 220, 281–289. [Google Scholar] [CrossRef]
- Falco, A.; Salmeron, J.F.; Loghin, F.C.; Lugli, P.; Rivadeneyra, A. Fully Printed Flexible Single-Chip RFID Tag with Light Detection Capabilities. Sensors 2017, 17, 534. [Google Scholar] [CrossRef] [PubMed]
- Voutilainen, J.V.; Happonen, T.; Häkkinen, J.; Fabritius, T. Screen-Printed Remotely Readable Environmental Sensor Pair. IEEE Sens. J. 2016, 16, 3523–3531. [Google Scholar] [CrossRef]
- Escobedo, P.; Carvajal, M.A.; Capitán-Vallvey, L.F.; Fernández-Salmerón, J.; Martínez-Olmos, A.; Palma, A.J. Passive UHF RFID Tag for Multispectral Assessment. Sensors 2016, 16, 1085. [Google Scholar] [CrossRef] [PubMed]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Memon, M.U.; Lim, S. Review of Batteryless Wireless Sensors Using Additively Manufactured Microwave Resonators. Sensors 2017, 17, 2068. https://doi.org/10.3390/s17092068
Memon MU, Lim S. Review of Batteryless Wireless Sensors Using Additively Manufactured Microwave Resonators. Sensors. 2017; 17(9):2068. https://doi.org/10.3390/s17092068
Chicago/Turabian StyleMemon, Muhammad Usman, and Sungjoon Lim. 2017. "Review of Batteryless Wireless Sensors Using Additively Manufactured Microwave Resonators" Sensors 17, no. 9: 2068. https://doi.org/10.3390/s17092068
APA StyleMemon, M. U., & Lim, S. (2017). Review of Batteryless Wireless Sensors Using Additively Manufactured Microwave Resonators. Sensors, 17(9), 2068. https://doi.org/10.3390/s17092068