Self-Calibrated In-Process Photogrammetry for Large Raw Part Measurement and Alignment before Machining

 and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Measurement by Portable Photogrammetry
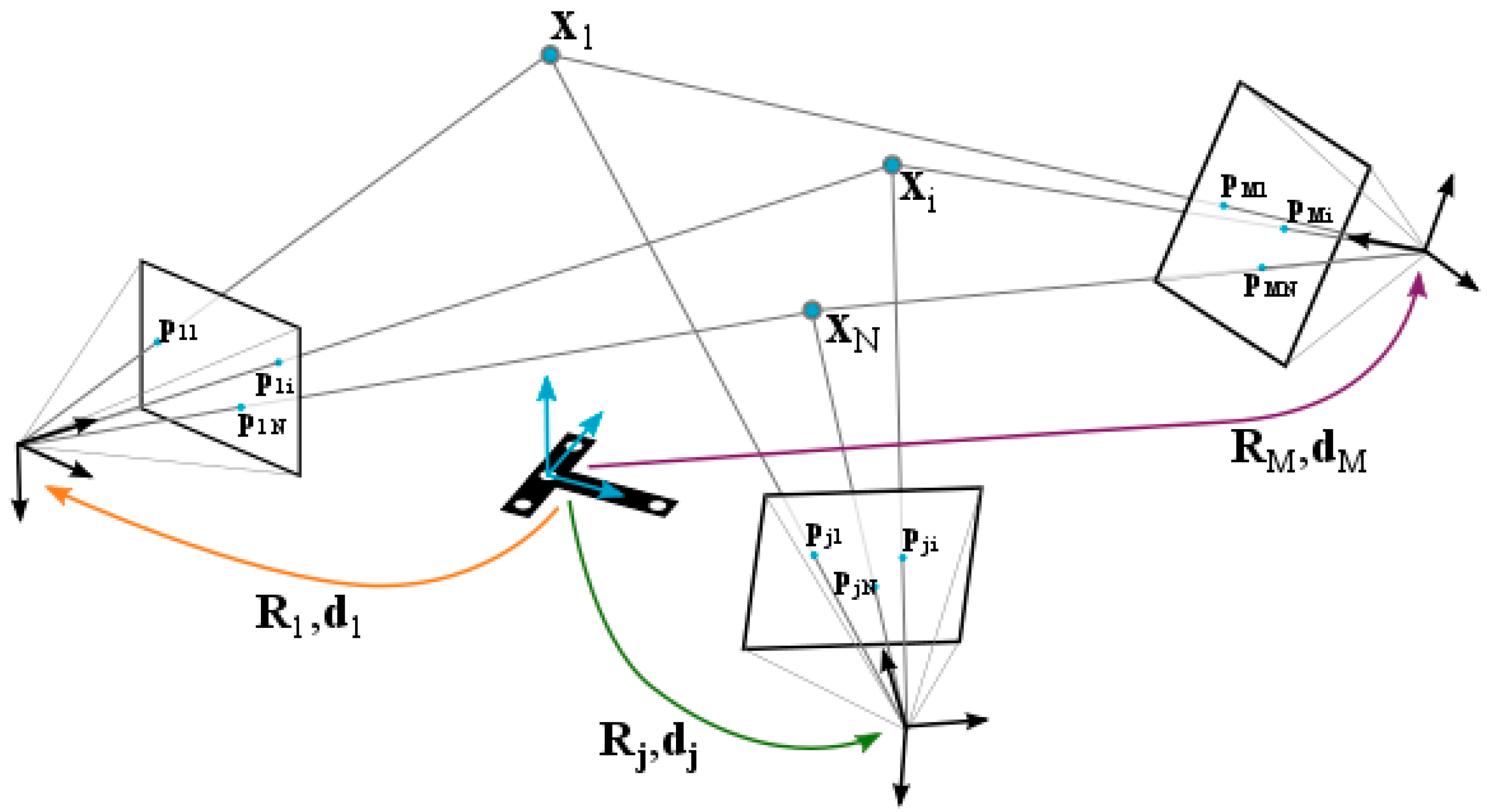
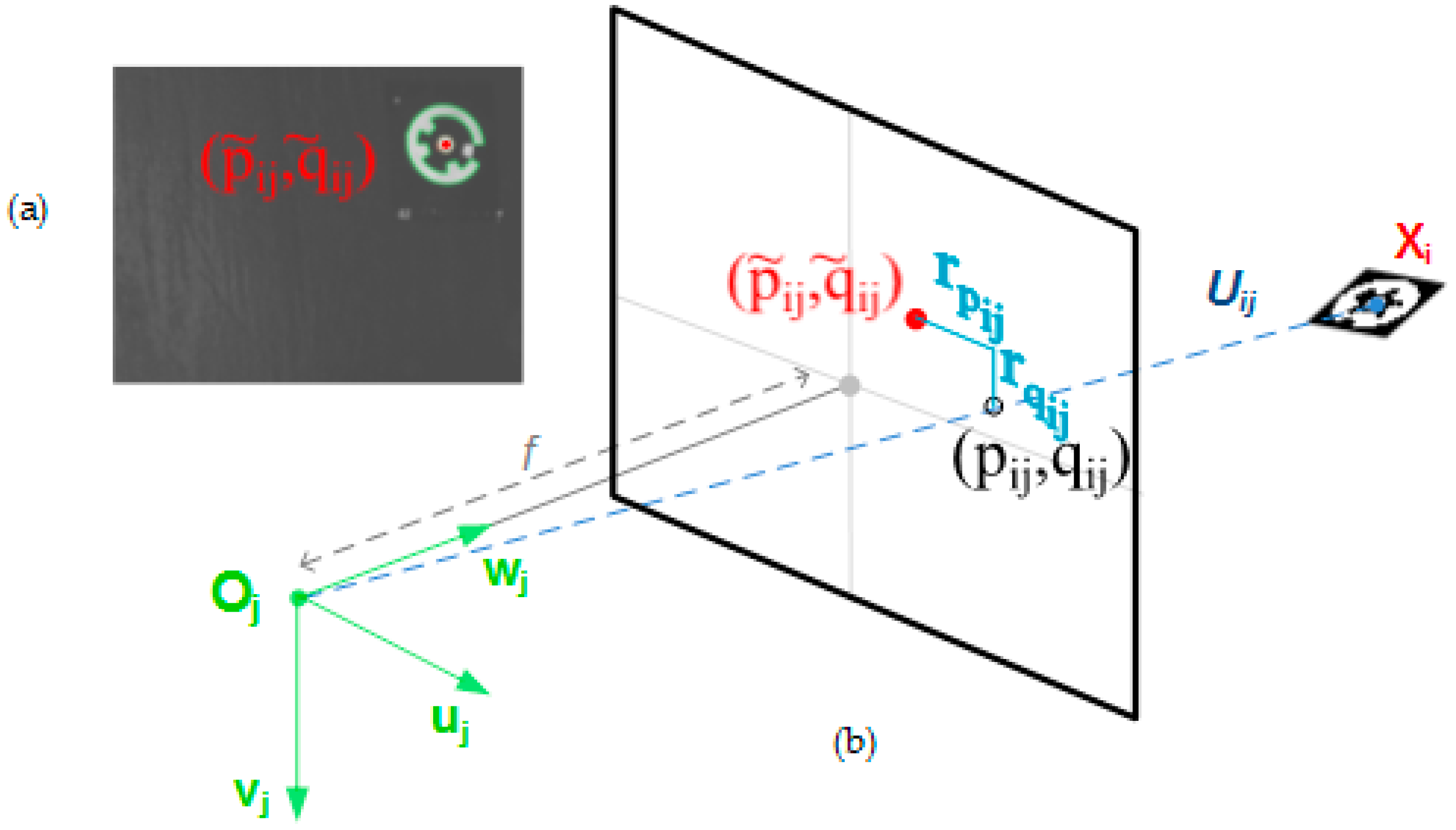
3.1. Multiple-View Geometry
3.2. Optimization Problem
4. In-Process Computing Procedure for Time Efficiency
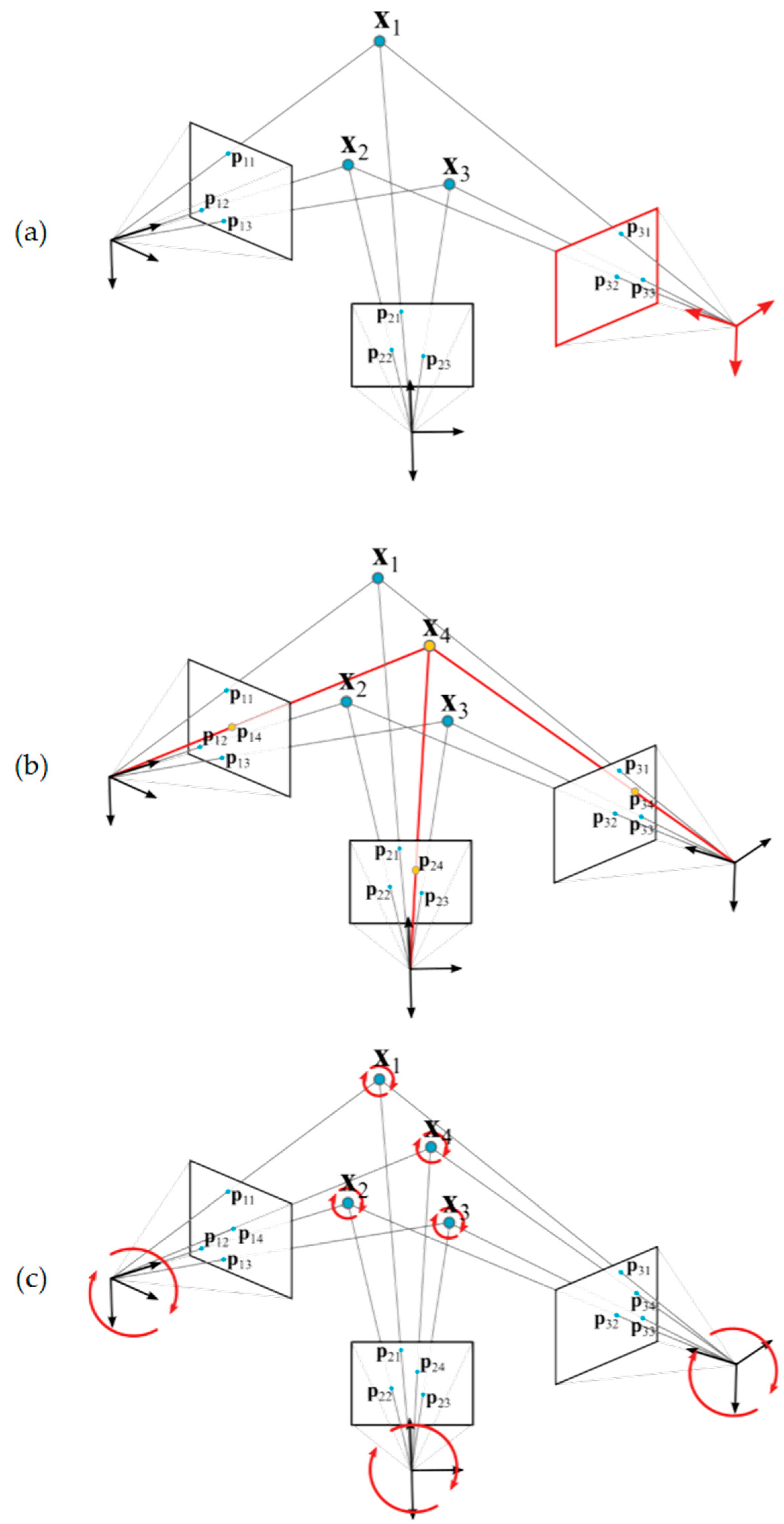
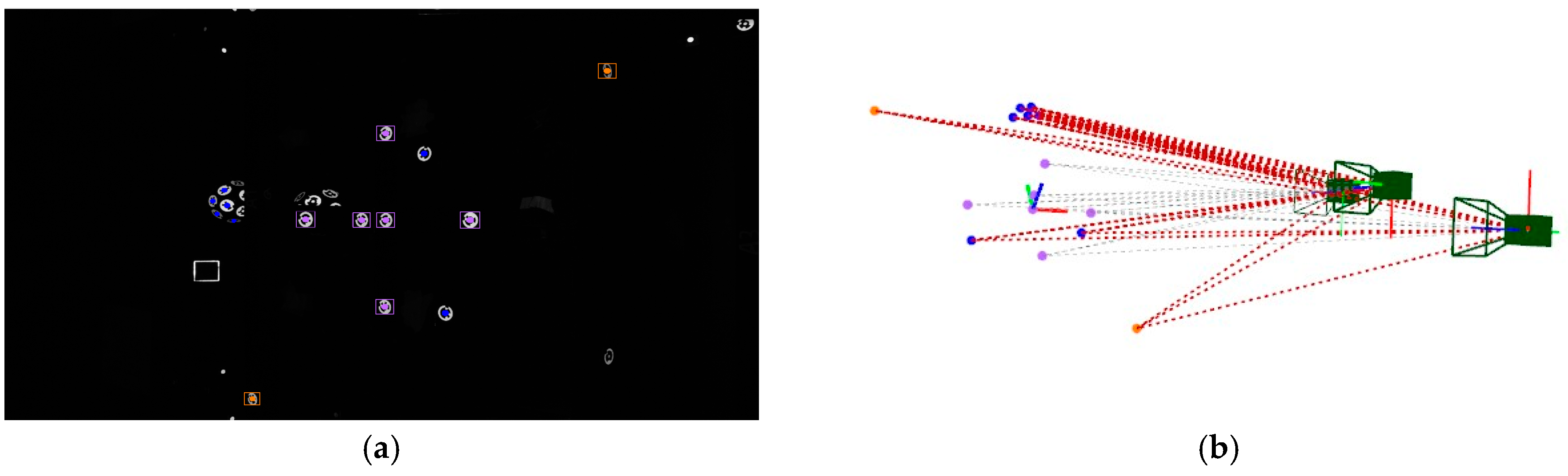
- Computation of an initial approach is performed for the camera extrinsic parameters of the new image (αj, βj, γj, and dj), according to already solved coded optical target 3D coordinates detected on the image (Figure 6a).
- In case a minimum set of three coded optical targets with known coordinates is not available in the new image, the camera extrinsic is not computed and the procedure stops asking for a new image having a minimum set of targets to proceed back in step 1.
- Given by the new camera extrinsic parameters, computation of an initial approach is performed for new target 3D coordinates unsolved so far but coded, provided that each one is jointly observed by a minimum set of two camera views with known extrinsic parameters (Figure 6b).
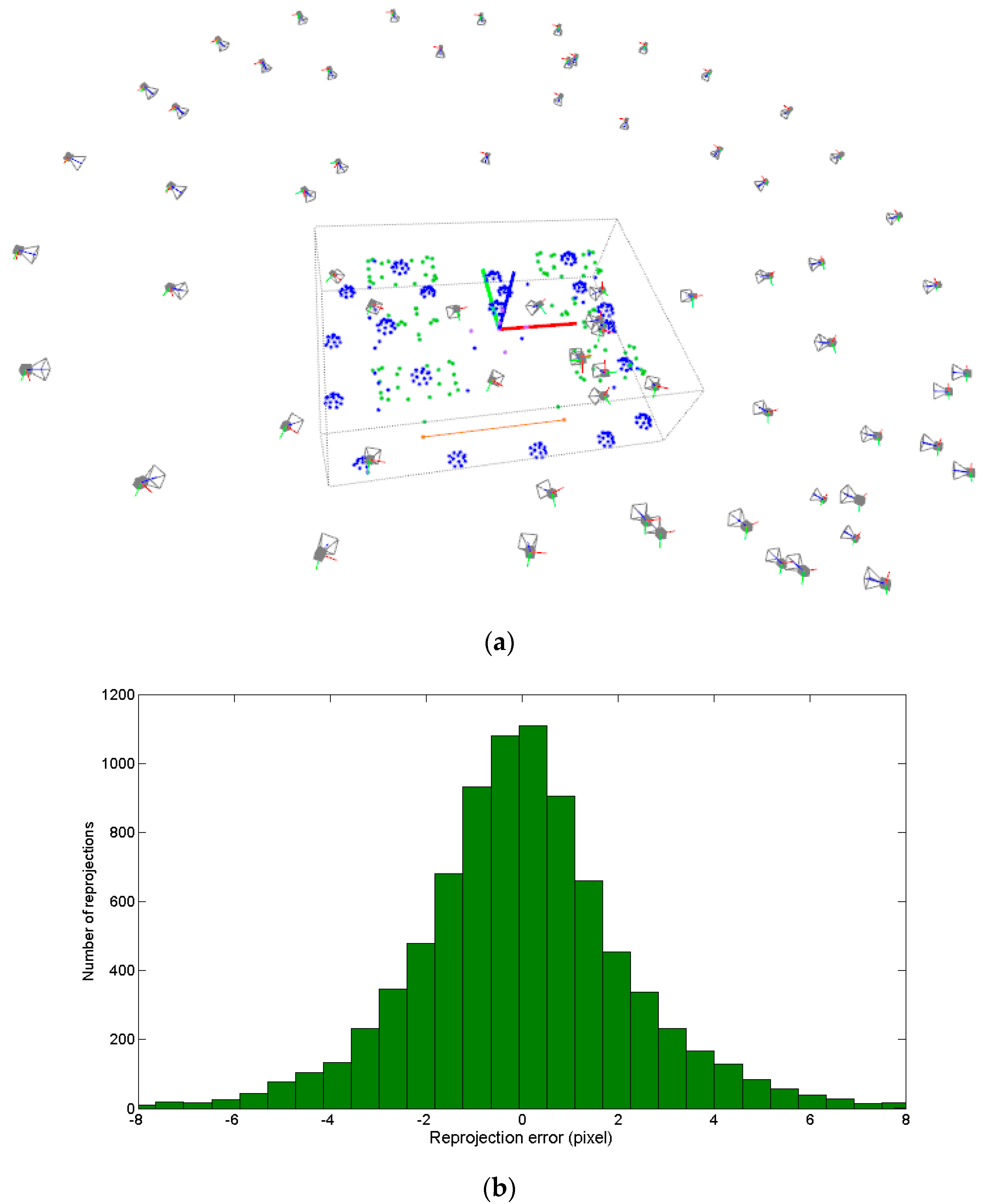
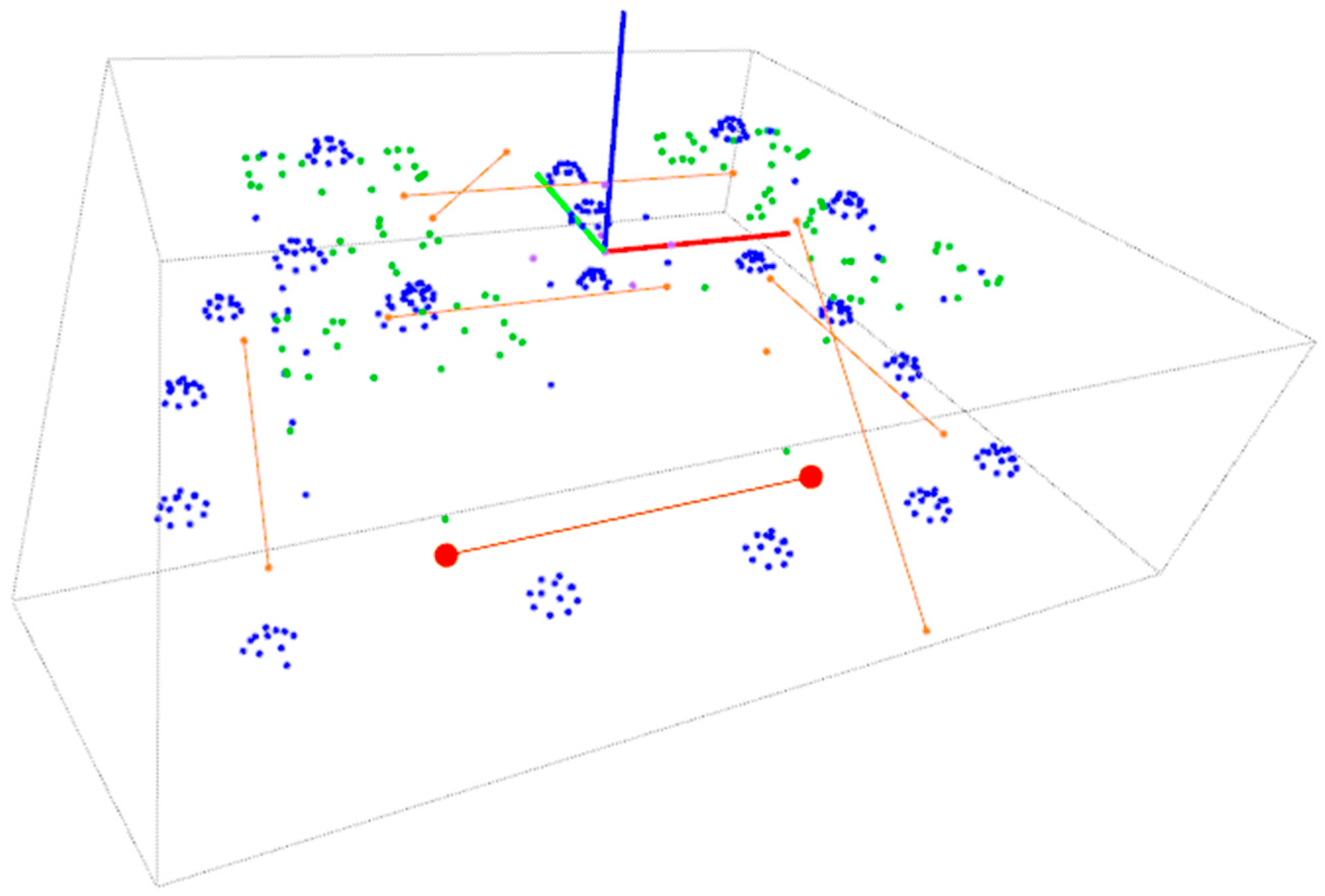
- An intermediate joint bundle adjustment (Figure 6c) is conducted for the camera extrinsic and target coordinates solved according to all images so far. Given by the initial approaches in steps 2 and 5, only one bundle iteration is performed, so that a sufficiently accurate and consistent epipolar net construction is obtained every time a new image is included in the minimization problem, ensuring a reliable correspondence solving for non-coded targets in step 4, and avoiding unnecessary computational work until joint bundle convergence at this step. The measuring process can now continue with the acquisition of new images, computed in-process from step 1 to 6 every time a new image is taken.
- Finally, once the measuring process finishes, the post-process joint bundle of camera extrinsic parameters and target coordinates is computed until convergence and measuring process traceability is set by calibrated scale bar distances available at the scene, where measuring frame target coordinates are also included into the bundle adjustment.
4.1. Camera Extrinsic Parameters Initial Approach Computation
4.2. Target 3D Coordinate Initial Approach Computation
4.3. Joint Bundle Adjustment
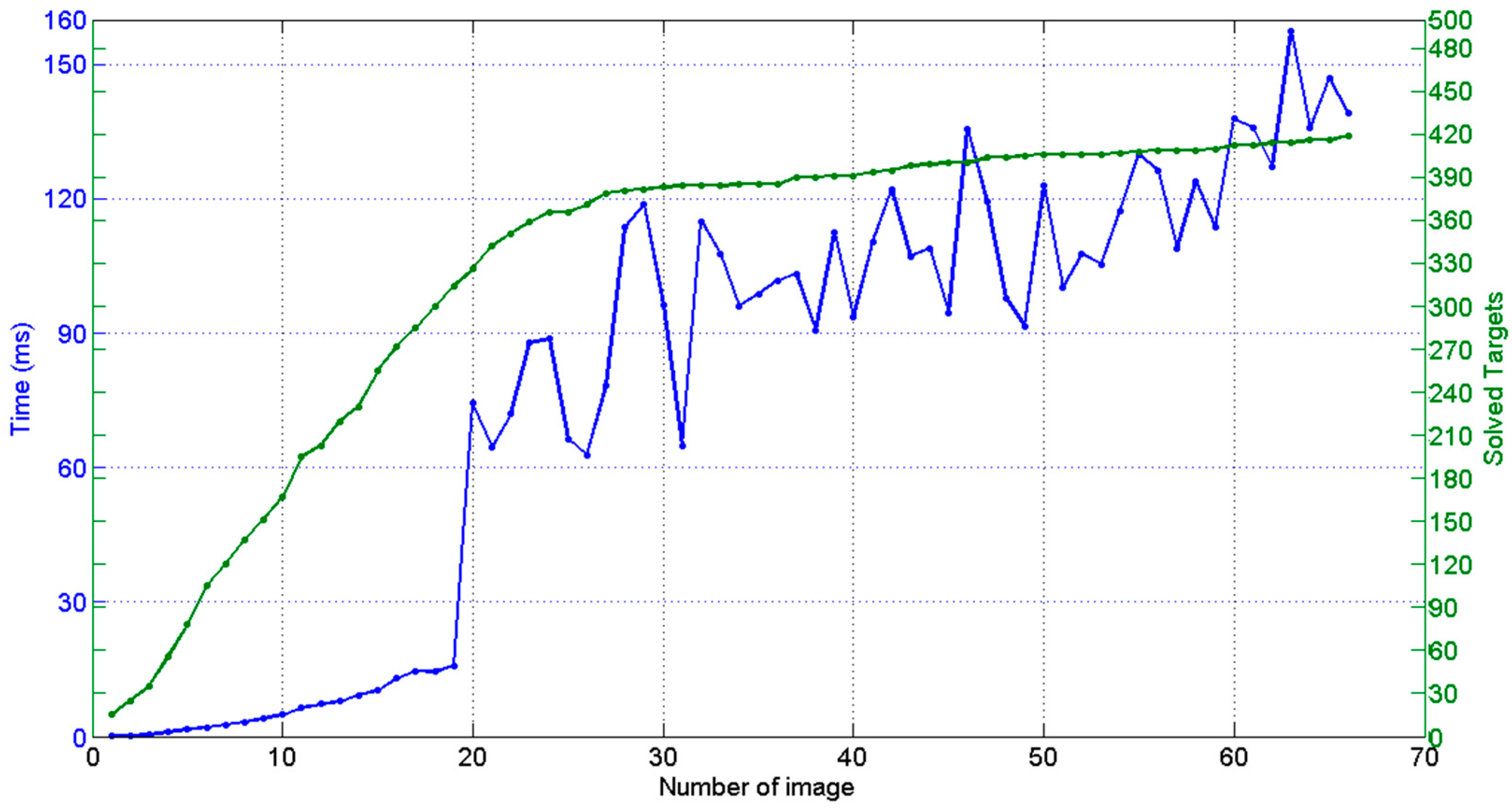
4.4. Computing Performance of the In-Process Approach
5. Camera Model Self-Calibration for Precision
5.1. Including Camera Model into Bundle Adjustment
5.2. Computing Efficiency and Precision Performance Evaluation for Self-Calibrated Photogrammetry
6. Evaluation at Industrial Scenarios
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Estler, W.; Ednundson, K.; Peggs, G.; Parker, D. Large-Scale Metrology—An Update. CIRP Ann. Manuf. Technol. 2002, 51, 587–609. [Google Scholar] [CrossRef]
- Schmitt, R.H.; Peterek, M.; Morse, E.; Knapp, W.; Galetto, M.; Hätig, F.; Goch, G.; Hughes, B.; Forbes, A.; Estler, W.T. Advances in Large-Scale Metrology—Review and future trends. CIRP Ann. Manuf. Technol. 2016, 65, 643–665. [Google Scholar] [CrossRef]
- Cuypers, W.; VanGestel, N.; Voet, A.; Kruth, J.-P.; Mingneau, J.; Bleys, P. Optical measurement techniques for mobile and large-scale dimensional metrology. Opt. Lasers Eng. 2009, 79, 292–300. [Google Scholar] [CrossRef] [Green Version]
- Uriarte, L.; Zatarain, M.; Axinte, D.; Yagüe-Fabra, J.; Ihlenfeldt, S.; Eguia, J.; Olarra, A. Machine tools for large parts. CIRP Ann. Manuf. Technol. 2013, 62, 731–750. [Google Scholar] [CrossRef]
- Zatarain, M.; Mendikute, A.; Inziarte, I. Raw part characterisation and automated alignment by means of a photogrammetric approach. CIRP Ann. Manuf. Technol. 2012, 61, 383–386. [Google Scholar] [CrossRef]
- Triggs, B.; McLauchlan, P.F.; Hartley, R.I.; Fitzgibbon, A.W. Bundle Adjustment—A Modern Synthesis, Vision Algorithms: Theory and Practice; Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2000; Volume 1883, pp. 298–372. [Google Scholar]
- Bösemann, W. Advances in photogrammetric measurement solutions. Comput. Ind. 2005, 56, 886–893. [Google Scholar] [CrossRef]
- Franceschini, F.; Galetto, M.; Maisano, D.; Mastrogiacomo, L. Large-Scale Dimensional Metrology (LSDM): From Tapes and Theodolites to Multi-Sensor Systems. Int. J. Precis. Eng. Manuf. 2014, 15, 1739–1758. [Google Scholar] [CrossRef]
- Peggs, G.N.; Maropoulos, P.G.; Hughes, E.B.; Forbes, A.B.; Robson, S.; Ziebart, M.; Muralikrishnan, B. Recent Developments in Large-Scale Dimensional Metrology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2009, 223, 571–595. [Google Scholar] [CrossRef]
- Remodino, F.; El-Hakim, S. Image Based 3D Modelling: A review. Photogramm. Rec. 2016, 21, 269–291. [Google Scholar] [CrossRef]
- Long, C.; Zhu, J.; Yi, W. Portable visual metrology without traditional self-calibration measurement model. Measurement 2016, 90, 424–437. [Google Scholar] [CrossRef]
- Babapour, H.; Mokhtarzade, M.; Zoej, M.J.V. Self-calibration of digital aerial camera using combined orthogonal models. ISPRS J. Photogramm. Remote Sens. 2016, 117, 29–39. [Google Scholar] [CrossRef]
- Luhmann, T.; Fraser, C.; Maas, H.G. Sensor modelling and camera calibration for close-range photogrammetry. ISPRS J. Photogramm. Remote Sens. 2016, 115, 37–46. [Google Scholar] [CrossRef]
- Huang, S.; Zhang, Z.; Ke, T.; Tang, M.; Xu, X. Scanning Photogrammetry for Measuring Large Targets in Close Range. Remote Sens. 2015, 7, 10042–10077. [Google Scholar] [CrossRef]
- Herráez, J.; Denia, J.L.; Navarro, P.; Rodríguez, J.; Martín, M.T. Determining image distortion and PBS (point of best symmetry) in digital images using straight line matrices. Measurement 2016, 91, 641–650. [Google Scholar] [CrossRef]
- Wang, Q.; Zissler, N.; Holden, R. Evaluate error sources and uncertainty in large scale measurement systems. Robot. Comput. Integr. Manuf. 2013, 29, 1–11. [Google Scholar] [CrossRef] [Green Version]
- ISO; GUM; JCGM 100. Evaluation of Measurement Data–Guide to the Expression of Uncertainty in Measurement, Bureau International des Poids et Mesures, 2008. Available online: http://www.bipm.org/utils/common/documents/jcgm/JCGM_100_2008_E.pdf (accessed on 8 September 2017).
- Wilhelm, R.G.; Hocken, R.; Schwenke, H. Task Specific Uncertainty in Coordinate Measurement. CIRP Ann. Manuf. Technol. 2001, 50, 553–563. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Pesce, M.; Lavecchia, F. A powerful scanning methodology for 3D measurements of smallparts with complex surfaces and sub millimeter-sized features, based on close range photogrammetry. Precis. Eng. 2016, 43, 211–219. [Google Scholar] [CrossRef]
- Luhmann, T. Close range photogrammetry for industrial applications. ISPRS J. Photogramm. Remote Sens. 2010, 65, 558–569. [Google Scholar] [CrossRef]
- VDI. VDI/VDE 2634: Optical 3D Measuring Systems—Part 1; VDI/VDE Guide Line; Beuth: Berlin, Germany, 2000. [Google Scholar]
- Geodesie Maintenance Services. Optical 3D Measurement Tools Catalog. Available online: http://www.geodesie-maintenance.com/us/produits-mesure-3d.php (accessed on 24 August 2017).
- McGlone, J.C. Manual of Photogrammetry, 6th ed.; American Society for Photogrammetry and Remote Sensing: Falls Church, VA, USA, 2013. [Google Scholar]
- Hartley, R.; Zisserman, A. Multiple View Geometry in Computer Vision; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- Brown, D.C. Decentering distortion of lenses. Photogramm. Eng. Remote Sens. 1996, 32, 444–462. [Google Scholar]
- Zhang, Z. A Flexible New Technique for Camera Calibration. IEEE Trans. Pattern Anal. Mach. Intell. 2000, 22, 1330–1334. [Google Scholar] [CrossRef]
- Faugeras, O.D.; Luong, Q.-T.; Maybank, S.J. Camera self-calibration: Theory and experiments. In Computer Vision—ECCV’92; Springer: Santa Margherita Ligure, Italy, 1992; pp. 321–334. [Google Scholar]
- Madsen, K.; Nielsen, H.B.; Tingle, O. Methods for Non-Linear Least Squares Problems, 2nd ed.; Informatics and Mathematical Modelling, Technical University of Denmark: Copenhagen, Denmark, 2004. [Google Scholar]
- Fernandez-Fernandez, M.; Alonso-Montes, C.; Bertelsen, A.; Mendikute, A. Industrial Non-intrusive Coded-Target Identification and Decoding Application. In Pattern Recognition and Image Analysis; Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2013; Volume 7887, pp. 790–797. [Google Scholar]
- Kuhn, H.W. The Hungarian method for the assignment problem. Nav. Res. Logist. Q. 1955, 2, 83–97. [Google Scholar] [CrossRef]
- Jain, A.K.; Zhou, Y.; Mustufa, T.; Burdette, E.C.; Chirikjian, G.S.; Fichtinger, G. Matching and reconstruction of brachytherapy seeds using the Hungarian algorithm (MARSHAL). Med. Phys. 2005, 32, 3475–3492. [Google Scholar] [CrossRef] [PubMed]
- Chandler, J.H.; Fryer, J.G.; Jack, A. Metric capabilities of low-cost digital cameras for close range surface measurement. Photogramm. Rec. 2005, 20, 12–27. [Google Scholar] [CrossRef]
- Rosnell, T.; Honkavaara, E. Point Cloud Generation from Aerial Image Data Acquired by a Quadrocopter Type Micro Unmanned Aerial Vehicle and a Digital Still Camera. Sensors 2012, 12, 453–480. [Google Scholar] [CrossRef] [PubMed]
- Balletti, C.; Guerra, F.; Tsioukas, V.; Vernier, P. Calibration of Action Cameras for Photogrammetric Purposes. Sensors 2014, 14, 17471–17490. [Google Scholar] [CrossRef] [PubMed]
- Franceschini, F.; Galetto, M.; Genta, G. Multivariate control charts for monitoring internal cameraparameters in digital photogrammetry for LSDM (Large-ScaleDimensional Metrology) applications. Precis. Eng. 2015, 42, 133–142. [Google Scholar] [CrossRef]
- Lowe, D.G. Distinctive image features from scale-invariant keypoints. Int. J. Comput. Vis. 2004, 60, 91–110. [Google Scholar] [CrossRef]
- Bay, H.; Ess, A.; Tuytelaars, T.; Van Gool, L. Speeded-up robust features (SURF). Comput. Vis. Image Underst. 2008, 110, 346–359. [Google Scholar] [CrossRef]
- Longuet-Higgins, H.C. A computer algorithm for reconstructing a scene from two projections. Nature 1981, 293, 133–135. [Google Scholar] [CrossRef]
- Ullman, S. The interpretation of structure from motion. Proc. R. Soc. Lond. 1979, 203, 405–426. [Google Scholar] [CrossRef] [PubMed]
- Özyeşil, O.; Voroninski, V.; Basri, R.; Singer, A. A survey of structure from motion. Acta Numer. 2017, 26, 305–364. [Google Scholar] [CrossRef]
- Terpstra, T.; Voitel, T.; Hashemian, A. A Survey of Multi-View Photogrammetry Software for Documenting Vehicle Crush; SAE Technical Paper; SAE World Congress and Exhibition: Detroit, MI, USA, 2016. [Google Scholar]
- Remondino, F.; Del Pizzo, S.; Kersten, T.P.; Troisi, S. Low-cost and open-source solutions for automated image orientation—A critical overview. In Proceedings of the Euro-Mediterranean Conference, Limassol, Cyprus, 29 October–3 November 2012; Progress in Cultural Heritage Preservation. Springer: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Markiewicz, J.; Podlasiak, P.; Kowalczyk, M.; Zawieska, D. The New Approach to Camera Calibration-GCPs or TLS Data? In Proceedings of the International Archives of the Photogrammetry, Remote Sensing & Spatial Information Sciences, Prague, Czech Republic, 12–19 July 2016; p. 41. [Google Scholar]
- Luhmann, T.; Robson, S.; Kyle, S.; Harley, I. Close Range Photogrammetry; Whittles Publishing: Dunbeath, Scotland, 2011. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference Frame Targets (Xi) | Image Coordinates (,) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| x | y | z | hi1 | vi1 | hi2 | vi2 | hi3 | vi3 | |
| X1 | 0 | 0 | 0 | −51.652 | 21.593 | −21.713 | −24.392 | 24.592 | 37.326 |
| X2 | −169.963 | 2.650 | −0.356 | −696.361 | 27.686 | −10.666 | −574.886 | 18.178 | 637.234 |
| X3 | 170.036 | 0 | 0 | 594.253 | 7.982 | −26.418 | 528.265 | 23.846 | −561.086 |
| X4 | −1.742 | −169.186 | 0 | −52.039 | 541.249 | −448.374 | −41.592 | 504.455 | 37.142 |
| X5 | −0.162 | 26.998 | 145.558 | −64.312 | −473.212 | 403.334 | −25.024 | −431.115 | 32.518 |
| X6 | 0.109 | 26.590 | 28.314 | −54.508 | −125.784 | 104.393 | −22.956 | −112.206 | 36.936 |
| dX | dY | dZ | α | β | γ | RMS | |
|---|---|---|---|---|---|---|---|
| Image 1 | −13.552 | 5.620 | 1145.020 | −2.375 | 0.005 | 0.020 | 0.482 |
| Image 2 | −6.593 | −7.545 | 1340.136 | −2.348 | −0.009 | −1.580 | 0.454 |
| Image 3 | 6.894 | 10.494 | 1233.812 | −2.378 | 0.023 | −4.712 | 0.471 |
| Target Coordinates (Xi) | Image Coordinates (,) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| id | x | y | z | hi1 | vi1 | hi2 | vi2 | hi3 | vi3 | RMS |
| 11 | −171.283 | −118.827 | −4.814 | −745.019 | 400.151 | −316.781 | −623.685 | 362.860 | 679.588 | 0.334 |
| 81 | 123.935 | −80.850 | −0.931 | 446.849 | 247.991 | −221.605 | 392.106 | 243.357 | −423.092 | 0.085 |
| 150 | −389.999 | 271.547 | 62.835 | −1370.495 | −757.428 | 673.595 | −1141.890 | −734.434 | 1274.263 | 0.691 |
| 194 | 254.725 | −340.006 | −97.490 | 1086.097 | 1369.686 | −1175.381 | 899.456 | 1284.152 | −994.748 | 1.617 |
| 942 | 48.080 | 393.260 | 65.336 | 84.859 | −1027.708 | 869.982 | 127.453 | −958.663 | −95.253 | 1.144 |
| 943 | 37.041 | 366.774 | 50.754 | 52.101 | −940.542 | 795.293 | 96.428 | −877.274 | −63.611 | 0.970 |
| 944 | 73.083 | 376.546 | 50.491 | 165.633 | −959.464 | 808.956 | 195.930 | −892.928 | −170.040 | 1.008 |
| 947 | 17.904 | 395.752 | 53.643 | −10.528 | −998.670 | 847.403 | 43.948 | −934.252 | −4.878 | 1.039 |
| 948 | 2.228 | 387.889 | 20.125 | −57.610 | −895.363 | 759.110 | 0.405 | −839.240 | 42.036 | 0.878 |
| dX | dY | dZ | α | β | γ | |
|---|---|---|---|---|---|---|
| Image 1 | −13.561 | 5.492 | 1145.880 | −2.378 | 0.005 | 0.020 |
| Image 2 | −6.635 | −7.598 | 1339.838 | −2.347 | −0.008 | −1.580 |
| Image 3 | 7.005 | 10.447 | 1232.964 | −2.389 | 0.023 | −4.712 |
| id | x | y | z |
|---|---|---|---|
| 11 | −170.704 | −121.223 | −1.921 |
| 81 | 123.995 | −80.446 | −1.397 |
| 150 | −390.866 | 274.147 | 60.943 |
| 194 | 254.332 | −340.750 | −96.037 |
| 942 | 49.131 | 422.060 | 46.501 |
| 943 | 37.779 | 392.934 | 32.957 |
| 944 | 74.603 | 403.023 | 32.620 |
| 947 | 18.272 | 425.879 | 33.690 |
| 948 | 2.222 | 417.722 | −0.569 |
| f (mm) | (pixel) | (pixel) | (pixel−2) | (pixel−4) | (pixel−1) | (pixel−1) |
|---|---|---|---|---|---|---|
| 24.557 | −7.652 | 31.396 | 4.866 × 10−09 | −2.150 × 10−16 | −8.636 × 10−08 | −1.236 × 10−08 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mendikute, A.; Yagüe-Fabra, J.A.; Zatarain, M.; Bertelsen, Á.; Leizea, I. Self-Calibrated In-Process Photogrammetry for Large Raw Part Measurement and Alignment before Machining. Sensors 2017, 17, 2066. https://doi.org/10.3390/s17092066
Mendikute A, Yagüe-Fabra JA, Zatarain M, Bertelsen Á, Leizea I. Self-Calibrated In-Process Photogrammetry for Large Raw Part Measurement and Alignment before Machining. Sensors. 2017; 17(9):2066. https://doi.org/10.3390/s17092066
Chicago/Turabian StyleMendikute, Alberto, José A. Yagüe-Fabra, Mikel Zatarain, Álvaro Bertelsen, and Ibai Leizea. 2017. "Self-Calibrated In-Process Photogrammetry for Large Raw Part Measurement and Alignment before Machining" Sensors 17, no. 9: 2066. https://doi.org/10.3390/s17092066
APA StyleMendikute, A., Yagüe-Fabra, J. A., Zatarain, M., Bertelsen, Á., & Leizea, I. (2017). Self-Calibrated In-Process Photogrammetry for Large Raw Part Measurement and Alignment before Machining. Sensors, 17(9), 2066. https://doi.org/10.3390/s17092066