A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line


Abstract
:1. Introduction
- (1)
- In an automated forging factory, the first products of a new mold must be inspected to determine if the mold is suitable for mass production. Normally, the inspection is performed after the forgings have cooled. Until the inspection is finished and a report is made, the line must keep the power on standby to avoid out-of-tolerance mass production.
- (2)
- During its lifetime, a mold is constantly worn down and the product size gradually changes until tolerances are exceeded. In general, products are sampled and tested after they have cooled. Hence, before out-of-tolerance products caused by excessive mold wear are detected, a large number of products have been manufactured and must be abandoned.
- (1)
- The measurement speed is increased by the time-division-multiplexing and improved multi-frequency phase-shifting method.
- (2)
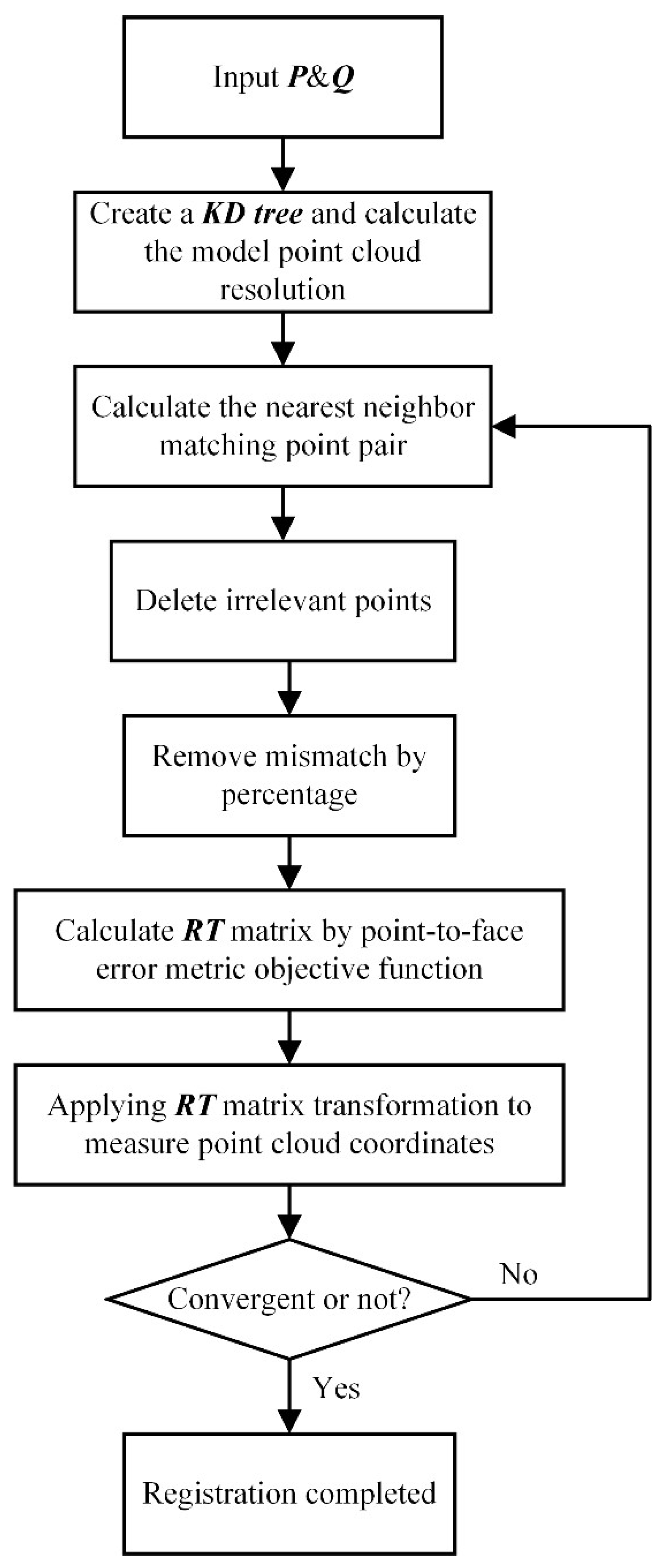
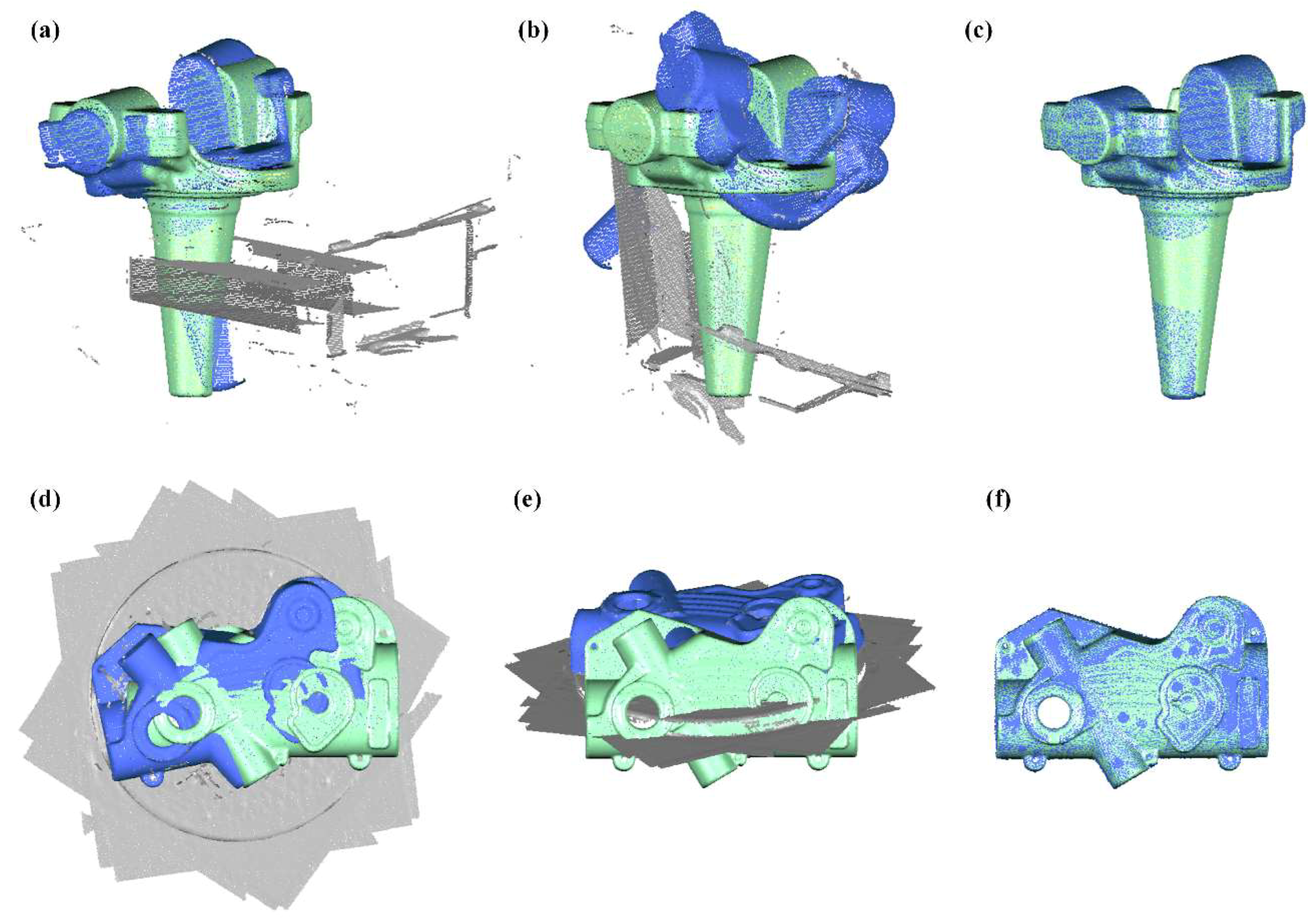
- Non-overlapping data with irrelevant background data is precisely aligned and registered by the view integration method and the robust ICP-based registration algorithm.
2. Materials and Methods
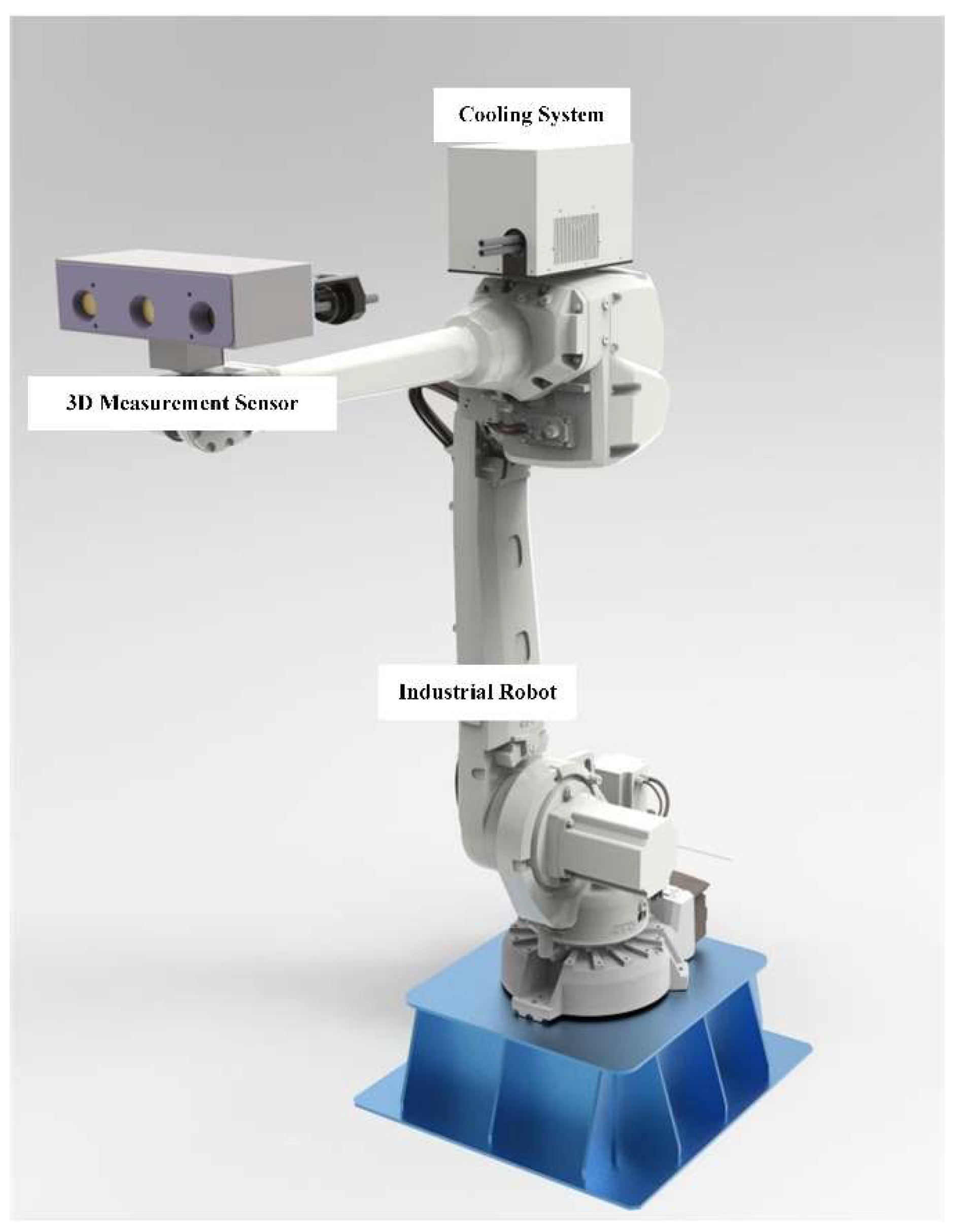
2.1. System Setup
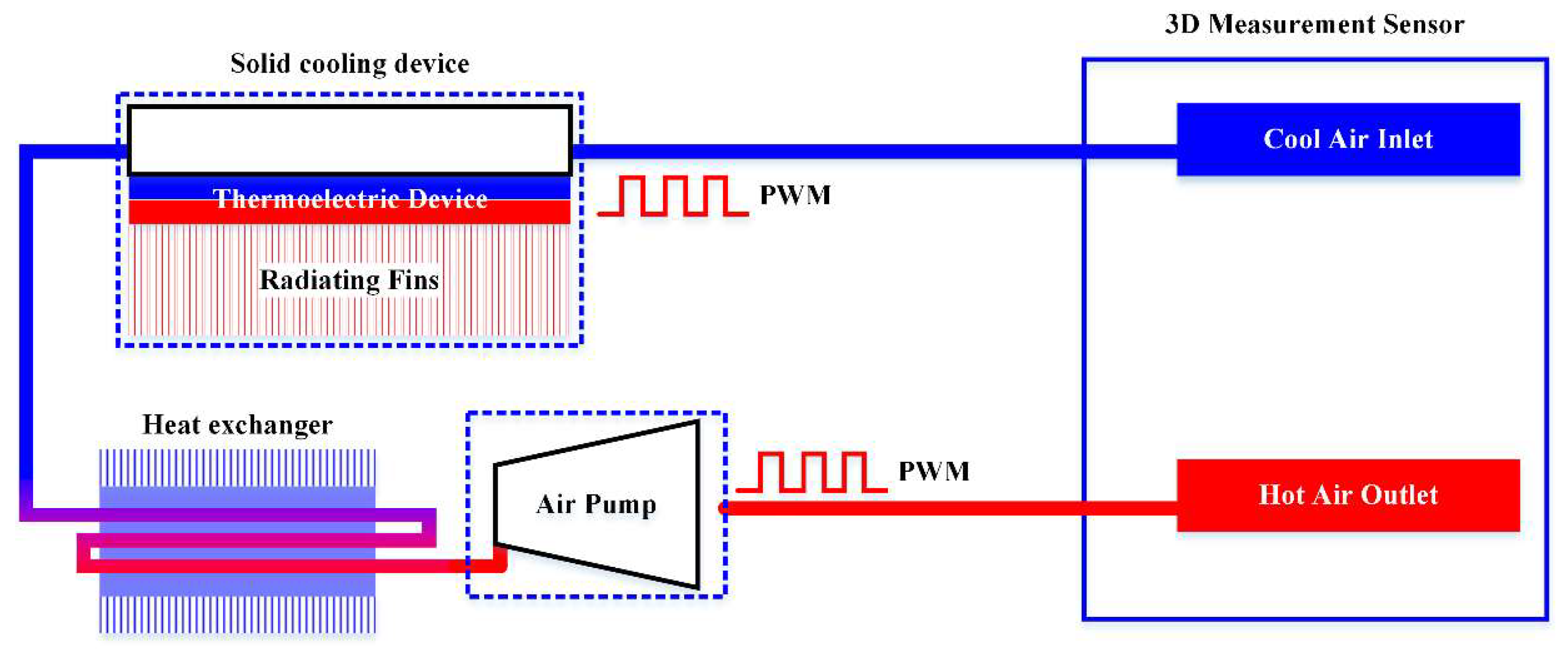
2.1.1. Heat Resistant Design
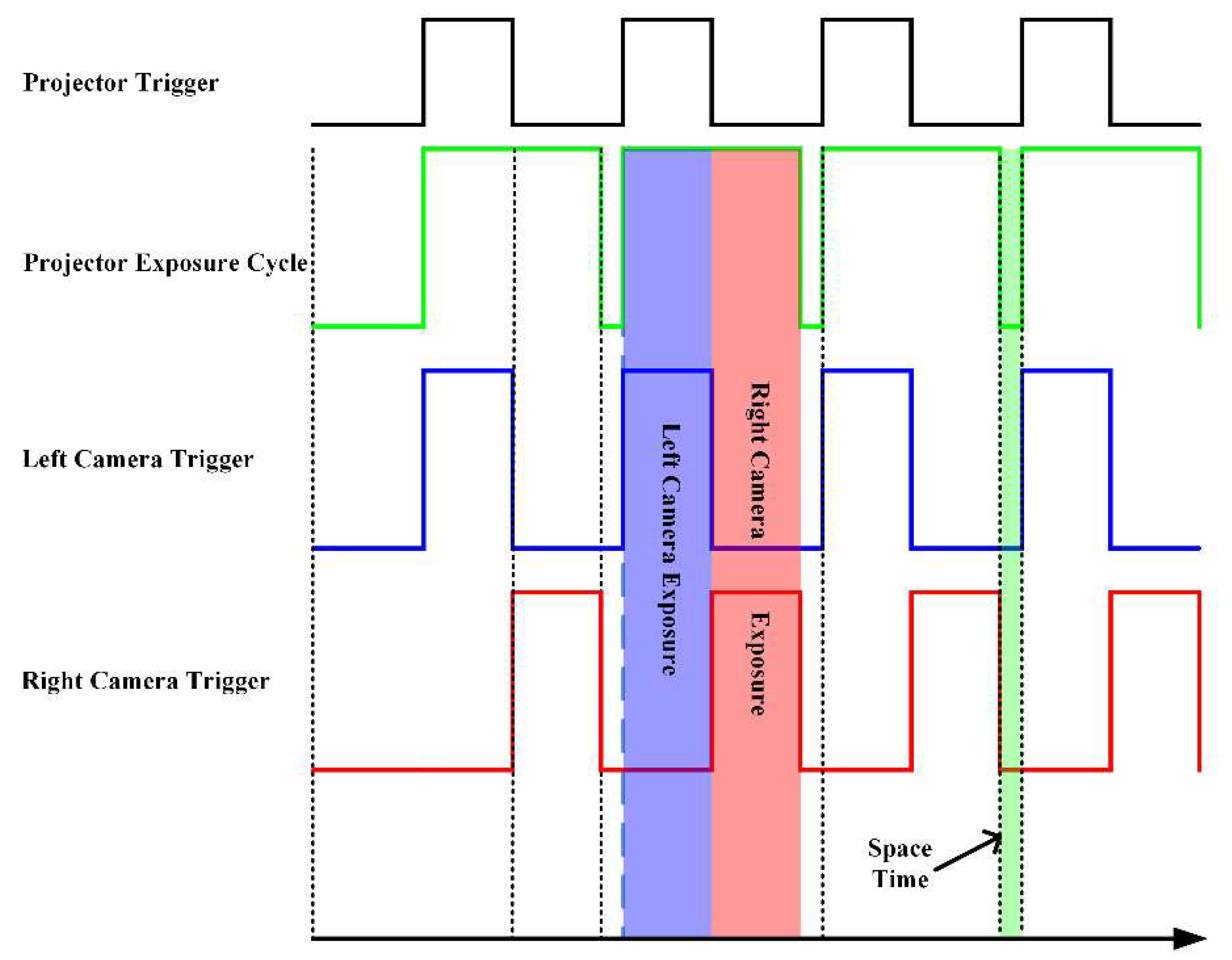
2.1.2. Time Division Multiplexing Trigger
2.1.3. View Integration Method
2.2. Algorithms
2.2.1. Improved Multi-Frequency Phase-Shifting Method
2.2.2. Noise-Insensitive Data Registration
3. Results
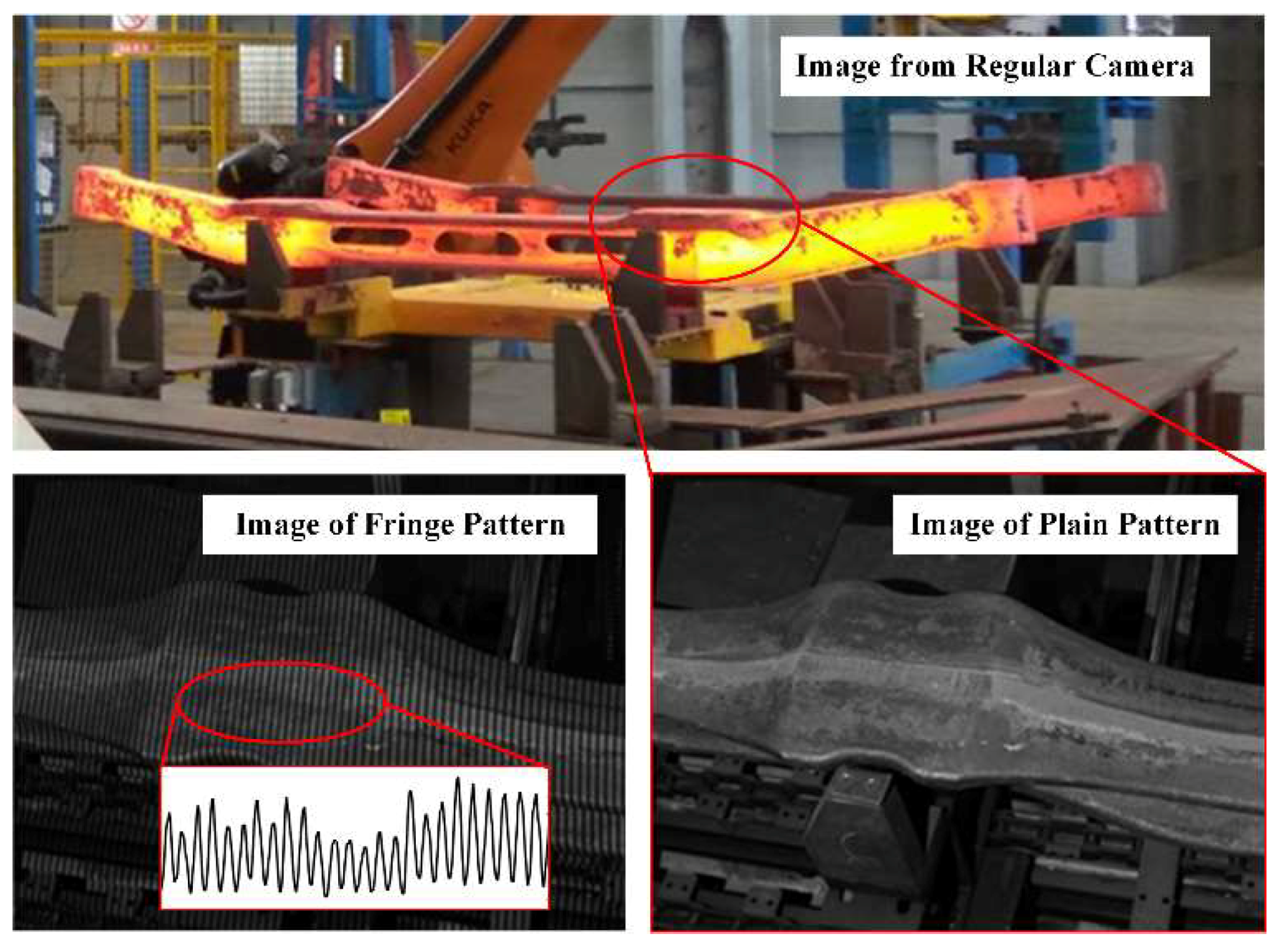
3.1. Overview of the Work Site
3.2. Experiments
3.2.1. Evaluation of the Precision of 3D Data Alignment
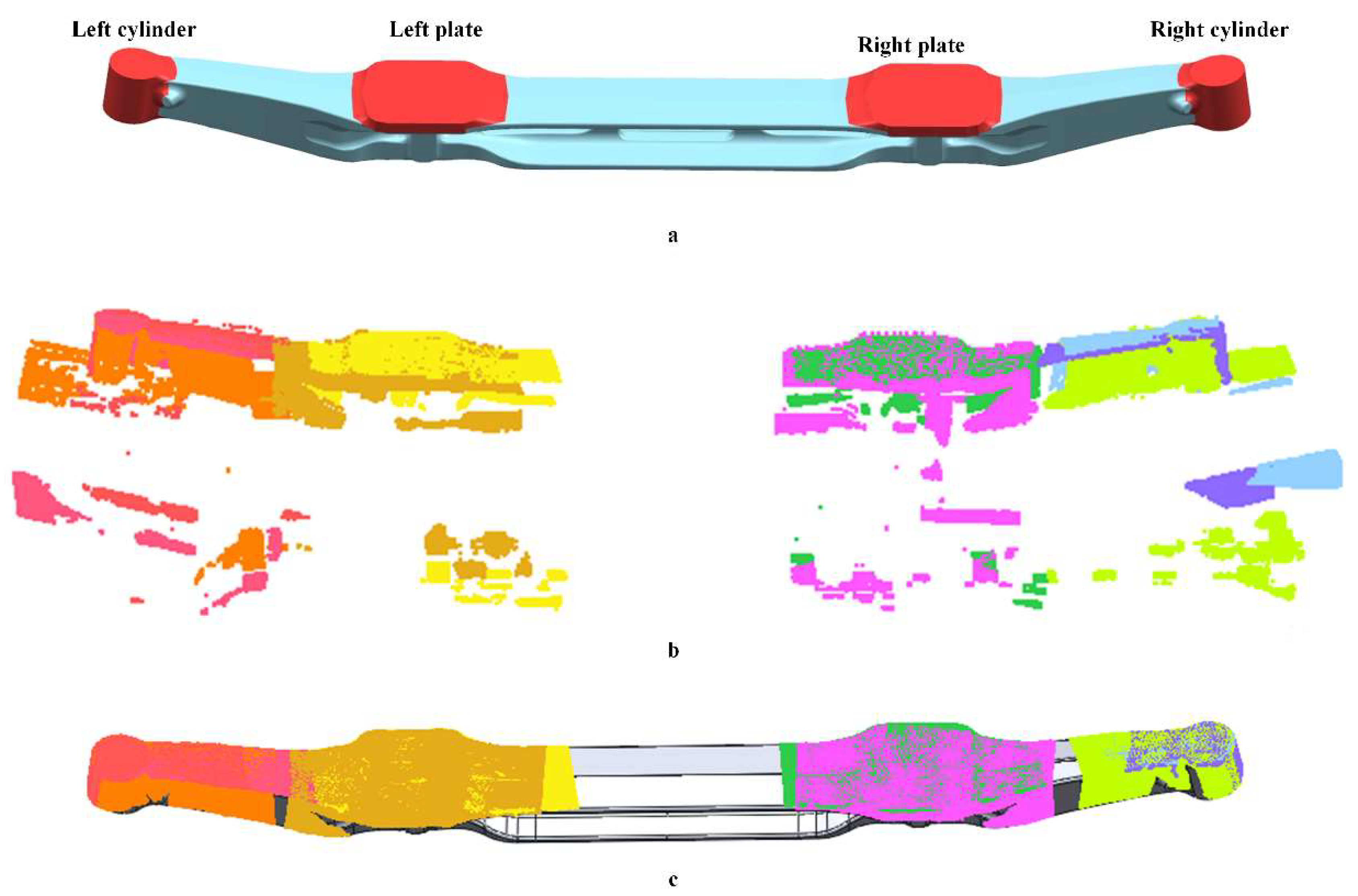
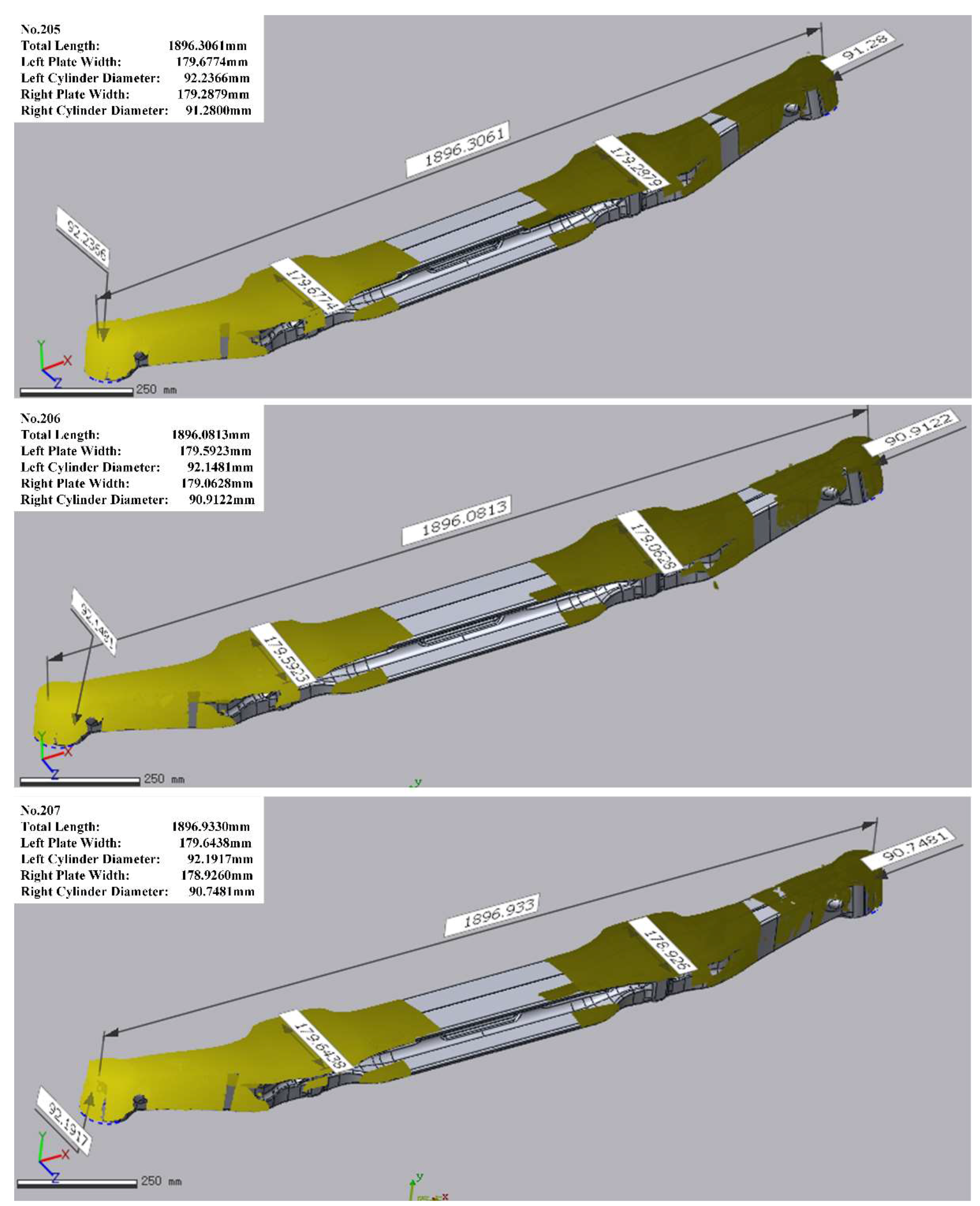
3.2.2. Validation of the System
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Michalos, G.; Kaltsoukalas, K.; Aivaliotis, P.; Sipsas, P.; Sardelis, A.; Chryssolouris, G. Design and simulation of assembly systems with mobile robots. CIRP Ann.-Manuf. Technol. 2014, 63, 181–184. [Google Scholar] [CrossRef]
- Tian, Z.; Gao, F.; Jin, Z.; Zhao, X. Dimension measurement of hot large forgings with a novel time-of-flight system. Int. J. Adv. Manuf. Technol. 2009, 44, 125–132. [Google Scholar] [CrossRef]
- Du, Y.; Du, Z. Measurement system for hot heavy forgings and its calibration. In Optical Measurement Systems for Industrial Inspection VII; International Society for Optics and Photonics: Bellingham, WA, USA, 2011; 8082: 80822Y. [Google Scholar]
- Du, Z.; Du, Y. Simple three-dimensional laser radar measuring method and model reconstruction for hot heavy forgings. Opt. Eng. 2012, 51, 021118. [Google Scholar] [CrossRef]
- Bokhabrine, Y.; Seulin, R.; Voon, L.F.C.L.Y.; Gorria, P.; Girardin, G.; Gomez, M.; Jobard, D. 3D characterization of hot metallic shells during industrial forging. Mach. Vis. Appl. 2012, 23, 417–425. [Google Scholar] [CrossRef]
- Liu, W.; Jia, Z.; Wang, F.; Ma, X.; Wang, W.; Jia, X.; Song, D. An improved online dimensional measurement method of large hot cylindrical forging. Measurement 2012, 45, 2041–2051. [Google Scholar] [CrossRef]
- Liu, W.; Jia, X.; Jia, Z.; Liu, S.; Wang, B.; Du, J. Fast dimensional measurement method and experiment of the forgings under high temperature. J. Mater. Process. Technol. 2011, 211, 237–244. [Google Scholar] [CrossRef]
- Liu, Y.; Jia, Z.; Liu, W.; Wang, L.; Fan, C.; Xu, P.; Yang, J.; Zhao, K. An improved image acquisition method for measuring hot forgings using machine vision. Sens. Actuators A Phys. 2016, 238, 369–378. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Han, J.X.; Fu, X.B.; Lin, H.B. An online measurement method based online laser scanning for large forgings. Int. J. Adv. Manuf. Technol. 2014, 70, 439–448. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Han, J.X.; Fu, X.B.; Zhang, F.L. Measurement and control technology of the size for large hot forgings. Measurement 2014, 49, 52–59. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, J.; Zhang, H.; Wu, Y. Measuring the 3D shape of high-temperature objects using blue sinusoidal structured light. Meas. Sci. Technol. 2015, 26, 125205. [Google Scholar] [CrossRef]
- Li, Z.; Liu, X.; Wen, S.; He, P.; Zhong, K.; Wei, Q.; Shi, Y.; Liu, S. In Situ 3D Monitoring of Geometric Signatures in the Powder-Bed-Fusion Additive Manufacturing Process via Vision Sensing Methods. Sensors 2018, 18, 1180. [Google Scholar] [CrossRef]
- Reichel, S.; Lentes, F.-T. Blue glass lens elements used as IR cut filter in a camera design and the impact of inner quality onto lens performance. In Optical Systems Design 2012; International Society for Optics and Photonics: Bellingham, WA, USA, 2012; Volume 8550. [Google Scholar]
- Zhao, D.; Tan, G. A review of thermoelectric cooling: Materials, modeling and applications. Appl. Therm. Eng. 2014, 66, 15–24. [Google Scholar] [CrossRef]
- Boubaris, A.; Karampasis, E.; Voglitsis, D.; Papanikolaou, N. Experimental survey on active thermoelectric cooling driven by PWM techniques. In Proceedings of the 2017 Panhellenic Conference on Electronics and Telecommunications (PACET), Xanthi, Greece, 17–18 November 2017. [Google Scholar]
- Young, K.; Pickin, C.G. Accuracy assessment of the modern industrial robot. Ind. Robot 2000, 27, 427–436. [Google Scholar] [CrossRef]
- Slamani, M.; Nubiola, A.; Bonev, I. Assessment of the positioning performance of an industrial robot. Ind. Robot 2012, 39, 57–68. [Google Scholar] [CrossRef]
- Kluz, R.; Trzepieciński, T. The repeatability positioning analysis of the industrial robot arm. Assem. Autom. 2014, 34, 285–295. [Google Scholar] [CrossRef]
- Kokkalis, K.; Michalos, G.; Aivaliotis, P.; Makris, S. An approach for implementing power and force limiting in sensorless industrial robots. Procedia CIRP 2018, 76, 138–143. [Google Scholar] [CrossRef]
- Zuo, C.; Feng, S.; Huang, L.; Tao, T.; Yin, W.; Chen, Q. Phase-shifting algorithms for fringe projection profilometry: A review. Opt. Lasers Eng. 2018, 109, 23–59. [Google Scholar] [CrossRef]
- Yin, Y.; Peng, X.; Li, A.; Liu, X.; Gao, B.Z. Calibration of fringe projection profilometry with bundle adjustment strategy. Opt. Lett. 2012, 37, 542–544. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Shi, Y.; Wang, C.; Wang, Y. Accurate calibration method for a structured light system. Opt. Eng. 2008, 47, 053604. [Google Scholar] [CrossRef]
- Zuo, C.; Chen, Q.; Gu, G.; Feng, S.; Feng, F.; Li, R.; Shen, G. High-speed three-dimensional shape measurement for dynamic scenes using bi-frequency tripolar pulse-width-modulation fringe projection. Opt. Lasers Eng. 2013, 51, 953–960. [Google Scholar] [CrossRef]
- Aivaliotis, P.; Zampetis, A.; Michalos, G.; Makris, S. A machine learning approach for visual recognition of complex parts in robotic manipulation. Procedia Manuf. 2017, 11, 423–430. [Google Scholar] [CrossRef]
- Rusinkiewicz, S.; Levoy, M. Efficient Variants of the ICP Algorithm. In Proceedings of the Third International Conference on 3-D Digital Imaging and Modeling, Quebec City, QC, Canada, 28 May–1 June 2001. [Google Scholar]
- Chetverikov, D.; Svirko, D.; Stepanov, D.; Krsek, P. The Trimmed Iterative Closest Point Algorithm. In Proceedings of the First Hungarian Conference on Computer Graphics and Geometry, Quebec City, QC, Canada, 11–15 August 2002; pp. 70–75. [Google Scholar]
- Arun, K.S.; Huang, T.S.; Blostein, S.D. Least-Squares Fitting of Two 3-D Point Sets. IEEE Trans. Pattern Anal. Mach. Intell. 1987, 9, 698–700. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inspection Order | 1 | 2 | 3 | 4 | 5 | 6 |
| Total length | 1888.46 | 1888.35 | 1888.46 | 1888.37 | 1888.37 | 1888.46 |
| Right plate width | 177.45 | 177.44 | 177.43 | 177.43 | 177.42 | 177.43 |
| Right cylinder diameter | 88.48 | 88.48 | 88.48 | 88.45 | 88.46 | 88.45 |
| Left plate width | 178.87 | 178.87 | 178.87 | 178.87 | 178.87 | 178.87 |
| Left cylinder diameter | 89.71 | 89.70 | 89.71 | 89.70 | 89.71 | 89.70 |
| Inspection Order | 7 | 8 | 9 | 10 | 11 | Limit Deviation |
| Total length | 1888.46 | 1888.35 | 1888.46 | 1888.46 | 1888.37 | 0.11 |
| Right plate width | 177.45 | 177.44 | 177.45 | 177.43 | 177.43 | 0.03 |
| Right cylinder diameter | 88.47 | 88.48 | 88.46 | 88.48 | 88.45 | 0.03 |
| Left plate width | 178.87 | 178.87 | 178.87 | 178.88 | 178.88 | 0.01 |
| Left cylinder diameter | 89.71 | 89.70 | 89.70 | 89.71 | 89.70 | 0.01 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, L.; Cheng, X.; Li, Z.; Zhong, K.; Shi, Y.; Jiang, H. A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line. Sensors 2018, 18, 4368. https://doi.org/10.3390/s18124368
Han L, Cheng X, Li Z, Zhong K, Shi Y, Jiang H. A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line. Sensors. 2018; 18(12):4368. https://doi.org/10.3390/s18124368
Chicago/Turabian StyleHan, Liya, Xu Cheng, Zhongwei Li, Kai Zhong, Yusheng Shi, and Hao Jiang. 2018. "A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line" Sensors 18, no. 12: 4368. https://doi.org/10.3390/s18124368
APA StyleHan, L., Cheng, X., Li, Z., Zhong, K., Shi, Y., & Jiang, H. (2018). A Robot-Driven 3D Shape Measurement System for Automatic Quality Inspection of Thermal Objects on a Forging Production Line. Sensors, 18(12), 4368. https://doi.org/10.3390/s18124368