1. Introduction
Compared with conventional pressure sensors, fiber-optic pressure sensors are widely used for pressure measurement of gases under high temperature because of their advantages of resistance to harsh environments, immunity to electromagnetic interference, small size and high sensitivity [
1,
2,
3,
4]. Fiber optic pressure sensors are mainly based on the Mach-Zehnder interferometer, Michelson interferometer, and FP interferometer techniques [
5,
6,
7]. Compared to other types, the FP interferometric pressure sensor, with its advantages of high sensitivity, small size and compactness, had been widely used for measuring pressure [
8]. Researchers have paid much attention to the diaphragm-based fiber-optic Fabry-Perot pressure sensor. Melissinaki et al. [
9] proposed a Fabry-Perot micro-optical sensing resonator fabricated by direct laser writing on the end face of a standard telecom fiber that was demonstrated for tracing the vapors of common organic solvents. Poeggel et al. [
10] reported an inexpensive all-silica fiber-optic extrinsic Fabry-Perot interferometric pressure sensor with a fiber Bragg grating added in proximity of the sensing tip, which could compensate temperature variations with 0.5 °C accuracy. Wang et al. [
11] presented a fiber Fabry-Perot interferometer and a fiber Bragg grating-based pressure and temperature multiplexed sensor system with pressure and temperature measurement accuracy of 0.03 Mpa and 0.5 °C in the temperature variation range between 18 °C and 300 °C. Duraibabu et al. [
12] proposed a novel miniature pressure sensor combined with a FBG for the ocean environment with a depth accuracy of about 0.01–0.03 m and resolution of ~0.5 cm. However, considering that diaphragm-based pressure sensors will suffer plastic deformation under high temperature, diaphragm-free sensors can work at higher temperatures and have a wide pressure measurement range. For instance, Villatoro et al. [
13] reported an in-reflection photonic crystal fiber interferometer which exhibited high sensitivity to different volatile organic compounds. Ran et al. [
14] demonstrated a diaphragm-free pressure sensor which realized pressure measurements from room temperature to 700 °C made by splicing a SMF to a photonic crystal fiber (PCF) with a hole fabricated by a 157-nm laser at the end of the PCF. Ferreira et al. [
15] proposed an FP interferometric sensor with a sensitivity of 0.82 nm/MPa for pressure measurement manufactured by splicing a part of HCR-PCF to a standard SMF. Xu et al. [
16] fabricated a micro-cavity fiber Fabry-Perot interferometer with a high gas sensitivity of 4.15 nm/MPa by splicing a tiny segment of a main-capillary with a feeding-capillary on one end and a SMF on the other. The measurement results of the above sensors are easily affected by the thermal expansion and the elastic modulus change of the material when applied in a high temperature environment which seriously affects the sensor accuracy. Moreover, these sensors generally have the common disadvantages of a complicated manufacturing process, high cost and the fact their working temperature is not high enough, etc.
This paper proposes a diaphragm-free fiber-optic Fabry-Perot (FP) interferometric gas pressure sensor. According to the principle whereby the gas density varies with the pressure change, pressure can be measured from room temperature to 800 °C. The sensor material is silica which has a very low temperature drift. In addition, a temperature compensation structure is designed in the sensor to offset the effect of the thermal expansion between the structures on the pressure measurement of the sensor, which further reduces the temperature drift of the sensor. The FBG which is inscribed by a femtosecond laser [
17] is used for temperature decoupling. A temperature decoupling method was proposed to improve the accuracy of the sensor in high temperature applications. The sensor proposed in this paper would not suffer the problem of the plastic deformation which provides a method of pressure measurement at high temperature. The sensor has the advantages of simple structure, low cost, simple fabrication, low temperature coefficient, high accuracy and it can work stably at a high temperature of 800 °C and moreover, hopefully be used at a higher temperature.
3. Sensor Fabrication
A microscopic image of the sensor is shown in
Figure 3. The FBG peak reflectivity, bandwidth and center wavelength are 65%, 0.5 and 1575 nm, respectively. The distance between the end face of the SMF and the HST, and the inner diameter of the HST have a great influence on the spectrum. The contrast of the interference spectrum decreases as the inner diameter increases. After comprehensive consideration, we chose the HST with an inner diameter of 5 μm. The specifications of the SMF, silica casing and HST of the sensor are listed in
Table 1. Due to the protection of the silica casing, the two reflection surfaces of S
1 and S
2 were kept in parallel. The fusion points are at both ends of the casing, which can better protect the two reflection surfaces from being damaged. At a certain temperature, the silica casing prevents the HST from collapsing due to overheating. By controlling the insertion length of the HST, the length of the FP cavity can be flexibly controlled.
Figure 4 illustrates the fabrication process of the sensor. The sensor was fabricated as follows. Firstly, the SMF and the silica casing well were cleaved with a fiber cleaver, as shown in
Figure 4a. Inserting the SMF into the silica casing by the manual fusion procedure of the splicer (FITEL, S183 version 2, Tokyo, Japan). Discharged 1–2 times at the left fusion point, as shown in
Figure 4b. The parameters of the splicer were set as A. The silica casing was cleaved at a suitable distance from the end of the SMF with the fiber cleaver under a microscope, as shown in
Figure 4c. Next, cleaved the HST well with the fiber cleaver and inserted the HST from the opposite end of the silica casing by the manual fusion procedure of the splicer, as shown in
Figure 4d. Kept a suitable distance with the end of the SMF to form the FP cavity. Discharged 1–2 times at the right fusion point, as shown in
Figure 4e. The parameters of the splicer were set as B. Finally, the excess of the HST was cleaved off under a microscope, as shown in
Figure 4f. The fusion parameters are shown in the
Table 2.
The incident light reflected by the FBG, S
1, S
2 and S
3 form an interference spectrum, which is shown in black in
Figure 5. From the result, in order to get the interference spectrum with less influence, etched the S
3 with hydrofluoric acid, the interference spectrum is shown in red in
Figure 5. The wave superimposed on the interference spectrum is due to the tiny distance between the S
1 and the FBG when cleaved under the microscope. The results well agreed with the simulation as shown in
Figure 2.
4. Experiments and Results
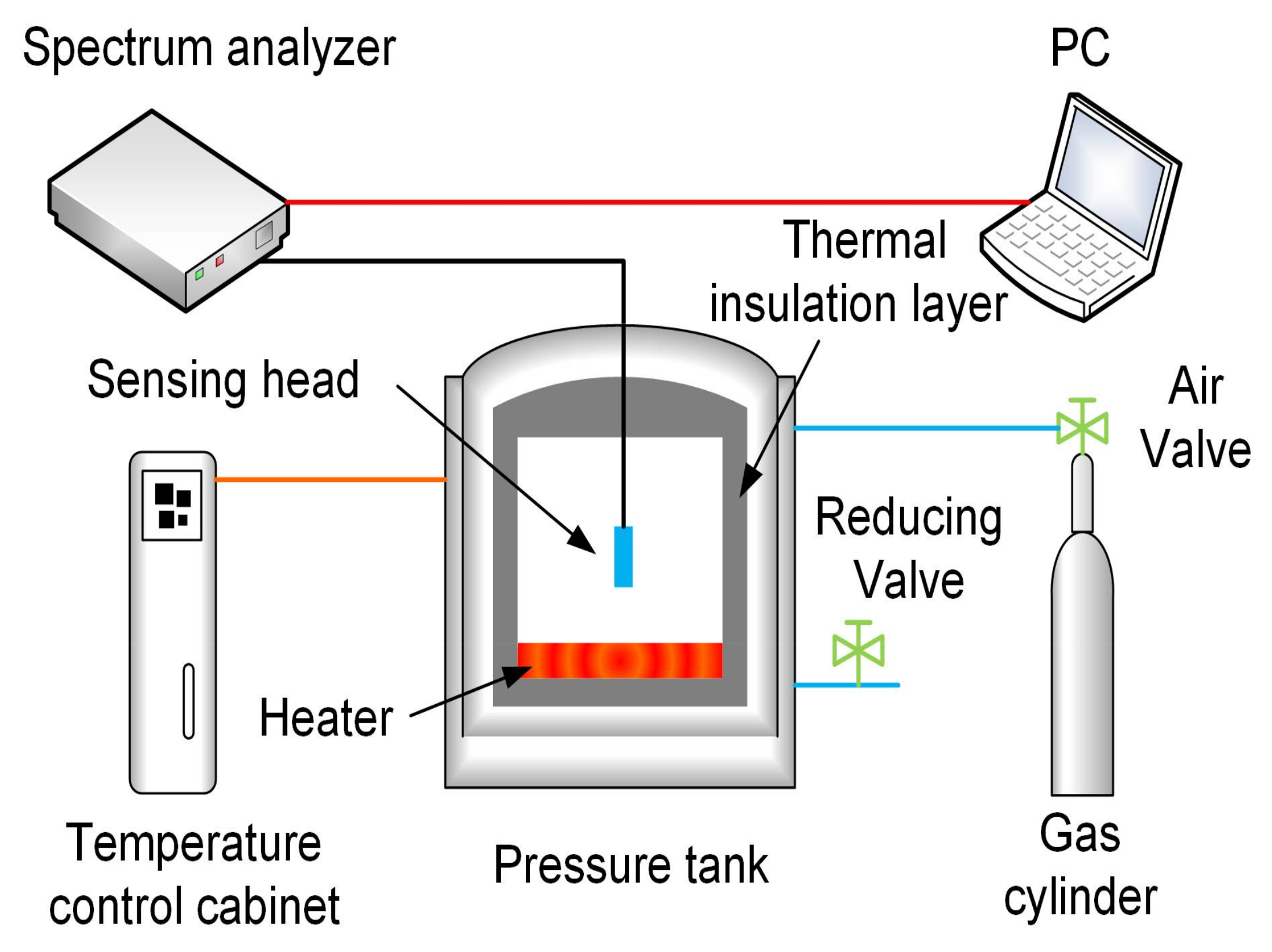
The experimental test system was set up with computer, spectrum analyzer, pressure tank, temperature control cabinet and gas cylinder, as shown in
Figure 6. The light beam propagates from the spectrum analyzer (SM125, Micron Optics Inc., Atlanta, GA, USA), and it transmits into the sensor proposed in this paper for pressure and temperature detection. The sensor was placed into the pressure tank for the pressure tests at different stable temperatures. The temperature produced by the heater was controlled with the temperature control cabinet, and the pressure was adjusted by the gas cylinder. The temperature and pressure in the tank were measured by a calibrated temperature sensor and a calibrated pressure sensor which the accuracy were ±0.1% F.S and ±5‰ MPa respectively. The data recorded by the spectrum analyzer with a resolution of 1 pm under the range of 1510 nm to 1590 nm is processed with the PC.
The calibration process of the sensor in the nitrogen environment is as follows. Put the sensor in the tank and get as close to the heater as possible to detect the operating temperature, the pressure in the tank was changed by filling the tank with the pure nitrogen. Adjust the pressure in the tank from approximately 0.1 MPa (barometric pressure) to 0.7 MPa at 20, 200, 400, 600 and 800 °C. At each 0.1 Mpa, recorded the interference spectrum after maintaining the temperature for 5 min. The experimental results show that the interference spectrum shifts to a long wavelength consistently as the pressure increases at 20, 200, 400, 600 and 800 °C.
Figure 6a shows the spectrum shift at the pressure of 0.1, 0.4 and 0.7 MPa under 20 °C.
Figure 7a is the shift of the spectrum when the pressure stabilized at 0.1, 0.4 and 0.7 MPa at 20 °C. From
Figure 7a, it can be seen that the sensor has a sensitive response to the pressure. Due to the temperature being maintained at 20 °C, the center wavelength of the FBG has no shift. The pressure monitoring point and temperature monitoring point are shown in
Figure 6a. The initial FPI “peak” and center wavelength of the FBG are
and
respectively. The fitting curves of the wavelength at different pressures under 20, 200, 400, 600 and 800 °C are shown in
Figure 7b. From
Figure 7b, it can be seen that the wavelength has a good linear relationship with the pressure, and duplicate experimental results are in a good agreement. This proves that the sensor has a good linearity and repeatability at different temperatures. The sensitivities at 20, 200, 400, 600 and 800 °C are 4.28, 2.62, 1.83, 1.41 and 1.15 nm/MPa, respectively.
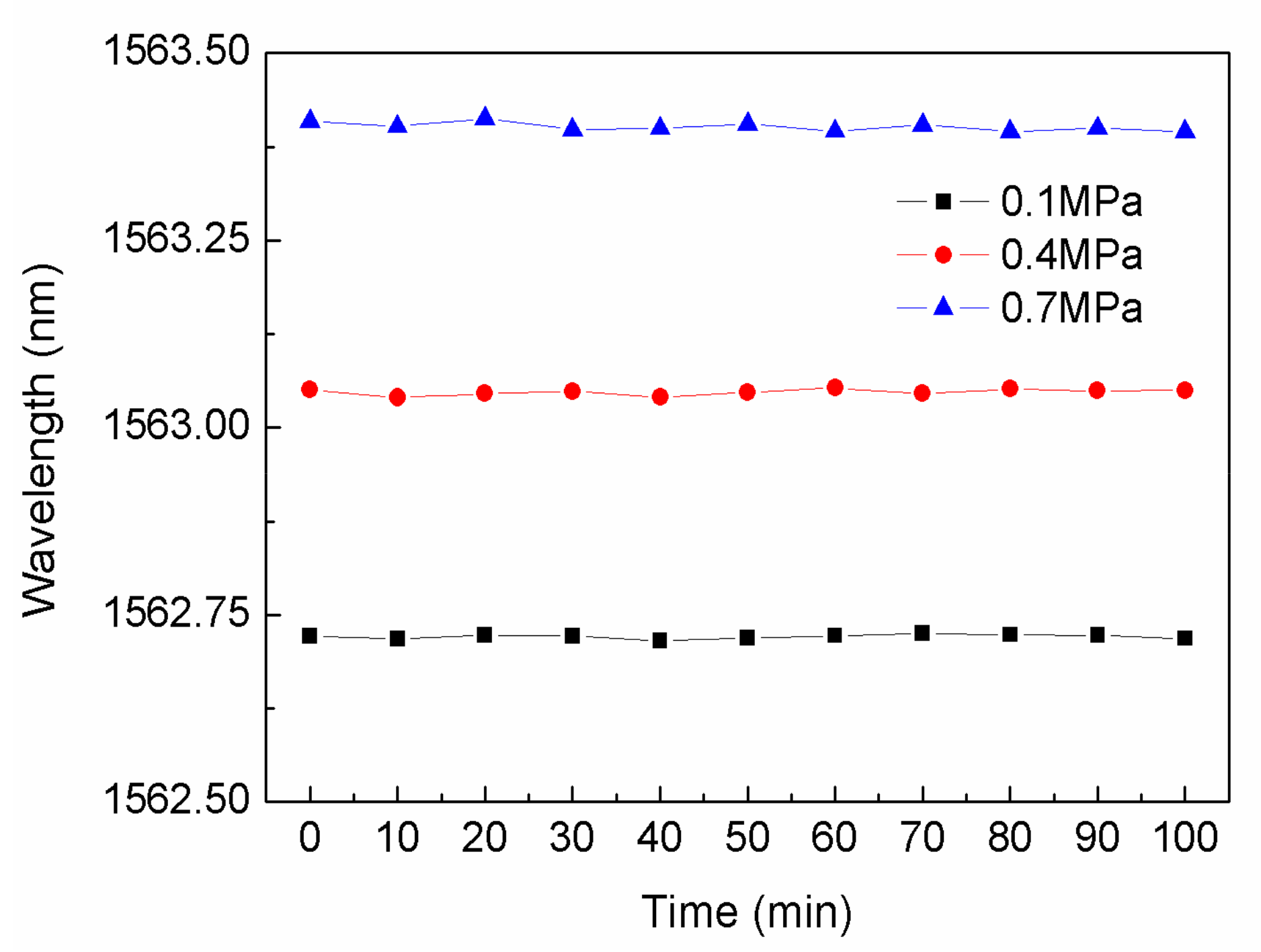
The stability of the sensor proposed in the paper was measured under pressure at 0.1, 0.4 and 0.7 MPa at 800 °C for about 100 min, the results is shown in
Figure 8, where it can be seen that the sensor proposed in the paper had good stability with slight variations in the wavelength response for at least 100 min.
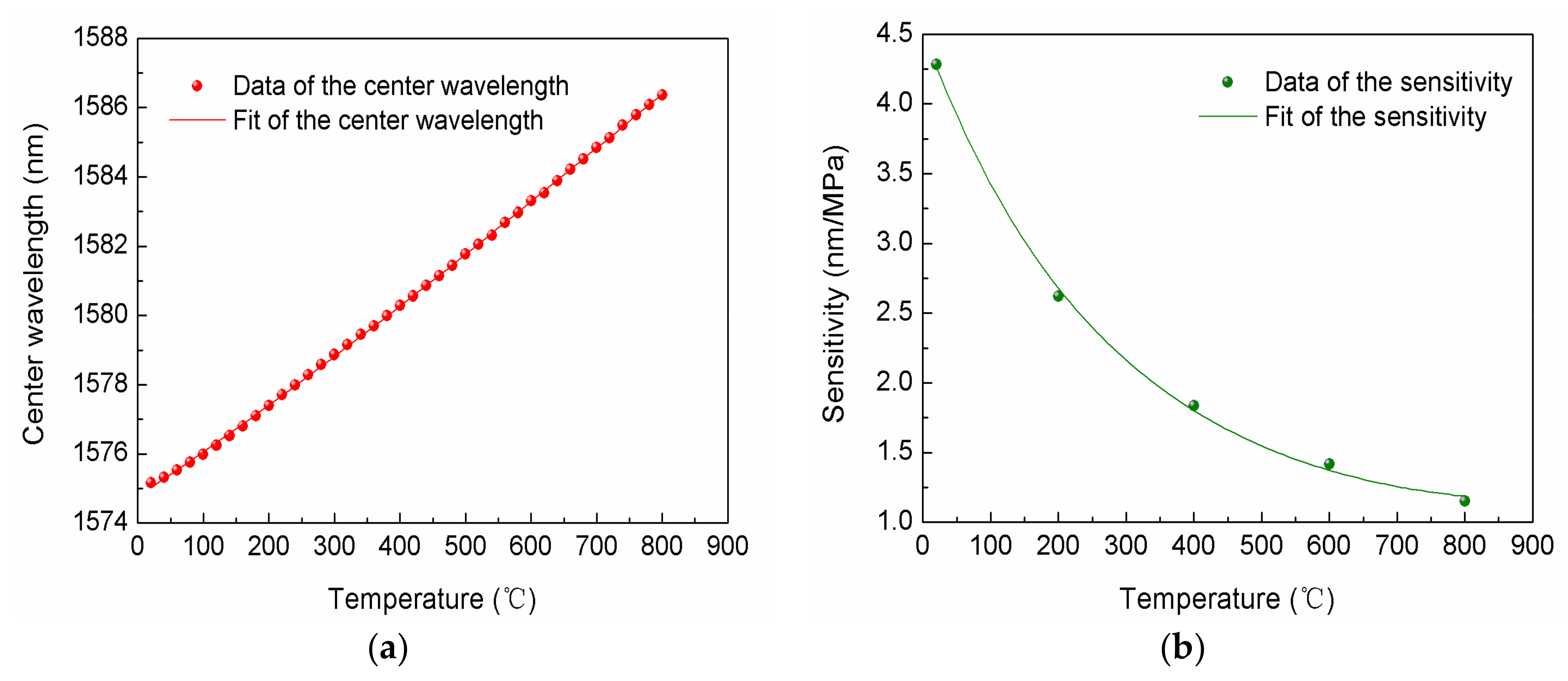
The FBG used in the sensor has been annealed and reached a stabilization point. The relationship between the FBG center wavelength and temperature is shown in
Figure 9a. It can be seen that the FBG center wavelength has a good linear relationship with the temperature and shifts to a long wavelength as the temperature rises from 20 to 800 °C. The FBG center wavelength can be fitted with the relationship of the Equation (5) with A = 1574.7756, B = 0.0125, C = 3.8889 × 10
−6 and D = −1.6458 × 10
−9, where
is the FBG central wavelength. The fitting degree is 99.98%. From
Figure 7b, the relationship between the wavelength and pressure at 20, 200, 400, 600 and 800 °C can be obtained by the wavelength at 0.1 MPa and the sensitivity at the corresponding temperature. The wavelength of pressure monitoring point at 20, 200, 400, 600 and 800 °C under 0 MPa, calculated by the relationship between the wavelength and pressure, are 1562.6064, 1562.5912, 1562.5987, 1562.5856 and 1562.5966 nm, respectively. The wavelength has almost no drift proving the temperature compensation structure is effective. The average of the wavelength is 1562.5957 nm. From
Figure 7b, we can fit the wavelength values corresponding to the pressure monitoring point at each step from 0.1 Mpa to 0.7 Mpa to get the sensitivities of the sensor at 20, 200, 400, 600 and 800 °C. The sensitivities of the sensor at different temperatures are fitted with the relationship of Equation (6) with a = 1.5087, b = −0.0029 and c = 1.5703 × 10
−6. The fitting of the sensitivities is shown in
Figure 9b. In
Figure 9b, it can be seen that the sensitivities have an exponential relationship with the temperature and the fitting degree is 99.74%.
By using the temperature decoupling method, the calculated values and the fitting curves of the calculated values at 20, 400 and 800 °C are respectively shown in
Figure 10a–c. In
Figure 10, the pressures measured by the pressure gauge of the high-temperature pressure compounding platform are the actual values. From
Figure 10, it can be seen that the calculated values are in good agreement with the actual values, and there is only a slight error between the calculated values and the actual values. The slopes of the fitting curves of the calculated values at 20, 400 and 800 °C are 1.00071, 0.9887 and 0.99497, respectively, which are very close to 1. This proves that the presented sensor is quite reliable. The maximum error of the calculated values at 20, 400 and 800 °C are 5.3, 7.6 and 8.1 KPa respectively. The non-linearity errors of the calculated values are 0.88%, 1.28% and 1.34%, respectively, which is less than that of the conventional gas pressure sensors on the market. The reason why the deviation of the calculated values from the actual value increases with the temperature increases may be due to the deviation of the sensitivity fitting increases as the temperature increases. In the future work, we will conduct a better study of the fitting method. We believe it will be better to improve the accuracy of the temperature decoupling method.
Because the pressure measurement results are related to the refractive index of the gas, the sensor can be used for single-component gas or mixed-component invariant gas detection applications, such as, pressure monitoring of high-temperature steam in the pipelines of a thermal power station, and pressure measurements under laboratory conditions. In summary, the sensor can be used in the monitoring the single-component or mixed-component invariant gas environments by calibrating the sensor according to the environment used. If the gas mixture composition changes during the measurement, the sensor would not suitable for such an environment, unless we realize the situation after the change.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}